Вам также может понравиться
- Steelwise Nov-2014 PDFДокумент5 страницSteelwise Nov-2014 PDFJatinTankОценок пока нет
- Steelwise: The New Groove Weld SymbolДокумент2 страницыSteelwise: The New Groove Weld SymbolSridhar MaharajaОценок пока нет
- Steelwise SOFTWARE PДокумент3 страницыSteelwise SOFTWARE Palberto rosadoОценок пока нет
- Steelwise Strength and EngagementДокумент3 страницыSteelwise Strength and EngagementGiri DharanОценок пока нет
- Tolerating Tolerances Article PDFДокумент3 страницыTolerating Tolerances Article PDFteedОценок пока нет
- SteelWise - Connection Design Options in The Real WorldДокумент4 страницыSteelWise - Connection Design Options in The Real Worldjavier121212Оценок пока нет
- Steelwise PDFДокумент4 страницыSteelwise PDFJagatheesh RadhakrishnanОценок пока нет
- Steelwise: Tips To Take Your Team To The TopДокумент6 страницSteelwise: Tips To Take Your Team To The Topeduardox11Оценок пока нет
- SSRC Proceedings PDFДокумент2 страницыSSRC Proceedings PDFCaesar JJОценок пока нет
- Unmasking Weld Ductility HandoutДокумент112 страницUnmasking Weld Ductility Handoutclam2014Оценок пока нет
- SteelwiseДокумент3 страницыSteelwiseAnonymous 7MdZQn1Оценок пока нет
- Steelwise WindДокумент2 страницыSteelwise Windalberto rosadoОценок пока нет
- SteelWise Specifying MaterialsДокумент6 страницSteelWise Specifying Materialsv100% (1)
- Steelwise: A Quick Look at PryingДокумент2 страницыSteelwise: A Quick Look at Pryingsdutta2591Оценок пока нет
- Shotcrete Aci 506Документ29 страницShotcrete Aci 506Santiago Velez ManriqueОценок пока нет
- Steel WiseДокумент3 страницыSteel WiseJuan Gutier CcОценок пока нет
- Guide To Shotcrete: by Lars BalckДокумент4 страницыGuide To Shotcrete: by Lars BalcklijiabinbinОценок пока нет
- Seismic Connections 2perДокумент50 страницSeismic Connections 2perJessica HodgesОценок пока нет
- Steel Interchange: Cold Weather Welding Plate Girder StiffenersДокумент2 страницыSteel Interchange: Cold Weather Welding Plate Girder Stiffenershector diazОценок пока нет
- Designing Members For TorsionДокумент35 страницDesigning Members For Torsionabou92Оценок пока нет
- Steelwise PDFДокумент3 страницыSteelwise PDFYan Naung KoОценок пока нет
- Aisc Bolting and Welding 190606215451 PDFДокумент73 страницыAisc Bolting and Welding 190606215451 PDFthet naingОценок пока нет
- Working With Single-Angle MembersДокумент2 страницыWorking With Single-Angle MemberswaleedishaqueОценок пока нет
- Guide To Shotcrete: Introduction of Revised Specification For Shotcrete and Other Shotcrete DevelopmentДокумент6 страницGuide To Shotcrete: Introduction of Revised Specification For Shotcrete and Other Shotcrete DevelopmentmasteriragaОценок пока нет
- Steel DetailerДокумент3 страницыSteel DetailerKooroshОценок пока нет
- ICBO CIA-7000 Anchor SystemДокумент16 страницICBO CIA-7000 Anchor SystemDon RockwellОценок пока нет
- Discussion - Steel Column Base Plate Design PDFДокумент4 страницыDiscussion - Steel Column Base Plate Design PDFOtto A. CobeñaОценок пока нет
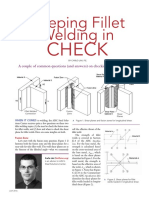
- Keeping Fillet Welding in CheckДокумент2 страницыKeeping Fillet Welding in CheckdavidОценок пока нет
- Astm A992Документ2 страницыAstm A992Harley Ilave IlaveОценок пока нет
- Steel Connections Theory EnuДокумент138 страницSteel Connections Theory EnuDon Adrián OnigaОценок пока нет
- Effect of Strain Rate On The Yield Stress of Structural Steel AsДокумент54 страницыEffect of Strain Rate On The Yield Stress of Structural Steel Asamino222Оценок пока нет
