Вам также может понравиться
- Checklist For Protection Relays General Electrical Tests Rev00Документ2 страницыChecklist For Protection Relays General Electrical Tests Rev00Anonymous dH3DIEtz67% (3)
- Maint - Check List - Oil Filled TransforsДокумент2 страницыMaint - Check List - Oil Filled TransforsramОценок пока нет
- Earthpit Resistance Testing RecordsheetДокумент1 страницаEarthpit Resistance Testing RecordsheetawsomeОценок пока нет
- 7420p008 Uptimax Ni-CD BatteryДокумент16 страниц7420p008 Uptimax Ni-CD BatteryNazif HawariОценок пока нет
- Typical Authorisation Test QuestionsДокумент11 страницTypical Authorisation Test QuestionsArchiford NdhlovuОценок пока нет
- Overcurrent and Earth Fault Relay Calibration CertificateДокумент2 страницыOvercurrent and Earth Fault Relay Calibration Certificateroslan yusofОценок пока нет
- NGR Routine Test ProcedureДокумент6 страницNGR Routine Test Procedurezaheer ahamedОценок пока нет
- Motor Test FormДокумент1 страницаMotor Test FormArie Yantoe100% (1)
- MCC PanelДокумент86 страницMCC PanelRavindra TiwariОценок пока нет
- HT MotorДокумент25 страницHT MotorgaladrialОценок пока нет
- Grid Station General Checking Checklist YittiДокумент2 страницыGrid Station General Checking Checklist Yittianurag_jay12464100% (1)
- Method Statement For Cable Laying, Glanding and TerminationДокумент12 страницMethod Statement For Cable Laying, Glanding and TerminationSajid Raza100% (1)
- HT Motor PrecommissioningДокумент6 страницHT Motor PrecommissioningJarrett Mathews100% (1)
- Tan Delta Test For Power TransformersДокумент9 страницTan Delta Test For Power TransformersBashir AhmadОценок пока нет
- 11kv Rmu PDFДокумент27 страниц11kv Rmu PDFSanda KinithiОценок пока нет
- Check List For Installation of Earthing System: Contractor: Sub-ContractorДокумент4 страницыCheck List For Installation of Earthing System: Contractor: Sub-ContractorRyn RcioОценок пока нет
- Inspection Test Plan (ITP) Procedure-DigabungkanДокумент9 страницInspection Test Plan (ITP) Procedure-Digabungkanpankrasius herbudiОценок пока нет
- Testing and Commissioning of UPS System Method StatementДокумент3 страницыTesting and Commissioning of UPS System Method StatementHumaid Shaikh100% (1)
- Transformer Maintenance Checklist - 5 Must Do Routine ChecksДокумент3 страницыTransformer Maintenance Checklist - 5 Must Do Routine Checksmurthy237Оценок пока нет
- Caterpillar - Class of Insulation and Temprature Rise - Online CommunityДокумент3 страницыCaterpillar - Class of Insulation and Temprature Rise - Online Communitylbk50Оценок пока нет
- Maintenance Manual of TransformerДокумент19 страницMaintenance Manual of TransformerSidhartha MallickОценок пока нет
- Erection Procedure For 6.6 KV Bus DuctДокумент7 страницErection Procedure For 6.6 KV Bus DuctAnmohieyОценок пока нет
- SOP & Control PhilosophyДокумент2 страницыSOP & Control PhilosophyAshish M50% (2)
- Switchgear ChecklistДокумент2 страницыSwitchgear ChecklistAnonymous IeFbdsfCo100% (1)
- Precommissioning Procedures of Testing Commissioning PDFДокумент96 страницPrecommissioning Procedures of Testing Commissioning PDFRatheesh Kumar100% (1)
- Isolation & Maintenance of Power Transformers.Документ4 страницыIsolation & Maintenance of Power Transformers.अभिषेक कुमार उपाध्यायОценок пока нет
- Genset Load TestДокумент10 страницGenset Load Testjavad100% (1)
- Inspection and Testing Transformer InstallationsДокумент37 страницInspection and Testing Transformer InstallationsJellyn Base100% (1)
- Power Transformer MaintenanceДокумент5 страницPower Transformer MaintenanceSantoshkumar Gupta100% (1)
