Вам также может понравиться
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- NPTEL Web Course On Complex Analysis: A. SwaminathanДокумент16 страницNPTEL Web Course On Complex Analysis: A. SwaminathanAditya KoutharapuОценок пока нет
- NPTEL Web Course On Complex Analysis: A. SwaminathanДокумент14 страницNPTEL Web Course On Complex Analysis: A. SwaminathanAditya KoutharapuОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Lecture3 PDFДокумент36 страницLecture3 PDFKiransinh D RathodОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Lecture 4Документ19 страницLecture 4Aditya KoutharapuОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- MTPSPДокумент16 страницMTPSPPranav SinghОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- NPTEL Web Course On Complex Analysis: A. SwaminathanДокумент22 страницыNPTEL Web Course On Complex Analysis: A. SwaminathanAditya KoutharapuОценок пока нет
- NPTEL Web Course On Complex Analysis: A. SwaminathanДокумент27 страницNPTEL Web Course On Complex Analysis: A. SwaminathanAditya KoutharapuОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- NPTEL Complex Analysis Course on Conformal Mapping Special TransformationsДокумент15 страницNPTEL Complex Analysis Course on Conformal Mapping Special TransformationsAKHILA PEESARAОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- NPTEL Web Course On Complex Analysis: A. SwaminathanДокумент21 страницаNPTEL Web Course On Complex Analysis: A. SwaminathanAditya KoutharapuОценок пока нет
- This Year, On Jerusalem - The HinduДокумент4 страницыThis Year, On Jerusalem - The HinduAditya KoutharapuОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Measured Leap - On Planetary System - The HinduДокумент2 страницыA Measured Leap - On Planetary System - The HinduAditya KoutharapuОценок пока нет
- What Are Asteroids and How Are They Grouped - The HinduДокумент4 страницыWhat Are Asteroids and How Are They Grouped - The HinduAditya KoutharapuОценок пока нет
- Why Is Wassenaar Arrangement Important To India - The HinduДокумент4 страницыWhy Is Wassenaar Arrangement Important To India - The HinduAditya KoutharapuОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- What Are Bosons and How Did They Get Their Name - The HinduДокумент2 страницыWhat Are Bosons and How Did They Get Their Name - The HinduAditya KoutharapuОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- What Is The Lowdown On Re-Curving Cyclones - The HinduДокумент2 страницыWhat Is The Lowdown On Re-Curving Cyclones - The HinduAditya KoutharapuОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- UIDAI Temporarily Suspends Airtel, Airtel Payments Bank's EKYC Licence - The HinduДокумент3 страницыUIDAI Temporarily Suspends Airtel, Airtel Payments Bank's EKYC Licence - The HinduAditya KoutharapuОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Wait and Watch - On U.SДокумент2 страницыWait and Watch - On U.SAditya KoutharapuОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The French Connections - The HinduДокумент6 страницThe French Connections - The HinduAditya KoutharapuОценок пока нет
- Transit Gambit - On E-Way Bill Mechanism For Transport of Goods - The HinduДокумент2 страницыTransit Gambit - On E-Way Bill Mechanism For Transport of Goods - The HinduAditya KoutharapuОценок пока нет
- The Rise and Fall of The WTO - The HinduДокумент4 страницыThe Rise and Fall of The WTO - The HinduAditya KoutharapuОценок пока нет
- U.S JerusalemДокумент3 страницыU.S JerusalemAditya KoutharapuОценок пока нет
- The Crisis of Globalisation - The HinduДокумент3 страницыThe Crisis of Globalisation - The HinduAditya KoutharapuОценок пока нет
- The Hindu Explains - Why The 15th Finance Commission Has Some States Riled - The HinduДокумент7 страницThe Hindu Explains - Why The 15th Finance Commission Has Some States Riled - The HinduAditya KoutharapuОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- September 2017 Ca English PDFДокумент87 страницSeptember 2017 Ca English PDFSachin KanakalaОценок пока нет
- The Formal-Informal Divide - The HinduДокумент3 страницыThe Formal-Informal Divide - The HinduAditya KoutharapuОценок пока нет
- Seeing Through A Glass Darkly - On Combating Terrorism - The HinduДокумент5 страницSeeing Through A Glass Darkly - On Combating Terrorism - The HinduAditya KoutharapuОценок пока нет
- The Ratings Illusion - The HinduДокумент4 страницыThe Ratings Illusion - The HinduAditya KoutharapuОценок пока нет
