Вам также может понравиться
- Manua de Servicio para Motor Cummins C Gas PlusДокумент13 страницManua de Servicio para Motor Cummins C Gas PlusJusto Paniagua ChampaОценок пока нет
- Damper RemovalДокумент15 страницDamper RemovalJose DAniel FigueroaОценок пока нет
- Manual de Reparacion de Motor Cummins A Gas Parte 3Документ5 страницManual de Reparacion de Motor Cummins A Gas Parte 3Justo Paniagua ChampaОценок пока нет
- Armado y Desarmado de Motor Cummis K19Документ148 страницArmado y Desarmado de Motor Cummis K19Marcos Astete Egoavil91% (11)
- Manual de Reparacion de Motor Cummins A Gas Parte 4Документ8 страницManual de Reparacion de Motor Cummins A Gas Parte 4Justo Paniagua ChampaОценок пока нет
- AssemblyДокумент105 страницAssemblyVinh TrinhvinhubОценок пока нет
- Lubrication: Necessity of Lubrication Lubricating PointsДокумент3 страницыLubrication: Necessity of Lubrication Lubricating PointsrccanarimОценок пока нет
- Ajuste de Carburador Honda ATCДокумент3 страницыAjuste de Carburador Honda ATCRigobertoОценок пока нет
- QuickServe Online - (3666087) B3.9, B4.5, B4.5 RGT, and B5.9 Service ManualДокумент21 страницаQuickServe Online - (3666087) B3.9, B4.5, B4.5 RGT, and B5.9 Service Manualshashiraj50% (2)
- QuickServe Online - (3666003) C Series Troubleshooting and Repair Manual LINERДокумент14 страницQuickServe Online - (3666003) C Series Troubleshooting and Repair Manual LINERKrisman SimanjuntakОценок пока нет
- 1 Service Information: Cautions For Operation Safety CautionsДокумент22 страницы1 Service Information: Cautions For Operation Safety CautionsTabОценок пока нет
- CfMoto CF150T-5I Echarm EFI Main ManualДокумент243 страницыCfMoto CF150T-5I Echarm EFI Main ManualAnna Ryan0% (1)
- XL 125 v1Документ33 страницыXL 125 v1Oscar SolanoОценок пока нет
- CF250T-5 (V5) Maintenance ManualДокумент236 страницCF250T-5 (V5) Maintenance ManualmoorerhouseОценок пока нет
- CF150T-5I (E-Charm EFI) Maintenance ManualДокумент243 страницыCF150T-5I (E-Charm EFI) Maintenance ManualjoeОценок пока нет
- Install The ATF (Automatic Transaxle Fluid) Oil Cooler Hoses (C) - Page 116 of 138Документ15 страницInstall The ATF (Automatic Transaxle Fluid) Oil Cooler Hoses (C) - Page 116 of 138flash_24014910Оценок пока нет
- Service Manual 157QMJДокумент60 страницService Manual 157QMJGeert Verfaillie67% (3)
- Motor 2.0 Diesel Journey 2009Документ177 страницMotor 2.0 Diesel Journey 2009Injeletro Diesel100% (1)
- CFmoto - 150T - E-Jewel - Maintenance - Manual PDFДокумент241 страницаCFmoto - 150T - E-Jewel - Maintenance - Manual PDFAnna Ryan33% (3)
- Engine 3.0 v6Документ130 страницEngine 3.0 v6Wlises GonzalezОценок пока нет
- Daelim B-Bone 125cc Service Manual 27MBДокумент246 страницDaelim B-Bone 125cc Service Manual 27MBLuis GasparОценок пока нет
- Medidas Cigüeñal KTA 38Документ20 страницMedidas Cigüeñal KTA 38Chardy Jarith Piragua AlvaradoОценок пока нет
- Liner IsleДокумент8 страницLiner IsleKonstantinDubenkoОценок пока нет
- Brembo CatalogДокумент54 страницыBrembo CatalogHandrito YudoОценок пока нет
- Camisa de CilindroДокумент16 страницCamisa de CilindroFelipe CarranzaОценок пока нет
- TGB Outback 425 - Service ManualДокумент229 страницTGB Outback 425 - Service ManualLau Tuijnman100% (5)
