Вам также может понравиться
- Ap03-Aa4-Ev03 - Foro - Desafíos Que Debe Afrontar El Analista en El Modelamiento Conceptual Del Sistema de Información en DesarrolloДокумент2 страницыAp03-Aa4-Ev03 - Foro - Desafíos Que Debe Afrontar El Analista en El Modelamiento Conceptual Del Sistema de Información en DesarrolloLuis Eduardo Castiblanco Jordan100% (2)
- Metodologia de La Investigacion Educativa Bisquerra PDFДокумент463 страницыMetodologia de La Investigacion Educativa Bisquerra PDFPaula Campos93% (15)
- HLC QC RG 3.0 28 Registro de Resane de PinturaДокумент1 страницаHLC QC RG 3.0 28 Registro de Resane de PinturaManuel JuanОценок пока нет
- Wps 004Документ6 страницWps 004arielxxvОценок пока нет
- Soldadura WPS Electiva - AnthonyДокумент1 страницаSoldadura WPS Electiva - AnthonyAnthonyCardenasОценок пока нет
- 123 Joh 323 B 33 G 22Документ2 страницы123 Joh 323 B 33 G 22bismarckandresОценок пока нет
- Registro de OperacionesДокумент1 страницаRegistro de OperacionesAnonymous 5JDy895zОценок пока нет
- Inspeccion Visual ASME VДокумент1 страницаInspeccion Visual ASME VivanbfОценок пока нет
- Procedimiento Aplicación de Soldadura GMAW PeruДокумент4 страницыProcedimiento Aplicación de Soldadura GMAW PeruCarlo LaraОценок пока нет
- Accesorios de Hierro DúctilДокумент59 страницAccesorios de Hierro DúctilNorides ChiariОценок пока нет
- ISO Registro de Fabricacion de Soportes MetalicosДокумент1 страницаISO Registro de Fabricacion de Soportes MetalicosLuis Enrique Yanallaye ArandaОценок пока нет
- Liberación de Ajuste y Torque - O3Документ2 страницыLiberación de Ajuste y Torque - O3Sergio Luis Delgado PerezОценок пока нет
- Plan de Trabajo Fabricación de Soportes de Linea de Bombas Rev. 01Документ24 страницыPlan de Trabajo Fabricación de Soportes de Linea de Bombas Rev. 01Alfonso LeonardoОценок пока нет
- Wps Según API 1104Документ1 страницаWps Según API 1104Diego RincónОценок пока нет
- 03-Liquidos PenetrantesДокумент2 страницы03-Liquidos PenetrantesericvolОценок пока нет
- Itp GeneralДокумент2 страницыItp GeneralEnedis100% (1)
- Protocolo Dimensional de GroutiadoДокумент1 страницаProtocolo Dimensional de GroutiadoMiguel BaldeonОценок пока нет
- Formato de LiberacionДокумент117 страницFormato de LiberacionYair Sánchez blancoОценок пока нет
- Montaje Estructuras MetalizasДокумент8 страницMontaje Estructuras MetalizasCarlos Alberto Villegas CéspedesОценок пока нет
- Tubería de Acero: Tolerancia DimensionalДокумент4 страницыTubería de Acero: Tolerancia Dimensionalcesar flores100% (1)
- WPS Majestic PDFДокумент1 страницаWPS Majestic PDFJorge Valencia PérezОценок пока нет
- Registro de Inspección Por Líquidos PenetrantesДокумент3 страницыRegistro de Inspección Por Líquidos Penetrantesdegoavil100% (1)
- Procedimiento de Trabajo Proceso de Fabricacion Estructura Metalica Aplicacion de Soldadura en TallerДокумент6 страницProcedimiento de Trabajo Proceso de Fabricacion Estructura Metalica Aplicacion de Soldadura en TallerhuicholeОценок пока нет
- 27-PR-CMP-F01 Registro Inspección Visual de SoldadurasДокумент2 страницы27-PR-CMP-F01 Registro Inspección Visual de Soldaduraswilliam andres wilches camargo100% (1)
- PQRДокумент3 страницыPQRKevin MuglizaОценок пока нет
- Procedimiento de SoldaduraДокумент15 страницProcedimiento de SoldaduraConexionesdepvc ConexioneОценок пока нет
- 218181084-Anexo-04-Formatos-De-Control-De-Calidad-150522033638-Lva1-App6891 (1) - 48Документ1 страница218181084-Anexo-04-Formatos-De-Control-De-Calidad-150522033638-Lva1-App6891 (1) - 48Aura TorresОценок пока нет
- Plan de CalidadДокумент43 страницыPlan de CalidadDavid Salguero OlveaОценок пока нет
- Procedimiento de Montaje de Estructuras Metalicas Rev01Документ9 страницProcedimiento de Montaje de Estructuras Metalicas Rev01Debye101Оценок пока нет
