Академический Документы
Профессиональный Документы
Культура Документы
Torneado Conico Mandrinado Knurling Torneado de Forma Roscado
Загружено:
Miguel Arguz0 оценок0% нашли этот документ полезным (0 голосов)
128 просмотров60 страницАвторское право
© © All Rights Reserved
Доступные форматы
PDF, TXT или читайте онлайн в Scribd
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
© All Rights Reserved
Доступные форматы
Скачайте в формате PDF, TXT или читайте онлайн в Scribd
0 оценок0% нашли этот документ полезным (0 голосов)
128 просмотров60 страницTorneado Conico Mandrinado Knurling Torneado de Forma Roscado
Загружено:
Miguel ArguzАвторское право:
© All Rights Reserved
Доступные форматы
Скачайте в формате PDF, TXT или читайте онлайн в Scribd
Вы находитесь на странице: 1из 60
Ing.
David Acosta Horna
OPERACIONES DE TORNEADO II
( Prctica )
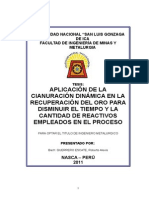
Es dar forma cnica al material en rotacin haciendo desplazar la herramienta
oblicuamente al eje del torno, conforme la inclinacin dada al carro porta-
herramientas ( fig. 1).
Sus principales aplicaciones son en la construccin de puntas de torno, conos de
reduccin, asientos de vlvula y pasadores cnicos.
Fig. 1
PROCESO DE EJECUCIN
1 Paso Torne cilndricamente el material, dejndolo en el dimetro mayor del
cono.
Observacin:
Usar refrigerante.
2 Paso Incline el carro porta-herramientas.
a. Afloje los tornillos de la base.
b. Gire el carro porta-herramientas al ngulo deseado, observando la
graduacin angular ( figs. 2 y 3).
c. Apriete los tornillos de la base.
Ing. David Acosta Horna
Fig. 2 Fig. 3
3 Paso Corrija la posicin de la herramienta.
Observacin:
La herramienta tiene que estar rigurosamente a la altura del centro y
perpendicular a la generatriz del cono ( fig. 4).
4 Paso Coloque el carro principal en posicin de tornear el cono.
a. Gire la manivela del carro porta-herramientas desplazndolo
totalmente hacia el frente.
b. Desplace el carro principal hacia la izquierda hasta que la punta de
la herramienta sobrepase 5 mm, aproximadamente, a la longitud
del cono ( fig. 4).
c. Fije el carro principal apretando el tornillo A ( fig. 2).
A
Tornillo de
fijacin
A
Ing. David Acosta Horna
5 Paso Ponga el torno en funcionamiento.
c
Fig. 4
6 Paso Inicie el torneado por el extremo B del material ( fig. 5), con pasada
suave, girando la manivela del carro porta-herramientas lentamente.
Observaciones:
1. Cambiar de mano en la manivela, de modo que no se interrumpa el
corte.
2. Usar refrigerante.
Fig. 5
d
D
5
Ing. David Acosta Horna
7 Paso Verifique el ngulo del cono, cuando est mas o menos a la mitad del
torneado (figs. 6 y 7), y corrija si es necesario.
Fig. 6 Verificacin con conimetro Fig. 7 Verificacin con calibrador
( cono poco preciso ) ( cono de precisin )
Observacin:
Cuando la verificacin se hace con calibrador, se debe retirar la
herramienta, transversalmente, limpiar el material y el calibrador.
Precaucin:
Para evitar herirse, aparte la herramienta y cubra su punta
con un protector de plomo, cuero o madera.
8 Paso Repita las indicaciones del 6 y 7 pasos hasta terminar la operacin.
VOCABULARIO TCNICO
Carro porta-herramientas = carro superior, carro orientable.
Ing. David Acosta Horna
Consiste en lograr una superficie cilndrica interna, por la accin de la herramienta,
que se desplaza paralela al eje del torno ( fig. 1). Se conoce tambin con el nombre de
alesar.
Se realiza para obtener agujeros cilndricos precisos en bujes, poleas y engranajes,
principalmente.
PROCESO DE EJECUCIN
1 Paso Monte la pieza.
a. Deje la cara de la pieza que da contra el plato separada del mismo, lo
necesario para la salida de la herramienta y desalojo de las virutas
(fig. 1).
b. Centre la pieza.
2 Paso Agujere la pieza.
a. En un dimetro aproximadamente 2 mm menor que el dimetro
nominal.
Observacin:
En caso de agujeros de gran dimetro agujere con la broca de mayor
medida que disponga.
Ing. David Acosta Horna
Fig. 1
3 Paso Monte la herramienta.
a. Deje fuera del porta-herramienta una longitud suficiente para el
torneado ( fig. 2).
Observacin:
La herramienta debe ser lo ms gruesa posible.
b. Ubique la herramienta a la altura ya alineada.
Fig. 2
Observacin:
El filo debe estar a la altura del centro y el cuerpo paralelo al eje del torno
(figs. 3 y 4).
C Fije la herramienta.
Ing. David Acosta Horna
Fig. 4
4 Paso Prepare el torno y pngalo en marcha.
Observacin:
Consulte las tablas para determinar la rotacin y el avance.
5 paso Inicie el torneado.
a. Haga la herramienta penetrar en el agujero y desplcela
transversalmente, hasta que el filo tome contacto con la pieza ( fig. 5).