- SteelWise Joists FactsДокумент2 страницыSteelWise Joists FactsvОценок пока нет
- IMCA 1.diseño Por Vibración 2015Документ53 страницыIMCA 1.diseño Por Vibración 2015sergioОценок пока нет
- 05 - Monotonic and Cyclic Response of Speed-Lock Connections With Bolts in Storage RacksДокумент16 страниц05 - Monotonic and Cyclic Response of Speed-Lock Connections With Bolts in Storage RacksJosé Miguel Martínez100% (1)
- HDG Datasheet 4b A Guide To Hot Dip Galvanizing To Standard BS en ISO 1461 Low Res LДокумент2 страницыHDG Datasheet 4b A Guide To Hot Dip Galvanizing To Standard BS en ISO 1461 Low Res LMehman NasibovОценок пока нет
- 30 Good Rules For Connections DesignДокумент4 страницы30 Good Rules For Connections Designมานะ จรูญพงษ์ศักดิ์Оценок пока нет
- C StrucDesign Morgan Jun151 PDFДокумент3 страницыC StrucDesign Morgan Jun151 PDFkyleОценок пока нет
- Nov09 Steelwise Web PDFДокумент3 страницыNov09 Steelwise Web PDFAhmad PooladiОценок пока нет
- Bolts and NutsДокумент2 страницыBolts and NutsBalaji SampathОценок пока нет
- Stuctural JHW Sms 100 CDДокумент44 страницыStuctural JHW Sms 100 CDAkmalОценок пока нет
- Floor Levelness in Building ConstructionДокумент4 страницыFloor Levelness in Building ConstructioncaioОценок пока нет
- Standard For Steel Roof Deck: CSSBI 10M - 08 October 2008Документ8 страницStandard For Steel Roof Deck: CSSBI 10M - 08 October 2008Anonymous P73cUg73LОценок пока нет
- Al Steel Buildings: Design Guide 1, 2Nd EditionДокумент14 страницAl Steel Buildings: Design Guide 1, 2Nd EditionINNOBUNo7100% (1)
- ITW Buildex Catalogue 2010-2011Документ48 страницITW Buildex Catalogue 2010-2011Nugraha BintangОценок пока нет
- Defining Torsion in Master FrameДокумент5 страницDefining Torsion in Master FramekatoОценок пока нет
- ESQUEMAS UNIONES MetalicasДокумент165 страницESQUEMAS UNIONES MetalicasGuillermo Hortigüela Cordoba100% (6)
- Examination of AISC LRFD Shear Lag Design ProvisionsДокумент16 страницExamination of AISC LRFD Shear Lag Design ProvisionsSergioAlcantaraОценок пока нет
- Steelwise AISCДокумент6 страницSteelwise AISCAruna Kumari GОценок пока нет
- Night School 16 Session 8Документ62 страницыNight School 16 Session 8LCSОценок пока нет
- Model Analysis of Plane Structures: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionОт EverandModel Analysis of Plane Structures: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionОценок пока нет
- Nonlinear Finite Element Analysis and Adina: Proceedings of the 4th ADINA ConferenceОт EverandNonlinear Finite Element Analysis and Adina: Proceedings of the 4th ADINA ConferenceОценок пока нет
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionОт EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionОценок пока нет
- Steelwise: Designing Welds For Skewed Shear TabsДокумент5 страницSteelwise: Designing Welds For Skewed Shear TabsAdery Baltodano Monterrey100% (1)
- TUBE To HEADER JOINTS PDFДокумент4 страницыTUBE To HEADER JOINTS PDFRiza KhanОценок пока нет
- Tube To Header JointsДокумент4 страницыTube To Header Jointsshabbir626Оценок пока нет
- Connection Design - Its Role in Steel DetailingДокумент9 страницConnection Design - Its Role in Steel DetailingEduardo De Castro Cruz Jr.Оценок пока нет
- Limits and FitsДокумент5 страницLimits and FitsNAEEMОценок пока нет
- Doc9 5 4 PDFДокумент5 страницDoc9 5 4 PDFAnonymous dSFbLxc90% (1)
- Design of Welded Connections - AWSДокумент43 страницыDesign of Welded Connections - AWSnunosobral100% (1)
