Вам также может понравиться
- Calidad Del Agua CosteraДокумент36 страницCalidad Del Agua CosteraMilagros PorragasОценок пока нет
- Síntesis y Optimización de Procesos - Proceso SolvayДокумент8 страницSíntesis y Optimización de Procesos - Proceso SolvayMilagros PorragasОценок пока нет
- Procesos de Separación 2 - CristalizadoresДокумент5 страницProcesos de Separación 2 - CristalizadoresMilagros PorragasОценок пока нет
- Electricidad Ensayo 1Документ14 страницElectricidad Ensayo 1Milagros PorragasОценок пока нет
- Desarrollo Sustentable - Servicios AmbientalesДокумент2 страницыDesarrollo Sustentable - Servicios AmbientalesMilagros PorragasОценок пока нет
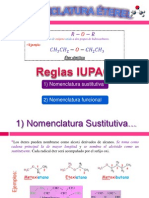
- Química Orgánica - Nomenclatura ÉteresДокумент4 страницыQuímica Orgánica - Nomenclatura ÉteresMilagros PorragasОценок пока нет
- Análisis de Datos Experimentales - Cuadro Greco-LatinoДокумент3 страницыAnálisis de Datos Experimentales - Cuadro Greco-LatinoMilagros PorragasОценок пока нет
- Geografía - Agentes Modeladores Del RelieveДокумент1 страницаGeografía - Agentes Modeladores Del RelieveMilagros Porragas100% (2)
- XEDEXДокумент1 страницаXEDEXKarielys BarreraОценок пока нет
- Movilidad SantiagoДокумент10 страницMovilidad SantiagoJeferson TbОценок пока нет
- Términos de Referencia de CapacitaciónДокумент5 страницTérminos de Referencia de CapacitaciónMarkPairaОценок пока нет
- Direct - Elab. Trab. Investigacion. Microeconomia 2022-II.Документ9 страницDirect - Elab. Trab. Investigacion. Microeconomia 2022-II.ARACELI FABIOLA TORRES VASQUEZОценок пока нет
- Notas Manual SapДокумент9 страницNotas Manual Sapmayrita2410100% (1)
- Punto de FusionДокумент4 страницыPunto de FusionLuis DiazОценок пока нет
- Curaduria UrbanaДокумент12 страницCuraduria UrbanaSergio RojasОценок пока нет
- Maricelys Rosario Soto - Tarea 7.2 SOSC-1010-3044ONLДокумент10 страницMaricelys Rosario Soto - Tarea 7.2 SOSC-1010-3044ONLMaricelys RosarioОценок пока нет
- A.R - Nivelacion y Alineacion Bomba MotorДокумент11 страницA.R - Nivelacion y Alineacion Bomba MotorGonzalo Rodriguez GutierrezОценок пока нет
- Cuaderno de Historia 20Документ260 страницCuaderno de Historia 20marianodegerОценок пока нет
- CE86 Taller Clase Integradora EB - SolucionarioДокумент7 страницCE86 Taller Clase Integradora EB - SolucionarioCristina Lizano CОценок пока нет
- 04 Alerta de Seguridad Industrial - Incremento de Accidentes de ManosДокумент2 страницы04 Alerta de Seguridad Industrial - Incremento de Accidentes de ManosLucky Strike100% (1)
- Protocolo de La Red de Monitoreo ManglarДокумент10 страницProtocolo de La Red de Monitoreo ManglaranthonyОценок пока нет
- Docsity Actividades Actividades 8Документ4 страницыDocsity Actividades Actividades 8FRANCISCO MIGUEL PEREZОценок пока нет
- ExposixionДокумент2 страницыExposixionXiomi GomezОценок пока нет
- Diccionario de PastosДокумент46 страницDiccionario de PastosAlejandro Linares DiazОценок пока нет
- Analisis MulticriterioДокумент22 страницыAnalisis MulticriterioLeón de AguaОценок пока нет
- Proyecto Sobre DronesДокумент16 страницProyecto Sobre DronesAnonymous Qv7jEici0% (2)
- Ahora Elegí Vos Qué Estudiar en La CostaДокумент16 страницAhora Elegí Vos Qué Estudiar en La CostaPartido de La CostaОценок пока нет
- Actividad de Matrices EFE, MPCДокумент5 страницActividad de Matrices EFE, MPCJuan100% (1)
- Practica 9 (Ley de Los Gases IdealesДокумент15 страницPractica 9 (Ley de Los Gases IdealesIsmael D. Dicent L.Оценок пока нет
- Practica 1.5Документ11 страницPractica 1.5Karely EsparzaОценок пока нет
- Hoja MembretadaДокумент6 страницHoja MembretadaPonte kbronОценок пока нет
- TNM01169 PSRPT 2019-11-22 00.20.10Документ30 страницTNM01169 PSRPT 2019-11-22 00.20.10GUSTAVO HOLGUIN RAMIREZОценок пока нет
- Ley4314.Que Regula La Prestacion y Aplicacion de Los Valores Del InquilinatoДокумент9 страницLey4314.Que Regula La Prestacion y Aplicacion de Los Valores Del InquilinatoelpoderdigitalОценок пока нет
- Act 9 - Quiz 2-EstructuradeDatosДокумент8 страницAct 9 - Quiz 2-EstructuradeDatosNicole WalkerОценок пока нет
- Nia 300Документ37 страницNia 300Andres Felipe RodriguezОценок пока нет
- Practicas Power PointДокумент16 страницPracticas Power Pointyolanda.admsefОценок пока нет
- Mantto. Preventivo A MalacateДокумент63 страницыMantto. Preventivo A MalacateRamon Vera100% (1)
- Norma Astm D-198Документ32 страницыNorma Astm D-198Jose100% (1)