- ZT 6000 VSДокумент14 страницZT 6000 VSdesign_artОценок пока нет
- Small Engine Day 2Документ18 страницSmall Engine Day 2Selazinap LptОценок пока нет
- DAELIM vjf125Документ288 страницDAELIM vjf125Fabricio Costa0% (1)
- 1ge PDFДокумент8 страниц1ge PDFJoko SukarionoОценок пока нет
- TGB Blade 250 Service ManualДокумент217 страницTGB Blade 250 Service Manualyornletard100% (3)
- General Information: With Mechanically Actuated InjectorДокумент12 страницGeneral Information: With Mechanically Actuated InjectorChardy Jarith Piragua AlvaradoОценок пока нет
- 500 Service ManualДокумент2 страницы500 Service ManualLars Koch100% (2)
- Cummins Ism QSM PDFДокумент11 страницCummins Ism QSM PDFEng-AhmedRashadОценок пока нет
- Cummins Ism, QSMДокумент11 страницCummins Ism, QSMibnu67% (6)
- Shimano M44x Disk Brakes SI-8J50A-002-00-Eng v1 m56577569830747469Документ1 страницаShimano M44x Disk Brakes SI-8J50A-002-00-Eng v1 m56577569830747469LuisClementeОценок пока нет
- LinersДокумент4 страницыLinersjengandxbОценок пока нет
- EA888.3 Port Injection Install Guide r2Документ20 страницEA888.3 Port Injection Install Guide r2eliasbjrОценок пока нет
- Ection Aintenance and Ervice: Revision November 2009Документ24 страницыEction Aintenance and Ervice: Revision November 2009ddrb23Оценок пока нет
- ISX 871 Flywheel RunoutДокумент13 страницISX 871 Flywheel RunoutJ.T. NoneyaОценок пока нет
- MY19 Mattoc Comp Service Guide and Travel Change 1Документ31 страницаMY19 Mattoc Comp Service Guide and Travel Change 1Anonymous DabMRntnОценок пока нет
- KTA50 - PistonДокумент9 страницKTA50 - PistonSebastian Nicușor PărăoanuОценок пока нет
- Service Lefty 2011 PBR-XLR Eng - 2Документ8 страницService Lefty 2011 PBR-XLR Eng - 2geert janОценок пока нет
- KLR 685cc Kit-InstructionsДокумент4 страницыKLR 685cc Kit-InstructionsNoel LabuschagneОценок пока нет
- 18SP635Документ8 страниц18SP635giovanni ampueroОценок пока нет
- TM 120 MaintenanceДокумент24 страницыTM 120 Maintenanceahmedsaid85Оценок пока нет
- S300Документ4 страницыS300Inkanata SacОценок пока нет
- Lubricating Oil Filter Bypass ValveДокумент7 страницLubricating Oil Filter Bypass ValveJulio GámezОценок пока нет
- Electric MotorsДокумент2 страницыElectric MotorsElectromecanica ConalepОценок пока нет
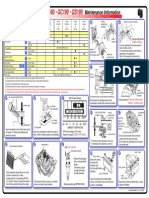
- GC135 GC160 GC190 GS190: Maintenance InformationДокумент1 страницаGC135 GC160 GC190 GS190: Maintenance InformationGoran MojsilovicОценок пока нет
- Engine Repair PDFДокумент970 страницEngine Repair PDFJosé Roberto Vircents100% (2)
- VLX ManualДокумент448 страницVLX ManualHawkeye3321100% (2)
- Kohler Command CV680 - CV23 Service ManualДокумент88 страницKohler Command CV680 - CV23 Service ManualJames Porter75% (4)
- Motorcycle Brake MaintenanceДокумент10 страницMotorcycle Brake MaintenanceShashank KumarОценок пока нет
- Mecanizado Asiento Camisa de Cilindro PDFДокумент10 страницMecanizado Asiento Camisa de Cilindro PDFhamilton mirandaОценок пока нет
- TS TR 0075 D PDFДокумент2 страницыTS TR 0075 D PDFromanjcОценок пока нет
- Motor Maintenance - SCHEDULED ROUTINE CARE: Bearing LubricationДокумент7 страницMotor Maintenance - SCHEDULED ROUTINE CARE: Bearing LubricationRM HaroonОценок пока нет
- Manual de Servicio Motor FPT n60 Ent GДокумент172 страницыManual de Servicio Motor FPT n60 Ent GJusto Paniagua ChampaОценок пока нет
