Академический Документы
Профессиональный Документы
Культура Документы
Supercritical Power Plants
Загружено:
mkchy12100%(4)100% нашли этот документ полезным (4 голоса)
502 просмотров57 страницA guideline and brief idea about supercritical power plant...
Авторское право
© © All Rights Reserved
Доступные форматы
DOC, PDF, TXT или читайте онлайн в Scribd
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документA guideline and brief idea about supercritical power plant...
Авторское право:
© All Rights Reserved
Доступные форматы
Скачайте в формате DOC, PDF, TXT или читайте онлайн в Scribd
100%(4)100% нашли этот документ полезным (4 голоса)
502 просмотров57 страницSupercritical Power Plants
Загружено:
mkchy12A guideline and brief idea about supercritical power plant...
Авторское право:
© All Rights Reserved
Доступные форматы
Скачайте в формате DOC, PDF, TXT или читайте онлайн в Scribd
Вы находитесь на странице: 1из 57
Supercritical Power Plants
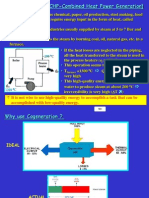
Why a supercritical power plant?
Supercritical Power plants operate at temperatures resulting in higher efficiencies up
to 46 percent for supercritical plants and lower emissions than traditional (subcritical)
coal-fired plants. The "efficiency" of the thermodynamic process of a coal-fired power
describes how much of the energy that is fed into the cycle is converted into electrical
energy. The greater the output of electrical energy for a given amount of energy input
the higher the efficiency.
! supercritical power plant uses a boiler"turbine system that operates at 580 degrees C#
subcritical plants operate at $%% degrees &. ! supercritical plant is much more efficient
than a subcritical plant producing more power from the less coal and with lower
emissions.
'enefits of advanced supercritical power plants include(
o )educed fuel costs due to improved plant efficiency. (*+cellent part-load
efficiency (,rop -. at /%." /. at %0.))
o Significant reduction in C! emissions. (&1- *mission reduced by 2%.
compared to sub-critical)
o "#cellent availa$ility comparable with that of an e+isting sub-critical plant.
o Plant costs compara$le with sub-critical technology and less than other clean
coal technologies.
o 3uch reduced %#& S# and particulate emissions.
o &ompatible with biomass co-firing.
o &an be fully integrated with appropriate &1- capture technology.
o 4n summary highly efficient plants with best available pollution control technology
will reduce e+isting pollution levels by burning less coal per megawatt-hour
produced capturing the vast ma5ority of the pollutants while allowing additional
capacity to be added in a timely manner.
Today6s state-of-the-art supercritical coal-fired power plants provide efficiencies that
e+ceed $% percent. This benefit will significantly increase the 78h produced per
9ilogram of coal burned with fewer emissions. 4n addition to using less coal lower
emission levels for supercritical plants are achieved using well-proven emissions control
technologies(
:1+ emissions( :itrogen o+ide emissions are reduced using a combination of low :1+
burners and selective catalytic reduction technology.
S1+ and S1- emissions( Sulfur o+ide and sulfur dio+ide are captured using wet
limestone-gypsum flue gas desulphuri;ation (<=,). The product gypsum can be
recycled for use in products such as wallboard plaster and fertili;er.
Particulate emissions( 3ore than >>. of particulate dust is removed via an electrostatic
precipitator (*SP).
1perational problems of supercritical plants ? their solutions are as follows
<re@uent !cid &leaning 1+ygenated water treatment
Aigh minimum stable load Bow load recirculation
'ypical Supercritical Power Plants
Typical
advanced
supercritical
pulveri;ed
clean coal
plant (S&P&) will use the latest and most advanced technology to improve
operating efficiency and control emissions.
o !dvanced S&P& technology is proven
o 3ore than $00 S&P& plants are operating successfully worldwide including -% with the
advanced S&P& technology Power$=eorgians plans to use
o 3ost new coal plants planned or currently under construction in the Cnited States use
S&P& technology S&P& systems operate at higher temperatures and greater steam
pressures than conventional systems. They re@uire less coal per megawatt-hour leading
to lower emissions
per megawatt
(including carbon
dio+ide and
mercury) and lower
fuel costs per
megawatt leading to
higher efficiency and
lower fuel costs. 4n
short S&P&
provides the best
overall balance in
performance
reliability lower
emissions and cost
for the company6s
customers.
(igh Performance Coal)*ired Plants +re Cleaner
3any regions are
e+periencing fast
growing electricity
demand. Permitted
emissions from
power plants have
been reduced to
meet air @uality
standards. 3a5or
part of electricity
produced in 4ndia
comes from coal.
&oal is an
abundant fuel
resource and
forecasts show
that it is li7ely to
remain a dominant
fuel for electricity
generation for
many years to
come.
Power plant suppliers have invested heavily in generation technologies that produce power
more efficiently. *nhanced plant reduces emissions of &1- and all other pollutants by using less
fuel per unit of electricity generated. 3odern subcritical cycles have attained efficiencies close to
$0. lower heating value (BAD). <urther improvement in efficiency can be achieved by using
supercritical steam conditions. &urrent supercritical coal fired power plants have efficiencies
above $%. (BAD). ! one percent increase in efficiency reduces by two percent specific
emissions such as &1- :1+ S1+ and particulates (See *igure ,).
What is Supercritical?
"Supercritical" is a thermodynamic e+pression describing the state of a substance where there
is no clear distinction between the li@uid and the gaseous phase (i.e. they are a homogenous
fluid). 8ater reaches this state at a pressure above !!-, mega Pascals ./Pa0- (See *igure ).
The "efficiency" of the
thermodynamic process of a
coal-fired power describes
how much of the energy that
is fed into the cycle is
converted into electrical
energy. The greater the
output of electrical energy for
a given amount of energy
input the higher the
efficiency. 4f the energy input
to the cycle is 7ept constant
the output can be increased
by selecting elevated
pressures and temperatures
for the water-steam cycle.
Cp to an operating pressure of around 2> 3Pa in the evaporator part of the boiler the cycle is
subcritical. This means that there is a non-homogeneous mi+ture of water and steam in the
evaporator part of the boiler. 4n this case a drum-type boiler is used because the steam needs
to be separated from water in the drum of the boiler before it is superheated and led into the
turbine. !bove an operating pressure of --.2 3Pa in the evaporator part of the boiler the cycle
is supercritical. The cycle medium is a single-phase fluid with homogeneous properties and
there is no need to separate steam from water in a drum. 1nce-through boilers are therefore
used in supercritical cycles.
Advanced Steels
&urrently for once-
through boilers operating
pressures up to 10 /Pa
represent the state of the
art. Aowever advanced
steel types must be used
for components such as
the boiler and the live
steam and hot reheat
steam piping that are in
direct contact with steam
under elevated
conditions. Therefore a
techno-economic
evaluation is the basis for
the selection of the
appropriate cycle
parameters. *igure
depicts a supercritical
cycle arrangement with
steam parameters that
yield high efficiency while
allowing the use of well-
proven materials.
Steam Conditions
Today6s state of the art in supercritical coal fired power plants permits efficiencies that e+ceed
$%. depending on cooling conditions. 1ptions to increase the efficiency above %0. in ultra-
supercritical power plants rely on elevated steam conditions as well as on improved process
and component @uality.
Steam conditions up to 10 /Pa26003C26!03C are achieved using steels with ,! 4
chromium content. Cp to 1,-5 /Pa26!03C26!03C is achieved using +ustenite which is a
proven but e+pensive material. :ic7el-based alloys e.g. 5nconel& would permit 15
/Pa26003C26!03C& yielding efficiencies up to 484- 3anufacturers and operators are
cooperating in publicly sponsored )?, pro5ects with the aim of constructing a demonstration
power plant of this type.
1ther improvements in the steam cycle and components can yield a further E percentage points
rise in efficiency. 3ost of these technologies li7e the dou$le reheat concept where the steam
e+panding through the steam turbine is fed bac7 to the boiler and reheated for a second time as
well as heat e+traction from flue gases have already been demonstrated. Aowever these
technologies are not in widespread use due to their cost.
Supercritical 7oiler
'wo Schools of 7oiler 8esign
7ension design 9 :icensor Siemens +; Sul<er design 9 :icensor +77
7ension :icensees Sul<er :icensees
8eutsche)7a$coc= >orean (eavy 5nd-
Steinmuller /(5
+"?" +:S'/
7W"
/itsui 7a$coc=
7a$coc= (itachi
7a$coc= ? Wilco#
+nsaldo "nergia
The boiler is a 7ey component in modern coal-fired power plants. 4ts concept design and
integration into the overall plant considerably influence costs operating behavior and availability
of the power plant.
1nce-through boilers have
been favored in many
countries for more than E0
years. They can be used up
to a pressure of more than
E0 3Pa without any change
in the process engineering.
8all thic7nesses of the tubes
and headers are designed to
match the planned pressure
level. !t the same time the
drum of the drum-type boiler
which is very heavy and
located on the top of the
boiler can be eliminated.
Since once-through boilers
can be operated at any
steam pressure variable
pressure operation was
introduced into power plants
at the start of the 2>E0s to
ma7e the operation of plants
easier.
1nce-through boilers have been designed in both two-pass and tower type design depending
on the fuel re@uirements and the manufacturers general practice. <or the past E0 years large
once-through boilers have been built with a spiral shaped arrangement of the tubes in the
evaporator ;one. The latest designs of once-through boilers use a vertical tube arrangement.
4n a p. f power plant power generation cycle efficiency depends primarily on the temperature
difference across the steam turbine. 4ncreasing this temperature difference can be achieved by
using higher steam temperatures and this leads to higher cycle efficiencies. =enerally the use
of higher steam temperatures is also lin7ed to increased pressures to 7eep the steam volume
within manageable limits.
The increased pressure also increases cycle efficiency and although this increase is a second-
order effect compared with the effect of temperature it can still ma7e an important contribution
to increasing overall plant efficiency.