- Welding TWIДокумент16 страницWelding TWIEngr Arfan Ali DhamrahoОценок пока нет
- Part2 - Owners of NigeriaДокумент3 страницыPart2 - Owners of NigeriaΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- Count Formula in Excel 1Документ3 страницыCount Formula in Excel 1Ένκινουαν Κόγκ ΑδάμουОценок пока нет
- Part4 - Owners of NigeriaДокумент3 страницыPart4 - Owners of NigeriaΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- Definitions of FIDICДокумент23 страницыDefinitions of FIDICΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- Part5 - Owners of NigeriaДокумент4 страницыPart5 - Owners of NigeriaΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- Part3 - Owners of NigeriaДокумент3 страницыPart3 - Owners of NigeriaΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- Transpose in ExcelДокумент2 страницыTranspose in ExcelΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- Counta Formula in Excel.Документ2 страницыCounta Formula in Excel.Ένκινουαν Κόγκ ΑδάμουОценок пока нет
- Concatenate in ExcelДокумент1 страницаConcatenate in ExcelΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- Part1 - Owners of NigeriaДокумент4 страницыPart1 - Owners of NigeriaΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- Nigeria Wind Speed DataДокумент13 страницNigeria Wind Speed DataΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- Nice Literature On Pile Driving and MonitoringДокумент2 страницыNice Literature On Pile Driving and MonitoringΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- How To Pass Your PMP Exam in 30 DaysДокумент3 страницыHow To Pass Your PMP Exam in 30 DaysΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- Public Course Registration Form - Specialised Management Group FZ-LLCДокумент3 страницыPublic Course Registration Form - Specialised Management Group FZ-LLCΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- Oil List Preliminary of JASCON 55Документ2 страницыOil List Preliminary of JASCON 55Ένκινουαν Κόγκ ΑδάμουОценок пока нет
- Samaila Consultant Limited: Culvert No. Location DateДокумент8 страницSamaila Consultant Limited: Culvert No. Location Dateebed_meleck100% (2)
- Excelculvert: TTTTTTTTT TTTTTTTT TTTTT TTTTTTTTДокумент34 страницыExcelculvert: TTTTTTTTT TTTTTTTT TTTTT TTTTTTTTmurthy pОценок пока нет
- CPT SoundingsДокумент32 страницыCPT Soundingspieterjpeeters9924Оценок пока нет
- Test Questions - Com Test QuestionsДокумент3 страницыTest Questions - Com Test QuestionsΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- GlossaryДокумент78 страницGlossaryraghu_chandra_3Оценок пока нет
- Report On The Collapse of The Building by Dept. of Building, Hong KongДокумент6 страницReport On The Collapse of The Building by Dept. of Building, Hong KongArzath SajeerОценок пока нет
- Vaida AkinfeДокумент7 страницVaida AkinfeΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- English MakalahДокумент20 страницEnglish MakalahMintone Sajayah BekabekaОценок пока нет
- Abaqus 2016: Modeling and Visualization Analysis ReferenceДокумент1 страницаAbaqus 2016: Modeling and Visualization Analysis Referenceraghu_chandra_3Оценок пока нет
- 2.3 Proposed Limits For Title III ApplicabilityДокумент2 страницы2.3 Proposed Limits For Title III ApplicabilityΈνκινουαν Κόγκ ΑδάμουОценок пока нет
- Crane Critical Lift Checklist2Документ2 страницыCrane Critical Lift Checklist2Ένκινουαν Κόγκ ΑδάμουОценок пока нет
- DimaggioДокумент77 страницDimaggioAmanda LucasОценок пока нет
- Soil StiffnessДокумент24 страницыSoil StiffnessMiguel Angel Romero FalconОценок пока нет
