Вам также может понравиться
- Sinodrills DTH Hammer Bits, DTH Hammer, DTH Bits, DTH Drill Rods, ODEX, SymmetirxДокумент26 страницSinodrills DTH Hammer Bits, DTH Hammer, DTH Bits, DTH Drill Rods, ODEX, SymmetirxJackChanОценок пока нет
- FSH ToolДокумент9 страницFSH ToolArcenio Jimenez Morgan100% (1)
- HQ Heavy Duty ChuckДокумент2 страницыHQ Heavy Duty ChuckPDLОценок пока нет
- Rotary CuttersДокумент3 страницыRotary CuttersISPОценок пока нет
- RollerLatch UndergroundHeadAssembly Brochure EnglishДокумент4 страницыRollerLatch UndergroundHeadAssembly Brochure EnglishCarlos Antonio Chavez EgoavilОценок пока нет
- Super Maxbit Hammer Bit BrochureДокумент6 страницSuper Maxbit Hammer Bit BrochurezapspazОценок пока нет
- Secoroc RotaryДокумент84 страницыSecoroc RotaryElgi Zacky ZachryОценок пока нет
- CDSEZ RC2.23mtr AustraliaДокумент33 страницыCDSEZ RC2.23mtr AustraliaElgi Zacky ZachryОценок пока нет
- Core BarrelsДокумент20 страницCore BarrelsEmerson PasquarelliОценок пока нет
- Sandvik Rock Drill Steels 259 Eng. March 2003Документ12 страницSandvik Rock Drill Steels 259 Eng. March 2003Alejandro Arrieta C100% (1)
- 9851 2962 01b - Robbins 34RH C - Technical Specification - EnglishДокумент8 страниц9851 2962 01b - Robbins 34RH C - Technical Specification - EnglishJulio Acevedo MartinezОценок пока нет
- Titan Energetics Spectra2 Coiled Tubing Cutters Flyer3Документ2 страницыTitan Energetics Spectra2 Coiled Tubing Cutters Flyer3faiz bugtiОценок пока нет
- Hawkjaw Sr. Manual M100K-2GSR Serial Numbers 201 To 370Документ215 страницHawkjaw Sr. Manual M100K-2GSR Serial Numbers 201 To 370sitaОценок пока нет
- Sandvik Wireline Catalogue 2007 PDFДокумент31 страницаSandvik Wireline Catalogue 2007 PDFGeorge BoafoОценок пока нет
- Atlas Copco Brand Identity Manual For DistributorsДокумент20 страницAtlas Copco Brand Identity Manual For DistributorsAndré ZanutoОценок пока нет
- Cubex Mining Products 2006Документ10 страницCubex Mining Products 2006Diogo Cordova100% (1)
- Roller Cone Design ApplicationДокумент60 страницRoller Cone Design Applicationamin peyvandОценок пока нет
- 146 Pusherlegs and StopersДокумент1 страница146 Pusherlegs and StopersKenny CasillaОценок пока нет
- Manual Del PerforistaДокумент2 страницыManual Del PerforistaJuan Carlos Negro Martinez RojasОценок пока нет
- Please Specify Tubing Diameter and Weight When Ordering.: R o T A R o F R e P H C N U P G N I B U T e N I L e R I W E C PДокумент1 страницаPlease Specify Tubing Diameter and Weight When Ordering.: R o T A R o F R e P H C N U P G N I B U T e N I L e R I W E C PSLK SPVОценок пока нет
- 42mm NQ DST Permeability Testing Inflatable PackersДокумент2 страницы42mm NQ DST Permeability Testing Inflatable PackersRipe PackersОценок пока нет
- 118 Secoroc Rock ToolsДокумент13 страниц118 Secoroc Rock ToolsKenny CasillaОценок пока нет
- Bowen Mechanical Jar DownДокумент1 страницаBowen Mechanical Jar Downnasr yassinОценок пока нет
- 6991 1450 01b Overhauling Instructions For Rotation Unit Diamec U4 PHCДокумент35 страниц6991 1450 01b Overhauling Instructions For Rotation Unit Diamec U4 PHCMoises Fernando Quijada ContrerasОценок пока нет
- Spooler De710 Parts Be00002544852Документ1 страницаSpooler De710 Parts Be00002544852Morgan DunnОценок пока нет
- Redress Kit For N Test ToolДокумент1 страницаRedress Kit For N Test Toolsong Li100% (1)
- Chap 03-Rotary Percussive Drilling Accessories PDFДокумент12 страницChap 03-Rotary Percussive Drilling Accessories PDFpnakurОценок пока нет
- PCE WL Releasable OvershotДокумент2 страницыPCE WL Releasable OvershotFabio ParceroОценок пока нет