The temperature difference can also be increased by reducing the cooling water temperature to
the condenser but this is largely a function of site location and e+plains why the highest
efficiencies are displayed by plant with cold sea-water cooling such as those on the 'altic Sea.
This cooling water effect is the same for subcritical or supercritical power plant. !lso when
cooling-water temperatures are too low losses can increase because of higher steam outlet
velocities caused by too-low condenser pressures.
4n a typical design the steel structure of the boiler house is also integrated into the boiler
structure. The boiler house accommodates the coal bun7ers coal feeders coal milling plant and
the forced draught and primary air fans. To minimi;e the space re@uirement a symmetrical
arrangement of the coal bun7ers feeders and milling plant& on each side of the $oiler is
generally chosen. The flue gas ducts air pre-heaters and electrostatic precipitators (*SPs) are
sited outside the boiler house with the space below the *SPs being used for the fly ash
discharge systems. The two induced-draught (4,) fans are housed in a separate building to
reduce noise levels at the plant.
The boiler itself is designed for a high degree of operational fle+ibility in its load regime. This is
because most of the boilers are called on to regularly operate in a daily load following mode and
are re@uired to handle a wide range of coal types. This fle+ibility of design is achieved by careful
selection of pressure part materials and by design features that would avoid the use of thin7-
section components in critical areas. 4n this way the cyclic stresses that cause fatigue can be
minimi;ed where combination of these with high-temperature creep could shorten the life of
these components. The furnace dimensions are chosen to meet the re@uirements of low-:1+
emissions in the flue gases whilst minimi;ing the amounts of unburned carbon-in-fly-ash.
4n a two@pass 7enson $oiler& designed by 3itsui 'abcoc7 *nergy Bimited and constructed by
Stor7 9etels 'D under license a two-pass boiler arrangement was chosen for the plant because
it offered a number of benefits including the following(
'oiler design would reduce the capital cost of plant foundations
The vertical superheater tubes that this design allows would produce lower ash-slag
adhesion
:o high-temperature tube ban7 supports
would be necessary
The pipe-wor7 between the boiler and
steam turbine would be shorter due to
the reduced boiler height.
The boiler steam conditions (-F0bar %$0
1
&"%FG
1
&) selected were regarded as Hstate-
of-the-art6 at the time although steam
conditions in *urope and Iapan have since
increased to E00bar F00
1
&"F20
1
&.
The boiler is operated in modified sliding
pressure mode where the turbine inlet
pressure is controlled to a level that varies
with the unit load. Bower pressures at part
load enable savings in feed pump power to
be reali;ed and throttling losses in the
turbine control valves to be minimi;ed. <or
start-up purposes and low load operation
the boiler has a circulation system
incorporating two ,004 circulating pumps.
!dvantages of Sliding Pressure 1peration are
Besser erosion ? longer life of start-up valves
Shorter start-up times
<aster load ramping due to lesser metal stress
7elowA854 $oiler load& steam conditions $ecome su$critical- 'he $oiler is operated in
pressure slide untilA4!4 load. 'oiler operation from $--200. load is at sliding pressure with
open control valves to the steam turbine without throttling losses. 7elow ,B1=g2s steam& the
$oiler is operated in circulation mode at ,,0$ar-
4n the combustion ;one of the boiler the membrane well is spiral wound utili;ing smooth-bore
tubing. This inclined-tube arrangement reduces the number of parallel paths compared with a
vertical-wall arrangement and therefore increases the mass flow of steam"water mi+ture through
each tube. 'he high mass flow improves heat transfer between the tube metal and the fluid
inside to maintain ade@uate cooling of the tube metal despite the powerful radiant heat flu+ from
the furnace fireball. 4n the upper furnace area& the heat flu# is much lower and the
transition is made to vertical tu$ing& via a transition header. !t full load the boiler produces
%%07g"s of steam with a boiler outlet pressure of -F0bar. Table - shows the main boiler
operating parameters.
The boiler is e@uipped with three super)heaters with inter)stage spray)type attemperators
and two )e-heater ban7s (although the cycle is a single reheat one). The economi;er is a
hori;ontal multi-loop ban7 with e+tended surface tubes.
The primary super-heater is arranged as one hori;ontal and one vertical ban7. The secondary
platen is a single-loop pendant ban7 and the final super-heater is also a single-loop pendant
ban7. !t the boiler outlet the live steam temperature is %$0
1
&.
'oiler operating parameters
%ominal $oiler rating ./we0
&oal FE0
:atural gas F%0
7oiler operating conditions
3ain steam output (7g"s) %%0
Superheater outlet pressure (3pa) -F.0
Superheater outlet temperature (o&) %$0
)eheater outlet temperature (o&) %FG
<eed water temperature (o&) ->2.$
Coal data 8esign Cange
J:&D (3I"7g) -F.>/ -$-E0
!sh (.wt) 2-.0> F-2F
3oisture (.wt) /.F F-2%
Sulphur (.wt) 0.$G 0.E-2%
J:&D K net calorific value
The boiler re-heater system is arranged in two stages( primary and final. The primary stage
comprises two hori;ontal ban7s and the final reheat stage is a folded-loop pendant ban7 located
in the vestibule of the boiler. !t the boiler outlet the reheat steam temperature is %FG
1
&.
!lthough the super-heater and re-heater stage is similar to that of a two-pass subcritical boiler
design the increase in pressure and temperature re@uires either thic7er sections or higher-
grade components. =enerally the latter solution is chosen in order to minimi;e fatigue damage
and reduce weight. *+tensive use was made of 2-. chrome tubing in the high-temperature
super-heater and re-heater. 3odified >. chrome pipe-wor7 was used to connect the boiler to
the turbine where necessary.
The boiler soot-blowing system comprises ,06 $lowers activated by a programmable logic
control (PB&) system incorporating user-programmable software. 'ottom-ash removal is by a
scraper chain conveyor beneath the furnace and a hydraulic transport system to a bottom ash
filtration reservoir.
The boiler flue gas e+it temperature isLE%0
1
&. The flue gas is cooled down to 2E0
1
& in the
rotating air pre-heaters.
'ur$ine ;enerator Set
There are several turbine designs available for use in supercritical power plants. These designs
need not fundamentally differ from designs used in subcritical power plants. Aowever due to
the fact that the steam pressure and temperature are more elevated in supercritical plants the
wall-thic7ness and the materials selected for the high-pressure turbine section need
reconsideration. <urthermore the design of the turbine generator set must allow fle+ibility in
operation. 8hile subcritical power plants using drum-type boilers are limited in their load change
rate due to the boiler drum (a component re@uiring a very high wall thic7ness) supercritical
power plants using once-through boilers can achieve @uic7 load changes when the turbine is of
suitable design.
<rom the boiler outlet steam is delivered to the highpressure (AP) turbine section of the plant
via two live steam lines.
'he 680/We steam tur$ine $y +77 consists of a single@flow (P section& a dual)flow
intermediate)pressure .5P0 section three dual flow low)pressure .:P0 section and the
generator. Steam is supplied to the (P section via four control valves and two emergency
stop valves. The AP section itself is designed with a double shell casing and one e+traction
point for feed-water preheating.
The steam supply to the 5P section is via two com$ined control and emergency stop
values. The three dual-flow BP sections are also designed with double shell casing. The shafts
of all the turbine sections are made by welding forged dis7s together which results in a compact
shaft design. The condenser of the main tur$ine consists of si# modules connected to the
e+haust steam ducts of the three BP sections and supported on the building foundations by
springs. *ach condenser module has an inta7e and outlet water bo+ which means that for both
cooling water inta7e and outlet there are si+ pipes in all each of which can be shut off
individually. *ach condenser is operated at a pressure of- E%mbar.
The generator consists of stator and rotor. The stator housing is a welded construction in which
the stator segments are suspended and secured. The rotor is a single-piece forging with slots
milled during manufacture to accommodate the rotor winding. The rotor winding and stator core
are cooled with hydrogen.
The au+iliary electrical power system has a high degree of redundancy. ,uring normal
operation this is supplied from the generator via two station transformers. ,uring start-up and
shutdown the au+iliary system is supplied from the local grid via a 2%0"%0"207D transformer.
The transition between the two is carried out by two high-speed-switching devices which are
also used in the event of power supply failure to switch to Hstart-up6 mode so that a controlled
shutdown can be achieved without ris7 of damage. ,uring plant maintenance the 207D plant
can be connected to the local 207D power supply. To secure safe and reliable start-up of the
plant in the event of complete loss of power the emergency supply system consists of two
redundant emergency power generators.
High-Pressure Turbine (HPT)
4n this section the steam is e+panded from the live steam pressure to the pressure of the reheat
system which is usually in the order of $ to F 3Pa. 4n order to cater for the higher steam
parameters in supercritical cycles materials with elevated chromium content which yield higher
material strength are selected. The wall thic7ness of the AP turbine section should be as low as
possible and should avoid massive material accumulation (e.g. of o+ides) in order to increase
the thermal fle+ibility and fast load changes.
Intermediate-Pressure Turbine (IPT)
The steam flow is further e+panded in the 4P turbine section. 4n supercritical cycles there is a
trend to increase the temperature of the reheat steam that enters the 4P turbine section in order
to raise the cycle efficiency. !s long as the reheat temperature is 7ept at a moderate level
(appro+imately %F0M&) there is no significant difference between the 4P turbine section of a
supercritical plant and that of a subcritical plant.
Low-Pressure Turbine (LPT)
4n the BP turbine section the steam is e+panded down to the condenser pressure. The BP
turbine sections in supercritical plants are not different from those in subcritical plants.
Other Ccle Com!onents
! comparison of the water-steam cycle e@uipment in subcritical and supercritical coal fired
power plants shows that the differences are limited to a relatively small number of components
i.e. to the feed water pumps and the e@uipment in the high pressure feed water train i.e.
downstream of the feed water pumps. These components represent less than F. of the total
value of a coal-fired power plant.
