Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- KPI and Supplier Performance Scorecard ToolДокумент7 страницKPI and Supplier Performance Scorecard ToolJayant Kumar JhaОценок пока нет
- 5 (Jeremy Stranks) Health and Safety Pocket BookДокумент10 страниц5 (Jeremy Stranks) Health and Safety Pocket BookTuralОценок пока нет
- Theoretical Framework for Measuring Job Satisfaction (SampleДокумент4 страницыTheoretical Framework for Measuring Job Satisfaction (SampleJoseEdgarNolascoLucesОценок пока нет
- Fundamentals of Plant BreedingДокумент190 страницFundamentals of Plant BreedingDave SubiyantoОценок пока нет
- Project Report On Biodegradable Plates, Glasses, Food Container, Spoon Etc.Документ6 страницProject Report On Biodegradable Plates, Glasses, Food Container, Spoon Etc.EIRI Board of Consultants and Publishers0% (1)
- Penicillin G Benzathine-Drug StudyДокумент2 страницыPenicillin G Benzathine-Drug StudyDaisy Palisoc50% (4)
- Summative Test in Respiratory SystemДокумент2 страницыSummative Test in Respiratory SystemEden Manlosa100% (4)
- Secondary Wastewater TreatmentДокумент1 страницаSecondary Wastewater TreatmentMuhamad Abid Abdul RazakОценок пока нет
- Hazimah Binti Abdul Razak 2011809486 EH 222 8B 1. Gasification (Gas Cleaning System)Документ2 страницыHazimah Binti Abdul Razak 2011809486 EH 222 8B 1. Gasification (Gas Cleaning System)Muhamad Abid Abdul RazakОценок пока нет
- Production and Assay of Amylase by Bacillus SubtilisДокумент1 страницаProduction and Assay of Amylase by Bacillus SubtilisMuhamad Abid Abdul RazakОценок пока нет
- Application LetterДокумент1 страницаApplication LetterMymy RaraОценок пока нет
- Industrial Training Report CHE 690Документ2 страницыIndustrial Training Report CHE 690Muhamad Abid Abdul RazakОценок пока нет
- Database Passing Over Mac-July 2014Документ3 страницыDatabase Passing Over Mac-July 2014Muhamad Abid Abdul RazakОценок пока нет
- Yong Wei ZhenДокумент24 страницыYong Wei ZhenMuhamad Abid Abdul RazakОценок пока нет
- 10 Steps On How To Find KHUSUДокумент1 страница10 Steps On How To Find KHUSUMuhamad Abid Abdul RazakОценок пока нет
- Industrial Training Report CHE 690Документ2 страницыIndustrial Training Report CHE 690Muhamad Abid Abdul RazakОценок пока нет
- MabДокумент22 страницыMabMuhamad Abid Abdul RazakОценок пока нет
- Production and Assay of Amylase by Bacillus SubtilisДокумент1 страницаProduction and Assay of Amylase by Bacillus SubtilisMuhamad Abid Abdul RazakОценок пока нет
- Production and Assay of Amylase by Bacillus SubtilisДокумент1 страницаProduction and Assay of Amylase by Bacillus SubtilisMuhamad Abid Abdul RazakОценок пока нет
- Lecture4 TorsionДокумент52 страницыLecture4 TorsionMuhamad Abid Abdul RazakОценок пока нет
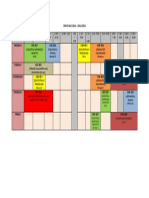
- EH2225B Monday CBE 667 CHE 641 CBE 653 CBE 654: SEM 6 MAC 2014 / JULAI 2014Документ1 страницаEH2225B Monday CBE 667 CHE 641 CBE 653 CBE 654: SEM 6 MAC 2014 / JULAI 2014Muhamad Abid Abdul RazakОценок пока нет
- Application LetterДокумент1 страницаApplication LetterMuhamad Abid Abdul RazakОценок пока нет
- Cover LetterДокумент1 страницаCover LetterScore1234Оценок пока нет
- Adsorption 1Документ12 страницAdsorption 1Muhamad Abid Abdul RazakОценок пока нет
- Hanim DegreeДокумент3 страницыHanim DegreeMuhamad Abid Abdul RazakОценок пока нет
- Chapter1 2Документ12 страницChapter1 2Muhamad Abid Abdul RazakОценок пока нет
- 1 Introduction To Hazard and RiskДокумент59 страниц1 Introduction To Hazard and RiskMuhamad Abid Abdul RazakОценок пока нет
- MembraneДокумент20 страницMembraneIwe D'luffy100% (3)
