Вам также может понравиться
- Love My LifeДокумент5 страницLove My LifeLinda Veronica0% (1)
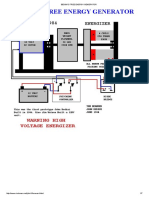
- Bedini's Free Energy Generator PDFДокумент7 страницBedini's Free Energy Generator PDFRafly Attila Al-Fiqri71% (7)
- The Basics of General, Organic and Biological Chemistry - AttributedДокумент1 421 страницаThe Basics of General, Organic and Biological Chemistry - AttributedAlfonso J Sintjago100% (2)
- Tutorial 16 - CEL - BottleДокумент14 страницTutorial 16 - CEL - BottleRezaОценок пока нет
- AgitatingДокумент24 страницыAgitatingBánh Cuốn Tôm ThịtОценок пока нет
- Life Cycle Assesment of Beer Production in GreeceДокумент7 страницLife Cycle Assesment of Beer Production in GreeceElif TiryakiogluОценок пока нет
- TeДокумент67 страницTeYudha Sanditya SaputraОценок пока нет
- Graduation-Project Panayiotis NicolaouДокумент106 страницGraduation-Project Panayiotis NicolaouHotib PerwiraОценок пока нет
- Choice of Steel Material To Avoid Brittle Fracture For Hollow Section StructuresДокумент204 страницыChoice of Steel Material To Avoid Brittle Fracture For Hollow Section Structuresg1n2Оценок пока нет
- Manufacturing Process Scale-Up in The Personal Care Industry Problems and Solutions PDFДокумент4 страницыManufacturing Process Scale-Up in The Personal Care Industry Problems and Solutions PDFNindya IndahОценок пока нет
- Waheed Final Rport PDFДокумент110 страницWaheed Final Rport PDFsajid ali100% (1)
- Seaweed As Bioplastic: Research Chapter 1 and 2Документ22 страницыSeaweed As Bioplastic: Research Chapter 1 and 2justin_domingo_295% (42)
- DWCДокумент10 страницDWCkennethmsorianoОценок пока нет
- The Design of Continuous Polycondensation ReactorsДокумент189 страницThe Design of Continuous Polycondensation ReactorsArmiee Infinite100% (1)
- Study On The Thermal Pyrolysis of Medical Waste (Plastic Syringe) For The Production of Useful Liquid FuelsДокумент53 страницыStudy On The Thermal Pyrolysis of Medical Waste (Plastic Syringe) For The Production of Useful Liquid FuelsraihonaОценок пока нет
- Applying Life-Cycle Thinking to Oil and Gas Exploration and ProductionДокумент160 страницApplying Life-Cycle Thinking to Oil and Gas Exploration and ProductionPintea ClaudiuОценок пока нет
- March 2014Документ76 страницMarch 2014jpsi6Оценок пока нет
- Aerosol Propellants PDFДокумент14 страницAerosol Propellants PDFAmit100% (1)
- Process Safety in The Pharmaceutical Industry-Part IДокумент20 страницProcess Safety in The Pharmaceutical Industry-Part ISankar AdhikariОценок пока нет
- Intensification of Sonochemical ReactionsДокумент97 страницIntensification of Sonochemical ReactionsSuraj ShahОценок пока нет
- (Marko Zlokarnik) Scale-Up in Chemical EngineeringДокумент9 страниц(Marko Zlokarnik) Scale-Up in Chemical EngineeringakilaprabuОценок пока нет
- Brochure PhosgeneДокумент15 страницBrochure Phosgenephaniraj_cОценок пока нет
- Reactive Distillation ReportДокумент76 страницReactive Distillation ReportJaveed802Оценок пока нет
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7От EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Оценок пока нет
- Worksheet On Quantum NumbersДокумент2 страницыWorksheet On Quantum NumbersJannah Mae IsioОценок пока нет
- Developing Advanced Biorefinery Schemes For Integration Into ExistingДокумент89 страницDeveloping Advanced Biorefinery Schemes For Integration Into ExistingamirОценок пока нет
- Vol. 3 Phosgene 435Документ13 страницVol. 3 Phosgene 435ichsan hakimОценок пока нет
- Stirred Tank Reactors FinalДокумент65 страницStirred Tank Reactors Finalhap1313100% (1)
- Proceedings of The 9th International Conference On Energy Engineering and Environmental Engineering (Zuoyu Sun, Prodip Das)Документ409 страницProceedings of The 9th International Conference On Energy Engineering and Environmental Engineering (Zuoyu Sun, Prodip Das)Marcelo ProtzОценок пока нет
- Liquidphasealkylationofbenzene With Ethylene 160713071057 PDFДокумент111 страницLiquidphasealkylationofbenzene With Ethylene 160713071057 PDFFrancesca GarciaОценок пока нет