(igh "fficiency and /ore Celia$ility
O!erational Issues
3ore than $00 supercritical power plants are operating in the CS in *urope )ussia and in
Iapan. !vailability of supercritical plants is e@ual or even higher than those of comparable
subcritical plants.
There are no operational limitations due to once-through boilers compared to drum type boilers.
4n fact once-through boilers are better suited to fre@uent load variations than drum type boilers
since the drum is a component with a high wall thic=ness& reDuiring controlled heating-
'his limits the load change rate to 14 per minute& while once)through $oilers can step)up
the load $y 54 per minute. This ma7es once-through boilers more suitable for fast startup as
well as for transient conditions.
+ total of 65 operators and five shift)leaders are employed to operate the three power
plants. ! typical plant can be operated with a minimum of five people per shift. ! two-shift
team (20 field operators and one shift leader) handles the logistics on wee7days.
"ain O!erational #eatures
The operational fle+ibility of supercritical power plant is regarded as being a ma5or benefit.
There is no loss of fle+ibility in moving from subcritical to supercritical conditions and in some
respects the once-through boiler design is more fle+ible than drum boiler designs. This is
because to control metal temperature differentials in thic7-section components such as the
drum temperature control at startup and during ramping is more critical.
PLA$T P%&#O&"A$C%
Since it first came into full operation the commercial and environmental performance of the
supercritical plant has been e+cellent and has either met or more often e+ceeded e+pectations.
Table E summari;es some of the 7ey performance indicators for a typical FG0 38 plant.
P+C+/"'"C
P"C*C/+%C"
'arget +ctual
&ycle efficiency BAD (.) 4! $-
!vailability (.) G% >-
Cnburned carbon (.) % E.%
"missions
Particulates (mg":mE) -0 2.%
S1- (mg":mE ) $00 2F0
S1- removal (.) GG >2
:1+ (mg" :mE) E00 -/0
#uel #le'ibilit is not Com!romised in Once-Through (oilers
!ll the various types of firing systems (front opposed tangential corner four wall arch firing
with slag tap or dry ash removal fluidi;ed bed) used to fire a wide variety of fuels have already
been implemented for once-through boilers. !ll types of coal as well as oil and gas have been
used. The pressure in the feed water system does not have any influence on the slagging
behavior as long as steam temperatures are 7ept at a similar level to that of conventional drum
type boilers.
Li)e Ccle Costs o) Su!ercritical Coal #ired Power Plants
&urrent designs of supercritical plants have installation costs that are only !4 higher than
those of su$critical plants. <uel costs are considerably lower due to the increased efficiency
and operating costs are at the same level as subcritical plants. Specific installation cost i.e. the
cost per megawatt (38) decreases with increased plant si;e.
$O' Control
! typical FG0 38 supercritical boiler has EF low-:1+ burners located in three rows of si+
burners in each of the boiler front and rear walls in an opposed arrangement. To ma+imise :1+
reduction the combustion is two-stage with -$ after-air ports positioned in two rows of si+ on the
front and rear walls of the boiler situated directly above the burners. This type of burner system
design together with optimi;ation of furnace dimensions achieves very low :1+ concentrations
in the flue gas. The performance specification for :1+ emissions is E00mg":m
E
. !ctual yearly
average emissions of :1+ from the plant are -F0--G0mg":m
E
.
Particulates Control
<ly ash is separated from the flue gas in tow *SPs. Particulate collection efficiency is >>.>.
with the discharge from the *SPs being conveyed pneumatically to silos.
SO
*
Control
The <=, Plant is a wet limestone system. <lue gas from the *SP plant passes upwards
through the <=, absorber where the entire cross-section is sprayed with limestone suspension
in four vertical stages. This removes at least GG. of the S1- together with some remaining fly
ash chlorides and fluorides. ,uring the process the flue gas is cooled to %0
1
&. To prevent the
temperature dropping below dew point and to eliminate the ris7 of any resulting corrosion the
cleaned flue gas is heated by 20
o
& before entering the stac7.
FGD plant with absorber and flue gas re-heater
The S1- removed from the flue gas reacts
with the limestone to form a gypsum
suspension. This suspension is collected
in the <=, absorber and is returned to the
spraying stages by recycle pumps.
The gypsum suspension can also be
diverted to a separate tan7 when
inspection of the <=, absorber is
re@uired. The concentration of the
suspension is controlled by adding fresh
limestone and e+tracting some of the
gypsum as a suspension. This suspension
is then sub5ected to further treatment as
described in a later section of this
brochure discussing management and
utili;ation of plant residues.
Plant "onitoring and Control
Process control cubicles and operating panels have been sited at selected locations in the plant
e. g in the plant logistics building the <=, plant and the coal-and ashhanding silos the ensure
close pro+imity to the process to be controlled. 4n both the <=, plant and the logistics building
there is a separate control room provided with a process control console lin7ed to the main
system using fibre optics. The <=, plant control room was used during commissioning.
These systems give operating staff targeted access to all the important process data re@uired.
!n alarm hierarchy is used where the plant management system display messages according to
their level of priority and in the correct time se@uence to enable rapid assessment of any
process malfunctions.
Plant "aintenance and "onitoring
The plant was designed for a scheduled shutdown for inspection and maintenance purposes
once every two years. The mean time between failures for each of the components matches this
interval. &urrently considerable effort is being made to increase this interval to three years.
Service personnel are assisted by a plant diagnostics system that includes automatic analysis
and reporting of the entire instrumentation and control system. This ensures rapid fault detection
and leads to reduced repair time. Since 2>>G the plant has achieved a high availability
reaching a ma+imum availability of >%.>. in that year.
"anagement and +tili,ation o) &esidues
The benefits of ma+imi;ing the utili;ation of power station residues are well recogni;ed and
considerable care is ta7en to optimi;e boiler combustion conditions to produce high @uality fly
ash and bottom ash.
The fly ash from the *SPs (L2-0000t"y) is conveyed pneumatically to silos where it is loaded
into lorry or ships. 'oth systems are e@uipped with facilities for both wet and dry ash handing.
!s an alternative the fly ash can be loaded into storage silos e@uipped with similar handling
facilities. nline measurement of un$urned car$on .E7C0 and daily sampling are used to
control fly ash @uality. The main mar7et is the concrete industry as cement replacement.
'ottom ash (2/000t"y) removed from the base of the boiler is transported by a hydraulic
transport system to a filtration reservoir consisting of three basins where it is dried out on a filter
bed. The filter bed is cleaned with rinsing water and compressed air. 8hen this treatment is
complete the ash is either loaded into lorry or into storage. The bottom ash carries a @uality
mar7 with a product certificate H* bottom ash6 which guarantees that it can be used in
environmentally friendly and economic applications whether integrated in road foundations or in
civil engineering wor7s.
!ll the bottom ash is sold and this is used mostly in road construction. The rinsing water is
recycled in the bottom-ash system and e+cess water due to a continuous fresh supply is re-
used as supply water for the <=, plant.
&onsiderable effort is also made to ma+imi;e the utili;ation of <=, residues. )eacted limestone
slurry from the <=, plant is dewatered in hydro-cyclones and centrifuges to produce a gypsum
powder of N%. residual humidity and O>%. purity. The plant produces L F0000t"y of high-
grade gypsum all of which is sold to the building construction industry for the manufacture of
gypsum bloc7s and boards. The high @uality of the gypsum produced is achieved by careful pA
control and continuous e+traction of wastewater to reduce contamination and control the levels
of chloride in the suspension. The water from the limestone dewatering process is re-circulated
bac7 to the <=, system. ! multi -stage wastewater treatment system is also used to remove
dissolved heavy metals and floating particles.
3easures have also been ta7en to reduce pollution by storing coal on concrete impermeable to
water and by collecting and purifying seepage water before recycling.
Case Study)'ypical C?5 +rchitecture .6 F ,&016 /W0
Cltra-supercritical plants use new advanced clean coal technology that allows operation at
elevated steam temperatures and pressures. Cltra-supercritical technologies are becoming
more prevalent because they can boost the efficiency of coal-based electricity generation by
more than %0 percent while maintaining superior environmental performance.
The digital automation solution consists of digital plant architecture and predictive maintenance
software as well as intelligent field devices.
The system will monitor and control the boiler se@uence control system electric control system
modulating control system furnace safeguard supervisory system flue gas desulphuri;ation
(<=,) system and balance-of-plant processes. The system will also provide feed-water pump
electro-hydraulic control and interface to the tur$ine controls as well as to PB&s controlling
soot blowing dust removing ash and slag handling and plasma ignition.
The integrated solution will unify boiler and turbine operations which translates into a number of
significant operational benefits. <ully coordinated boiler and turbine control not only enhances
unit-wide compatibility but also contributes to improved unit stability responsiveness and
thermal efficiencies# tighter overall control of plant operations# and a more streamlined view of
7ey plant and turbine parameters.
The contract for - units calls for supply a total of F$ redundant controllers (1! per unit) 20
operator stations .five per unit) and four engineering stations .two per unit0. 4n all the
system will manage -G0$$ hard 52 points .,4&0!! points per unit0 and will incorporate 2-
*oundationG field$us segments .si# per unit0 and 2F PC*57ES 8P segments .eight per
unit0& to networ7 2/$ *oundation field$us devices . 86 per unit0 and 2%$ PC*57ES 8P
devices .66 per unit0- Cse of predictive maintenance software will initially streamline
configuration of these intelligent devices translating into cost savings and increased unit startup
efficiency. 1n an ongoing basis the technology will further increase the availability and
performance of the two units by providing online access to instrument and valve process
information predictive diagnostic information and automatic documentation of field device
maintenance information all of which contribute to ongoing efficiency of plant operations and
maintenance activities.
