Вам также может понравиться
- SPE-176811-MS Multinode 8 ZonesДокумент15 страницSPE-176811-MS Multinode 8 ZonesGerman Andres GalloОценок пока нет
- Rig Hill SCRДокумент6 страницRig Hill SCRmadaba723504100% (3)
- Heli Rig-21Документ14 страницHeli Rig-21baanglore345100% (1)
- These Pumps Are Used in Below Given Systems:: Type of PumpДокумент5 страницThese Pumps Are Used in Below Given Systems:: Type of PumpAlex BmxОценок пока нет
- Chapter-6 Hydro-Turbine Governing SystemДокумент27 страницChapter-6 Hydro-Turbine Governing SystemChristian Llanes-de la CruzОценок пока нет
- MINI PROJECT DC Main DrivesДокумент35 страницMINI PROJECT DC Main DrivesSriram MogalapalliОценок пока нет
- Adjustable Speed Asynchronous Machine in Hydro Power Plants and Its Advantages For The Electric Grid StabilityДокумент8 страницAdjustable Speed Asynchronous Machine in Hydro Power Plants and Its Advantages For The Electric Grid StabilitySarah FrazierОценок пока нет
- Canrig Product InfoДокумент71 страницаCanrig Product InfoBabi Lakhdari100% (5)
- Voltage Regulators G225-10-30: Functional Specification GuideДокумент17 страницVoltage Regulators G225-10-30: Functional Specification Guideمصطفى علىОценок пока нет
- Iron Ore Pelletizing Process PresentationДокумент66 страницIron Ore Pelletizing Process Presentationsinghrakes@gmail.com100% (2)
- Voith Siemens Hydro Power Generation Micro Turbines Harness Water ResourcesДокумент8 страницVoith Siemens Hydro Power Generation Micro Turbines Harness Water ResourcesAshutosh VashishthaОценок пока нет
- Mini ProjectДокумент36 страницMini Projectasif KhanОценок пока нет
- AC TDS 9 36 DriveДокумент375 страницAC TDS 9 36 Drivenobodymagdesign100% (1)
- ABB Medium Voltage SwitchgearДокумент36 страницABB Medium Voltage Switchgearap00100% (1)
- Modular Valves PDFДокумент63 страницыModular Valves PDFMd EliasОценок пока нет
- GIS Switchgear SpecificationДокумент11 страницGIS Switchgear SpecificationbonekbenjeОценок пока нет
- Cat 350-375 TДокумент60 страницCat 350-375 TFernando Sabino100% (1)
- 1996 PRD SPIRAL PIPE MILL SYSTEMSДокумент15 страниц1996 PRD SPIRAL PIPE MILL SYSTEMSMetalacSmzrОценок пока нет
- Training REPORTДокумент14 страницTraining REPORTpk2varmaОценок пока нет
- HgaДокумент24 страницыHgaJenner Volnney Quispe ChataОценок пока нет
- Adjustable candy switch controls timing and dwellДокумент6 страницAdjustable candy switch controls timing and dwellvhrgmar09Оценок пока нет
- Enviando - 1866228934 PDFДокумент451 страницаEnviando - 1866228934 PDFcarlosorizabaОценок пока нет
- Controls: Valve Actuation &Документ4 страницыControls: Valve Actuation &Tg TarroОценок пока нет
- EM 1110-2-2610 12 Dec 03Документ28 страницEM 1110-2-2610 12 Dec 03VictorОценок пока нет
- Electromechanical ActuatorsДокумент4 страницыElectromechanical ActuatorsMohammed Asif NОценок пока нет
- BERMAD IR Engineering 900 MДокумент19 страницBERMAD IR Engineering 900 MRita CaselliОценок пока нет
- SCC9000Документ27 страницSCC9000Geovany RibeiroОценок пока нет
- Installation Guide for Kobelt 7173-KAS Electronic Steering SystemДокумент21 страницаInstallation Guide for Kobelt 7173-KAS Electronic Steering SystemDepil DepikaОценок пока нет
- Auma - Electric ActuatosДокумент44 страницыAuma - Electric ActuatosRakesh Karan Singh100% (1)
- Practical Features - KA/KAX: DC Powered Rotary Paddles Use Long-Life AC MotorДокумент2 страницыPractical Features - KA/KAX: DC Powered Rotary Paddles Use Long-Life AC Motorجمال ابو الفضلОценок пока нет
