Вам также может понравиться
- Engr. Miriam B. VillanuevaДокумент10 страницEngr. Miriam B. VillanuevaJane Carnisel PasionОценок пока нет
- Report Talk FYP ECS356Документ10 страницReport Talk FYP ECS356WHfamilyОценок пока нет
- Envisci Lesson 8water Use and ManagementДокумент30 страницEnvisci Lesson 8water Use and ManagementMaria100% (1)
- Construction Practice 1 For TechnicianДокумент24 страницыConstruction Practice 1 For TechnicianMichael_Mensah_2238Оценок пока нет
- Semnar ReportДокумент32 страницыSemnar ReportRishabh Parihar0% (1)
- Experimental Mechanics Laboratory ManualДокумент76 страницExperimental Mechanics Laboratory Manualprabhaakar100% (1)
- Secondary 2 (JHSA) GeographyДокумент22 страницыSecondary 2 (JHSA) GeographyMuhammad SyahmiОценок пока нет
- Chapter 1 TIMBER IntroductionДокумент23 страницыChapter 1 TIMBER IntroductionResearcher BrianОценок пока нет
- Project RepresentionДокумент13 страницProject RepresentionDeema sultanОценок пока нет
- Geography ProjectДокумент19 страницGeography ProjectSHRAVAN SHINDEОценок пока нет
- Consumptive Use of WaterДокумент16 страницConsumptive Use of WaterMonde NuylanОценок пока нет
- 04-01 Water ResourcesДокумент74 страницы04-01 Water ResourcesAindrila Ganguly100% (1)
- Organic Soils: BY Roaa Monam FadhilДокумент18 страницOrganic Soils: BY Roaa Monam FadhilroaaОценок пока нет
- Work ReportДокумент6 страницWork ReportAmit Karmakar100% (1)
- Final Report - 2008 - 10 - 27Документ81 страницаFinal Report - 2008 - 10 - 27jarrydОценок пока нет
- Expt 4b.flexure TestДокумент5 страницExpt 4b.flexure TestVishwasVerma100% (1)
- Department of Civil Engineering M.Tech Seminar Report 2021Документ22 страницыDepartment of Civil Engineering M.Tech Seminar Report 2021Classic PrintersОценок пока нет
- Three-Point Flexural TestДокумент3 страницыThree-Point Flexural TestBassey Okon100% (1)
- 1.explain The Following Types of Distribution Systems : (A) Dead EndДокумент15 страниц1.explain The Following Types of Distribution Systems : (A) Dead EndMichael LangatОценок пока нет
- Hydrologic CycleДокумент4 страницыHydrologic CycleDEXTUREОценок пока нет
- What Is Portland Slag Cement - Properties - Uses: Muhammad Abbas March 11, 2019 2 CommentsДокумент3 страницыWhat Is Portland Slag Cement - Properties - Uses: Muhammad Abbas March 11, 2019 2 CommentsRussell Jhegs CuevasОценок пока нет
- Unit 3 - Construction Site Selection Criteria Assignment 08-05-20Документ7 страницUnit 3 - Construction Site Selection Criteria Assignment 08-05-20Rob PageОценок пока нет
- Viscosity Lee Eakin Gonzales PG 55Документ140 страницViscosity Lee Eakin Gonzales PG 55Paul Renzo Miranda ZuritaОценок пока нет
- Lab #10: Dissolved Oxygen Levels in Natural Waters: Date: Name: Student Id: Co-WorkerДокумент5 страницLab #10: Dissolved Oxygen Levels in Natural Waters: Date: Name: Student Id: Co-WorkerCuong NguyenОценок пока нет
- Project Report TRPДокумент11 страницProject Report TRPgoyalneerajОценок пока нет
- Water Resources DipitДокумент32 страницыWater Resources Dipitvineet_knwr100% (1)
- Vinaza ViscosidadДокумент8 страницVinaza ViscosidadPatricia J ÁngelesОценок пока нет
- Oxygen Demand SlidesДокумент8 страницOxygen Demand SlidesShakir MohyuddinОценок пока нет
- 03 Properties of Wood and Structural Wood ProductsДокумент62 страницы03 Properties of Wood and Structural Wood ProductswalaywanОценок пока нет
- Faculty of Engineering and Science MAEN 1000: Engineering Materials Lab Report Cover SheetДокумент18 страницFaculty of Engineering and Science MAEN 1000: Engineering Materials Lab Report Cover SheetPanadol PanadolОценок пока нет
- Visvesavaraya Technological University Jnanasangama, Belgavi-590018Документ41 страницаVisvesavaraya Technological University Jnanasangama, Belgavi-590018Hemalata HosamaniОценок пока нет
