Вам также может понравиться
- Formula CromoДокумент13 страницFormula CromoSergio Andres Cardozo Giglioli86% (14)
- Formulas EfectosДокумент4 страницыFormulas EfectosEddy Guerrero70% (10)
- Baño Quimico de OroДокумент114 страницBaño Quimico de Orotaotantrico91% (11)
- Activador B FORMULAДокумент1 страницаActivador B FORMULAWeimar Castro100% (2)
- Procedimiento de Cromado V3 Es PDFДокумент16 страницProcedimiento de Cromado V3 Es PDFGustavo OchoaОценок пока нет
- Cromado de Plastico IngredientesДокумент4 страницыCromado de Plastico Ingredientesmigfus94% (17)
- Curso de Cromado PDFДокумент162 страницыCurso de Cromado PDFEdwin Colina100% (2)
- Galvanoplastia Recubrimiento de Oro y PlataДокумент11 страницGalvanoplastia Recubrimiento de Oro y PlataRosemberg Chica Valencia100% (1)
- GALVANOTECNIAДокумент18 страницGALVANOTECNIAEL_ZORRO100% (19)
- Ejercicio 4Документ2 страницыEjercicio 4David100% (1)
- Sistema de Plateado Químico Por Aspersión 9-11-17Документ9 страницSistema de Plateado Químico Por Aspersión 9-11-17Edwin Colina0% (1)
- La Formula Del Hidrocromo - YouTubeДокумент1 страницаLa Formula Del Hidrocromo - YouTubepaco santiago50% (2)
- Formula GringaДокумент3 страницыFormula GringaFred Gorut0% (1)
- CROMADOДокумент10 страницCROMADOYesenia Mendez100% (1)
- Metalización Tutorial PDFДокумент8 страницMetalización Tutorial PDFAlonso Sanchez100% (1)
- Proceso de Cromado de PlasticoДокумент29 страницProceso de Cromado de PlasticoAlonso SanchezОценок пока нет
- Curso de CromadoДокумент162 страницыCurso de Cromadoluistiradoc201088% (8)
- HIDROCROMADOДокумент15 страницHIDROCROMADOLuis DominguezОценок пока нет
- Metalización TutorialДокумент8 страницMetalización TutorialEsteban Rodriguez100% (1)
- La Técnica Del CromadoДокумент22 страницыLa Técnica Del Cromadohalcon2Оценок пока нет
- El Proceso de Cromado y La Minimización de Sus ResiduosДокумент36 страницEl Proceso de Cromado y La Minimización de Sus ResiduosCaínCastilloОценок пока нет
- 044 Planificar El Trabajo Antes de EjecutarloДокумент1 страница044 Planificar El Trabajo Antes de EjecutarloCarla Sandra0% (1)
- Pernos Helicoidales Marose 2016 Rev 1Документ28 страницPernos Helicoidales Marose 2016 Rev 1johnОценок пока нет
- Ensayo de Procesos ConstructivosДокумент2 страницыEnsayo de Procesos ConstructivosLou Victoria Sarango JpОценок пока нет
- Cromado en Plasticos!!Документ16 страницCromado en Plasticos!!Mafe Pacheco100% (3)
- CROMADOДокумент36 страницCROMADOJhoan Manuel Romero Prada100% (2)
- Recubrimientos MetalicosДокумент59 страницRecubrimientos MetalicosHelí Martinez100% (2)
- Proceso de Cromado de PlasticoДокумент29 страницProceso de Cromado de PlasticoOscar Adrian Ceceña Robles0% (1)
- Cromado Al AguaДокумент1 страницаCromado Al AguaAdalberto Reyes.Оценок пока нет
- Instrucciòn Cromado EcuadorДокумент13 страницInstrucciòn Cromado EcuadorSteven TapiaОценок пока нет
- Como Hacer Un Niquelado CaseroДокумент2 страницыComo Hacer Un Niquelado Caserotim schroder50% (2)
- Pintura Automotriz Enfocada Al HidrocromoДокумент3 страницыPintura Automotriz Enfocada Al Hidrocromoronaldo gomez escobarОценок пока нет