- FAT Capacitor BankДокумент5 страницFAT Capacitor BankDannis SanciptoОценок пока нет
- VCB PM PDFДокумент15 страницVCB PM PDFAccidental EngineerОценок пока нет
- Earthing MaintenanceДокумент1 страницаEarthing Maintenancepk_shahana100% (5)
- HV Switching ProcedureДокумент6 страницHV Switching Procedurekyawswarpm100% (3)
- DG Maintenance Manual PDFДокумент39 страницDG Maintenance Manual PDFvij200950% (2)
- Flow Chart EHV Transformer Installation PDFДокумент1 страницаFlow Chart EHV Transformer Installation PDFPandurang Yadav100% (1)
- SOP For Testing TransformerДокумент1 страницаSOP For Testing TransformerPARAMSIVAMОценок пока нет
- ACB Maintenance ProcedureДокумент1 страницаACB Maintenance ProcedureMartono Abu HanifОценок пока нет
- Method Statement For MV Switchgear (Inspire)Документ5 страницMethod Statement For MV Switchgear (Inspire)Gajendran Sriram50% (2)
- How To Use A Megger Insulation TesterДокумент2 страницыHow To Use A Megger Insulation TesterRakesh Babu0% (1)
- Method Statement For Testing & Commissioning of Diesel GeneratorДокумент6 страницMethod Statement For Testing & Commissioning of Diesel Generatorvin ss100% (1)
- Power Transformer Testing (25 MVA, 132/33 KV)Документ3 страницыPower Transformer Testing (25 MVA, 132/33 KV)Manish Pareek0% (1)
- Method Statement For Installation of Electrical DB, SMDB and MDB PanelboardsДокумент6 страницMethod Statement For Installation of Electrical DB, SMDB and MDB Panelboardsnidhinm92Оценок пока нет
- Elum ePowerControl HFS Datasheet 102019Документ4 страницыElum ePowerControl HFS Datasheet 102019CyrilColin100% (1)
- 7 - Bus Bar & Ducts - YearlyДокумент3 страницы7 - Bus Bar & Ducts - Yearlyrishimaran100% (1)
- MFM Consolidated Preventive Maintenance Ver 2 - 3132017Документ201 страницаMFM Consolidated Preventive Maintenance Ver 2 - 3132017Paul CansinoОценок пока нет
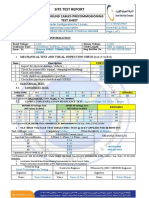
- Site Test Report: Under Ground Cables Precommissioning Test SheetДокумент1 страницаSite Test Report: Under Ground Cables Precommissioning Test SheetNaser Mahamid100% (1)
- S.NO. Equipment Details Test Details List of Pre-Commissioning Tests of Ac EquipmentsДокумент5 страницS.NO. Equipment Details Test Details List of Pre-Commissioning Tests of Ac EquipmentsnagarajanОценок пока нет
- Check List For UPSДокумент1 страницаCheck List For UPSsiruslara6491Оценок пока нет
- Manual MotorsДокумент10 страницManual Motorst_syamprasadОценок пока нет
- Solo Run For MotorsДокумент8 страницSolo Run For MotorsMohamed Haleem100% (1)
- Genset - Electrical ChecklistДокумент1 страницаGenset - Electrical ChecklistKarl Jared MasanqueОценок пока нет
- SP0407C01 HV Cable Commissioning Test ReportДокумент2 страницыSP0407C01 HV Cable Commissioning Test Reportkajale.shrikantОценок пока нет
- Megger Testing Method StatementДокумент7 страницMegger Testing Method StatementRay Agacia0% (1)
- Capacitor TestДокумент2 страницыCapacitor TestdineshОценок пока нет
- Testing and Commissioning Procedure For Electric MotorsДокумент7 страницTesting and Commissioning Procedure For Electric MotorsJoel AlcantaraОценок пока нет
- 3.1 Testing - and - Commissioning - Procedure - For - MotorsДокумент7 страниц3.1 Testing - and - Commissioning - Procedure - For - MotorsEdison EstrellaОценок пока нет
- Testing and Commissioning Procedure For MotorsДокумент7 страницTesting and Commissioning Procedure For MotorsDeepak Jha KashyapОценок пока нет
- Testing and Commissioning Procedure For MotorsДокумент6 страницTesting and Commissioning Procedure For MotorsArnold StevenОценок пока нет
- Maintenanceboth Q and AДокумент46 страницMaintenanceboth Q and AMMS SОценок пока нет