- Ac - Variable Frequency Drive SystemsДокумент4 страницыAc - Variable Frequency Drive Systemsjyothsna123456Оценок пока нет
- The Megohmmeter For DC-10Документ3 страницыThe Megohmmeter For DC-10Jay CortezОценок пока нет
- 2001 V3 ALR 190 - Data - Sheet 07 01 08 Bs enДокумент6 страниц2001 V3 ALR 190 - Data - Sheet 07 01 08 Bs enSunthron SomchaiОценок пока нет
- D-357557 ManualДокумент65 страницD-357557 ManualAnh NguyenОценок пока нет
- Aft 2010Документ13 страницAft 2010prafullvjОценок пока нет
- Operations and Maintenance Manual SCT 35 10-17SДокумент22 страницыOperations and Maintenance Manual SCT 35 10-17SIgor Grytsenko100% (1)
- Manual Book Coal FeederДокумент22 страницыManual Book Coal Feedermuhlas fabregas100% (1)
- Arc FurnaceДокумент2 страницыArc FurnaceZEAGUIОценок пока нет
- Hydraulic ActuationДокумент10 страницHydraulic ActuationMuh IndrawanОценок пока нет
- MV Industrial VSDДокумент7 страницMV Industrial VSDONILEDA1970Оценок пока нет
- CH Pavan KumarДокумент5 страницCH Pavan KumarPavan KumarОценок пока нет
- Vickers DG4V-3 DG4V-3S 6xДокумент32 страницыVickers DG4V-3 DG4V-3S 6xCarlos Javier Torrico BarreroОценок пока нет
- Tire Machinerry Program NewДокумент8 страницTire Machinerry Program Newmkt mechoceanОценок пока нет
- Caterpillar 320 330 Hydraulic Excavator Electronic Control UnitДокумент9 страницCaterpillar 320 330 Hydraulic Excavator Electronic Control Unitlinda100% (31)
- Variable Shunt ReactorsДокумент8 страницVariable Shunt ReactorsAdeniji OlusegunОценок пока нет
- 6P BSG Us PDFДокумент6 страниц6P BSG Us PDFdocrafiОценок пока нет
- Automatic Gauge Control of Plate Rolling MillДокумент14 страницAutomatic Gauge Control of Plate Rolling MillBenyamin heidariОценок пока нет
- 7000 - Brochure - Paste Slaker PDFДокумент4 страницы7000 - Brochure - Paste Slaker PDFalexituuОценок пока нет
- Selection of Drives and Control Schemes For Mining IndustryДокумент16 страницSelection of Drives and Control Schemes For Mining IndustrySandhya RaghunathОценок пока нет
- DecanterДокумент4 страницыDecanteradalcayde2514Оценок пока нет
- Meter Out Circuit For Speed Control in Hydraulic CircuitsДокумент12 страницMeter Out Circuit For Speed Control in Hydraulic CircuitsThe Information TreeОценок пока нет
- RJ STP BrochureДокумент3 страницыRJ STP Brochurefrancisb65Оценок пока нет
- AGW TrainingДокумент23 страницыAGW TraininglimasmildredОценок пока нет
- SATECH - Eagle Control-Matic - WHC System EH36 Series - Product Brochure (Ed011211 1214Hr) PDFДокумент20 страницSATECH - Eagle Control-Matic - WHC System EH36 Series - Product Brochure (Ed011211 1214Hr) PDFuserscribd2011Оценок пока нет
- HPB Hydraulic Power Braking System: General Comments, Diagrams and Description of ComponentsДокумент46 страницHPB Hydraulic Power Braking System: General Comments, Diagrams and Description of ComponentsDariusz PłazaОценок пока нет
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineОт EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineРейтинг: 5 из 5 звезд5/5 (1)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideОт EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideРейтинг: 4 из 5 звезд4/5 (8)
- 04 MHA Order Dt. 17.05.2020 To Extend Lockdown Period For 2 Weeks W.E.F. 18.05.2020 With New GuidelinesДокумент9 страниц04 MHA Order Dt. 17.05.2020 To Extend Lockdown Period For 2 Weeks W.E.F. 18.05.2020 With New Guidelinessurya325kiranОценок пока нет
- EPA-occupants Guide PDFДокумент11 страницEPA-occupants Guide PDFUmi PhamОценок пока нет