- Caliendo09 Static AnalysisДокумент62 страницыCaliendo09 Static AnalysisMd AzaharyОценок пока нет
- XSXSXSXSXДокумент40 страницXSXSXSXSXAfiq JuwaidiОценок пока нет
- 4 Force & ExtensionДокумент13 страниц4 Force & ExtensionSelwah Hj AkipОценок пока нет
- 2015 Nos-Dcp National Oil Spill Disaster Contingency PlanДокумент62 страницы2015 Nos-Dcp National Oil Spill Disaster Contingency PlanVaishnavi Jayakumar100% (1)
- Electrowetting - Wikipedia, The Free EncyclopediaДокумент5 страницElectrowetting - Wikipedia, The Free EncyclopediaDwane AlmeidaОценок пока нет
- Rail Vehicle DynamicsДокумент55 страницRail Vehicle DynamicsdfОценок пока нет
- Bomba MixerДокумент2 страницыBomba MixerBinelli79Оценок пока нет
- Goldhofer FTV 850 BrochureДокумент2 страницыGoldhofer FTV 850 BrochureMauroОценок пока нет
- AKI in ChildrenДокумент43 страницыAKI in ChildrenYonas AwgichewОценок пока нет
- The Indian Mining Sector: Effects On The Environment & FDI InflowsДокумент10 страницThe Indian Mining Sector: Effects On The Environment & FDI InflowsMehul MandanakaОценок пока нет
- Training Report On Self Contained Breathing ApparatusДокумент4 страницыTraining Report On Self Contained Breathing ApparatusHiren MahetaОценок пока нет
- Gamak MotorДокумент34 страницыGamak MotorCengiz Sezer100% (1)
- TM-8000 HD Manual PDFДокумент37 страницTM-8000 HD Manual PDFRoxana BirtumОценок пока нет
- The Acceptability of Rubber Tree Sap (A As An Alternative Roof SealantДокумент7 страницThe Acceptability of Rubber Tree Sap (A As An Alternative Roof SealantHannilyn Caldeo100% (2)
- Ficha Tecnica-Skyjack SJ3219 8mtДокумент2 страницыFicha Tecnica-Skyjack SJ3219 8mtLESLY MILENA MORENO CORALОценок пока нет
- Bible World History Timeline - 4004-3004BCДокумент1 страницаBible World History Timeline - 4004-3004BCSagitonette DadapОценок пока нет
- EXP4 The Diels Alder ReactionsДокумент3 страницыEXP4 The Diels Alder ReactionsLaura GuidoОценок пока нет
- Course Syllabus: Course Code Course Title ECTS CreditsДокумент3 страницыCourse Syllabus: Course Code Course Title ECTS CreditsHanaa HamadallahОценок пока нет
- Malvinas Gas Plant Operator Training: Paragon Engineering Services, Inc. Houston, TexasДокумент71 страницаMalvinas Gas Plant Operator Training: Paragon Engineering Services, Inc. Houston, TexasMary Cruz Meza CahuanaОценок пока нет
- 123 09-Printable Menu VORДокумент2 страницы123 09-Printable Menu VORArmstrong TowerОценок пока нет
- Implicit Explicit SignalsДокумент8 страницImplicit Explicit SignalsVersoza Nel100% (2)
- Solutions GoldsteinДокумент10 страницSolutions GoldsteinAnyiОценок пока нет
- MTH100Документ3 страницыMTH100Syed Abdul Mussaver ShahОценок пока нет
- Gemh 108Документ20 страницGemh 108YuvrajОценок пока нет
- JKJKJДокумент3 страницыJKJKJjosecarlosvjОценок пока нет
- Board Replacement CasesДокумент41 страницаBoard Replacement CasesNadeeshОценок пока нет
- Plastics and Polymer EngineeringДокумент4 страницыPlastics and Polymer Engineeringsuranjana26Оценок пока нет
- Biophoton RevolutionДокумент3 страницыBiophoton RevolutionVyavasayaha Anita BusicОценок пока нет
- Managing Diabetic Foot Ulcers ReadingДокумент21 страницаManaging Diabetic Foot Ulcers Readinghimanshugupta811997Оценок пока нет
- GCSE AstronomyДокумент30 страницGCSE Astronomyharris123mc100% (1)
- Curing Obesity, WorldwideДокумент6 страницCuring Obesity, WorldwideHernán SanabriaОценок пока нет
- Introduction To LCCДокумент32 страницыIntroduction To LCCGonzalo LopezОценок пока нет