- 0 Material Safety Data Sheet: Bromine MSDSДокумент7 страниц0 Material Safety Data Sheet: Bromine MSDSVenkatesh VenkyОценок пока нет
- Biogas Processes and Sustainable DevelopmentДокумент199 страницBiogas Processes and Sustainable DevelopmentH.J.PrabhuОценок пока нет
- PHOSGENE Incident Management v2Документ10 страницPHOSGENE Incident Management v2djsp5009Оценок пока нет
- Scale Up of Chemical ReactorsДокумент52 страницыScale Up of Chemical ReactorsAl GhazaliОценок пока нет
- Microreactors: W. Ehrfeld, V. Hessel, H. LöweДокумент20 страницMicroreactors: W. Ehrfeld, V. Hessel, H. LöweAnonymous Ksq1dyPRhОценок пока нет
- Modelling of natural gas sweetening and dehydration processesДокумент112 страницModelling of natural gas sweetening and dehydration processesbalajiОценок пока нет
- 2014 Isocyanate and Phosgene Free Routes PDFДокумент17 страниц2014 Isocyanate and Phosgene Free Routes PDFPilar MayaОценок пока нет
- Management of Scale Up of Adsorption in Fixed-Bed Column Systems - Odysseas KopsidasДокумент45 страницManagement of Scale Up of Adsorption in Fixed-Bed Column Systems - Odysseas KopsidasΟδυσσεας ΚοψιδαςОценок пока нет
- Process SafetyДокумент12 страницProcess SafetyTiotet33Оценок пока нет
- (2006, DUGAS) - Dissertação BaseДокумент145 страниц(2006, DUGAS) - Dissertação BaseSuênia FernandesОценок пока нет
- EtanolДокумент57 страницEtanolexe241293Оценок пока нет
- HW2 AcroleinДокумент7 страницHW2 AcroleinMeng LopezОценок пока нет
- Introduction To Bio Process EngineeringДокумент5 страницIntroduction To Bio Process EngineeringysenaitОценок пока нет
- Design HeuristicsДокумент12 страницDesign HeuristicsNurul Izzati MohtarОценок пока нет
- Rangaiah ChemicalProcessRetrofitting 9781119016335 7Документ2 страницыRangaiah ChemicalProcessRetrofitting 9781119016335 7eltonОценок пока нет
- MILENA-OLGA gasification technology for biomass conversion to SNG and powerДокумент23 страницыMILENA-OLGA gasification technology for biomass conversion to SNG and powerRobin ZwartОценок пока нет
- Tolliver Fundamentals of Distillation Column Control1 PDFДокумент30 страницTolliver Fundamentals of Distillation Column Control1 PDFsyafiqОценок пока нет
- Process Retrofitting Via Intensification A Heuristic Methodology and Its Application To Isopropyl Alcohol ProceduresДокумент16 страницProcess Retrofitting Via Intensification A Heuristic Methodology and Its Application To Isopropyl Alcohol ProceduresJuan Tirado VarelaОценок пока нет
- Design Principles For Liquid-Liquid Extraction PDFДокумент9 страницDesign Principles For Liquid-Liquid Extraction PDFRajendraОценок пока нет
- Intelligen's SuperPro Designer Simulates Batch and Continuous ProcessesДокумент6 страницIntelligen's SuperPro Designer Simulates Batch and Continuous ProcessesnidejoОценок пока нет
- Optimal Design and Operation of Batch ReactorsДокумент16 страницOptimal Design and Operation of Batch ReactorsMohamed Tarek KamarОценок пока нет
- Reactive Distillation ProcessesДокумент9 страницReactive Distillation ProcessesAndrew TanОценок пока нет
- 3rd Draft - Last VersionДокумент39 страниц3rd Draft - Last VersionParinitha RaoОценок пока нет
- Unit Operation Laboratory ProtocolДокумент73 страницыUnit Operation Laboratory ProtocolSreemoyee ChakrabortyОценок пока нет
- Principi Base Della Liofilizzazione - Carlo VecchioДокумент43 страницыPrincipi Base Della Liofilizzazione - Carlo VecchioYana Cadiatan100% (1)
- Advantages of Non-Perforated Coating PansДокумент3 страницыAdvantages of Non-Perforated Coating PanschevypickupОценок пока нет
- Scale UpДокумент109 страницScale UpΟδυσσεας ΚοψιδαςОценок пока нет
- How To Minimise Scaleup DifficultiesДокумент6 страницHow To Minimise Scaleup Difficultieskishore.charuОценок пока нет
- Carbon Dioxide Scrubber RPДокумент5 страницCarbon Dioxide Scrubber RPpassionОценок пока нет
- Cat Bpe PDFДокумент57 страницCat Bpe PDFJohnОценок пока нет
- 9,10.pilot Plant & Scale UpДокумент30 страниц9,10.pilot Plant & Scale UpkbnarkhedeОценок пока нет
- Membrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngasДокумент10 страницMembrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngascurlychemОценок пока нет