Startu! Sstem
8hen configuring control systems for the startup system of a once through boiler it is important
to 7now whether the startup separator"flash tan7 is allowed to reach supercritical pressures. The
answer to this @uestion will determine whether the separator will be integral to the boiler or
bypassed by the use of special valving schemes. The control scheme will depend on the type of
configuration used.
<or startup systems that use separator vessels that do not o$tain once)through pressures
a valve scheme is used to bring the boiler to once-through operation (supercritical pressures).
The initial fluid circulation (pre-firing) through the boiler is from the feed pump discharge header
through a feed water control valve through the boiler water walls to the water wall outlet header.
<rom there the circulation continues through a water wall pressure control valve to a separator
vessel and then through control valves to the condensate systems. This completes the cycle.
<igure above
depicts the
circulation
scheme in pre-
firing mode. This
mode is also
called cold water
cleanup mode
and it is used to
ad5ust the water
chemistry to
predetermined
values prior to
firing the boiler.
This mode is
used until the
water cation
conductivity is
less than one
micro mho at
the inlet of the
economi;er.
The flash tan7"separator serves as a moisture separator during startup to 7eep the water that
will be carried through to the turbine much li7e steam drum in a conventional sub-critical
boiler.
4n the cold water cleanup mode the water wall pressure is being held to a set point determined
by a program based on the water wall temperature. This program typically moves the water wall
pressure form a nominal minimum pressure to the supercritical operator pressure. ! water wall
pressure control valve is controlling the feedwater flow. The flow set point is dependent on the
boiler design and is determined by the minimum flow the boiler needs for safe circulation.
8ith &* once-through boilers the minimum flow re@uirements are separated from the water
wall protection by the use of an integral recirculation system. The recirculation system allows for
lower minimum flow of appro+imately 20 percent of full boiler load which not only minimi;es
heat re5ection during startup but allows the transfer from the bypass system to once-through
operation to ta7e place without a sudden drop in steam temperature.
The feedwater pumps will be controlled to hold a feedwater discharge header pressure. This set
point is determined by adding about -00 psi to the current water wall pressure set point. !s the
water wall pressure is programmed the feedwater pump header pressure will also increase 4n
&* units the feedwater bypass valve is used during startup and low loads at a ma+imum rating
of about -0 percent of the boiler load. !fter that the feedwater bypass valve is held open and
the feedwater flow is controlled by the speed of the boiler feedpump.
The feedwater bypass valve is positioned by a characteri;ed signal which is generated by the
feedwater demand. The feedwater demand is also the set point for the feedwater flow. The
output of the feedwater flow controller trims the boiler feed pump speed demand as well as the
feedwater bypass valve demand to regulate feedwater flow. )ecirculation control is provided for
both the startup boiler feed pump and the main feed pumps.
The level and
pressure are
controlled in
the separator
vessel by two
independent
valves. The
discharge
valve at the
low point on
the vessel
controls the
level and a
valve at the upper section of the vessel controls the pressure. 'oth valves discharge to the
condenser.
!s heat input into the boiler increases the valve transfers ta7e place and the steam is routed
from the separator to the turbine and finally all the steam bypasses the separator completely.
The control
system will
control all
aspects of the
separator
control as well
as the valve
transfers.
The valve
transfers
basically
reroute the
steam path
from the
separator to a
bypass valve.
!s the bypass
ta7es more
steam flow a non-return valve isolates the separator outlet. The separator inlet valve which was
controlling water wall pressure is programmed to close as the bypass opens. 1nce the
separator is isolated a programmed ramp coordinates the firing rate and the boiler outlet
pressure control to eventually bring the boiler to wide open bypass valves and the system to
super critical operating pressure controlled by the turbine (or bypass system).
1n start up systems that maintain the separator vessel at once through pressures in-line
cyclone separators and a separator vessel are used as a collection point for the water that e+its
the cyclone separators as well as a drum for the boiler at subcritical pressures. The control
system maintains the vessel level by controlling a valve that discharges to the condensate
system. The system pressure is maintained outside of the boiler by the turbine and"or a steam
bypass system. 4n this case the control system will control all aspects of the separator control
as well as the control of the system pressure via turbine valves or a steam bypass system.
These start up systems do not have the comple+ity of the valve transfer schemes but do carry
the overhead of having a pressure vessel at super critical pressures.
1nce fire is put in the boiler the fuel input is programmed to raise water wall temperature at a
given rate.
This firing rate raises the temperature and enthalpy of the system and will govern all the control
actions ending with the turbine at operating super critical pressure and minimum once through
load. The method of bringing the boiler to once-through mode at supercritical pressures is
different depending on which start up system is used.
!fter a fire is put in the boiler the fuel input is also programmed to raise water wall temperature
at a given rate. !s water wall temperature rises the system pressure set point raises the system
pressure using the steam bypass or turbine valves as well as raising the set point for the feed
water header pressure. !s the system pressure and system enthalpy increase with the firing
rate the cyclone separators e+tract water to the separator vessel and the remaining steam is
passed through the boiler super heaters to the turbine.
The vessel level control valve controls the vessel level. The control system using the separator
vessel level as an inde+ will balance the firing rate and the system pressure to ensure that the
separator vessel stays at saturation conditions up to supercritical pressure. 1nce the system is
above super critical pressure the separator level control valve is closed and the boiler is
brought up to the final operating pressure.
*unctional 8escription of +uto Control loops
Why the Control is Critical?
%o energy reserve as in drum
'ur$ine steam demand to $e met in real)time
*eed flow ? *iring rate are Critical Parameters
Control scillation to $e avoided
5ntegrated control reDuirement .*;8& "SP& SCC etc0
Scope for advanced control& fu<<y logic ? modeling
-eneral &e.uirements
The open- and closed loop controls shall interact closely between themselves to guide the plant
operation towards optimal functioning. 4n general fre@uent operator6s intervention shall be
avoided and the control intelligence built into the system shall be ade@uate to perform routine
functions. Aowever each &ontrol Boop shall have an auto " manual selector station and setter
to allow operator6s intervention during abnormal plant conditions.
8hen set in !=& (!utomatic =eneration &ontrol) mode &oordinated 3aster &ontrol shall
receive and react to the signal from 1wner6s load dispatch center. The signal of unit status shall
be answered bac7. Plant demand load set point or PTarget 3egawattsQ shall be set and ad5usted
in PremoteQ automatic mode from load dispatch center according to grid control demand with
fre@uency variation control signal as feed forward or in manual mode by the plant operator
(during start up or emergencies) by the unit load setter at unit control room. The details of
interface shall be decided during detailed engineering stage between 1wner and &ontractor.
The PTarget 3egawattsQ command received from 1wner6s B,& shall be chec7ed for @uality (the
received signal may be of the range -2% m! -0- R 2% m!) and e+cursion beyond permissible
limits. The signal shall be filtered to eliminate superimposed noise and scaled to match the
signal reference range of ,&S in <(+) bloc7. 8hether this signal will be allowed to pass through
will depend on whether the received signal is of acceptable @uality and whether the 1perator
decides to leave the plant control to !=&.
The transfer card will also have provision for imposing directional bloc7s (bloc7 increase or
bloc7 decrease) dictated by control system so that when the plant is not ready to accept any
further increase or decrease commands from !=& due to e@uipment limitation the same will be
bloc7ed.
1ut of the two cases in case of Hbloc7 increase6 situation signifying that some ma5or e@uipment
has been driven to the e+treme a further transfer at downstream will cause the target load set
point to change over to a computed value based on the factors causing directional bloc7 to
bring the load down if necessary to permissible limit.
The target load shall be monitored at this level as HB,& final target6 and also at Has received from
B,&6 level.
The ne+t transfer occurs down the line to a computed set value in case any of Hrun bac76 or Hrun
up6 or run down6 is active causing the HB,& final target6 to be overridden under emergency
situations. The resulting signal is low auctioned with the Hma+imum load limit6 and high
auctioned with Hminimum load limit6 set by plant operator.
Two Hfeed forward6 signals are superimposed on the target set point to accelerate its
responsiveness. <irst is a negative step signal causing lowering of the target set so long as the
run down condition is Hactive6. Second is a positive step signal causing raising of the target set
so long as the run up condition is Hactive6. These will cause rapid debottlenec7ing of the
constraints leading to the run down or run up.
To avoid Hbumps6 in the control response due to sudden transfers as stated above the Htarget
set point6 has to pass through a Hrate of change limiter6 to restrict the Hramp6 within acceptable
limits. Cnder normal circumstances the load variation rate is preset by the operator at a fi+ed
value which is low auctioned with the rate set by turbine stress evaluator.
Cnder run up or run down situations the aforesaid rate is overridden by a faster rate. Aowever
in case no run up or run down condition is present but run bac7 situation has occurred the rate
set is overridden by an even faster rate. This resulting signal is the P!=& current targetQ.
<re@uency error" turbine speed error is superimposed on the set point at this stage as feed
forward for responsiveness.
Start-up pattern i.e whether the plant condition is cold warm hot or very hot or the shut-down
pattern i.e whether it is turbine cooling shut-down or normal shut-down shall be selectable under
guidance from physical parameters li7e turbine metal temperature.
<uel flow control air flow control feed water flow control *A governor control etc. shall be
properly tuned and controlled to meet constant or ramp load variation. The e@uipment shall be
capable of coordinating the action of the controls in the boiler " turbine " generator unit so as to
produce safe and stable operation automatically and maintain generator output steam
temperature steam pressure e+cess air (o+ygen) at their desired set values. The control shall
produce stable combustion low values of unburned carbon in fly ash and no blac7 smo7e
under the steady load and load-variation.
!utomatic control and ad5ustment of load shall be carried out in between load range E%. and
200. rated load in !utomatic Plant &ontrol mode.
!utomatic runbac7 operation in coordination with coal mill ? burner control system and various
others control systems shall be performed in the event of failure of ma5or au+iliary e@uipments
and others which re@uire sudden reduction in output.