- Mechanical PropertiesДокумент57 страницMechanical PropertiesElmedin Gluhic100% (1)
- Topic IV - Site Layout & OrganizationДокумент3 страницыTopic IV - Site Layout & OrganizationCHARLES MAINAОценок пока нет
- Water Management1Документ22 страницыWater Management1Angelie Lape100% (1)
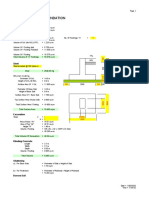
- BOQ-of FoundationДокумент8 страницBOQ-of FoundationJohn Carlo AbalaОценок пока нет
- Introduction ArshadДокумент20 страницIntroduction ArshadShahrukh ansariОценок пока нет
- Viscosity ReportДокумент12 страницViscosity ReportBF3nobelОценок пока нет
- 14.0 Experiment On Determination of Total Solids in Water: Sl. NoДокумент12 страниц14.0 Experiment On Determination of Total Solids in Water: Sl. NoLely CasTroОценок пока нет
- Criteria Plant LayoutДокумент30 страницCriteria Plant LayoutDeepak ThapliyalОценок пока нет
- Fiber Reinforced ConcreteДокумент14 страницFiber Reinforced ConcreteYogesh KotiyalОценок пока нет
- Exp 4result Discussion For FaДокумент4 страницыExp 4result Discussion For FanasuhaОценок пока нет
- Final ReportДокумент68 страницFinal ReportBikash Chandra DasОценок пока нет
- Chapter 1 - Quantity of WaterДокумент13 страницChapter 1 - Quantity of WaterAzhar farooqueОценок пока нет
- Just What Does A Quantity Surveyor Do?Документ4 страницыJust What Does A Quantity Surveyor Do?jihaadfadilОценок пока нет
- 98965-XX CP VersionДокумент53 страницы98965-XX CP VersionJack DanielОценок пока нет
- High Temperature High Shear Rate Viscometers: TheoryДокумент4 страницыHigh Temperature High Shear Rate Viscometers: TheoryChamuditha BenaragamaОценок пока нет
- Statics: Course Instructor: Course TA (Section-A) : Course TA (Section-B)Документ23 страницыStatics: Course Instructor: Course TA (Section-A) : Course TA (Section-B)Farjad ShahidОценок пока нет
- Analysis of RCC Structure Using Staad ProДокумент28 страницAnalysis of RCC Structure Using Staad ProVaibhav VaishОценок пока нет
- A) What Is Quantity SurveyingДокумент21 страницаA) What Is Quantity SurveyingShivani KothawadeОценок пока нет
- The Chemical Oxygen Demand (Cod)Документ7 страницThe Chemical Oxygen Demand (Cod)arif hilimiОценок пока нет
- Chapter 1 - Water Resources Quality+Документ15 страницChapter 1 - Water Resources Quality+Nazrina RinaОценок пока нет
- E-Waste Presentation For CollegesДокумент20 страницE-Waste Presentation For CollegesManjunaths GowdaОценок пока нет
- Water Resource Management: D.HarshaДокумент60 страницWater Resource Management: D.HarshaSenthil KumarОценок пока нет
- Archimedes' Principle: Density of WaterДокумент2 страницыArchimedes' Principle: Density of WaterNg Mei EngОценок пока нет
- Al Falaj (Autosaved)Документ18 страницAl Falaj (Autosaved)Cacai GariandoОценок пока нет
- Water Supply DesignДокумент13 страницWater Supply DesignF Fahim KhanОценок пока нет
- Presentesion Made By: Mukesh KumarДокумент17 страницPresentesion Made By: Mukesh KumarMukesh Kumar SamotaОценок пока нет
- Water SupplyДокумент36 страницWater Supplyjuliyet strucОценок пока нет
- Construction Materials: TimberДокумент42 страницыConstruction Materials: TimberNUR ALYA IRDINA SAZALIОценок пока нет
- BMC Timber NotesДокумент12 страницBMC Timber NotessumitОценок пока нет
- Br15 EnglishДокумент125 страницBr15 Englishfirstman31Оценок пока нет
- Construction Contract: Paragraph. 1Документ3 страницыConstruction Contract: Paragraph. 1firstman31Оценок пока нет
- Profile of Albert EinsteinДокумент4 страницыProfile of Albert Einsteinfirstman31Оценок пока нет
- Menu EngineeringДокумент9 страницMenu Engineeringfirstman31Оценок пока нет
- Profile of Albert EinsteinДокумент4 страницыProfile of Albert Einsteinfirstman31Оценок пока нет
- M403 DatasheetДокумент2 страницыM403 DatasheetmichelerenatiОценок пока нет