- CPP ESP DetailsДокумент1 страницаCPP ESP Detailssurya325kiranОценок пока нет
- UV-C Lamp Selection GuideДокумент24 страницыUV-C Lamp Selection GuidetnylОценок пока нет
- Care For Your Air: A Guide To Indoor Air QualityДокумент7 страницCare For Your Air: A Guide To Indoor Air QualitymoshikimОценок пока нет
- Flex Ductwork InstallationДокумент28 страницFlex Ductwork InstallationRenan GonzalezОценок пока нет
- Maintaining Healthy Indoor Air QualityДокумент4 страницыMaintaining Healthy Indoor Air Qualitysurya325kiranОценок пока нет
- Healty Buildings PDFДокумент108 страницHealty Buildings PDFsurya325kiranОценок пока нет
- Guide To Air Cleaners in The Home 2nd EditionДокумент7 страницGuide To Air Cleaners in The Home 2nd Editionzock01Оценок пока нет
- SINTER Plant ESP DetailsДокумент1 страницаSINTER Plant ESP Detailssurya325kiranОценок пока нет
- Determination of Maximum Span Between Pipe Support Using Bending Stress TheoryДокумент4 страницыDetermination of Maximum Span Between Pipe Support Using Bending Stress TheoryMannattil Krishna KumarОценок пока нет
- Written by Teams of European Experts: How To OrderДокумент4 страницыWritten by Teams of European Experts: How To Ordersurya325kiranОценок пока нет
- Flex Ductwork InstallationДокумент28 страницFlex Ductwork InstallationRenan GonzalezОценок пока нет
- Flex Ductwork InstallationДокумент28 страницFlex Ductwork InstallationRenan GonzalezОценок пока нет
- ICP FEM4X60000b2 Fan Coil Installation InstructionsДокумент17 страницICP FEM4X60000b2 Fan Coil Installation Instructionssurya325kiranОценок пока нет
- ICP NXH560GKA100 Heat Pump Sales BrochureДокумент4 страницыICP NXH560GKA100 Heat Pump Sales Brochuresurya325kiranОценок пока нет
- 10 Good Shortcuts To Good Health For LifeДокумент5 страниц10 Good Shortcuts To Good Health For Lifesurya325kiranОценок пока нет
- ICP Residential Condensed Catalog PDFДокумент151 страницаICP Residential Condensed Catalog PDFsurya325kiran0% (1)
- 02 Chilled Water Piping Pumps PDFДокумент64 страницы02 Chilled Water Piping Pumps PDFbilal almelegyОценок пока нет
- 4 Consumption of Materials 167-174 PDFДокумент8 страниц4 Consumption of Materials 167-174 PDFSheezan KhanОценок пока нет
- Grundfosliterature 1654 PDFДокумент64 страницыGrundfosliterature 1654 PDFkiranОценок пока нет
- Chilled Water Systems Design Issues PDFДокумент6 страницChilled Water Systems Design Issues PDFElmerОценок пока нет
- Dust & Flow RatesДокумент1 страницаDust & Flow Ratessurya325kiranОценок пока нет
- Purpose of LifeДокумент17 страницPurpose of Lifesurya325kiran100% (2)
- ASHRAE Symposis Degrading Delta-T-TaylorДокумент13 страницASHRAE Symposis Degrading Delta-T-TaylormondsbaОценок пока нет
- The Future of Air Conditioning: Lowering Global Warming ImpactsДокумент94 страницыThe Future of Air Conditioning: Lowering Global Warming ImpactsNikesh SinghОценок пока нет
- Do It YourselfДокумент10 страницDo It Yourselfbuggs1152Оценок пока нет
- Condensater DesignДокумент19 страницCondensater Designsurya325kiranОценок пока нет
- I-Package Air Conditioners PDFДокумент10 страницI-Package Air Conditioners PDFsurya325kiranОценок пока нет
- I-Package Air Conditioners PDFДокумент10 страницI-Package Air Conditioners PDFsurya325kiranОценок пока нет
- 7.1. FM Listing Approval of Amipox 2016Документ8 страниц7.1. FM Listing Approval of Amipox 2016minov minovitchОценок пока нет
- Duocheck SBMДокумент1 страницаDuocheck SBMNicolás FriasОценок пока нет
- Rvda 10 - 520 P 030220 enДокумент2 страницыRvda 10 - 520 P 030220 enronald.1978Оценок пока нет