Starting up and preferential shutting down of coal mills under varying load conditions shall be
under automatic se@uence control based on set priorities and shall not re@uire any operator
assistance other than notifying the operator about the actions being initiated. &omplete
automatic control shall be possible with automatic plant control system in coordination with mill-
burner control system.
The necessary loc7ing devices at the air failure and power failure shall be provided for all
regulating duty pneumatic control to maintain plant load under failure conditions with notification
to plant operator.
!utomatic operation at any mode of the plant including the unit starting up and shutdown the
unit runbac7 the load re5ection and so on shall be achieved by means of the automatic
switching of the control mode (auto " manual auto-trac7ing mode at each control loop the boiler
follow mode the turbine follow mode the unit coordinated mode etc.) the automatic changing
of the various set points the
various function generators
and so on. Transfer between
one mode to another mode
shall be bumpless without
disturbing the process.
&ontrol stations on operator6s
station shall be grouped
logically in functional bloc7s for
compactness and ease of
operation.
Protective interloc7ing circuits
shall be provided for safety
against erroneous
manipulations.
Protective circuits against control system internal faults such as modules and operating ends
shall be furnished.
The basic function of the !utomatic Plant &ontrol shall be but not limited to the followings(
'idder shall furnish the scheme of control loops ? write up on his system for approval of 1wner.
+nit "aster or Coordinated "ode
Plant demand load set point
or PTarget 3egawattsQ signal
shall manage the load and
throttle pressure by sending
parallel demand signals to
the boiler master and turbine-
generator master controllers.
,emand signal shall be
modified for fre@uency error
and shall be limited by
auction when the unit
capability is reduced for any
reason such as the loss of an
au+iliary li7e one draft fan a
boiler feed pump and so on.
Boad control station shall
have ma+imum and minimum ad5ustable load limits set administratively as well as limit of load
changing rate guided by thermal stress limits of ma5or e@uipment.
,uring normal operation coordinated control shall be e+ercised aggregating boiler and turbine
inputs by target load and load change rate commands (central load dispatching commands or
manual setting) with various corrections made to enable 'oiler control and Turbine control.
,irectional bloc7ing of the unit demand (increase"decrease of load) will be provided based on
the e+treme operating status of e@uipment and applicable process conditions.
The run up and run down actions shall be provided for reducing the deviations when the
respective final control elements are in the e+treme positions and are unable to correct the
error. )un up and run down actions shall override the unit demand signal till the adverse
conditions are cleared.
The system shall provide automatic run-bac7 facility based on the load demand signal on loss of
critical au+iliary e@uipment. The limits and rate of run bac7 shall be pre-determined according to
the individual capacity of each au+iliary e@uipment and shall be supervised by Turbine Stress
*valuator. The control system shall have capability for implementation of the functional
re@uirement with true characteristics of e@uipment.
4n case of full load re5ection the turbine-generator shall remain in service supplying the station
service power (house load operation). The boiler steaming capacity shall be @uic7ly reduced to
correspond to the capacity of AP and BP bypass systems plus the house load and operation is
to be carried on at sliding pressure mode.
The unit load demand shall also be corrected by deviation in system fre@uency. This correction
provides a change in unit load demand e@uivalent to the e+pected change in megawatt output
due to any deviation in system fre@uency.
The boiler master controller demand shall be used as a feed forward signal to the feedwater
master controlling the feedwater flow and the firing rate master controlling the fuel and air flow
to ad5ust to unit energy demand.
<eed forward signals will be calibrated initially to produce a specific relationship between turbine
steam flow and boiler firing rate on one hand and unit output on the other hand. Aowever the
relationship may change due to changes in system parameters such as cycle efficiency heating
value of coal feed water temperature etc. 8hen such a change occurs it will be reflected in a
steady state error in megawatt output. ! controller shall be provided to automatically recalibrate
the feed forward signals by reducing the steady state error to ;ero.
4n addition to providing operator with the ability to set and observe unit load the Cnit
&oordinated &ontrol master shall allow the operator to select either constant or variable (sliding)
pressure operation. The sliding pressure mode shall be adopted during start-up and reduced
load operations principally to avoid erosion of throttling valves. Sliding pressure operation shall
allow the turbine valves to be maintained at optimum position as the unit shall be ramped to
load. Sliding pressure operation shall be permitted with Cnit &oordinated &ontrol master in auto
mode.
8hen Cnit &oordinated &ontrol master shall be in 'oiler <ollow 3ode-- or Turbine <ollow
3ode-- described below Cnit &oordinated &ontrol mode shall be selected. Two sub-modes
shall be permitted as follows(
4n Coordinated 7oiler *ollow /ode boiler master and turbine master shall be in auto mode.
'oiler master shall control the boiler demand to control throttle pressure. The turbine
master shall modulate the *A governor using C&& demand as feed forward trimmed
by turbine 38 controller. The C&& demand shall trac7 the 38 to eliminate 38
error.
4n Coordinated 'ur$ine *ollow /ode boiler master and turbine master shall be in auto mode.
The turbine control shall use feed forward based on C&& demand trimmed by
turbine throttle pressure controller. The turbine master shall modulate the *A
governor to control throttle pressure. 'oiler master shall control the fuel firing rate
based on feed forward from C&& demand trimmed with the boiler 38 controller. The
C&& demand shall trac7 the 38 to eliminate 38 error.
(oiler #ollow "ode
4n the boiler follow
mode boiler
throttle pressure
master controller
trims the megawatt
load setting to
maintain the
throttle pressure at
set value. 8hen
for e+ample the
throttle pressure is
below the set point
the fuel feedwater
and air are
increased by
ramping up the
boiler master
demand and vice versa. Two variants of 'oiler <ollow 3ode are foreseen.
4n 7oiler *ollow /ode), the boiler master shall be on automatic mode and turbine master shall
be left on manual mode. The boiler master controls the throttle pressure and the
turbine governor control is ad5usted by the operator. The C&& (Cnit &oordinated
&ontrol) demand trac7s the governing valve position in a characteri;ed algorithm
lin7ing it to 38.
4n 7oiler *ollow /ode)! the C&& demand shall be e+tended to both boiler master and turbine
master both and the C&& in automatic mode. Target load shall be set at C&&.
'oiler master shall control the throttle pressure based on C&& signal with throttle
pressure controller trim. Turbine master shall only receive the C&& signal without
38 trim.
4f runbac7 occurs in this mode the system shall automatically transfer to turbine following mode
when turbine governor is on automatic.
Turbine #ollow "ode
Turbine master
shall be in
charge of
throttling the *A
=overnor
valves. 4n the
turbine follow
mode the C&&
demand shall be
trimmed by
turbine throttle
pressure to
create turbine
master demand.
Two variants of
Turbine <ollow
3ode are
foreseen.
4n 'ur$ine *ollow /ode), the turbine master shall be on automatic mode and boiler master
shall be left on manual mode. The turbine master controls the throttle pressure and
the operator shall control the load manually by changing the 'oiler master demand.
The C&& shall trac7 the 'oiler master for smooth transfer of 'oiler master to auto.
4n 'ur$ine *ollow /ode)!& the C&& demand shall be e+tended to both boiler master and
turbine master both and the C&& in automatic mode. Target load is set by C&&.
Turbine master shall control the throttle pressure based on C&& signal with turbine
throttle pressure controller trim.
4n the turbine following mode the megawatt control shall be the responsibility of the boiler and
throttle pressure shall be controlled by the turbine control system. 4n this mode the unit
demand shall be sub5ect to ma+imum and minimum limits rate of change interloc7s
and run bac7s etc.
8hen turbine following mode is in automatic all runbac7s run-ups limits and rate of change shall
be automatic.
"anual "ode / (ase "ode
3anual mode shall be the lowest level mode in the hierarchy. 4n this mode the 'oiler 3aster
&ontrol including the air fuel and feedwater loops and Turbine 3aster &ontrol are
switched over to manual mode and the unit will be controlled manually. =eneration
error and <re@uency error will not affect the demand signal. !s a variant in base
mode the 'oiler 3aster and Turbine 3aster &ontrol shall be in manual mode.
Aowever one sub-loop either air fuel or feedwater as well as the firing rate ratio will
be on automatic mode. This shall help internal trac7ing of the C&&.
(oiler "aster Control
Dariation in unit load (38) at any operating point of the boiler is signified by proportional
enhancement"reduction of steam flow at boiler outlet as the steam demand of the
turbine varies to match the load. !t a stable operating point of the boiler any increase
in load will reflect as more steam flow with conse@uent reduction in steam pressure
and temperature transiently and vice-versa. 4t is the role of 'oiler 3aster to maintain
outlet steam temperature and pressure stable under all load conditions while catering
to the varying demand of steam flow. Steam pressure shall be regulated by regulating
the feedwater pressure while matching the steam flow (and therefore feed water flow)
re@uirement. The enhanced"reduced steam flow conse@uently calls for proportional
enhancement"reduction of heat transfer if the @uality of the steam is to be maintained.
Therefore the superheat temperature shall be regulated by controlling the firing in the
boiler. 4t is therefore essential that proportionality is maintained between feedwater
flow and fuel flow. So long as proportionality is maintained between the two the
attemperation re@uirement remains fi+ed in the long term. Aowever considering the
high inertia of the thermal system the superheater temperature control shall be
performed by attemperation water flow control in the short term. <eed water to firing
rate ratio by means of a lead-lag control shall be maintained constant to maintain the
rated attemperation flow.
The usual fuel"air lead"lag with o+ygen trim control shall ensure that the furnace does not starve of
air under varying load condition and shall ensure complete combustion of fuel.
&ross-limiting of between the feedwater flow and the firing rate shall ensure that the ratio
between the two remain within permissible limits. 8hile transient conditions persist at
changing load the boiler master signal shall be transiently modified in order to achieve
over or under firing. Such the transient signal modification shall be applied for the fuel
flow control the air flow control the steam temperature control and other necessary
control loops in order to maintain the various parameters safe and stable during any
mode of the operation.