- 4-06 Tandem Side Loading Stripper PackerДокумент14 страниц4-06 Tandem Side Loading Stripper PackerDEATH ASSASSIN GAMERОценок пока нет
- Global Product Catalogue: Reverse Circulation ToolsДокумент20 страницGlobal Product Catalogue: Reverse Circulation Toolsengelberth22Оценок пока нет
- 6-24 Tandem Pump Assembly Front Drive Pump Housing, Valves and PlugsДокумент4 страницы6-24 Tandem Pump Assembly Front Drive Pump Housing, Valves and PlugsPaull SalasОценок пока нет
- 6991 1820 01 - Diamec Smart 8 Technical Specification - EnglishДокумент8 страниц6991 1820 01 - Diamec Smart 8 Technical Specification - EnglishPABLOОценок пока нет
- Geothermal & Waterwell DrillingДокумент4 страницыGeothermal & Waterwell DrillingGogot Pantja ParijogoОценок пока нет
- 96 64000e Tesco Power CatwalkДокумент4 страницы96 64000e Tesco Power CatwalkSoufiane HazelОценок пока нет
- CS4002 U-Deck Recommended SparesДокумент5 страницCS4002 U-Deck Recommended SparesedwinОценок пока нет
- Drilling Depth Guidelines: Fluid Filled Metric U.S. Drill Rod/Core Barrel Hole Depth (Meters) Hole Depth (Feet)Документ10 страницDrilling Depth Guidelines: Fluid Filled Metric U.S. Drill Rod/Core Barrel Hole Depth (Meters) Hole Depth (Feet)Peter Leano100% (1)
- DTH Tools PDFДокумент48 страницDTH Tools PDFengineerg165285Оценок пока нет
- Cluster Drill Holte PDFДокумент7 страницCluster Drill Holte PDFmevice63Оценок пока нет
- 9852 2423 01 Boom Overhaul Kit But 28Документ39 страниц9852 2423 01 Boom Overhaul Kit But 28Jorge B100% (1)
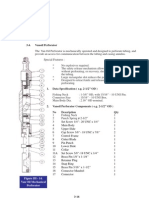
- Vanoil PerforatorДокумент3 страницыVanoil PerforatorFrans TongaОценок пока нет
- Atlas Copco Secoroc: Reverse Circulation EquipmentДокумент12 страницAtlas Copco Secoroc: Reverse Circulation EquipmentSergio Perez100% (1)
- Hydraulic Oil JarДокумент3 страницыHydraulic Oil JarYermi ParabangОценок пока нет
- Raise Boring Product Catalogue 2007Документ16 страницRaise Boring Product Catalogue 2007Alexandre Moreira100% (1)
- LF 230 Core Drill: Technical Data SheetДокумент7 страницLF 230 Core Drill: Technical Data SheetLuis Aparcana100% (1)
- Baker PDFДокумент6 страницBaker PDFanthony silvaОценок пока нет
- Wireline Retriever: Instruction Manual 8820Документ5 страницWireline Retriever: Instruction Manual 8820GОценок пока нет
- Presentation ON Aggregate and Concrete Production: Kanhu Charan Nayak (1654006) Shantanu Kumar Behera (1654012)Документ92 страницыPresentation ON Aggregate and Concrete Production: Kanhu Charan Nayak (1654006) Shantanu Kumar Behera (1654012)PritamОценок пока нет
- RH550MMДокумент30 страницRH550MMAmber SmithОценок пока нет
- Fishing EquipmentДокумент8 страницFishing EquipmentRizwan FaridОценок пока нет
- Sandvik De880 Multi-Purpose Surface DrillДокумент4 страницыSandvik De880 Multi-Purpose Surface DrillAhmed Ghoneim100% (2)
- Roller Cone Bit DesignДокумент17 страницRoller Cone Bit Designknn52unnОценок пока нет
- JointДокумент2 страницыJointJohnОценок пока нет
- Self-Drilling Anchor System: Nut PlateДокумент1 страницаSelf-Drilling Anchor System: Nut PlateJackChanОценок пока нет
- Hawkjaw Iron Roughneck 65K-950JR Operations Maintenance Parts ManualДокумент155 страницHawkjaw Iron Roughneck 65K-950JR Operations Maintenance Parts ManualFranklin Jose Almera AcostaОценок пока нет
- Sec Roc Drill Pipe and AdaptersДокумент16 страницSec Roc Drill Pipe and AdaptersSerkanAl50% (2)
- 1 DD971446 - GihДокумент1 страница1 DD971446 - GihAbhinav KumarОценок пока нет
- DR900 U Specifications: Depth Rating Wireline Hoist AssemblyДокумент1 страницаDR900 U Specifications: Depth Rating Wireline Hoist AssemblyJhonattan GonzalezОценок пока нет
