Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- PaperCode - 88-9Документ16 страницPaperCode - 88-9Chava TejaОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Tender NoticeДокумент1 страницаTender NoticeChava TejaОценок пока нет
- Incidents Details: Total No - of Tickets 4Документ6 страницIncidents Details: Total No - of Tickets 4Chava TejaОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Incidents Details: Total No - of Tickets 2Документ6 страницIncidents Details: Total No - of Tickets 2Chava TejaОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Resume RakhiДокумент3 страницыResume RakhiChava TejaОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Bhargava Teja Chava: Emc Dmx/Vmax Tools: Symcli, Ecc, SMCДокумент3 страницыBhargava Teja Chava: Emc Dmx/Vmax Tools: Symcli, Ecc, SMCChava TejaОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- List of State Code PDFДокумент1 страницаList of State Code PDFDemo DesignerОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Harish Potu ResumeДокумент2 страницыHarish Potu ResumeChava TejaОценок пока нет
- EMC Symmetrix DMX-4 EMC Symmetrix V-MaxДокумент9 страницEMC Symmetrix DMX-4 EMC Symmetrix V-MaxChava TejaОценок пока нет
- BhargavДокумент3 страницыBhargavChava TejaОценок пока нет
- BhargavДокумент3 страницыBhargavChava TejaОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Bhargava Teja Chava: Emc Dmx/Vmax Tools: Symcli, Ecc, SMCДокумент3 страницыBhargava Teja Chava: Emc Dmx/Vmax Tools: Symcli, Ecc, SMCChava TejaОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Resume NaveenДокумент4 страницыResume NaveenChava TejaОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Cognos Active Report: Rich BI Content - in The Office or On The GoДокумент10 страницCognos Active Report: Rich BI Content - in The Office or On The GoChava TejaОценок пока нет
- Section D.8 Reinforced Concrete Structures and FoundationsДокумент10 страницSection D.8 Reinforced Concrete Structures and FoundationsChava TejaОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Section D.9 Structural SteelДокумент14 страницSection D.9 Structural SteelChava TejaОценок пока нет
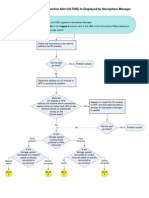
- Inactive Server Connection Alert PDFДокумент8 страницInactive Server Connection Alert PDFChava TejaОценок пока нет
- Venkat ResumeДокумент4 страницыVenkat ResumeChava TejaОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- ImirДокумент1 страницаImirChava TejaОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Point-In-Time Copy (Flashcopy) :: Read From The Source VolumeДокумент6 страницPoint-In-Time Copy (Flashcopy) :: Read From The Source VolumeChava TejaОценок пока нет
- 8 Service TransformerДокумент5 страниц8 Service TransformerChava TejaОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Section C.4 Requirements of Electrical SystemДокумент7 страницSection C.4 Requirements of Electrical SystemChava TejaОценок пока нет
- 10 Neutral EarthingДокумент4 страницы10 Neutral EarthingChava TejaОценок пока нет
- 11 DC SystemДокумент14 страниц11 DC SystemChava TejaОценок пока нет
- Crane 70 MT Lifting DiagramДокумент1 страницаCrane 70 MT Lifting DiagramChava TejaОценок пока нет
- 16 Fire Dection and Alarm SystemДокумент5 страниц16 Fire Dection and Alarm SystemChava TejaОценок пока нет
- Pioneer Gas Power Limited 380-425 MW Combined Cycle Power Plant Electrical SystemsДокумент2 страницыPioneer Gas Power Limited 380-425 MW Combined Cycle Power Plant Electrical SystemsChava TejaОценок пока нет
- 18 Electrical Lab EquipmentДокумент8 страниц18 Electrical Lab EquipmentChava TejaОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- STG Structural Steel Fabrication and Erection DPRДокумент7 страницSTG Structural Steel Fabrication and Erection DPRChava TejaОценок пока нет
