Вам также может понравиться
- Furnace Internal PressureДокумент3 страницыFurnace Internal PressureskluxОценок пока нет
- Flue Gas AnalysisДокумент12 страницFlue Gas AnalysisMadhavanIceОценок пока нет
- 6.vapour Power CyclesДокумент18 страниц6.vapour Power CyclesJayneel GajjarОценок пока нет
- Plant Efficiency & Heat Rate: 482.8 Mkcal/hr 420 Mkcal/hr 180.6 Mkcal/hr 172 Mkcal/hrДокумент51 страницаPlant Efficiency & Heat Rate: 482.8 Mkcal/hr 420 Mkcal/hr 180.6 Mkcal/hr 172 Mkcal/hrkousikthiraviarajОценок пока нет
- Acid DewpointДокумент4 страницыAcid DewpointCowdrey IlanОценок пока нет
- 3 Element Drum Level ControlДокумент3 страницы3 Element Drum Level ControlSriteja JosyulaОценок пока нет
- JAQUET Greenline EДокумент12 страницJAQUET Greenline Eseriousguy2Оценок пока нет
- Gas AnalyzerДокумент5 страницGas Analyzerengine5Оценок пока нет
- Steam Plant FundamentalsДокумент228 страницSteam Plant FundamentalsMark Allen San Antonio100% (1)
- Maintaining Boiler Water Quality (35 charactersДокумент3 страницыMaintaining Boiler Water Quality (35 characterskcp1986Оценок пока нет
- Vacuum and Heat Transfer Barometric Condenser ManualДокумент11 страницVacuum and Heat Transfer Barometric Condenser ManualNick Smith100% (1)
- Eat Transfer Coefficients For Submerged CoilsДокумент13 страницEat Transfer Coefficients For Submerged Coilsvitcon87100% (1)
- Understanding the Concept of AlkalinityДокумент12 страницUnderstanding the Concept of AlkalinityDimas Eko PrasetyoОценок пока нет
- Packed Towers: 12.1 Device TypeДокумент10 страницPacked Towers: 12.1 Device TypeSagar BhavsarОценок пока нет
- Optimized Inline Economiser DesignДокумент7 страницOptimized Inline Economiser DesignHsein WangОценок пока нет
- FloGard MS6208Документ1 страницаFloGard MS6208engr.shahid041Оценок пока нет
- NH3 SynloopДокумент2 страницыNH3 SynloopReza DehestaniОценок пока нет
- Boiler CirculationДокумент7 страницBoiler CirculationaruntpeОценок пока нет
- Diagnostic Tools and Control Parameters For Refinery HeatersДокумент7 страницDiagnostic Tools and Control Parameters For Refinery HeaterskrishnaОценок пока нет
- Steam Table For Saturated Steam: (Continued)Документ1 страницаSteam Table For Saturated Steam: (Continued)ChristianGuerreroОценок пока нет
- Description Materials: Cast Iron For Horizontal InstallationДокумент2 страницыDescription Materials: Cast Iron For Horizontal InstallationParth GosaiОценок пока нет
- B.Tech CH PDFДокумент146 страницB.Tech CH PDFAshutosh MishraОценок пока нет
- Divided Wall Column 496Документ6 страницDivided Wall Column 496GeorgeОценок пока нет
- Miscellaneous Boiler Types, Economisers and Superheaters - International SitДокумент4 страницыMiscellaneous Boiler Types, Economisers and Superheaters - International SitMohd ZaieriОценок пока нет
- Hypo Testing Problem SetДокумент3 страницыHypo Testing Problem SetYASH JHALANIОценок пока нет
- Compact Heatless Air DryersДокумент1 страницаCompact Heatless Air DryersBossman Instruments TechnologyОценок пока нет
- 1a.calibration of OrificemeterДокумент7 страниц1a.calibration of OrificemeterArjun P PОценок пока нет
- Guide to Soot Blowers and Furnace Temperature ProbesДокумент18 страницGuide to Soot Blowers and Furnace Temperature Probesupt vadodaraОценок пока нет
- Boiler Operation Made Easy - Procedure For Starting and Stopping A Boiler PDFДокумент13 страницBoiler Operation Made Easy - Procedure For Starting and Stopping A Boiler PDFDavid WilliamsОценок пока нет