- PDFДокумент190 страницPDFJusto Paniagua ChampaОценок пока нет
- 3 301 PDFДокумент32 страницы3 301 PDFJusto Paniagua ChampaОценок пока нет
- Manual de Servicio Motor FPT n60 Ent GДокумент172 страницыManual de Servicio Motor FPT n60 Ent GJusto Paniagua ChampaОценок пока нет
- 018-001 Specifications: General InformationДокумент5 страниц018-001 Specifications: General InformationJusto Paniagua ChampaОценок пока нет
- 853bf5b8da051debf8768ded11a14160Документ518 страниц853bf5b8da051debf8768ded11a14160Justo Paniagua ChampaОценок пока нет
- Manual de Reparacion de Motor Cummins A Gas Parte 1Документ18 страницManual de Reparacion de Motor Cummins A Gas Parte 1Justo Paniagua ChampaОценок пока нет
- C Gas Plus 250-280 Horsepower INSITE™ Electronic Service Tool Parameter Value Ranges Service Description Units Low Idle StallДокумент3 страницыC Gas Plus 250-280 Horsepower INSITE™ Electronic Service Tool Parameter Value Ranges Service Description Units Low Idle StallJusto Paniagua ChampaОценок пока нет
- Manual de Reparacion de Motor Cummins A Gas Parte 5Документ19 страницManual de Reparacion de Motor Cummins A Gas Parte 5Justo Paniagua ChampaОценок пока нет
- Codigos de Falla Del BHMДокумент14 страницCodigos de Falla Del BHMJusto Paniagua ChampaОценок пока нет
- Manual de Reparacion de Motor Cummins A Gas Parte 2Документ12 страницManual de Reparacion de Motor Cummins A Gas Parte 2Justo Paniagua ChampaОценок пока нет
- Illustrated Parts List: FSB-5406B November 2012Документ20 страницIllustrated Parts List: FSB-5406B November 2012Justo Paniagua ChampaОценок пока нет
- XML6125J13CNДокумент151 страницаXML6125J13CNJusto Paniagua ChampaОценок пока нет
- Herramientas para Reparacion de Motor Cummins C Gas PlusДокумент19 страницHerramientas para Reparacion de Motor Cummins C Gas PlusJusto Paniagua ChampaОценок пока нет
- Group 3 - RДокумент196 страницGroup 3 - RJusto Paniagua Champa67% (3)
- 9-165 Data Link Circuit, SAE J1939: General InformationДокумент17 страниц9-165 Data Link Circuit, SAE J1939: General InformationJusto Paniagua ChampaОценок пока нет
- XML6125J13CNДокумент151 страницаXML6125J13CNJusto Paniagua ChampaОценок пока нет
- ProStar® Chassis Built June 14, 2010 and After - ELECTRICAL CIRCUIT DIAGRAMS S08344Документ353 страницыProStar® Chassis Built June 14, 2010 and After - ELECTRICAL CIRCUIT DIAGRAMS S08344Justo Paniagua Champa92% (13)
- 3100 Bus Starting October, 2009 - Electrical Circuit Diagrams s08342Документ62 страницы3100 Bus Starting October, 2009 - Electrical Circuit Diagrams s08342Justo Paniagua ChampaОценок пока нет
- Hino Common Rail J05d-J08eДокумент50 страницHino Common Rail J05d-J08eJusto Paniagua Champa94% (50)
- Voith Diwa.3 Trouble ShootingДокумент70 страницVoith Diwa.3 Trouble ShootingJusto Paniagua Champa93% (15)
- UNA-620A - Operating InstructionREV02 by B.bennettДокумент27 страницUNA-620A - Operating InstructionREV02 by B.bennettcysauts100% (2)
- Garbage Record BookДокумент9 страницGarbage Record BookEngr AMbrose NdaeyoОценок пока нет
- Biogas Production From Anaerobic Co-Digestion of Spent Mushroom Substrate With Different Livestock ManureДокумент15 страницBiogas Production From Anaerobic Co-Digestion of Spent Mushroom Substrate With Different Livestock ManureKentner Chavez CorreaОценок пока нет
