Вам также может понравиться
- Preguntas 2020Документ8 страницPreguntas 2020Cristhian Solano BazalarОценок пока нет
- 5.-IT - Estimación de Cargas Por Desbalanceo de MasasДокумент3 страницы5.-IT - Estimación de Cargas Por Desbalanceo de MasasCristhian Solano BazalarОценок пока нет
- Normativa - Diploma en Gerencia y Gestión de ProyectosДокумент5 страницNormativa - Diploma en Gerencia y Gestión de ProyectosCristhian Solano BazalarОценок пока нет
- BROCHURE Gerencia y Gestion de ProyectosДокумент2 страницыBROCHURE Gerencia y Gestion de ProyectosCristhian Solano BazalarОценок пока нет
- Gest Alcance - Crear EDTДокумент8 страницGest Alcance - Crear EDTCristhian Solano BazalarОценок пока нет
- Acta de Constitución Del Proyecto PDFДокумент8 страницActa de Constitución Del Proyecto PDFElizabeth Asin BocanegraОценок пока нет
- II BIM - QUIM - Guía #1 - Tabla Periódica ActualДокумент10 страницII BIM - QUIM - Guía #1 - Tabla Periódica ActualJohn Wilson Condori CondoriОценок пока нет
- Guia Nacional BIMДокумент252 страницыGuia Nacional BIMWalter Mario Andia SalinasОценок пока нет
- Brochure CASB - Bim 2021 Rev3Документ12 страницBrochure CASB - Bim 2021 Rev3Cristhian Solano BazalarОценок пока нет
- Geometría 2007-II PДокумент12 страницGeometría 2007-II PCristhian Solano BazalarОценок пока нет
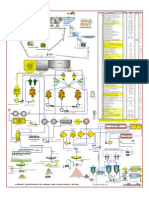
- Flowsheet Planta S.Jerónimo, 1500 TMSD C R PDFДокумент1 страницаFlowsheet Planta S.Jerónimo, 1500 TMSD C R PDFCristhian Solano BazalarОценок пока нет
- Retenes PDFДокумент24 страницыRetenes PDFCristhian Solano BazalarОценок пока нет
- Diccionario BIM (FINAL) - MДокумент5 страницDiccionario BIM (FINAL) - MerickОценок пока нет
- II BIM - QUIM - Guía #2 - Enlace Químico IДокумент4 страницыII BIM - QUIM - Guía #2 - Enlace Químico IBROTHYAMОценок пока нет
- Estandares para Almacenamiento y Manipulación de Sustancias Químicas - 1Документ10 страницEstandares para Almacenamiento y Manipulación de Sustancias Químicas - 1Cristhian Solano BazalarОценок пока нет
- Estructura Atómica IДокумент4 страницыEstructura Atómica IYane Rojas ZevallosОценок пока нет
- Configuración ElectrónicaДокумент4 страницыConfiguración ElectrónicaLizeth Blanco QОценок пока нет
- Teoría AtómicaДокумент6 страницTeoría AtómicaCristhian Solano BazalarОценок пока нет
- Números CuánticosДокумент5 страницNúmeros CuánticosCristhian Solano Bazalar0% (1)
- La MateriaДокумент7 страницLa MateriaCristhian Solano BazalarОценок пока нет
- Ejemplo de Un Layout de FluidosДокумент1 страницаEjemplo de Un Layout de FluidosCristhian Solano BazalarОценок пока нет
- 220 V1D MDL0 00053 - 2Документ16 страниц220 V1D MDL0 00053 - 2Cristhian Solano BazalarОценок пока нет
- Sesion 1-Presentacion-Access 2013Документ12 страницSesion 1-Presentacion-Access 2013aldo3abОценок пока нет
- Estructura Atómica IIДокумент6 страницEstructura Atómica IICristhian Solano BazalarОценок пока нет
- 220 P4 0330 00538Документ1 страница220 P4 0330 00538Cristhian Solano BazalarОценок пока нет
- Gestion Eficaz de Tiempo y Recursos Con Google Calendar PDFДокумент1 страницаGestion Eficaz de Tiempo y Recursos Con Google Calendar PDFCristhian Solano BazalarОценок пока нет
- Curso Asertividad Practica CompletoДокумент244 страницыCurso Asertividad Practica CompletoJuan Miguel Pérez Berrueta88% (8)