- Principles of Accounting, Volume 2: Managerial AccountingДокумент59 страницPrinciples of Accounting, Volume 2: Managerial AccountingVo VeraОценок пока нет
- Rescue Boat Lsa 5.1Документ4 страницыRescue Boat Lsa 5.1Celal BozdoganОценок пока нет
- GANTREX® MK6 Rail PadДокумент4 страницыGANTREX® MK6 Rail PadwickremasingheОценок пока нет
- GH13 Heavy Duty Body Installation Manual PDFДокумент132 страницыGH13 Heavy Duty Body Installation Manual PDFPrashant Sharma100% (14)
- Oral Presentations Ormrod 2015 06Документ23 страницыOral Presentations Ormrod 2015 06Miguel GonzalezОценок пока нет
- 2012-13 Waste CalendarДокумент2 страницы2012-13 Waste CalendarOmar9998Оценок пока нет
- DC Voltage & Current Digital Panel Meter, Model 451A: Quick ManualДокумент23 страницыDC Voltage & Current Digital Panel Meter, Model 451A: Quick ManualdedekeetОценок пока нет
- NDT NablДокумент3 страницыNDT NablPrabir KumarОценок пока нет
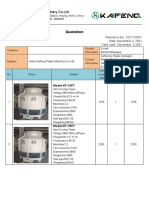
- KAIFENG Quotation For 150T Cooling TowerДокумент13 страницKAIFENG Quotation For 150T Cooling TowerEslam A. FahmyОценок пока нет
- CAM Charges Working For The Month of May 2023Документ1 страницаCAM Charges Working For The Month of May 2023adnandani2882Оценок пока нет
- Kevin D Thomas - Activated Carbon and Lemon Peels As Adsorbent For Removing Oil From Waste WaterДокумент37 страницKevin D Thomas - Activated Carbon and Lemon Peels As Adsorbent For Removing Oil From Waste WaterRejinОценок пока нет
- Pragmatic Electrical Engineering: FundamentalsДокумент201 страницаPragmatic Electrical Engineering: FundamentalsaminmominОценок пока нет
- Product Presentation PPT NeerajДокумент8 страницProduct Presentation PPT NeerajNeeraj UdiniyaОценок пока нет
- Pressure Flow and Temperature SwitchesДокумент16 страницPressure Flow and Temperature SwitchesMD SAMANОценок пока нет
- Electra BrochureДокумент10 страницElectra BrochureVërshim KastratiОценок пока нет
- Global Cardiac Catheters - 2012-2018Документ4 страницыGlobal Cardiac Catheters - 2012-2018Axis Research MindОценок пока нет
- Solar Storage System Comp GUIDEGTM 2 1Документ10 страницSolar Storage System Comp GUIDEGTM 2 1harosalesvОценок пока нет
- Pocket PDFДокумент437 страницPocket PDFFranko MilovanОценок пока нет
- Tramlink Low-Floor Light Rail Vehicle: Rostocker Strassenbahn Ag, Rostock, GermanyДокумент2 страницыTramlink Low-Floor Light Rail Vehicle: Rostocker Strassenbahn Ag, Rostock, GermanyLuca Marius CristianОценок пока нет
- System Failure AnalysisДокумент9 страницSystem Failure AnalysisHermance Yosepf Setiarto Harimurti50% (2)
- Guide To Apparel/Textile Care Symbols: Machine Wash CyclesДокумент1 страницаGuide To Apparel/Textile Care Symbols: Machine Wash Cyclesnilhan1Оценок пока нет
- ABB - AppNotes - 2.2 - 1HC0138868 EN AAДокумент8 страницABB - AppNotes - 2.2 - 1HC0138868 EN AADeoudrafОценок пока нет
- ID 2051814.1 Oracle Support Sample SetupДокумент9 страницID 2051814.1 Oracle Support Sample SetupFerasHamdanОценок пока нет
- TDS 9-11SA Mechanical TroubleshootingДокумент34 страницыTDS 9-11SA Mechanical Troubleshootingahmed.kareem.khanjerОценок пока нет
- How To Configure A Wi-Fi Network How To Configure A RADIUS/EAP ServerДокумент7 страницHow To Configure A Wi-Fi Network How To Configure A RADIUS/EAP ServerSeluuunnnОценок пока нет
- Career Development PlanДокумент5 страницCareer Development Planapi-317247630Оценок пока нет
- PR-1078 - Hydrogen Sulphide Management ProcedureДокумент22 страницыPR-1078 - Hydrogen Sulphide Management Procedureromedic360% (1)
- WRO 2018 WeDo RegularДокумент14 страницWRO 2018 WeDo RegularAlaas AlvcaszaОценок пока нет
- SystemVerilog DPI With SystemCДокумент17 страницSystemVerilog DPI With SystemCSWAPNIL DWIVEDIОценок пока нет