'oiler master shall develop the demand signals for feedwater flow and firing rate (fuel flow) to the
boiler. The demand for firing rate (fuel flow) shall be modified by feed flow to firing rate
ratio function.
The boiler master control station shall be designed to allow manual control of the boiler input
demand.
FEED WATER DEMAND
Turbine "aster Control
The 38 demand signal from unit master shall compare to the actual 38 signal and the deviation
signal shall be transmitted to *A= Boad controller. This controller produces the
governor control valve position demand signal.
,uring the unit initial start-up the manual mode (the auto-trac7ing mode) shall be applied followed
by sliding pressure mode until the turbine valve transfer is completed during which the
turbine *A= speed controller shall control the turbine speed the initial bloc7 loading
and the valve transfer. !nd then the turbine load control shall be handed over to the
unit master control and the turbine master shall automatically set on auto mode.
'eyond the sliding pressure regime the main steam pressure is maintained constant and the
machine load shall be controlled by throttling the turbine governor value.
Cnder fi+ed pressure operation the turbine governor control valve controls 38 but when the main
steam pressure controller overseeing the control finds pressure error larger than the
set limit control mode of this valve shall be transferred to the main steam pressure
control to unload the machine as necessary for pressure recovery. The main steam
pressure control shall also be used when the boiler master is on manual mode.
Turbine master control signal shall be transmitted to the digital electro-hydraulic (*A) governor
system.
#uel #low Control
The fuel flow control shall regulate the supply of coal and oil (if load carrying gun is employed) to
the furnace to maintain optimum efficiency at varying load conditions. ,uring
combustion of coal some modulating influence shall be introduced to ta7e account of
responses of mills and boilers clogging of coal and variations in coal properties.
The feed water side of the boiler master cross-limiting circuit shall use two selectors to compare
the feedwater demand ('oiler 3aster) to total fuel flow to the boiler. 4f the fuel flow
increases the ratio control shall increase the feed flow accordingly and vice-versa.
Similarly the firing rate side of the boiler master shall use two cross-limiting selectors6 circuits to
compare the fuel flow demand ('oiler 3aster) to total feed-water flow. 4f the feed flow
increases the ratio control shall increase the fuel flow demand accordingly and vice-
versa
Since the ratio function is incorporated only in the firing rate side of the cross limiter correction
shall be made in the selectors to account for the ratio to 7eep the selectors in balance.
! dead-band shall be introduced in the cross limiters to allow limited e+cursions during
rapid load changes. The cross limiters shall be limited in turn by absolute limits to
circumvent runaway condition of feed-water pumps.
! mill master heavy oil control and light oil control stations shall permit manual operation of the
pulveri;ed coal flow and fuel oil flow respectively.
<or coal burning the summation of total coal flow shall be compared with the fuel flow demand
signal the error signal modulates the output of the coal feeders. The feeder speed
reset signal shall be derived from the differential pressure across the mill.
3eans of correcting control disturbance due to changes in the calorific value of the fuel shall be
provided.
The process of changing of operation from firing light fuel oil to firing heavy fuel oil and from heavy
fuel oil to e+clusive firing of coal at the time of loading up the boiler and the reverse
from e+clusive firing of coal to heavy fuel oil at the time of unloading the boiler
preparatory to shutting down i.e. switching of fuels shall be carried out automatically.
Aowever the mill system start-up " shutdown group se@uence control shall be
manually initiated.
The fuel mi+ing ratio set point station shall be used to obtain the desired proportion of the fuels
used i.e. oil " coal during mi+ed firing operation of the boiler based on @uantities and
calorific values.
&omparison of the signal with total air flow and total fuel flow shall be continuously carried out to
prevent an unsafe (air deficient) condition from arising at any time.
BTU COMPENSATION
signifying that the load increase shall be bloc7ed. Similarly the reverse will occur when
the furnace pressure is already too low.
,irectional bloc7ing shall be e+tended to C&& if air flow is too much or too less compared to the
demand <, vanes are driven to e+treme. <, vane shall not be permitted to be set
on auto mode in case the furnace draft control is on auto mode.
Synchroni;ing circuit between the two fans shall be provided for e@ual or une@ual sharing (by
biasing) with respect to vane position or motor current or air flow etc on each side.
'idder may offer fine tuning facility of e+cess air based on carbon mono+ide in flue gas.
Su!er-heater Steam Tem!erature Control
Superheater Steam Temperature &ontrol shall be capable of dealing with sudden load changes
and other disturbances with a minimum variation in steam temperature which will
also mean a minimum variation in super-heater tube metal temperature and thus the
stress.
The two important temperatures in the boiler are the water wall outlet and the boiler outlet (final)
temperatures. 4f the feed water flow and firing rate stay in balance these temperatures will stay
stable. 4f either temperature moves too far from set point there is a ratio control between the
boiler master and the firing rate master which will change the firing rate only (feed water flow
side stays the same) The typical scheme controls the final temperature and uses water wall
temperature as an override only.
The final temperature can also be controlled using the standard cascaded control scheme with
spray valves. Since there are two methods to control the final temperature in a once through
firing rate or sprays the control determines the most efficient method.
The typical scheme is that when the spray valves are in manual the feed water-firing rate
(<8"<)) ratio is used to correct for final temperature control.
4f the spray valves are in automatic they are the primary control for the final temperature.
Typically another controller is put in the feed-water"firing-rate ratio circuit that loo7s at spray
valve position (or temperature difference across the spray point). The ob5ect is to 7eep the
sprays in operation at low spray flow. 4f the sprays are too low the firing rate will increase which
causes the conventional final temperature control to open the sprays to hold final. 4f the sprays
are to high the opposite will occur.
The <8"<) ratio circuit also has an override from waterwall temperature that will ta7e control
away from the final to hold waterwall temperature. 4f waterwall temperature gets too low the unit
cannot sustain supercritical conditions.
4f the controls are lineari;ed correctly these units can move load @uic7ly and still be stable.
The system shall include those features necessary for safe operating practice and shall provide
stable control during transients conditions.
Such feature as anticipatory control based on state variables shall be applied to the loop in for
anticipatory and immediate action when the boiler load is varied.
The superheat control loop shall also include a techni@ue for @uic7 restoration of temperature by
Hboosting6 the spray flow when load changes have occurred.
The final boiler steam temperature shall be controlled by two independent methods. <irst since
the boiler acts as a heat e+changer the ratio between the heat input (firing rate) and
heat ta7eaway (feed-water flow) shall affect the final temperature. Second spray
water introduced in the super-heater section also impacts the final steam
temperature.
The overall temperature control scheme shall coordinates the two methods as follows (
2) The feed water " firing rate ratio stations shall control the long term final
temperature which in turn shall control inputs to the ratio function between the
boiler and firing rate masters.
-) The spray valves shall control the short term final temperature.
4n this scenario the sprays shall always be available for transient (short term) temperature
control.
Cnder the correct feed-water " firing rate ratio the inter-stage final temperatures shall be
controlled to set-points derived from the boiler load inde+. The final (boiler outlet)
temperature shall be controlled to the boiler design temperature.
'oiler design temperatures shall be controlled using cascaded type control schemes. The
upstream controller P4, shall control the temperature leaving a superheater section
(interstage or boiler outlet) by ad5usting the setpoint of the downstream controller
P4,. The downstream controller shall be controlling the temperature immediately
after the spray that is entering the super-heater section.
The feed-water flow to the firing rate ratio shall also be controlled by a cascaded control
scheme.
The downstream controller shall control the waterwall temperature (separator temperature) and
shall @uic7ly impact the firing rate (and waterwall temperature) since it is ad5usting
the firing rate demand from the 'oiler 3aster to the firing rate master.
The upstream controller shall directly control the spray flow to the superheat sections through
the firing rate.
4f the spray flow is found greater than set-point at a given load and with a final temperature at
set-point the upstream controller shall reduce the set-point for the downstream
controller (water-wall temperature). The resulting reduction in firing rate in turn shall
reduce the final temperature. The sprays shall ad5ust (reduce) to bring the final
temperature bac7 to set-point and in doing so shall also bring the spray flow to set-
point. This loop shall be slow acting and shall be meant to 7eep the sprays in play
so that they can active during boiler load changes.
The spray flow set-point shall be derived from the boiler load inde+ and calculated to be a
percentage of the current boiler load.
8hen the spray control shall be set in manual the feed-water to firing rate ratio shall be
automatically transferred to directly control the final superheat temperature through
firing rate ad5ustments.
Since the downstream P4, controller in this scheme is actually controlling the water-wall
temperature protection can be added to this loop to 7eep the water-wall temperature
within limits.
To improve the performance of the loop the temperature measuring wells shall be designed for
fast response
&eheat Steam tem!erature control
)eheat Steam temperature control shall primarily be done by proportioning gas dampers
through parallel damper biasing system.
)eheat attemperator water shall only function as an emergency measure to bring down hot reheat
temperature. ,uring normal operation there shall not be any reheat spray flow.
Load &unbac0 1ariables
4n case of ma5or plant internal disturbance the unit shall carry on operation at a reduced load level
and the grid fre@uency control system shall be ta7en out of service.
The load shall be reduced by the automatic run-bac7 system which reduces or holds the unit load
according to the capacity of main au+iliary systems.
The failure of any of the following plant systems or plant variable are to be included in the run-
bac7 system(
a) 4. ,. <ans
b) <.,. <ans
c) P.!. <ans
d) !ir preheaters
e) 'oiler circulation water pumps
f) 'oiler <eed 8ater Pumps
g) A.P. <eed Aeaters
h) B.P. <eed Aeaters
i) &ondensate e+traction pumps
5) &oal 3ills
7) &8 Pumps
l) Boad Shedding
Islanded O!eration
4n the case of the load re5ection due to the e+ternal disturbances the unit shall carry on
operation at the minimum boiler load operating the turbine bypass system.