- S-Tal-Sae-Sta-Mec-Prd-0006 - 01 (003) Arenado y PinturaДокумент22 страницыS-Tal-Sae-Sta-Mec-Prd-0006 - 01 (003) Arenado y PinturaDan DiezОценок пока нет
- Procedimiento de Calificacion Del Soldador 2Документ5 страницProcedimiento de Calificacion Del Soldador 2Jose Orrillo HerreraОценок пока нет
- Indice de Calidad ModДокумент6 страницIndice de Calidad ModFranciscoRoberto Bravo MeleánОценок пока нет
- WPS - Smaw-Paecia-01-2021 TopeДокумент1 страницаWPS - Smaw-Paecia-01-2021 TopeCarlos BОценок пока нет
- Formato de Calificación de Soldadura Qw-42Документ2 страницыFormato de Calificación de Soldadura Qw-42ivanbfОценок пока нет
- Wps SoldaduraДокумент15 страницWps Soldaduraanagpr25Оценок пока нет
- Protocolo Elementos HorizontalesДокумент6 страницProtocolo Elementos HorizontalesRodrigoОценок пока нет
- Soldadura de Tuberías Técnica Descendente API-1104Документ7 страницSoldadura de Tuberías Técnica Descendente API-1104Luis Fernando Soto LondoñoОценок пока нет
- PDF Protocolo Inspeccion Visual de Soldadura CompressДокумент1 страницаPDF Protocolo Inspeccion Visual de Soldadura CompressH'o YomaraОценок пока нет
- Presentacion Qaqc FinalДокумент26 страницPresentacion Qaqc FinalJose Manuel Mejia CañasОценок пока нет
- TT-CELE-F-030 Rv0 Registro de Resistividad Del Terreno Silo 12Документ1 страницаTT-CELE-F-030 Rv0 Registro de Resistividad Del Terreno Silo 12AlfredoSánchezHernándezОценок пока нет
- 03-PS - Procedimiento de SoldaduraДокумент10 страниц03-PS - Procedimiento de SoldaduraedaupizaОценок пока нет
- QC-A-001 - Inspección de PintadoДокумент1 страницаQC-A-001 - Inspección de PintadoCY INGENIERIA Y CONSTRUCCION EIRLОценок пока нет
- PR-SST-05 - Procedimiento Tableros EléctricosДокумент8 страницPR-SST-05 - Procedimiento Tableros EléctricosHector HBmix HbmОценок пока нет
- HDS Lamina Acero Rolada Fria Recocida1Документ3 страницыHDS Lamina Acero Rolada Fria Recocida1Michael el vergas100% (1)
- 1015332-Alambre Mig 70S-6 08 SS InduraДокумент2 страницы1015332-Alambre Mig 70S-6 08 SS InduraOscarОценок пока нет
- Informe Inspeccion Por Liquidos PenetrantesДокумент1 страницаInforme Inspeccion Por Liquidos PenetrantesDaniel Fernando Godoy JimenezОценок пока нет
- Registro de Alineación y Nivelación de RielДокумент1 страницаRegistro de Alineación y Nivelación de RielVane PedrazaОценок пока нет
- Montaje de Equipos Estáticos Verticales (Assembly of Vertical Static Equipments)Документ1 страницаMontaje de Equipos Estáticos Verticales (Assembly of Vertical Static Equipments)Jorge Cruz GonzalezОценок пока нет
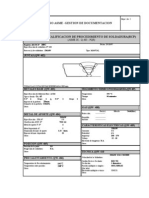
- Formato para La Especificacion Del Procedimiento de Soldadura (WPS)Документ9 страницFormato para La Especificacion Del Procedimiento de Soldadura (WPS)OrlandoRiosОценок пока нет
- 3.05.08 Protocolo de Recepción de Tabiquería de Drywall ST - StaffДокумент1 страница3.05.08 Protocolo de Recepción de Tabiquería de Drywall ST - Staffluis enrique zeña villanuevaОценок пока нет
- Protocolo de AcondicionamientoДокумент1 страницаProtocolo de AcondicionamientoJADER MARTINОценок пока нет
- S-Tal-Ic1-Gen-Ele-Ppi-0003 - Instalación de TransformadorДокумент8 страницS-Tal-Ic1-Gen-Ele-Ppi-0003 - Instalación de TransformadorFredy Barzola CerasОценок пока нет
- Protocolos CivilesДокумент5 страницProtocolos Civilesandrea61081Оценок пока нет
- Pruebas Hidrostaticas y Neumaticas - paraДокумент72 страницыPruebas Hidrostaticas y Neumaticas - paraLUIS ANTONIO PACHECO GONZALEZ100% (1)
- F02 (PR-OPE-03) Submittal #12-Electrobombas ISДокумент1 страницаF02 (PR-OPE-03) Submittal #12-Electrobombas ISarnold ochoaОценок пока нет
- CT WPS Smaw 004Документ2 страницыCT WPS Smaw 004jean carlosОценок пока нет
- 001 Protocolo MetalcomДокумент4 страницы001 Protocolo MetalcomFrancisco Sepúlveda100% (1)