- Metalizado de Plasticos y Implantacion IonicaДокумент44 страницыMetalizado de Plasticos y Implantacion IonicaCaeel Reyes Olivares75% (8)
- Cromado de PlásticoДокумент8 страницCromado de PlásticoCaínCastilloОценок пока нет
- Sistema de Plateado Químico Por Aspersión 1-7-16Документ9 страницSistema de Plateado Químico Por Aspersión 1-7-16Cristian Menoyo0% (1)
- Aquí Les Dejo Un Método de Cromado CaseroДокумент2 страницыAquí Les Dejo Un Método de Cromado Caseromirchi1467% (3)
- Aplicación A Los Polimeros-Cromado de PlásticoДокумент19 страницAplicación A Los Polimeros-Cromado de PlásticoOscar Santos Estofanero100% (1)
- Formula Tintas KandyДокумент1 страницаFormula Tintas KandyEsteban RodriguezОценок пока нет
- Curso Cromo de Cromo Al Agua y Aplicación de Colores CandysДокумент8 страницCurso Cromo de Cromo Al Agua y Aplicación de Colores CandysCristian Menoyo50% (2)
- Cromado ElectrolíticoДокумент3 страницыCromado Electrolíticocomando_co100% (4)
- Pintura ChromoДокумент5 страницPintura ChromoLuis RiveraОценок пока нет
- Instructivos Del Uso de ProductoДокумент2 страницыInstructivos Del Uso de ProductoLuis Dominguez100% (1)
- Niquelado y CromadoДокумент17 страницNiquelado y CromadoLuis Alberto Lopez FloresОценок пока нет
- 7.acabado de MetalesДокумент0 страниц7.acabado de MetalesManuel Angel Omaña PeñaОценок пока нет
- Catálogo - Insumos & Pinturas Especiales Hidrocromo Julio 2022Документ14 страницCatálogo - Insumos & Pinturas Especiales Hidrocromo Julio 2022Omar Angel Reyes AguirreОценок пока нет
- Niquelado Cromado y Cobrizado PDFДокумент24 страницыNiquelado Cromado y Cobrizado PDFLucy CarpioОценок пока нет
- Gaceta 719 PDFДокумент20 страницGaceta 719 PDFEduardo GalvisОценок пока нет
- Curso Cromo de Cromo Al Agua y Aplicación de Colores CandysДокумент11 страницCurso Cromo de Cromo Al Agua y Aplicación de Colores CandysLuis Dominguez0% (1)
- Galvanostegia y GalvanoplastiaДокумент16 страницGalvanostegia y GalvanoplastiaFlyxs100% (12)
- Cromado BrillanteДокумент8 страницCromado BrillanteEfrain TunquiОценок пока нет
- Recubrimientos ElectroliticosДокумент53 страницыRecubrimientos ElectroliticosTakeshi Tanohuye Tanohuye100% (4)
- Proceso Del CromadoДокумент27 страницProceso Del CromadoMiguel Perez Flores100% (2)
- CROMADOДокумент11 страницCROMADOWenDer HumberTo GómEzОценок пока нет
- Instalacion PorcelanatoДокумент6 страницInstalacion PorcelanatoronchampОценок пока нет
- El Baño de Plata Brillante y El Baño de Rhodio en La Joyería de PlataДокумент31 страницаEl Baño de Plata Brillante y El Baño de Rhodio en La Joyería de Plataaprenda_joyeria94% (16)
- Limpieza de MetalesДокумент17 страницLimpieza de Metalesobakan16Оценок пока нет
- Baño de OroДокумент20 страницBaño de OroVanessaRuiz100% (1)
- Catalogo SW ID2 A5.aiДокумент48 страницCatalogo SW ID2 A5.aicesar jhonatan0% (1)
- Dorado Electrolitico FisicoquimicaДокумент16 страницDorado Electrolitico FisicoquimicaGiovanni GuevaraОценок пока нет
- Cromado en PlasticosДокумент3 страницыCromado en Plasticosjuan valenciaОценок пока нет
- Croma DoДокумент2 страницыCroma DoByson BysonОценок пока нет
- El CromadoДокумент49 страницEl CromadoGerson Gil ValladaresОценок пока нет