The load shall be reduced to the minimum boiler load by the automatic run-bac7 system. 4tems
not limited to the following shall be ta7en into account to ma7e sure the safe and stable
operation (
a) The @uic7 opening of the AP and BP Turbine 'ypass System.
b) <uel fast cut bac7 maintaining stable flames at the residual burners.
c) Sufficient spray water to the AP and BP bypass system shall be available.
#urnace 2ra)t Control
<urnace pressure control shall generally ad5ust the regulating inlet dampers of 4, fans and the fan
speed to maintain constant negative pressure at the furnace chamber. Speed
ad5ustment will come into picture when the pressure e+cursion will be beyond certain
limit. 'idder can furnish any alternative scheme for his system offered.
!verage <, fan demand through a characteri;er provide the feed forward signal for the 4, <an
inlet dampers. The P4, controller shall compare and maintain the furnace pressure at
the desired set point. The non-linear gain of the controller shall be desensiti;ed near
the set point to avoid minor oscillation.
4t shall be possible for the entire operational process from starting of the draught system at the
time of starting a unit to stopping of the system during shutting down of the unit to be
automatically controlled in accordance with the pressure set for the interior of the
furnace.
! safety override feature shall act as a counter-measures against e+plosions and implosions for
safe operation of boilers. The override shall come into operation on high pressure
deviations to ad5ust the demand signal for the 4, fans. The safety circuit shall @uic7ly
bias the inlet dampers based on air flow when 3<T occurs. The override shall
withdraw itself when the furnace pressure comes within its :orman e+cursions. The
safety system will re@uisition 3<T when predefined limits of pressure are e+ceeded.
4n the event of any limitation occurring in the draught plant capability the draught plant shall
continue to operate under automatic control at or close to the new operational limit
and the unit generation shall be automatically ramped down to match the group or
subgroup constraint in an orderly manner.
The control system and means of measurement shall be designed to enable accurate repeatable
automatic control of combustion to be carried out over the load range from E%. rated
output to boiler 3&).
<orward path steady state and dynamic compensators whose parameters are load dependent
and which account where necessary for the number of draught fans in operation shall
be incorporated in the furnace pressure modulating loop.
,irectional bloc7ing shall be e+tended to C&& if furnace draft is too much or too less compared
to the set value 4, dampers are driven to e+treme.
Synchroni;ing circuit between the two fans shall be provided for e@ual or une@ual sharing (by
biasing) with respect to damper position or motor current etc on each side.
"ill Outlet Tem!erature Control
3ill outlet temperature shall be maintained at set value by varying positions of hot air damper and
cold air damper.
2eaerator and Hot 3ell Level Control
,eaerator level shall be maintained by regulating condensate flow control valve in the main
condensate line to deaerator. This will be E * control consisting of ,eaerator level
<eed-water flow including SA ? )A attemperation flow and condensate flow along with
e+traction steam flow to deaerator and AP heater drain flow to deaerator. Aotwell level
will be maintained by regulating the valves P,3 water ma7e up to hotwellQ and P,ump
to condensate tan7Q.
(alance o) !lant controls
1ther balance of controls not limited to the following shall be provided(
a) AP Aeater level control- normal ? emergency drain
b) BP heaters level controls- normal ? emergency drain
c) =S& level control
d) ,eaerator pegging steam pressure control
e) <lash tan7 level control
Вам также может понравиться
- CFBC BoilerДокумент7 страницCFBC Boilerkaruna346Оценок пока нет
- Front & Rear Wall BoilerДокумент93 страницыFront & Rear Wall BoilerAravazhi Ramasami Thangaraj100% (1)
- Super Critical Boiler TechnologyДокумент22 страницыSuper Critical Boiler TechnologySurendar Perumal100% (1)
- Cold-Start Up of Coal Fired PowerplantsДокумент6 страницCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirОценок пока нет
- MHI Technical Review - Supercritical BoilerДокумент10 страницMHI Technical Review - Supercritical BoilerYou Wei WongОценок пока нет
- Presentation On Heat Rate ImprovementДокумент22 страницыPresentation On Heat Rate ImprovementAbhisheik Malhotra100% (4)
- ASME PTC 4.2 Coal Pulverizers (1997)Документ32 страницыASME PTC 4.2 Coal Pulverizers (1997)NovansyahRiandiОценок пока нет
- Technology BoilerДокумент26 страницTechnology Boilervery sihombing100% (1)
- Thermal Fluid Techniques in Power PlantsДокумент136 страницThermal Fluid Techniques in Power PlantsDiego Martínez FernándezОценок пока нет
- TechnicalDiary500MW SGTPPДокумент254 страницыTechnicalDiary500MW SGTPPJoydev Ganguly100% (2)
- Combustion Optimisation of Blended Coal 27-02-13 PDFДокумент63 страницыCombustion Optimisation of Blended Coal 27-02-13 PDFVudugundla KodandapaniОценок пока нет
- Why Efficiency in Thermal Power Plant Is LowДокумент1 страницаWhy Efficiency in Thermal Power Plant Is LowNallathambiОценок пока нет
- 16.efficiency Management Sytems PresentationsДокумент67 страниц16.efficiency Management Sytems Presentationsrahul100% (1)
- CEA Guidelines For Supercritical Thermal Power Plant (BTG)Документ222 страницыCEA Guidelines For Supercritical Thermal Power Plant (BTG)shanmars007100% (3)
- GS Bindra BHEL Ultra Supercritical Power Plants PDFДокумент46 страницGS Bindra BHEL Ultra Supercritical Power Plants PDFBKumrОценок пока нет
- PG Tests - Turbine Condensers, Heaters, Cooling Towers, Isolation TestsДокумент123 страницыPG Tests - Turbine Condensers, Heaters, Cooling Towers, Isolation TestsK R Kumar RanjanОценок пока нет
- TG Ele Hydro Oil PumpДокумент8 страницTG Ele Hydro Oil PumpsambhuОценок пока нет
- Turbine Generator Operation ManualДокумент273 страницыTurbine Generator Operation ManualRizqi Priatna100% (1)
- Practical Boiler Operation Engineering (Amiya Ranjan Mallick) (Z-Library)Документ618 страницPractical Boiler Operation Engineering (Amiya Ranjan Mallick) (Z-Library)Tùng Lâm PhạmОценок пока нет
- Coal-Fired Power Plant Heat Rate Improvement Options, Part 1Документ13 страницCoal-Fired Power Plant Heat Rate Improvement Options, Part 1Ravi SatyapalОценок пока нет
- CEP SamalkotДокумент96 страницCEP SamalkotkukugargОценок пока нет
- Combined CycleДокумент34 страницыCombined Cycleatulsemilo100% (2)
- Boiler Snapshots Gyanendra Sharma NPTI DelhiДокумент210 страницBoiler Snapshots Gyanendra Sharma NPTI DelhiNPTI100% (1)
- Steam Turbine SimulatorДокумент4 страницыSteam Turbine SimulatorvasavakurupОценок пока нет
- Coal Fired Boiler - PrincipalsДокумент145 страницCoal Fired Boiler - PrincipalsArfan AnwarОценок пока нет
- Power Plant - 180 - 09 - JSW - Energy - Ratnagiri - 0Документ37 страницPower Plant - 180 - 09 - JSW - Energy - Ratnagiri - 0singhishpal24374Оценок пока нет
- CEP - SavingДокумент6 страницCEP - SavingManoj UpadhyayОценок пока нет
- 16procedure of Boiler Steam Blowing OK (Only Oil) PASSEDДокумент65 страниц16procedure of Boiler Steam Blowing OK (Only Oil) PASSEDfirmanallisanОценок пока нет
- Energy Audit Methodology For For Turbine Cycle: S.V.Malpe Dy - Director NPTI, NagpurДокумент34 страницыEnergy Audit Methodology For For Turbine Cycle: S.V.Malpe Dy - Director NPTI, Nagpurs anil kumar tatithuri100% (2)
- 190 TPH Start Up ProcedureДокумент19 страниц190 TPH Start Up ProcedurepothanОценок пока нет
- Jinnan Boilers ManualДокумент282 страницыJinnan Boilers ManualMuhummad Tanzeel RanaОценок пока нет
- Steam Turbine Stop Valve TestingДокумент22 страницыSteam Turbine Stop Valve TestingAbdulyunus Amir100% (3)
- Heat Rate Power PlantДокумент101 страницаHeat Rate Power Plantamronkpjb100% (1)
- CFB PresentationДокумент48 страницCFB PresentationSam100% (3)
- Boiler Tube MaterialsДокумент12 страницBoiler Tube MaterialsSnehashis MaityОценок пока нет
- Power Plant Emergency Operation InstructionДокумент2 страницыPower Plant Emergency Operation Instructionvyrman1208Оценок пока нет
- Research in Varying Burner Tilt Angle To Reduce Rear Pass Temperature in Coal Fired BoilerДокумент9 страницResearch in Varying Burner Tilt Angle To Reduce Rear Pass Temperature in Coal Fired BoilerraitoОценок пока нет
- 660 MW Sipat BoilerДокумент88 страниц660 MW Sipat BoilerNavneet SinghОценок пока нет