- Environmental and Economic Life Cycle Analysis of Plastic Waste Management Options PDFДокумент6 страницEnvironmental and Economic Life Cycle Analysis of Plastic Waste Management Options PDFSarah Syamimi RozaliОценок пока нет
- The Effect of Waste Glass Bottles As An AlternativДокумент10 страницThe Effect of Waste Glass Bottles As An AlternativJannayrah LawansaОценок пока нет
- War On WasteДокумент25 страницWar On WasteFabiana VasquesОценок пока нет
- Modular Uasb For Anaerobic Treatment of Soluble WastewatersДокумент4 страницыModular Uasb For Anaerobic Treatment of Soluble WastewatersvdrishОценок пока нет
- Five Counties Regional Energy From Waste Facility Concept ReportДокумент12 страницFive Counties Regional Energy From Waste Facility Concept ReportPeterborough ExaminerОценок пока нет
- Asfour Dense CastableДокумент7 страницAsfour Dense CastableMohamed LotfyОценок пока нет
- Atlas Copco CiocaneДокумент88 страницAtlas Copco Ciocaneleandrod28Оценок пока нет
- Tle 7 and 8Документ5 страницTle 7 and 8Charmain J. DequitoОценок пока нет
- Day Cream: Material Safety Data SheetДокумент2 страницыDay Cream: Material Safety Data SheetRachmawati AfridaОценок пока нет
- 3 - Environment Compliance CertificateДокумент4 страницы3 - Environment Compliance Certificateevrian peruchoОценок пока нет
- Kuta Weekly - Edition 663 Bali's Premier NewspaperДокумент19 страницKuta Weekly - Edition 663 Bali's Premier NewspaperPaul WrightОценок пока нет
- Septic Tank Design - LessonДокумент4 страницыSeptic Tank Design - Lessonadera1Оценок пока нет
- Questions and Answers PlumbingДокумент5 страницQuestions and Answers PlumbingČhhïtОценок пока нет
- Preliminary Impacts of The Ban On Plastic Bags in Antipolo City Final PDFДокумент54 страницыPreliminary Impacts of The Ban On Plastic Bags in Antipolo City Final PDFjoseph lu33% (3)
- CHE572 Air Pollution Control Assignment 1Документ2 страницыCHE572 Air Pollution Control Assignment 1Khong Hui ShanОценок пока нет
- 4 AcknowledgementДокумент7 страниц4 AcknowledgementjatinОценок пока нет
- Corrugated Boxes1Документ8 страницCorrugated Boxes1abhi050191Оценок пока нет
- Waste Management Research in Romania - 0Документ72 страницыWaste Management Research in Romania - 0Bianca RadutaОценок пока нет
- Sanika - There Are Different Sepration Techniques Involved in Sewage Treatment PlantДокумент3 страницыSanika - There Are Different Sepration Techniques Involved in Sewage Treatment PlantSANIKA TALATHIОценок пока нет
- Introduction To Gold Panning: Step by Step GuideДокумент1 страницаIntroduction To Gold Panning: Step by Step GuidePaulo CostaОценок пока нет
- IWRG631Документ10 страницIWRG631Tina YeganehОценок пока нет
- 2006AFS SandCastingLCAДокумент16 страниц2006AFS SandCastingLCAdesurkarbОценок пока нет
- Submission No. 1 Literature 1Документ13 страницSubmission No. 1 Literature 1ejlОценок пока нет
- Voided SlabДокумент35 страницVoided SlabPallepatiShirishRaoОценок пока нет
- Asphalt Fast FactsДокумент3 страницыAsphalt Fast FactsAzhar MohamedОценок пока нет
- HydroponicsДокумент40 страницHydroponicsAndré Brincat100% (2)
- Globe: Environmental PolicyДокумент52 страницыGlobe: Environmental PolicyKlang B.Оценок пока нет