Вам также может понравиться
- Tabla A 110 Asme V 1Документ1 страницаTabla A 110 Asme V 1Anonymous t0r2yT4Оценок пока нет
- Ensayos No DestructivosДокумент57 страницEnsayos No DestructivosAnonymous t0r2yT4Оценок пока нет
- Ensayos NDT Spa Matriz FodaДокумент6 страницEnsayos NDT Spa Matriz FodaAnonymous t0r2yT4Оценок пока нет
- Informe de Inspeccion Visual Preparacion UTTTДокумент4 страницыInforme de Inspeccion Visual Preparacion UTTTAnonymous t0r2yT4Оценок пока нет
- Analisis en Solidworks Diente de Pala 85sv2chdДокумент7 страницAnalisis en Solidworks Diente de Pala 85sv2chdAnonymous t0r2yT4Оценок пока нет
- Eje DosДокумент106 страницEje DosAnonymous t0r2yT4Оценок пока нет
- Autocad y Solidworks LinkbucksДокумент3 страницыAutocad y Solidworks LinkbucksAnonymous t0r2yT4Оценок пока нет
- OC461 Certificado HerramientasДокумент1 страницаOC461 Certificado HerramientasAnonymous t0r2yT4Оценок пока нет
- D-004 Procedimiento para La Identificacion y Evaluacion de Aspectos e Impactos AmbientalesДокумент8 страницD-004 Procedimiento para La Identificacion y Evaluacion de Aspectos e Impactos Ambientalescrsitian fabian ibañez ochoaОценок пока нет
- Danfoss Automatización IndustrialДокумент166 страницDanfoss Automatización IndustrialMiguel FonsecaОценок пока нет
- Pep2 Elec Mag 1s 2018Документ6 страницPep2 Elec Mag 1s 2018ricardoОценок пока нет
- Quimica Pre Grupo A y BДокумент3 страницыQuimica Pre Grupo A y Bchristian mirandaОценок пока нет
- Word de KokiДокумент4 страницыWord de Kokijuan. joel ventura villanuevaОценок пока нет
- Rubrica 2.1.1 Mantenimiento en Sistemas de LubricacionДокумент27 страницRubrica 2.1.1 Mantenimiento en Sistemas de LubricacionGael Gómez100% (1)
- Pruebas No Destructivas para El Concreto EndurecidoДокумент29 страницPruebas No Destructivas para El Concreto EndurecidoRicardoRuelasAndrade'0% (1)
- Movimiento Armónico SimpleДокумент38 страницMovimiento Armónico SimpleFernando QCОценок пока нет
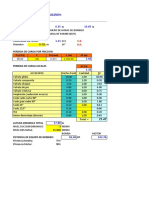
- Calculo de Linea de ImpulsionДокумент3 страницыCalculo de Linea de ImpulsionjulioОценок пока нет
- Introduccion A La Electricidad de La MotocicletaДокумент6 страницIntroduccion A La Electricidad de La MotocicletaZafire PY100% (1)
- TR1 - Soldadura de MantenimientoДокумент4 страницыTR1 - Soldadura de MantenimientoBruno Cruz67% (3)
- Cummins Cud150Документ3 страницыCummins Cud150Diego Aranda ArceОценок пока нет
- 10s Temp Prop Termicas Flujo Calor jh15 PDFДокумент134 страницы10s Temp Prop Termicas Flujo Calor jh15 PDFangelicasofia2106Оценок пока нет
- Refrigeracion & CongelacionДокумент16 страницRefrigeracion & CongelacionYared Martinez93% (29)
- Llantas Radiales PDFДокумент74 страницыLlantas Radiales PDFSERGIO OCHOAОценок пока нет
- Análisis de Segunda Ley de La Termodinámica para Un Volumen de ControlДокумент4 страницыAnálisis de Segunda Ley de La Termodinámica para Un Volumen de ControlMiguel RondónОценок пока нет
- CHIMALTENANGOДокумент7 страницCHIMALTENANGOFrancisco MejiaОценок пока нет
- CONTRAINCENDIOДокумент9 страницCONTRAINCENDIORicardo David Sosa HernandezОценок пока нет
- Arranque y Control de Velocidad de Los Motores de InduccionДокумент8 страницArranque y Control de Velocidad de Los Motores de InduccionMartínez MartinezОценок пока нет
- Manual de Operacion Terex RT780 PDFДокумент260 страницManual de Operacion Terex RT780 PDFDaniel Castillo Peña90% (10)
- Situacion ProblemaДокумент6 страницSituacion ProblemaOi JoshuaОценок пока нет
- Norma A.010Документ15 страницNorma A.010solfernadezhidalgoОценок пока нет
- Examen Inducción GidemaДокумент2 страницыExamen Inducción GidemaJhim Paul Principe NavaroОценок пока нет
- OU3022C00KДокумент1 страницаOU3022C00KFany RsОценок пока нет
- Sagelux Tarifa Técnica 2018Документ52 страницыSagelux Tarifa Técnica 2018VEMATELОценок пока нет
- Costos de Produccion de SoyaДокумент7 страницCostos de Produccion de SoyaTyrone Alexis Rosero50% (4)
- Certificado #1: Rovella Carranza S.A. - CN Sapag S.A.C.C.F.I.I.E - Ute Certificado A SubcontratistasДокумент1 страницаCertificado #1: Rovella Carranza S.A. - CN Sapag S.A.C.C.F.I.I.E - Ute Certificado A SubcontratistasVirginia ContrerasОценок пока нет
- Tratamiento Termico Del AceroДокумент4 страницыTratamiento Termico Del Aceromalemar92100% (2)
- Reporte Diario GDCN 15.11.2022Документ1 страницаReporte Diario GDCN 15.11.2022Franco Camacho Canchari100% (1)
- FE 900 ES InternetДокумент36 страницFE 900 ES Internetxema90100% (1)