- Abogadie - Single Stage Centrifugal PumpДокумент13 страницAbogadie - Single Stage Centrifugal PumpjohnharveytipozoОценок пока нет
- Mechanical Engineering Department Chapter 2 Compressible FlowДокумент74 страницыMechanical Engineering Department Chapter 2 Compressible FlowWillky FrezerОценок пока нет
- Three-Dimensional Cavity Flow Fields at Subsonic and Transonic SpeedsДокумент83 страницыThree-Dimensional Cavity Flow Fields at Subsonic and Transonic SpeedsMonitering EyeОценок пока нет
- Elgi Air Compressor Parts Catalogue - Google SearchДокумент2 страницыElgi Air Compressor Parts Catalogue - Google SearchSharad KokateОценок пока нет
- GE Gas Turbine PG9171E: Comprehensive Guide to Components and OperationДокумент77 страницGE Gas Turbine PG9171E: Comprehensive Guide to Components and Operationsiva prasad100% (1)
- Valve Seat Leakage TestДокумент3 страницыValve Seat Leakage Testtaeyun hwngОценок пока нет
- Iiche Online Internship - 2020 Petroleum Refinery Engineering - Batch 1 Assignment 1 - White Paper 1Документ3 страницыIiche Online Internship - 2020 Petroleum Refinery Engineering - Batch 1 Assignment 1 - White Paper 1Shivam Kumar RaiОценок пока нет
- Excelon Filter - Regulators - B72, 73, 74Документ3 страницыExcelon Filter - Regulators - B72, 73, 74Sreevathsa GururajОценок пока нет
- Line List (Ibr)Документ3 страницыLine List (Ibr)vtbkОценок пока нет
- SP1206 39 D4C Cartridge High Pressure PumpДокумент2 страницыSP1206 39 D4C Cartridge High Pressure PumpMarcin WersockiОценок пока нет
- Better Reciprocating Compressor Capacity ControlДокумент5 страницBetter Reciprocating Compressor Capacity ControlFranklin Santiago Suclla PodestaОценок пока нет
- Journal of Engineering For Gas Turbines and Power 2005.Vol.127.N2Документ226 страницJournal of Engineering For Gas Turbines and Power 2005.Vol.127.N2Ivan YurkoОценок пока нет
- Valvula Check AlarmДокумент20 страницValvula Check AlarmCarlos Amaya CuevaОценок пока нет
- GD675-5 Fuel Filter Assembly Parts ListДокумент2 страницыGD675-5 Fuel Filter Assembly Parts ListJuan MendozaОценок пока нет
- Smith Nozzles PDFДокумент2 страницыSmith Nozzles PDFrangga1000Оценок пока нет
- Wallchart PDFДокумент1 страницаWallchart PDFJee SelvaОценок пока нет
- Thermo-Dynamic Steam Trap TD52-Installation Maintenance ManualДокумент2 страницыThermo-Dynamic Steam Trap TD52-Installation Maintenance ManualMasroor GhouriОценок пока нет
- MG-880 Specification PDFДокумент3 страницыMG-880 Specification PDFMartin HasskelОценок пока нет
- Commodity ListДокумент1 страницаCommodity Listmahalakshmi muruganОценок пока нет
- 06 Final Drive & Tandem PDFДокумент4 страницы06 Final Drive & Tandem PDFYerson Genovez RamosОценок пока нет
- Valve Types and SymbolsДокумент164 страницыValve Types and Symbolssantos ayala100% (3)
- ME Yichang Man B&W 6S 35 MC Spare Parts - BLG-A-1077 - 19.09.2023Документ2 страницыME Yichang Man B&W 6S 35 MC Spare Parts - BLG-A-1077 - 19.09.2023Mohamed KiwanОценок пока нет
- Stationary Two-Stage Air Compressor: Description SpecificationsДокумент12 страницStationary Two-Stage Air Compressor: Description SpecificationsMireya Linares MoriОценок пока нет
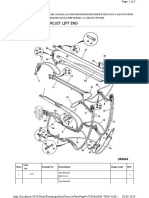
- 9802/7860 E1-2-1 Circuit Lift EndДокумент3 страницы9802/7860 E1-2-1 Circuit Lift EndAnonymous japNfeОценок пока нет
- Codes and StandardsДокумент6 страницCodes and StandardsZaid ImranОценок пока нет
- Qsi Series CompressorДокумент142 страницыQsi Series CompressorJayОценок пока нет