- Reconsider The Rules - On 2017 Wetland Rules - The HinduДокумент3 страницыReconsider The Rules - On 2017 Wetland Rules - The HinduAditya KoutharapuОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- RBI Keeps Repo Rate Unchanged at 6% - The HinduДокумент2 страницыRBI Keeps Repo Rate Unchanged at 6% - The HinduAditya KoutharapuОценок пока нет
- The Center of The Milky Way Is Teeming With Black Holes - The HinduДокумент2 страницыThe Center of The Milky Way Is Teeming With Black Holes - The HinduAditya KoutharapuОценок пока нет
- Calculation of Electrical Induction Near Power LinesДокумент22 страницыCalculation of Electrical Induction Near Power LinesalpcruzОценок пока нет
- Numerical Programming I (For CSE) : Final ExamДокумент7 страницNumerical Programming I (For CSE) : Final ExamhisuinОценок пока нет
- WMM Plant CalibrationДокумент5 страницWMM Plant CalibrationAnonymous zyIPjL9vОценок пока нет
- Mark S. Gockenbach - Mathematica Tutorial - To Accompany Partial Differential Equations - Analytical and Numerical Methods (2010) (p120)Документ120 страницMark S. Gockenbach - Mathematica Tutorial - To Accompany Partial Differential Equations - Analytical and Numerical Methods (2010) (p120)Galeotto Marzio100% (1)
- Thermodynamic Study On Density and Viscosity of Binary Mixtures of Ethyl Acetoacetate With (C4-C9) Aliphatic Ketones at (303.15 and 308.15) KДокумент17 страницThermodynamic Study On Density and Viscosity of Binary Mixtures of Ethyl Acetoacetate With (C4-C9) Aliphatic Ketones at (303.15 and 308.15) KInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Worksheet On Quantum NumbersДокумент2 страницыWorksheet On Quantum NumbersJannah Mae IsioОценок пока нет
- Harmonic Oscillator & Rigid Rotor ModelsДокумент14 страницHarmonic Oscillator & Rigid Rotor ModelsJisu RyuОценок пока нет
- Relationships and Lattices in AlgebraДокумент2 страницыRelationships and Lattices in AlgebraRadhika RathoreОценок пока нет
- Chemical Process Instrumentation: Pressure Measurement: Moderate and High Pressure Measuring InstrumentsДокумент10 страницChemical Process Instrumentation: Pressure Measurement: Moderate and High Pressure Measuring InstrumentslvrevathiОценок пока нет
- Diagnostic Fracture Injection Tests in Ultra Low Perm FormationsДокумент6 страницDiagnostic Fracture Injection Tests in Ultra Low Perm FormationsBolsec14Оценок пока нет
- ATS - Design Manual CaterpillarДокумент84 страницыATS - Design Manual CaterpillarSharik Khan100% (1)
- Tutorial Chapter 1 2018Документ3 страницыTutorial Chapter 1 2018Ain Syahira0% (1)
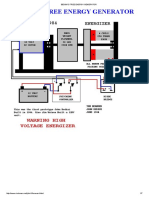
- Bedini's Free Energy Generator PDFДокумент7 страницBedini's Free Energy Generator PDFRafly Attila Al-Fiqri71% (7)
- Art AnalysisДокумент3 страницыArt AnalysisCheeny VelascoОценок пока нет
- Jar TestДокумент1 страницаJar TestEduardo Tonino Chavez GaytanОценок пока нет
- Maths IA IntroДокумент20 страницMaths IA Introshakthi aravinthОценок пока нет
- Notesch # 18Документ11 страницNotesch # 18ZeeshanMahdiОценок пока нет
- Heat Exchangers Types & Applications, LMTD Derivation & ProblemsДокумент11 страницHeat Exchangers Types & Applications, LMTD Derivation & Problemsananth2012Оценок пока нет
- Controls Exit OTДокумент13 страницControls Exit OTJeffrey Wenzen AgbuyaОценок пока нет
- PNA Chemistry Expedite 8900 User's GuideДокумент114 страницPNA Chemistry Expedite 8900 User's GuideJohnОценок пока нет
- STAAD Service Stage and Seismic Analysis ResultsДокумент14 страницSTAAD Service Stage and Seismic Analysis ResultsVikasОценок пока нет
- Anti Derivative Chain RuleДокумент4 страницыAnti Derivative Chain Ruletutorciecle123Оценок пока нет
- Heat Transfer Chapter 1 IntroductionДокумент68 страницHeat Transfer Chapter 1 IntroductionsubratorajОценок пока нет
- Partial Differential Equations Formula SheetДокумент3 страницыPartial Differential Equations Formula SheetnewyorkstudyОценок пока нет
- Learning Plan in Grade 8 and Grade 7Документ14 страницLearning Plan in Grade 8 and Grade 7marilyncomia73100% (3)
- 85 Describing Motion OrganizerДокумент10 страниц85 Describing Motion OrganizerFernando Sorto50% (2)
- Technical Notes On Duplex SSДокумент22 страницыTechnical Notes On Duplex SSBhyrappaОценок пока нет
- Pure Substances Mixtures and SolutionsДокумент18 страницPure Substances Mixtures and SolutionsJoanna Angela LeeОценок пока нет
- Chemical Purification Methods ListДокумент8 страницChemical Purification Methods ListMd.Mehdi MasudОценок пока нет
- Testing of Rigid Plastic ContainersДокумент22 страницыTesting of Rigid Plastic ContainersBhupendra Singh100% (12)