- CROMADOperfil PDFДокумент12 страницCROMADOperfil PDFCristhian Daniel Michel YupanquiОценок пока нет
- Baños de Cromo (Parte I)Документ34 страницыBaños de Cromo (Parte I)Lucia Aguilar100% (1)
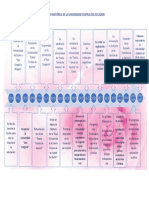
- Linea de Tiempo UCEДокумент1 страницаLinea de Tiempo UCECristian ChimboОценок пока нет
- Fotos LibroДокумент19 страницFotos LibroCristian ChimboОценок пока нет
- Preguntas VerbalДокумент2 страницыPreguntas VerbalCristian ChimboОценок пока нет
- Preguntas VerbalДокумент2 страницыPreguntas VerbalCristian ChimboОценок пока нет
- Preguntas VerbalДокумент2 страницыPreguntas VerbalCristian ChimboОценок пока нет
- Preguntas VerbalДокумент2 страницыPreguntas VerbalCristian ChimboОценок пока нет
- G2.Chimbo - Tamami.cristian - Apreciacion de La PinturaДокумент9 страницG2.Chimbo - Tamami.cristian - Apreciacion de La PinturaCristian ChimboОценок пока нет
- ProbabilidadДокумент2 страницыProbabilidadCristian ChimboОценок пока нет
- Progresiones Aritméticas y GeometricasДокумент2 страницыProgresiones Aritméticas y GeometricasCristian Chimbo50% (2)
- Desviacion EstandarДокумент2 страницыDesviacion EstandarCristian ChimboОценок пока нет
- Bombas HidraulicasДокумент11 страницBombas HidraulicasCristian ChimboОценок пока нет
- Combinatoria EjerciciosДокумент2 страницыCombinatoria EjerciciosCristian ChimboОценок пока нет
- Combinatoria EjerciciosДокумент2 страницыCombinatoria EjerciciosCristian ChimboОценок пока нет
- G1.Chimbo - Tamami.cristian - Apreciacion MusicalДокумент10 страницG1.Chimbo - Tamami.cristian - Apreciacion MusicalCristian ChimboОценок пока нет
- Tecnologia de Prototipado Rapido EstereolitografiaДокумент8 страницTecnologia de Prototipado Rapido EstereolitografiaCristian ChimboОценок пока нет
- G1.Chimbo - Tamami.cristian - Apreciacion de La PinturaДокумент7 страницG1.Chimbo - Tamami.cristian - Apreciacion de La PinturaCristian ChimboОценок пока нет
- EstereolitografiaДокумент13 страницEstereolitografiaCristian ChimboОценок пока нет
- Transmision y Sensores PropioceptivosДокумент5 страницTransmision y Sensores PropioceptivosCristian ChimboОценок пока нет
- Maquina Semiautomatica para Pegado de BloquesДокумент26 страницMaquina Semiautomatica para Pegado de BloquesCristian ChimboОценок пока нет
- Seguridad y ControlДокумент1 страницаSeguridad y ControlCristian ChimboОценок пока нет
- Practica No.1 PDFДокумент42 страницыPractica No.1 PDFAdrian AlayОценок пока нет
- Camacho, Chimbo Paper 1Документ5 страницCamacho, Chimbo Paper 1Cristian ChimboОценок пока нет
- Transmision y Sensores PropioceptivosДокумент5 страницTransmision y Sensores PropioceptivosCristian ChimboОценок пока нет
- Evolucion Del Robot IndustrialДокумент7 страницEvolucion Del Robot IndustrialCristian ChimboОценок пока нет
- Ejercicio N°6 Seguridad Con Dos ManosДокумент5 страницEjercicio N°6 Seguridad Con Dos ManosCristian ChimboОценок пока нет
- Preguntas InstrumentacionДокумент17 страницPreguntas InstrumentacionCristian ChimboОценок пока нет
- Informe 1 Micros LEDДокумент6 страницInforme 1 Micros LEDCristian ChimboОценок пока нет
- Compensacion en RadioДокумент1 страницаCompensacion en RadioCristian ChimboОценок пока нет