- Konsep Negara Hukum Dalam Perspektif Hukum IslamДокумент11 страницKonsep Negara Hukum Dalam Perspektif Hukum IslamSiti MasitohОценок пока нет
- EHVACДокумент16 страницEHVACsidharthchandak16Оценок пока нет
- Neural Computing and ApplicationsДокумент49 страницNeural Computing and ApplicationsLine PhamОценок пока нет
- Amberjet™ 1500 H: Industrial Grade Strong Acid Cation ExchangerДокумент2 страницыAmberjet™ 1500 H: Industrial Grade Strong Acid Cation ExchangerJaime SalazarОценок пока нет
- Iot Based Garbage and Street Light Monitoring SystemДокумент3 страницыIot Based Garbage and Street Light Monitoring SystemHarini VenkatОценок пока нет
- MIDTERM Exam - Programming 2 - 2SEM 2020Документ3 страницыMIDTERM Exam - Programming 2 - 2SEM 2020Bab bidiОценок пока нет
- Cet Admissions 2018 FinalДокумент225 страницCet Admissions 2018 FinalkiranОценок пока нет
- Blackstone The Dash Model #1610 Owner's ManualДокумент53 страницыBlackstone The Dash Model #1610 Owner's ManualSydney Adam SteeleОценок пока нет
- BIO122 - CHAPTER 7 Part 1Документ53 страницыBIO122 - CHAPTER 7 Part 1lili100% (1)
- Cot Observation ToolДокумент14 страницCot Observation ToolArnoldBaladjayОценок пока нет
- ASM1 ProgramingДокумент14 страницASM1 ProgramingTran Cong Hoang (BTEC HN)Оценок пока нет
- GT-3000 PrintДокумент3 страницыGT-3000 Printmanual imbОценок пока нет
- TakeawaysДокумент2 страницыTakeawaysapi-509552154Оценок пока нет
- Arte PoveraДокумент13 страницArte PoveraSohini MaitiОценок пока нет
- IJISRT23JUL645Документ11 страницIJISRT23JUL645International Journal of Innovative Science and Research TechnologyОценок пока нет
- Module 0-Course Orientation: Objectives OutlineДокумент2 страницыModule 0-Course Orientation: Objectives OutlineEmmanuel CausonОценок пока нет
- RRB 17 Sep Set 2 Ibps Guide - Ibps Po, Sbi Clerk, RRB, SSC - Online Mock TestДокумент46 страницRRB 17 Sep Set 2 Ibps Guide - Ibps Po, Sbi Clerk, RRB, SSC - Online Mock TestBharat KumarОценок пока нет
- 1.3.3 1.3.4 1.3.5 Input, Output & Storage Devices Workbook by Inqilab Patel PDFДокумент173 страницы1.3.3 1.3.4 1.3.5 Input, Output & Storage Devices Workbook by Inqilab Patel PDFRayyan MalikОценок пока нет
- BS EN 50483-6-2009 EnglishДокумент27 страницBS EN 50483-6-2009 EnglishДмитро Денис100% (2)
- Defenders of The Empire v1.4Документ13 страницDefenders of The Empire v1.4Iker Antolín MedinaОценок пока нет
- M4110 Leakage Reactance InterfaceДокумент2 страницыM4110 Leakage Reactance InterfaceGuru MishraОценок пока нет
- End Points SubrogadosДокумент3 страницыEnd Points SubrogadosAgustina AndradeОценок пока нет
- 96 Dec2018 NZGeoNews PDFДокумент139 страниц96 Dec2018 NZGeoNews PDFAditya PrasadОценок пока нет
- KV4BBSR Notice ContractuaL Interview 2023-24Документ9 страницKV4BBSR Notice ContractuaL Interview 2023-24SuchitaОценок пока нет
- Historical Roots of The "Whitening" of BrazilДокумент23 страницыHistorical Roots of The "Whitening" of BrazilFernandoMascarenhasОценок пока нет
- Medha Servo Drives Written Exam Pattern Given by KV Sai KIshore (BVRIT-2005-09-ECE)Документ2 страницыMedha Servo Drives Written Exam Pattern Given by KV Sai KIshore (BVRIT-2005-09-ECE)Varaprasad KanugulaОценок пока нет
- Integra Facade BrochureДокумент2 страницыIntegra Facade BrochureHarshit PatadiyaОценок пока нет
- Advocating For Appropriate Educational ServicesДокумент32 страницыAdvocating For Appropriate Educational ServicesTransverse Myelitis AssociationОценок пока нет
- Solutions Jet FuelДокумент4 страницыSolutions Jet FuelkevinОценок пока нет
- Chapter 3 PayrollДокумент5 страницChapter 3 PayrollPheng Tiosen100% (2)