- Economizer Recirculation For Low-Load Stability in Heat Recovery Steam GeneratorДокумент10 страницEconomizer Recirculation For Low-Load Stability in Heat Recovery Steam GeneratorknsaravanaОценок пока нет
- Steam Jet EjectorsДокумент4 страницыSteam Jet EjectorsMuhammad Kamal WisyaldinОценок пока нет
- SERIES 22.2: Heavy Duty Gear ReducersДокумент2 страницыSERIES 22.2: Heavy Duty Gear ReducersAmir KhanОценок пока нет
- TEP03 Part4 AbsorptionДокумент28 страницTEP03 Part4 AbsorptionEK63Оценок пока нет
- Modelling and Simulation of Steam Jet Ejectors PDFДокумент8 страницModelling and Simulation of Steam Jet Ejectors PDFLucas RossiniОценок пока нет
- Centrifugal pump sizing for HCl transferДокумент3 страницыCentrifugal pump sizing for HCl transferTagabo AliОценок пока нет
- Sap-2 Material Balance: Basis: Unit Hour of ProductionДокумент17 страницSap-2 Material Balance: Basis: Unit Hour of ProductionNandha KumarОценок пока нет
- Retention TimeДокумент10 страницRetention TimealexnomitaОценок пока нет
- UFC-85 Plants For Urea Fertilizer Projects: Recommended DosageДокумент8 страницUFC-85 Plants For Urea Fertilizer Projects: Recommended Dosagevaratharajan g rОценок пока нет
- Bubble and Dew Point Calculations in Multicomponent and Multireactive MixturesДокумент9 страницBubble and Dew Point Calculations in Multicomponent and Multireactive MixturesJack CheeОценок пока нет
- 39 Algal Oil Production 1Документ21 страница39 Algal Oil Production 1Sai Srivathsava UdathuОценок пока нет
- Filtration in HydrotreatingДокумент2 страницыFiltration in Hydrotreatingck196548400% (1)
- HPAC - Evaluating Deaerator OperationДокумент5 страницHPAC - Evaluating Deaerator Operationghostamir100% (1)
- Comprimo® Sulfur Solutions: ApplicationsДокумент1 страницаComprimo® Sulfur Solutions: ApplicationsPrasad ChakkarapaniОценок пока нет
- BTLD Presentation 2Документ23 страницыBTLD Presentation 2Yos Wita SantosoОценок пока нет
- Venturi Scrubber Design Project for Air Pollution ControlДокумент1 страницаVenturi Scrubber Design Project for Air Pollution ControlChristopher LloydОценок пока нет
- Prico Process PDFДокумент13 страницPrico Process PDFcorkynhoОценок пока нет
- Economic Aspects of Setting Up Purge Gas Recovery Unit (PGRU) With Ammonia Production ProcessДокумент7 страницEconomic Aspects of Setting Up Purge Gas Recovery Unit (PGRU) With Ammonia Production ProcessWilly ChandraОценок пока нет
- Training ReportPDF PDFДокумент42 страницыTraining ReportPDF PDFAman RajОценок пока нет
- PED 5 Heat ExchangersДокумент74 страницыPED 5 Heat ExchangersoperationmanagerОценок пока нет
- Crude Distillation Unit & Vacuum Distillation UnitДокумент10 страницCrude Distillation Unit & Vacuum Distillation Unitsenthilkumarbt100% (1)
- Volatile Matter in The Analysis of Particulate Wood Fuels: Standard Test Method ForДокумент3 страницыVolatile Matter in The Analysis of Particulate Wood Fuels: Standard Test Method Foranna curatoloОценок пока нет
- Pulverizer and Fuel Delivery GuidelinesДокумент152 страницыPulverizer and Fuel Delivery GuidelinesnaseemОценок пока нет
- CECO Environmental Presentaton - Gabelli Q122 Waste Environ. Serv. Symposium - 033122Документ28 страницCECO Environmental Presentaton - Gabelli Q122 Waste Environ. Serv. Symposium - 033122teddyfang21Оценок пока нет
- Energy Audit On Ships: Audit of Marine BoilerДокумент15 страницEnergy Audit On Ships: Audit of Marine BoilerThusitha DalpathaduОценок пока нет
- WHRB Interlocks: S. No Boiler Equipment Logic For InterlocksДокумент2 страницыWHRB Interlocks: S. No Boiler Equipment Logic For InterlocksAmeer MeerОценок пока нет