- Control ComputarizadoДокумент4 страницыControl ComputarizadoCristian ChimboОценок пока нет
- Tarea 1 Sin EjercicioДокумент4 страницыTarea 1 Sin EjercicioAndreina SanchezОценок пока нет
- VulcanizaciónДокумент1 страницаVulcanizaciónFrancisco GAОценок пока нет
- Diagnostico EntradaДокумент6 страницDiagnostico EntradaDaniela RomeroОценок пока нет
- Carga y Estiba NuevoДокумент119 страницCarga y Estiba NuevoMauricio Alejandro Diaz ApeyОценок пока нет
- Informe Luxometria 2019 PDFДокумент23 страницыInforme Luxometria 2019 PDFMaria Alejandra Roa CruzОценок пока нет
- Metodologia Autoinducida para Constatar y Resolver El Problema de Las Interferencias AlienigenasДокумент38 страницMetodologia Autoinducida para Constatar y Resolver El Problema de Las Interferencias AlienigenaskinguОценок пока нет
- Proyecto Industrial Taller de Embalaje de MotoresДокумент103 страницыProyecto Industrial Taller de Embalaje de MotoresDanny Alejandro100% (1)
- Reconocimiento y Clasificacion de PatronesДокумент8 страницReconocimiento y Clasificacion de Patronespablitohashimoto_54282Оценок пока нет
- Resumen Proyecto MantoverdeДокумент30 страницResumen Proyecto MantoverdeCamilo AriasОценок пока нет
- Integrales ImpropiasДокумент6 страницIntegrales ImpropiasEduardo SucreОценок пока нет
- Hidrodinamica Investigacion FormativaДокумент7 страницHidrodinamica Investigacion FormativaEFRAINОценок пока нет
- Trituradora de Cono HidráulicaДокумент29 страницTrituradora de Cono HidráulicaOliviet Wilfredo Roca CuyubambaОценок пока нет
- Cuenca Madre de Dios Beicip FranlabДокумент23 страницыCuenca Madre de Dios Beicip FranlabLuis FernandoОценок пока нет
- Vectores en R2 y R3Документ4 страницыVectores en R2 y R3David GaravitoОценок пока нет
- Cap - 8 Física Universitaria Sears Zemansky 13a Edición Vol 1 PDFДокумент37 страницCap - 8 Física Universitaria Sears Zemansky 13a Edición Vol 1 PDFjulius novaОценок пока нет
- 04 Fenomenos Transitorios en Maquinas Sincronas Rev201Документ23 страницы04 Fenomenos Transitorios en Maquinas Sincronas Rev201Wilder Benites VillanuevaОценок пока нет
- Concentrado Acido Seco CitrapureДокумент2 страницыConcentrado Acido Seco CitrapureeliaasssОценок пока нет
- 12 CónicasДокумент2 страницы12 CónicasValeria Gomez100% (1)
- Taller 3 - Corte 3Документ3 страницыTaller 3 - Corte 3Laura Valentina Sandoval rinconОценок пока нет
- Presentacion MaceracionДокумент12 страницPresentacion MaceracionDoris Lopez100% (1)
- Tarea 2 Aislamiento ElectricoДокумент6 страницTarea 2 Aislamiento ElectricoSergio UrianОценок пока нет
- Presentacion Ciclo Rankine CalderaДокумент11 страницPresentacion Ciclo Rankine CalderaFrancisco HernandezОценок пока нет
- FALSIFICACIO DEL PAPEL MONEDA PARA CriminalisticaДокумент65 страницFALSIFICACIO DEL PAPEL MONEDA PARA Criminalisticapaoyba-1Оценок пока нет
- El Zinc en La AlimentaciónДокумент14 страницEl Zinc en La AlimentaciónPamela Cinthia Lino VasquezОценок пока нет
- 06020MgSO4 Hepth CompletaДокумент7 страниц06020MgSO4 Hepth CompletaJuan RoblesОценок пока нет
- Venturo GD PDFДокумент83 страницыVenturo GD PDFJhon Bairon GuzmanОценок пока нет