- Section A.15 Miscellaneous PumpsДокумент4 страницыSection A.15 Miscellaneous PumpsChava TejaОценок пока нет
- PS Laser WeldingДокумент4 страницыPS Laser Weldingاميرة المحبةОценок пока нет
- Division of Cebu Province District of Balamban Ii: Curriculum GuideДокумент6 страницDivision of Cebu Province District of Balamban Ii: Curriculum GuideFelix MilanОценок пока нет
- Qa - QC Welding InspectorДокумент4 страницыQa - QC Welding Inspectorsearider82Оценок пока нет
- The Roll CageДокумент3 страницыThe Roll CageUdit BhattacharyaОценок пока нет
- Paper 5Документ14 страницPaper 5UmaibalanОценок пока нет
- PDF Bs 639pdfДокумент21 страницаPDF Bs 639pdfDidi Sulaiman AbduhОценок пока нет
- WELD-Aluminum TIG Welding Rods - Maine Welding CompanyДокумент4 страницыWELD-Aluminum TIG Welding Rods - Maine Welding CompanypeterОценок пока нет
- Aalco Metals LTD Aluminium Alloy 5251 H22 Sheet and Plate 150Документ2 страницыAalco Metals LTD Aluminium Alloy 5251 H22 Sheet and Plate 150Anish Mangalathu MohananОценок пока нет
- CEE 241 Notes IIIДокумент58 страницCEE 241 Notes IIINguyen DuyОценок пока нет
- ASME VIII and API 510 Heat TreatmentДокумент9 страницASME VIII and API 510 Heat Treatmentphan hoang diepОценок пока нет
- Saudi Aramco Inspection Checklist: SAIC-W-2022 24-Mar-16 Weld-In-Process Welding Insp - Weld Overlay & Cladding RestДокумент4 страницыSaudi Aramco Inspection Checklist: SAIC-W-2022 24-Mar-16 Weld-In-Process Welding Insp - Weld Overlay & Cladding RestRijwan MohammadОценок пока нет
- 20mnmoni55 or Sa 533 GR B CL 1Документ10 страниц20mnmoni55 or Sa 533 GR B CL 1Jackz UlОценок пока нет
- Method Statement For Ug Piping 6423dp420!00!00200 00 - Rev03Документ20 страницMethod Statement For Ug Piping 6423dp420!00!00200 00 - Rev03mister pogi100% (2)
- Small Diameter Tube and Pipe Inspection With Phased Array PDFДокумент7 страницSmall Diameter Tube and Pipe Inspection With Phased Array PDFAlanka PrasadОценок пока нет
- TLE - Shielded Metal Arc Welding 10 ThirdДокумент5 страницTLE - Shielded Metal Arc Welding 10 ThirdLyn Valles100% (1)
- Catalogo Motoweld EL350 III PDFДокумент2 страницыCatalogo Motoweld EL350 III PDFRicherd Fukuda100% (1)
- Next Wave Builders Development Corporation: A. Material EstimateДокумент4 страницыNext Wave Builders Development Corporation: A. Material EstimateN.a. M. TandayagОценок пока нет
- Technique Sheet RT Dwdi EllipseДокумент1 страницаTechnique Sheet RT Dwdi EllipseSiraj PatelОценок пока нет
- Process Industry Practices Coatings: PIP CTSE1000 Application of External CoatingsДокумент87 страницProcess Industry Practices Coatings: PIP CTSE1000 Application of External CoatingsSivaratnam Navatharan67% (3)
- MHC 16 - 4-06Документ40 страницMHC 16 - 4-06Gary LeeОценок пока нет
- Smaw Type: Basic El-Cusn7Документ1 страницаSmaw Type: Basic El-Cusn7Abbas LkОценок пока нет
- Provided by UTHM Institutional RepositoryДокумент34 страницыProvided by UTHM Institutional RepositoryAlthaf MkОценок пока нет
- Alloy Steels PDFДокумент332 страницыAlloy Steels PDFShital ManeОценок пока нет
- 010 - AR200 Product Data Sheet 2012 04 01Документ2 страницы010 - AR200 Product Data Sheet 2012 04 01Baihaki StОценок пока нет
- 2 - 3 Steel Connection MethodsДокумент23 страницы2 - 3 Steel Connection MethodsPo PoОценок пока нет
- PWD - Part III - Fire FightingДокумент20 страницPWD - Part III - Fire FightingViki VigneshОценок пока нет
- Clancy Walthers ResumeДокумент1 страницаClancy Walthers Resumeapi-372163418Оценок пока нет
- Method Statement For PRE-ENGINEERED BUILDING ASSEMBLYДокумент39 страницMethod Statement For PRE-ENGINEERED BUILDING ASSEMBLYStephanie EmersonОценок пока нет
- Sa 790Документ10 страницSa 790edisson_barreraОценок пока нет
- Pamphlet On Safety Precautions For Steel Erection WorkДокумент4 страницыPamphlet On Safety Precautions For Steel Erection WorksbmmlaОценок пока нет