- 1 Introduction To Hazard and RiskДокумент59 страниц1 Introduction To Hazard and RiskMuhamad Abid Abdul RazakОценок пока нет
- MembraneДокумент20 страницMembraneIwe D'luffy100% (3)
- MembraneДокумент20 страницMembraneIwe D'luffy100% (3)
- MembraneДокумент20 страницMembraneIwe D'luffy100% (3)
- Hello WorldДокумент1 страницаHello WorldMuhamad Abid Abdul RazakОценок пока нет
- MembraneДокумент20 страницMembraneIwe D'luffy100% (3)
- E1Документ8 страницE1RevaОценок пока нет
- Hello WorldДокумент1 страницаHello WorldMuhamad Abid Abdul RazakОценок пока нет
- 2018 Nutrition Month ReportДокумент1 страница2018 Nutrition Month ReportAnn RuizОценок пока нет
- Bhima Devi Poudel Adhikari Year 2 Assignment 1 - 220179000Документ10 страницBhima Devi Poudel Adhikari Year 2 Assignment 1 - 220179000api-525310113Оценок пока нет
- Knorr FinalДокумент25 страницKnorr Finalimbree100% (3)
- Weld Procedure Specification (WPS) : Joint Design Welding SequenceДокумент1 страницаWeld Procedure Specification (WPS) : Joint Design Welding SequenceRicardo SoaresОценок пока нет
- 6th Class EM All LessonsДокумент33 страницы6th Class EM All LessonsSathish PurushothamОценок пока нет
- Prevention of Surgical Site Infections: Pola Brenner, Patricio NercellesДокумент10 страницPrevention of Surgical Site Infections: Pola Brenner, Patricio NercellesAmeng GosimОценок пока нет
- Annotated Bibliography Graphic OrganizerДокумент4 страницыAnnotated Bibliography Graphic Organizerapi-348035481Оценок пока нет
- Thalassemia WikiДокумент12 страницThalassemia Wikiholy_miracleОценок пока нет
- AMGG-S - 1 - Environmental Safeguard Monitoring - 25.03.2021Документ48 страницAMGG-S - 1 - Environmental Safeguard Monitoring - 25.03.2021Mahidul Islam RatulОценок пока нет
- Un Primer Acercamiento A La Escritura Científica: OPI LabДокумент66 страницUn Primer Acercamiento A La Escritura Científica: OPI LabLolaОценок пока нет
- Ethics and Disasters: Patricia Reynolds Director, Bishopric Medical Library Sarasota Memorial Hospital Sarasota, FLДокумент61 страницаEthics and Disasters: Patricia Reynolds Director, Bishopric Medical Library Sarasota Memorial Hospital Sarasota, FLChandra Prakash JainОценок пока нет
- Barangay Ordinance Vaw 2018Документ7 страницBarangay Ordinance Vaw 2018barangay artacho1964 bautista100% (3)
- Plant and Animal Cells Crossword Puzzle: FreebieДокумент5 страницPlant and Animal Cells Crossword Puzzle: FreebieAref DahabrahОценок пока нет
- Aripiprazole medication guideДокумент3 страницыAripiprazole medication guidemissayayaya100% (1)
- Test Procedure (HTC)Документ1 страницаTest Procedure (HTC)raja qammarОценок пока нет
- Bio23 LindenДокумент34 страницыBio23 LindenDjamal ToeОценок пока нет
- Cobb 500 PDFДокумент14 страницCobb 500 PDFNeil Ryan100% (1)
- Adrv9008 1Документ68 страницAdrv9008 1doubleОценок пока нет
- As en 540-2002 Clinical Investigation of Medical Devices For Human SubjectsДокумент8 страницAs en 540-2002 Clinical Investigation of Medical Devices For Human SubjectsSAI Global - APACОценок пока нет
- Islamic Personal Law Course OutlineДокумент27 страницIslamic Personal Law Course OutlineBilal MalikОценок пока нет
- Comparison of Infrastructure in Punjab and Andhra PradeshДокумент7 страницComparison of Infrastructure in Punjab and Andhra PradeshDivyam GXОценок пока нет
- Worksheet - Solubility - Water As A SolventДокумент2 страницыWorksheet - Solubility - Water As A Solventben4657Оценок пока нет
- Q A With Jaquelyn BurrerДокумент3 страницыQ A With Jaquelyn Burrerapi-480718823Оценок пока нет