- Parte 4 - Aplicacion de Los Lubricantes (Pgs. 87-128) PDFДокумент42 страницыParte 4 - Aplicacion de Los Lubricantes (Pgs. 87-128) PDFCristhian Solano BazalarОценок пока нет
- CEH v8 Lab ManualДокумент0 страницCEH v8 Lab Manualalbini77Оценок пока нет
- Parte 5 - Monitotero de Lubricantes (Pgs. 129-180) PDFДокумент52 страницыParte 5 - Monitotero de Lubricantes (Pgs. 129-180) PDFCristhian Solano BazalarОценок пока нет
- Recorrido SolarДокумент8 страницRecorrido Solarleyton wladirОценок пока нет
- Electro DinaMicaДокумент13 страницElectro DinaMicaMarco Lenin YllatupaОценок пока нет
- Generadores de Corriente ContinuaДокумент11 страницGeneradores de Corriente ContinuascarlyОценок пока нет
- Reporte Técnico Del FrackingДокумент15 страницReporte Técnico Del FrackingGaby HernándezОценок пока нет
- Condición de Agua de ChillersДокумент8 страницCondición de Agua de Chillersgonzalolopez88Оценок пока нет
- Problemas Resueltos de TermoquímicaДокумент4 страницыProblemas Resueltos de TermoquímicaJesus Saravia MendozaОценок пока нет
- Exercises of ThermodynamicsДокумент3 страницыExercises of ThermodynamicsfenderjosephОценок пока нет
- Trabajo de Brandon Nuñez Madueño 2Документ10 страницTrabajo de Brandon Nuñez Madueño 2N-m BrandonОценок пока нет
- EMULSIONES ASFALTICAS TeoriaДокумент39 страницEMULSIONES ASFALTICAS TeoriaYesenia YezlyОценок пока нет
- Folleto Unidades de MedidasДокумент14 страницFolleto Unidades de MedidaspalmuchiОценок пока нет
- Tesis-GANDY - LARCO v05Документ111 страницTesis-GANDY - LARCO v05Diego FalconiОценок пока нет
- Ficha Tecnica Peb160sfss (Microondas de Empotrar)Документ2 страницыFicha Tecnica Peb160sfss (Microondas de Empotrar)Arquiva SA de CVОценок пока нет
- 9222 Titulada 24042020Документ556 страниц9222 Titulada 24042020laineth josé torres barrosОценок пока нет
- Simbología y PistónДокумент55 страницSimbología y Pistóndiego GSОценок пока нет
- Liofilizacion AplicacionesДокумент22 страницыLiofilizacion AplicacionesSofia VillarrealОценок пока нет
- Teoria Ordenacion de MontesДокумент58 страницTeoria Ordenacion de MontesSamuelLorenzo100% (1)
- 1.2.3 Memoria Descriptiva - Inst. ElectricasДокумент4 страницы1.2.3 Memoria Descriptiva - Inst. ElectricasJohn Estrada100% (1)
- V de GowinДокумент1 страницаV de Gowinwilliam sosa parra100% (1)
- JUE - 1000 - JDU - Química en Centrales e Importancia de La Instrumentación - ESДокумент33 страницыJUE - 1000 - JDU - Química en Centrales e Importancia de La Instrumentación - ESJorge VieyraОценок пока нет
- Lixiviación y PercolaciónДокумент18 страницLixiviación y PercolaciónVazquez AlbertoОценок пока нет
- Examen de Conocimiento ResueltoДокумент4 страницыExamen de Conocimiento Resueltoasdrubal danielОценок пока нет
- CogeneraciónДокумент96 страницCogeneraciónhulasko antonio meza sozaОценок пока нет
- Sindrome Del Edificio EnfermoДокумент22 страницыSindrome Del Edificio Enfermorolfimontenegro100% (1)
- Manual Desmultiplicacion Motores Euro6 STTДокумент170 страницManual Desmultiplicacion Motores Euro6 STTFranTSB100% (2)
- Método ReaДокумент5 страницMétodo ReaRenato Ambuludi Hualpa100% (1)
- Práctica 1 Equilibrio Líquido-VaporДокумент10 страницPráctica 1 Equilibrio Líquido-VaporDavid Davila AcuñaОценок пока нет
- Gravel PackДокумент4 страницыGravel PackAlejandro ViscarraОценок пока нет
- Tema 9Документ32 страницыTema 9margalenferding100% (1)
- Controlador 341Документ11 страницControlador 341NikolasGonzalezОценок пока нет