- Bioreactors - Classification and TypesДокумент6 страницBioreactors - Classification and TypesKavisa Ghosh100% (1)
- Simulated Moving Bed Technology: Principles, Design and Process ApplicationsОт EverandSimulated Moving Bed Technology: Principles, Design and Process ApplicationsОценок пока нет
- Solazyme Investor Presentation Canaccord (Compressed)Документ28 страницSolazyme Investor Presentation Canaccord (Compressed)fsingОценок пока нет
- Upgrading Natural GasДокумент1 страницаUpgrading Natural GasfsingОценок пока нет
- Methanol HouseДокумент1 страницаMethanol HouseTu Ngo MinhОценок пока нет
- BRDi Report Increasing Biofuels Feedstock ProductionДокумент167 страницBRDi Report Increasing Biofuels Feedstock ProductiondileepbkОценок пока нет
- BRDi Report Increasing Biofuels Feedstock ProductionДокумент167 страницBRDi Report Increasing Biofuels Feedstock ProductiondileepbkОценок пока нет
- Algae Biofuel Takes FlightДокумент2 страницыAlgae Biofuel Takes FlightfsingОценок пока нет
- Agco Type81sek PDFДокумент15 страницAgco Type81sek PDFMargaret DaughertyОценок пока нет
- Linear Differential Equations Standard Form and Operator FormДокумент10 страницLinear Differential Equations Standard Form and Operator FormJoSaОценок пока нет
- Art AnalysisДокумент3 страницыArt AnalysisCheeny VelascoОценок пока нет
- PEGN 419 / GPGN 419 Spring 2017: Manika Prasad Mansur Ermila Expert Resource: Robert LieberДокумент30 страницPEGN 419 / GPGN 419 Spring 2017: Manika Prasad Mansur Ermila Expert Resource: Robert LiebertahermohОценок пока нет
- 4363 111 Machine Design IДокумент6 страниц4363 111 Machine Design Iyogesh_b_k100% (2)
- Unit 6 WS3Документ2 страницыUnit 6 WS3Kaitlyn TranОценок пока нет
- Atlas TechNotes - Complete Set Rev Nov 2011Документ50 страницAtlas TechNotes - Complete Set Rev Nov 2011caod1712Оценок пока нет
- Pure Substances Mixtures and SolutionsДокумент18 страницPure Substances Mixtures and SolutionsJoanna Angela LeeОценок пока нет
- Testing of Rigid Plastic ContainersДокумент22 страницыTesting of Rigid Plastic ContainersBhupendra Singh100% (12)
- SRS 413Документ158 страницSRS 413edderguiОценок пока нет
- MIT Feedback Linearization LectureДокумент5 страницMIT Feedback Linearization LectureJosé Ignacio Fierro TravoОценок пока нет
- Galloway 1989 Genetic Stratigraphic Sequence Basin Analysis IДокумент18 страницGalloway 1989 Genetic Stratigraphic Sequence Basin Analysis IMitreОценок пока нет
- Measuring Vapour Pressure of Hydrocarbon LiquidsДокумент3 страницыMeasuring Vapour Pressure of Hydrocarbon LiquidsAnnelzОценок пока нет
- Analysis of The Tablet Coating ProcessДокумент17 страницAnalysis of The Tablet Coating Processشروق سعد الدينОценок пока нет
- SPE 122225 Gas Condensate Productivity Improvement by Chemical Wettability AlterationДокумент12 страницSPE 122225 Gas Condensate Productivity Improvement by Chemical Wettability AlterationGabriel EduardoОценок пока нет
- Elzaki Transform For Two Tank Mixing Problems PDFДокумент15 страницElzaki Transform For Two Tank Mixing Problems PDFMarvin LabajoОценок пока нет
- The Optical ProThe Optical Properties of Lung As A Function of Respirationperties of Lung As A Function ofДокумент11 страницThe Optical ProThe Optical Properties of Lung As A Function of Respirationperties of Lung As A Function ofAgustinОценок пока нет
- Applying IGBTs - 5SYA 2053-04 PDFДокумент22 страницыApplying IGBTs - 5SYA 2053-04 PDFbacuoc.nguyen356Оценок пока нет
- Cati Pakistan Training Course - MechanicalДокумент13 страницCati Pakistan Training Course - MechanicalImam Haryadi WibowoОценок пока нет
- Maths IA IntroДокумент20 страницMaths IA Introshakthi aravinthОценок пока нет
- Electrostatics PDFДокумент51 страницаElectrostatics PDFSaksham GuptaОценок пока нет
- Development of Biomass-Based Plastic Resins From Natural Algal PolysaccharidesДокумент72 страницыDevelopment of Biomass-Based Plastic Resins From Natural Algal Polysaccharidesjustin_domingo_2100% (2)
- MCQ Electromagnetism Self-AssessmentДокумент2 страницыMCQ Electromagnetism Self-AssessmentJunaidKhanОценок пока нет