- 12 Lubrication SystemДокумент5 страниц12 Lubrication SystemAnderson L RoncerosОценок пока нет
- TDRДокумент1 страницаTDRJones LakerОценок пока нет
- M-S-215 Static Cone PenetrometerДокумент4 страницыM-S-215 Static Cone PenetrometerJunpieter GultomОценок пока нет
- Everything About WoolДокумент31 страницаEverything About Woolletuongthuy2000Оценок пока нет
- A Beautiful Mine - UpgradedДокумент19 страницA Beautiful Mine - UpgradedalОценок пока нет
- Smokey EyesДокумент107 страницSmokey EyesSangita SarmaОценок пока нет
- Risk Assessment No. 35 USING GRINDER Rev 0Документ2 страницыRisk Assessment No. 35 USING GRINDER Rev 0Lalit ChoudharyОценок пока нет
- Muster List & Boarding Sequences 20.03.2023Документ2 страницыMuster List & Boarding Sequences 20.03.2023SenpaiОценок пока нет
- Unit 3 (Home Sweet Home) : Book (Page 25)Документ7 страницUnit 3 (Home Sweet Home) : Book (Page 25)Athirah FadzilОценок пока нет
- Word ClassificationДокумент43 страницыWord ClassificationlekinhthangОценок пока нет
- 1) Count Variation: 2) Unevenness or Irregularity: 3) Frequently Occurring FaultsДокумент40 страниц1) Count Variation: 2) Unevenness or Irregularity: 3) Frequently Occurring FaultsshaifaliОценок пока нет
- Brand KeyДокумент39 страницBrand KeyHaree MCBОценок пока нет
- The Elements and Principles of Design With ExamplesДокумент74 страницыThe Elements and Principles of Design With ExamplesAr Abhinav SrivastavОценок пока нет
- Shiftee: Shirts To Shift ToДокумент23 страницыShiftee: Shirts To Shift ToSheila SerranoОценок пока нет
- Massai TribeДокумент1 страницаMassai TribeYishu MalhotraОценок пока нет
- Promageddon Waiver 2014 WordДокумент1 страницаPromageddon Waiver 2014 Wordapi-245697299Оценок пока нет
- Art AppreciationДокумент13 страницArt AppreciationCha AcuezaОценок пока нет
- Supplemental Guidelines On The Delinquency Report System: (Strengthening The Disciplinary Authority of Chief of Office)Документ26 страницSupplemental Guidelines On The Delinquency Report System: (Strengthening The Disciplinary Authority of Chief of Office)Einno SnowОценок пока нет
- Filipino Musical InstrumentsДокумент9 страницFilipino Musical InstrumentsralphОценок пока нет
- Magna Bend SopДокумент1 страницаMagna Bend Sopvasu_suvaОценок пока нет
- Diagnostic Study Report of Readymade Garment Cluster - BangaloreДокумент46 страницDiagnostic Study Report of Readymade Garment Cluster - BangalorevenkateshdaveyОценок пока нет
- Pashmina Vs Cashmere - What Is The Difference - Which Is BetterДокумент15 страницPashmina Vs Cashmere - What Is The Difference - Which Is BetterSJVN CIVIL DESIGN100% (1)
- Bahasa Inggris LatihanДокумент91 страницаBahasa Inggris LatihanYudiSuhendarОценок пока нет
- DfaДокумент4 страницыDfaElla Dia HebronОценок пока нет
- A Study of Iconic WomenДокумент28 страницA Study of Iconic WomenKay100% (2)
- Guideline For Green HotelДокумент66 страницGuideline For Green HotelsufijinnОценок пока нет
- I'Ll Go Home Then, It's Warm and Has Chairs - David ThorneДокумент195 страницI'Ll Go Home Then, It's Warm and Has Chairs - David ThorneStelian Subotin100% (1)
- Egyptian Arabic-English SentencesДокумент15 страницEgyptian Arabic-English Sentencesgodsent7Оценок пока нет
- Fingersmith EssayДокумент2 страницыFingersmith EssaydpagoffsОценок пока нет
- Bikol Dictionary PDFДокумент333 страницыBikol Dictionary PDFJovito AseradoОценок пока нет
- Jray CVДокумент7 страницJray CVapi-283057640Оценок пока нет
- Fushiguro TДокумент332 страницыFushiguro Tangelaagbonze82Оценок пока нет
- Grey's Anatomy - 03x01 - Time Has Come Today - Uncut DVDRipДокумент53 страницыGrey's Anatomy - 03x01 - Time Has Come Today - Uncut DVDRipNabila Exa TalitaОценок пока нет