- Productivity ImprovementДокумент262 страницыProductivity ImprovementOwais MalikОценок пока нет
- Coal Properties and Effect On Combustion PDFДокумент25 страницCoal Properties and Effect On Combustion PDFMuhammad ArshadОценок пока нет
- Fluidized Combustion PDFДокумент72 страницыFluidized Combustion PDFSuriyan ArifОценок пока нет
- Steam Turbines and GeneratorsДокумент18 страницSteam Turbines and GeneratorsTuấn Kiệt Nguyễn100% (1)
- SuperCritical Boiler-1Документ45 страницSuperCritical Boiler-1api-19986783100% (2)
- Steam Turbine Start UpДокумент84 страницыSteam Turbine Start UpEdward Effendy SitompulОценок пока нет
- Coal Fired Power Plant Heat Rate ReductionДокумент48 страницCoal Fired Power Plant Heat Rate Reductionraharjoitb0% (1)
- Heat Rate Improvement Reference ManualДокумент301 страницаHeat Rate Improvement Reference ManualAnonymous a19X9GHZОценок пока нет
- Boiler & Auxiliaries Maintenance Manuall Qn1 Sec G 04 TP 009Документ276 страницBoiler & Auxiliaries Maintenance Manuall Qn1 Sec G 04 TP 009Bui Vanluong100% (1)
- 07 - Combustion - Optimisation PDFДокумент90 страниц07 - Combustion - Optimisation PDFLakshmi NarayanОценок пока нет
- Final PPT NTPC Dadri by VikasДокумент50 страницFinal PPT NTPC Dadri by VikasTushar PandeyОценок пока нет
- Drum Level Pressure Compensation System Gyanendra Sharma Npti DelhiДокумент36 страницDrum Level Pressure Compensation System Gyanendra Sharma Npti DelhiNPTI100% (1)
- 1 212 AirPreheater Ljungstrom-DetailsДокумент14 страниц1 212 AirPreheater Ljungstrom-DetailsAmit Prajapati100% (2)
- Supercritical Coal Fired Power PlantДокумент5 страницSupercritical Coal Fired Power Plantazian julianaОценок пока нет
- Supercritical Coal-Fired P..Документ7 страницSupercritical Coal-Fired P..samrahmanОценок пока нет
- Supercritical Turbine Analysis & DesignДокумент29 страницSupercritical Turbine Analysis & DesignEngr Imtiaz Hussain GilaniОценок пока нет
- Ormat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Документ5 страницOrmat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Anonymous Cxriyx9HIX100% (1)
- Organic Rankine Cycle Power PlantДокумент6 страницOrganic Rankine Cycle Power PlantPower PowerОценок пока нет
- C9 Part3 V2Документ33 страницыC9 Part3 V2Emin ÇelikОценок пока нет
- Super Critical Coal-Fired Power PlantДокумент8 страницSuper Critical Coal-Fired Power Plantpartha das sharma100% (2)
- Co-Generation in Textile Industries: Sandeep KumarДокумент4 страницыCo-Generation in Textile Industries: Sandeep KumartheijesОценок пока нет
- Literature Review On Cement Industry WHRДокумент24 страницыLiterature Review On Cement Industry WHRnihal attarОценок пока нет
- 101.F.0 - CT Basin & CW ChannelДокумент11 страниц101.F.0 - CT Basin & CW Channelmkchy12Оценок пока нет
- Presentation of h2 Generation PlantДокумент41 страницаPresentation of h2 Generation Plantmkchy12100% (1)
- Pump SelectionДокумент28 страницPump Selectionmkchy12Оценок пока нет
- LDO System CalculationДокумент4 страницыLDO System Calculationmkchy12Оценок пока нет
- Thermal InsulationДокумент27 страницThermal Insulationmkchy12Оценок пока нет
- 1.00.00 Pump Shaft Input Power Calculation As Per Is-1710Документ3 страницы1.00.00 Pump Shaft Input Power Calculation As Per Is-1710mkchy12Оценок пока нет
- Stoichiometric Calc VisaДокумент4 страницыStoichiometric Calc Visamkchy12Оценок пока нет
- BOQ ValveДокумент2 страницыBOQ Valvemkchy12Оценок пока нет
- Schematic For Potable Water SystemДокумент17 страницSchematic For Potable Water Systemmkchy12Оценок пока нет
- 015.B.0 - Blow Down Quench Water CalculationДокумент2 страницы015.B.0 - Blow Down Quench Water Calculationmkchy12Оценок пока нет
- Draft SystemДокумент5 страницDraft Systemmkchy12Оценок пока нет
- Motor KW, EFF & PFДокумент1 страницаMotor KW, EFF & PFmkchy12Оценок пока нет
- 103.C.0 - Dyke Wall Calculation For FO SystemДокумент2 страницы103.C.0 - Dyke Wall Calculation For FO Systemmkchy12100% (1)
- Pressure Vessel THCK CalcДокумент8 страницPressure Vessel THCK Calcmkchy12100% (1)
- Underground Pipe THK CalДокумент12 страницUnderground Pipe THK Calmkchy12100% (3)
- 600 MW Plant Equipment DescriptionДокумент2 страницы600 MW Plant Equipment Descriptionmkchy12Оценок пока нет
- Valve ListДокумент2 страницыValve Listmkchy12Оценок пока нет
- Plumbing CalculationДокумент12 страницPlumbing Calculationmkchy12100% (9)
- Schematic For Potable Water SystemДокумент17 страницSchematic For Potable Water Systemmkchy12Оценок пока нет
- 105.a.0 - RO-DM Plant Chain Sizing CalcДокумент7 страниц105.a.0 - RO-DM Plant Chain Sizing Calcmkchy12Оценок пока нет
- 103.a.0 Oil ConsumptionДокумент1 страница103.a.0 Oil Consumptionmkchy12Оценок пока нет
- 103.B.0 - FO Pump Head CalculationДокумент9 страниц103.B.0 - FO Pump Head Calculationmkchy12Оценок пока нет
- LDO System CalculationДокумент4 страницыLDO System Calculationmkchy12Оценок пока нет
- Conveyor Design-DraftДокумент42 страницыConveyor Design-Draftmkchy1295% (21)
- Strainer Pressure DropДокумент26 страницStrainer Pressure Dropmkchy1260% (5)
- Natural Gas Density & Sp. Volume CalculationДокумент6 страницNatural Gas Density & Sp. Volume Calculationmkchy12100% (1)
- Cellular GlassДокумент8 страницCellular GlassvishalsatheОценок пока нет
- One-Dimensional Compressible Flow in Variable AreaДокумент6 страницOne-Dimensional Compressible Flow in Variable AreaswatiОценок пока нет
- Lactic Acid Production From Glycerol Using CaO As Solid Base CatalystДокумент8 страницLactic Acid Production From Glycerol Using CaO As Solid Base CatalystlarguedasОценок пока нет
- Azaizia 2017Документ9 страницAzaizia 2017Yared AssefaОценок пока нет
- Supplement 10 TS Calibration ECSPP ECBSДокумент16 страницSupplement 10 TS Calibration ECSPP ECBSKingston Rivington100% (1)
- Viton A331CДокумент8 страницViton A331CrainerОценок пока нет
- ME8792 - Notes by EasyEngineering - Net 1Документ127 страницME8792 - Notes by EasyEngineering - Net 1Akash smartОценок пока нет
- Homemade FoundryДокумент9 страницHomemade FoundryHerman HeseОценок пока нет
- Assignment 1Документ2 страницыAssignment 1Sakshi Gupta0% (1)
- JessintaДокумент19 страницJessintaAgbara RichardОценок пока нет
- 11.4 Dyeing of Cotton With Azoic DyesДокумент13 страниц11.4 Dyeing of Cotton With Azoic DyesPraveen NagarajanОценок пока нет
- Textile PrintingДокумент32 страницыTextile PrintingParthasarathi Jena100% (5)
- 11 6 Combined Gas Law 4th EdДокумент11 страниц11 6 Combined Gas Law 4th Edapi-267245178Оценок пока нет
- Carbohydrates StainsДокумент25 страницCarbohydrates StainsIceMarie AgabasОценок пока нет
- Laboratory SafetyДокумент3 страницыLaboratory SafetyMaqbool AhmadОценок пока нет
- Drop Test TitrationДокумент2 страницыDrop Test TitrationHadid SukmanaОценок пока нет
- Ak 174 Photoetch Burnishing PDFДокумент1 страницаAk 174 Photoetch Burnishing PDFLea LeaОценок пока нет
- Laboratory Study On Nano Clay Modified Asphalt PavementДокумент17 страницLaboratory Study On Nano Clay Modified Asphalt PavementAli YousefОценок пока нет
- Welcome To Amrita Academic Management Suite Home - .Документ5 страницWelcome To Amrita Academic Management Suite Home - .HARSHAVARDHAN MADISHETTIОценок пока нет
- VSI Week8 Lecture8 InstAnal 4th Stage Theory 2022Документ30 страницVSI Week8 Lecture8 InstAnal 4th Stage Theory 2022Sozdar ArgoshiОценок пока нет
- MC 2 Notes (Midterm)Документ4 страницыMC 2 Notes (Midterm)Francine Dominique CollantesОценок пока нет
- ANSI B31 Untuk PipingДокумент4 страницыANSI B31 Untuk PipingAdaya Muminah AljabarОценок пока нет
- 11 Fibre Ropes PDFДокумент12 страниц11 Fibre Ropes PDFThomas KamongОценок пока нет
- Materi Aplikasi Reaksi RedoksДокумент28 страницMateri Aplikasi Reaksi Redokszaharo putriОценок пока нет
- Is-210 - Grey Iron CastingДокумент12 страницIs-210 - Grey Iron CastingManoj SethiОценок пока нет
- Com-Data BB en PDFДокумент48 страницCom-Data BB en PDFAristides AnselmoОценок пока нет
- Material PropertiesДокумент42 страницыMaterial PropertiesDr_M_Soliman100% (2)
- 2-Heptanol MSDS: Section 1: Chemical Product and Company IdentificationДокумент5 страниц2-Heptanol MSDS: Section 1: Chemical Product and Company Identificationa d e eОценок пока нет
- Biochemistry Laboratory Activity No. 8: University of Perpetual Help System DALTA College of Medical TechnologyДокумент6 страницBiochemistry Laboratory Activity No. 8: University of Perpetual Help System DALTA College of Medical TechnologyKristine Joy Abellar ResuentoОценок пока нет
- Design and Construction of A SerpentineДокумент8 страницDesign and Construction of A SerpentineToti RamosОценок пока нет