- Lista de SoldadoresДокумент1 страницаLista de SoldadoresFernando Alex Romero GomezОценок пока нет
- Registro de Verificación Topográfica CODIGO DOCUMENTO: 26280-220-V11-VA30-00889Документ1 страницаRegistro de Verificación Topográfica CODIGO DOCUMENTO: 26280-220-V11-VA30-00889Henrry MendozaОценок пока нет
- WPS Precalificado - SMAW PDFДокумент1 страницаWPS Precalificado - SMAW PDFmonikitismonikitisОценок пока нет
- PQR 004Документ8 страницPQR 004arielxxvОценок пока нет
- WPS Preliminar 6 PulgДокумент2 страницыWPS Preliminar 6 PulgRodrigo AlonsoОценок пока нет
- Testimonio Moral y EpistemologíaДокумент21 страницаTestimonio Moral y EpistemologíaFilosofia FuacОценок пока нет
- Caida Rocas - Trayectorias y VelocidadesДокумент27 страницCaida Rocas - Trayectorias y VelocidadesdianamorabonillaОценок пока нет
- Agua de CerveceroДокумент15 страницAgua de CerveceroMario JammaersОценок пока нет
- Molo - Gramos - MasaДокумент4 страницыMolo - Gramos - MasaalexandraОценок пока нет
- Esofago y Tubo Digestivo-RpcДокумент7 страницEsofago y Tubo Digestivo-RpcCarla RivasОценок пока нет
- Fase 2 - Planeación de La Evaluación Tc.Документ11 страницFase 2 - Planeación de La Evaluación Tc.HoberОценок пока нет
- Caracter Is Tica Sedan Cadence I PDFДокумент2 страницыCaracter Is Tica Sedan Cadence I PDFJavier HuarcaОценок пока нет
- MangoДокумент2 страницыMangoGénesisОценок пока нет
- Proyecto 1 Analitica 2 1Документ14 страницProyecto 1 Analitica 2 1Oscar Andrade AvilaОценок пока нет
- Antología de Física I, 2023-24-1Документ113 страницAntología de Física I, 2023-24-1César DiazОценок пока нет
- Notas Del Lanzamiento Fedora 12Документ496 страницNotas Del Lanzamiento Fedora 12abb8404Оценок пока нет
- Laboratorio - de - Calor - Especifico FcopДокумент3 страницыLaboratorio - de - Calor - Especifico FcopAndres Farid Garcia SarmientoОценок пока нет
- Manual Topcon ES Series Espanol PDFДокумент77 страницManual Topcon ES Series Espanol PDFcristofer_cristianОценок пока нет
- Guía Nº2 Matemáticas - PotenciasДокумент4 страницыGuía Nº2 Matemáticas - PotenciasJacqueline Moraga SaezОценок пока нет
- Guia para La Presentación de Proyectos de InvestigaciónДокумент10 страницGuia para La Presentación de Proyectos de InvestigaciónMilton Carmelo Montero SánchezОценок пока нет
- Concepto Diferencial Interpretación Geométrica de Las DiferencialesДокумент1 страницаConcepto Diferencial Interpretación Geométrica de Las DiferencialesBryan TqОценок пока нет
- Ejercicios Packet TracerДокумент4 страницыEjercicios Packet TracerJesus VillegasОценок пока нет
- Quimica GasesДокумент3 страницыQuimica GasesPaulo Cesar Guerrero BustamanteОценок пока нет
- Quimica - Semana 8Документ6 страницQuimica - Semana 8Wilson Uturunco RafaelОценок пока нет
- Ejercicio 10 11 12Документ3 страницыEjercicio 10 11 12Pedro David Gutierrez MezaОценок пока нет
- Ley de HenryДокумент3 страницыLey de HenrydiegoОценок пока нет
- Trabajo Práctico #3 - ADF VOR.Документ2 страницыTrabajo Práctico #3 - ADF VOR.Milena Rocío LamonegaОценок пока нет
- Informe Inercia RotacionalДокумент12 страницInforme Inercia RotacionalAlexis PereiraОценок пока нет
- Circuitos Electricos U1 PDFДокумент29 страницCircuitos Electricos U1 PDFCarlos BravoОценок пока нет
- Se Tiene Una Barra Sin Peso Como Se MuestraДокумент1 страницаSe Tiene Una Barra Sin Peso Como Se MuestraJosé Miguel Ancco BordaОценок пока нет
- Estructura y Propiedades de Los MaterialesДокумент20 страницEstructura y Propiedades de Los Materialesjennifer reyes100% (4)
- Fichas Tecnicas Sistemas de Gradas PDFДокумент6 страницFichas Tecnicas Sistemas de Gradas PDFChucho CalderonОценок пока нет
- Ejercicios de Triangulos Rectangulos 3Документ4 страницыEjercicios de Triangulos Rectangulos 3daisyyayalaeОценок пока нет