- Blowdown Economizer CalculationДокумент2 страницыBlowdown Economizer CalculationSajjad AhmedОценок пока нет
- Combustion Gaseous Fuel Liquid FuelДокумент18 страницCombustion Gaseous Fuel Liquid FuelPaolo Gochingco33% (3)
- Understanding Heat Flux Limitations CCTI 2010Документ8 страницUnderstanding Heat Flux Limitations CCTI 2010B rgОценок пока нет
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)От EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)Оценок пока нет
- Spectrograph analysis delivers fast, accurate resultsДокумент79 страницSpectrograph analysis delivers fast, accurate resultsDipeshBardoliaОценок пока нет
- Analytical and Bioanalytical ChemistryДокумент231 страницаAnalytical and Bioanalytical ChemistryDipeshBardoliaОценок пока нет
- Analytical and Bioanalytical ChemistryДокумент231 страницаAnalytical and Bioanalytical ChemistryDipeshBardoliaОценок пока нет
- 1 1Документ16 страниц1 1DipeshBardoliaОценок пока нет
- 44 RT 016 SДокумент41 страница44 RT 016 SDipeshBardoliaОценок пока нет
- NET ExamДокумент2 страницыNET ExamDipeshBardoliaОценок пока нет
- Momotani .Doll's.house - With.origamiДокумент114 страницMomotani .Doll's.house - With.origamidarktf100% (4)
- 1larsen & ToubroДокумент25 страниц1larsen & ToubroDipeshBardoliaОценок пока нет
- Бабочка 1 PDFДокумент5 страницБабочка 1 PDFDipeshBardoliaОценок пока нет
- (Work-Related Musculoskeletal Disorders WMSDS) - Risk FactorsДокумент9 страниц(Work-Related Musculoskeletal Disorders WMSDS) - Risk FactorsDipeshBardoliaОценок пока нет
- Aptd 0581Документ42 страницыAptd 0581DipeshBardoliaОценок пока нет
- Cisco IP Address Configuration GuideДокумент62 страницыCisco IP Address Configuration GuideSudha GanapareddyОценок пока нет
- EPA Method 5Документ72 страницыEPA Method 5jonalserОценок пока нет
- CTM 003Документ15 страницCTM 003DipeshBardoliaОценок пока нет
- NewItem 110 HzincineratorДокумент158 страницNewItem 110 HzincineratorDipeshBardoliaОценок пока нет
- Methqdsofmeasurement Emissionsfromstationarysources U: Indian StandardДокумент9 страницMethqdsofmeasurement Emissionsfromstationarysources U: Indian StandardDipeshBardoliaОценок пока нет
- Testing Process For Bio Medical Waste IncineratorДокумент97 страницTesting Process For Bio Medical Waste IncineratorJeetendra KulkarniОценок пока нет
- Method 2-Determination of Stack Gas Velocity and Volumetric Flow Rate (Type S Pitot Tube)Документ22 страницыMethod 2-Determination of Stack Gas Velocity and Volumetric Flow Rate (Type S Pitot Tube)DipeshBardoliaОценок пока нет
- Is 11255 2 1985Документ12 страницIs 11255 2 1985VinodVaghaniОценок пока нет
- CTM 02 FigДокумент1 страницаCTM 02 FigDipeshBardoliaОценок пока нет
- EPA Approves Method 5, 201A, and 6 Specification ModificationsДокумент3 страницыEPA Approves Method 5, 201A, and 6 Specification ModificationsDipeshBardoliaОценок пока нет
- Tid 001Документ3 страницыTid 001DipeshBardoliaОценок пока нет
- CTM 002Документ10 страницCTM 002DipeshBardoliaОценок пока нет
- Indian Standard: Methods For Measurement OF Emissions From Stationary SourcesДокумент21 страницаIndian Standard: Methods For Measurement OF Emissions From Stationary SourcesDipeshBardoliaОценок пока нет
- Alt 009Документ2 страницыAlt 009DipeshBardoliaОценок пока нет
- Method For Measurement of Emission From Stationary Sources: Indian StandardДокумент8 страницMethod For Measurement of Emission From Stationary Sources: Indian StandardDipeshBardoliaОценок пока нет
