Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Owner's Manual: Keep This Manual For Future ReferenceДокумент71 страницаOwner's Manual: Keep This Manual For Future ReferencedgtdejanОценок пока нет
- 11apl PDFДокумент3 страницы11apl PDFdgtdejanОценок пока нет
- NemaSkola ReportДокумент44 страницыNemaSkola ReportdgtdejanОценок пока нет
- 1 Singh Pooja Thesis PDFДокумент83 страницы1 Singh Pooja Thesis PDFdgtdejanОценок пока нет
- Classroom Acoustics Report Printed VersionДокумент44 страницыClassroom Acoustics Report Printed VersiondgtdejanОценок пока нет
- Audiolab Mdac HFCДокумент3 страницыAudiolab Mdac HFCdgtdejanОценок пока нет
- HosidenДокумент40 страницHosidendgtdejanОценок пока нет
- Telfor2013 General Information Presentation InstructionsДокумент2 страницыTelfor2013 General Information Presentation InstructionsdgtdejanОценок пока нет
- G.sakota - Taktons 2013Документ1 страницаG.sakota - Taktons 2013dgtdejanОценок пока нет
- ATSL Brochure (201310)Документ30 страницATSL Brochure (201310)dgtdejanОценок пока нет
- Noise Barrier Test Reports Section1Документ14 страницNoise Barrier Test Reports Section1dgtdejanОценок пока нет
- 8411336984145Документ11 страниц8411336984145dgtdejanОценок пока нет
- Theory of The Muon Neutrino VelocityДокумент6 страницTheory of The Muon Neutrino VelocitydgtdejanОценок пока нет
- 10 1 1 34 1256Документ3 страницы10 1 1 34 1256dgtdejanОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Carmina Burana MarkingsДокумент2 страницыCarmina Burana MarkingsDerek TamОценок пока нет
- Assignment On Marketing Management Zee Telefilms Ltd. Breaking The JinxДокумент5 страницAssignment On Marketing Management Zee Telefilms Ltd. Breaking The JinxRahul KamathОценок пока нет
- We Wanna See Jesus Lifted High PDFДокумент2 страницыWe Wanna See Jesus Lifted High PDFISABELLEОценок пока нет
- Branch Wise Store / Mess Incharges Data (26.12.2014) : S.No Branch Name Id Number Store I/C MobileДокумент6 страницBranch Wise Store / Mess Incharges Data (26.12.2014) : S.No Branch Name Id Number Store I/C MobilemallikarjunОценок пока нет
- Aui/10Base-Fl: Compliance InformationДокумент4 страницыAui/10Base-Fl: Compliance InformationjoaquicОценок пока нет
- Wildlife Vaasa Festival - BOOK of ENTRIES 2010Документ186 страницWildlife Vaasa Festival - BOOK of ENTRIES 2010Wildlife Vaasa Festival / Ilias MissyrisОценок пока нет
- Basics of Music Theory Cheat SheetДокумент2 страницыBasics of Music Theory Cheat SheetMulama Anjopetcilia FepuleaiОценок пока нет
- Jaynz - Jaynz' Ships of Star Fleet 5Документ36 страницJaynz - Jaynz' Ships of Star Fleet 5Anonymous utXYfMAX80% (5)
- DAVIES, Paul Edmund - Breathing and Phrasing ExercisesДокумент6 страницDAVIES, Paul Edmund - Breathing and Phrasing ExercisesANDRE SINICO100% (1)
- The Shocker: Brad P. PresentsДокумент36 страницThe Shocker: Brad P. Presentswaynepeterson100Оценок пока нет
- 2L2TB / 2.7 M: 2G4WHF-01AДокумент2 страницы2L2TB / 2.7 M: 2G4WHF-01ALu Chen0% (1)
- TCP Over GPRS VodafoneДокумент5 страницTCP Over GPRS VodafoneJames McElvannaОценок пока нет
- Early Life: Suchitra MitraДокумент2 страницыEarly Life: Suchitra MitraNilãshis ÐuttåОценок пока нет
- Phases 3 2nd Ed Tests Answer Key - FinalДокумент4 страницыPhases 3 2nd Ed Tests Answer Key - FinalMaria Paula100% (1)
- PantominaДокумент3 страницыPantominaLevhie Ceasar Raro Ragas Jr.0% (1)
- Chapter Five - Rhythm: Short TOC Long TOC Help IndexesДокумент31 страницаChapter Five - Rhythm: Short TOC Long TOC Help IndexesTTCYoga BatchОценок пока нет
- CLEAUN X OG Maco First Half Album To Be ReleasedДокумент2 страницыCLEAUN X OG Maco First Half Album To Be ReleasedPR.comОценок пока нет
- Abcdef: Meridian Gyrocompass System ManualДокумент82 страницыAbcdef: Meridian Gyrocompass System ManualMorseunited100% (5)
- Fanbeam 4.2 Manual Issue 09Документ92 страницыFanbeam 4.2 Manual Issue 09Mohamad HapizОценок пока нет
- Fix Abis Vs Flex AbisДокумент23 страницыFix Abis Vs Flex AbisJimoh Yunus100% (1)
- Arranging For The Small Jazz Ensemble PDFДокумент452 страницыArranging For The Small Jazz Ensemble PDFMauricio Cardenas90% (20)
- Dharma ProductionДокумент2 страницыDharma ProductionDhiraj BhansaliОценок пока нет
- Sil 00 028 040Документ164 страницыSil 00 028 040Angel PalaciosОценок пока нет
- 365 Days of PoetryДокумент175 страниц365 Days of PoetryAnsel CarrОценок пока нет
- Investigacion3 1-Lema Richard 4319Документ15 страницInvestigacion3 1-Lema Richard 4319Joel Lema ChulliОценок пока нет
- Kiss-Of-Death Darling in The FranxxДокумент4 страницыKiss-Of-Death Darling in The FranxxFajar KyОценок пока нет
- Router Template Set For Floyd Rose TremoloДокумент1 страницаRouter Template Set For Floyd Rose Tremoloaxman40Оценок пока нет
- IB Music Theory IA - Exploring Music in ContextДокумент7 страницIB Music Theory IA - Exploring Music in ContextLibby EichornОценок пока нет
- Sea Me WeДокумент3 страницыSea Me WeM Zeeshan AnjumОценок пока нет
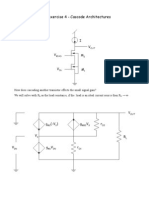
- Class Exc 5 - Cascode ArchitecturesДокумент12 страницClass Exc 5 - Cascode Architecturesneethusebastian1989Оценок пока нет