- Is 11255 6 1999Документ8 страницIs 11255 6 1999VinodVaghaniОценок пока нет
- Wffi Wffi: /JL /JLДокумент17 страницWffi Wffi: /JL /JLVinodVaghani100% (1)
- Citizen A16VI Machine SpecificationsДокумент2 страницыCitizen A16VI Machine SpecificationscmganklОценок пока нет
- 02 Dividing Head 1Документ22 страницы02 Dividing Head 1farid said errahmaniОценок пока нет
- Tech-Doc Fabius GSДокумент77 страницTech-Doc Fabius GSJoseОценок пока нет
- (Process Industry Practices) Design of ASME B31.3Документ24 страницы(Process Industry Practices) Design of ASME B31.3aguiarv88100% (1)
- Z22 DoubleSuctionAxiallysplitSingleStageCentrifugalPump60HzUS E10118 USДокумент2 страницыZ22 DoubleSuctionAxiallysplitSingleStageCentrifugalPump60HzUS E10118 USediОценок пока нет
- ds511 Specification Sheet EnglishДокумент4 страницыds511 Specification Sheet EnglishAntonio BocanegraОценок пока нет
- Rules for Classification of Ships: Part C Machinery, Systems and Fire ProtectionДокумент485 страницRules for Classification of Ships: Part C Machinery, Systems and Fire ProtectionTordillo ECV56Оценок пока нет
- AT6504 AFL Notes PDFДокумент52 страницыAT6504 AFL Notes PDFmeetbalakumarОценок пока нет
- Almost Everthing For MEPДокумент55 страницAlmost Everthing For MEPdkpushp100% (4)
- CMI ENERGY Industrial Boilers HRSGДокумент2 страницыCMI ENERGY Industrial Boilers HRSGHeri SetyantoОценок пока нет
- Stress Analysis Bolted JointДокумент11 страницStress Analysis Bolted JointGustavoYippeekayyayGusОценок пока нет
- A Study of Liquid Metal AtomizationДокумент22 страницыA Study of Liquid Metal AtomizationAlisha Allison0% (1)
- Parts List for 196000-5172 Fuel Pump AssemblyДокумент5 страницParts List for 196000-5172 Fuel Pump AssemblyEdinson Ariel Chavarro QuinteroОценок пока нет
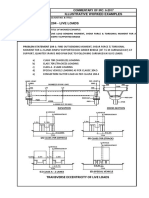
- Illustrative Worked Examples: Commentary of Irc: 6-2017Документ4 страницыIllustrative Worked Examples: Commentary of Irc: 6-2017jatin singla100% (1)
- SCIENCEДокумент4 страницыSCIENCEMaria Dhalia MarquezОценок пока нет
- Park Brake Recall ActionДокумент13 страницPark Brake Recall Actionrobocop81Оценок пока нет
- Davey Dewatering AEMДокумент2 страницыDavey Dewatering AEMJohan TanОценок пока нет
- Doors PDFДокумент34 страницыDoors PDFoz23Оценок пока нет
- Caseih Serie 20Документ1 267 страницCaseih Serie 20Fernando Sabino100% (2)
- DestrebutionДокумент4 страницыDestrebutionYosef AbebeОценок пока нет
- Air Braking System in Indian RailwayДокумент22 страницыAir Braking System in Indian RailwayClassic Printers100% (1)
- ENFLO 0110 Wind Turbine Data SheetДокумент2 страницыENFLO 0110 Wind Turbine Data SheetCriss MereutaОценок пока нет
- Electrical System in AENДокумент21 страницаElectrical System in AENNilesh PatilОценок пока нет
- 800reozm 0318Документ3 страницы800reozm 0318Xuân Huy NguyễnОценок пока нет
- Training ProjectДокумент43 страницыTraining ProjectlokeshkrkushwahaОценок пока нет
- Marcet Boiler Final Lab ReportДокумент14 страницMarcet Boiler Final Lab ReportHerschelle ShongweОценок пока нет
- Engineering Mechanics (2009 Course) : Multiple Choice QuestionsДокумент6 страницEngineering Mechanics (2009 Course) : Multiple Choice QuestionsDigamОценок пока нет
- Tabela TROUBLESHOOTING FT 2010Документ14 страницTabela TROUBLESHOOTING FT 2010Lucas TavaresОценок пока нет
- Models - Mph.pid ControlДокумент14 страницModels - Mph.pid ControlArunkumar SeshadriОценок пока нет
- Groz Rac DD 2-11-24!1!2 HP Direct Drive Air CompressorДокумент6 страницGroz Rac DD 2-11-24!1!2 HP Direct Drive Air CompressorMaroof AliОценок пока нет