:
Fig. 3
A
Ing. David Acosta Horna
b. Haga un rebaje en el comienzo del agujero, para tomarlo como
referencia ( fig. 6).
c. Para el torno, retire la herramienta en el sentido longitudinal, para
medir con el calibre con nonio ( fig. 7).
d. Coloque el anillo graduado a cero.
e. Calcule cuanto debe tornear y d las pasadas necesarias hasta
obtener un dimetro 0,2 mm menor que el final, para la pasada de
acabado.
Fig. 5
Ing. David Acosta Horna
Fig. 6
Fig. 7
6 Paso Termine el torneado.
a. Reafile la herramienta si es necesario.
b. Consulte la tabla y determine el avance para dar el acabado.
c. Haga un rebaje con la profundidad final y verifique la medida.
d. Complete la pasada.
7 Paso Verifique.
Observacin:
De acuerdo con la precisin requerida, los agujeros se verificarn con
calibre con monio, micrmetro, calibre de tolerancias o con la pieza que
entrar en el agujero.
Ing. David Acosta Horna
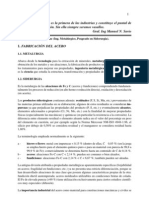
Moletear en el torno es producir surcos paralelos o cruzados, con una herramienta
llamada Moleteador, sobre el material en movimiento, comprimido por las moletas
(fig.1).
Se ejecuta el moleteado para evitar que la mano se deslice cuando manipula la pieza
y, en ciertos casos, para mejorar su aspecto. Las figuras 2, 3, y 4 muestran
ejemplos de piezas moleteadas.
Ing. David Acosta Horna
Fig. 1
Fig. 2 Fig. 3 Fig. 4
PROCESO DE EJECUCIN
1 Paso Torne la parte a ser moleteada, dejndola lisa, limpia y con un dimetro
ligeramente menor que la medida final, dependiendo: del material de la
pieza, del paso y del ngulo de las estras de las moletas.
Observacin:
Consultar la tabla de moleteados.
2 Paso Monte el moleteador, verificndolo:
a. La altura (el moleteador deber fijarse a la altura del eje de la
pieza, fig. 5).
b. El alineamiento (el moleteador deber fijarse perpendicular a la
superficie a ser moleteada, fig. 6).
Moleta
Ing. David Acosta Horna
Cuerpo basculante
Fig. 5
Fig. 6
3 Paso Molete.
a. Desplace el moleteador aproximndolo al extremo que va a ser
moleteado.
b. Ponga en movimiento el torno.
c. Aplique fuertemente el moleteador contra la pieza sobre la mitad
del ancho de las moletas ( fig. 7).
Observaciones:
Consultar la tabla para determinar el AVANCE y la ROTACIN.
El avance debe ser aproximadamente la mitad del paso y la rotacin igual
que para desbaste.
a/2
Ing. David Acosta Horna
a
Fig. 7
d. Avance el moleteador, transversalmente hasta marcar el material y
desplcelo, un poco, en sentido longitudinal.
e. Pare el torno y examine la zona moleteada.
Observacin:
En caso de que el moleteado fuera irregular ( fig. 8), corroja, repitiendo
las indicaciones a, b, c, d, e, de este paso, hasta que quede uniforme
(fig.9).
f. Ponga en movimiento el torno y coloque el avance automtico.
g. Molete toda la superficie deseada.
Fig. 8 Fig. 9
Ing. David Acosta Horna
Observacin:
Usar querosene para remover todas las partculas de material.
h. Haga avanzar el carro en sentido contrario y repase el moleteado.
Precaucin
La pieza debe estar bien fijada, a fin de evitar el peligro de
que se suelte, daando la mquina o hiriendo al operador.
Observacin:
Los moleteados cruzados deben formar pirmides puntiagudas ( fig. 10).
Los moleteados paralelos forman estras perfectas ( fig. 11). Los
moleteados cruzados pueden tener diferentes ngulos, conforme su
finalidad. Los paralelos, en algunos casos, pueden ser inclinados.
Fig. 10 Fig. 11
4 Paso Retire el moleteador y limpie con un cepillo de acero, cepillando en la
direccin de las estras ( fig. 12).
5 Paso Chaflane los cantos, para eliminar las rebabas ( fig. 13).
Ing. David Acosta Horna
Fig. 12
Fig. 13
El plato de mordazas independientes permite el centrado de una pieza o material por
medio del desplazamiento independiente de cada mordaza.
Ing. David Acosta Horna
Se utiliza para torneados excntricos, piezas fundidas, forjadas, torneados
preliminares y para centrar con mayor precisin, permitiendo fijar piezas y materiales
irregulares con mayor firmeza ( figs. 1 y 2).
Mesa de control sobre la bancada Fig. 2
Fig. 1
PROCESO DE EJECUCIN
1 Paso Monte el material en el plato.
a. Abra las mordazas, tomando como referencia las circunferencias
concntricas, generalmente marcadas en la cara del plato ( fig. 3).
b. Monte el material en el plato y apriete ligeramente las mordazas.
2 Paso Centre el material.
a. Verifique el centrado con gramil ( fig. 4).
Gramil
Circunferencia de referencia
Plano de
apoyo
Circunferencias
de referencia
Ing. David Acosta Horna
Fig. 3
Fig. 4
b. Gire con la mano y observe el espacio entre el material y la aguja del
gramil.
c. Afloje ligeramente la mordaza del lado en que el material se separa
de la aguja y apriete la mordaza opuesta.
Aflojar
Apretar
Ing. David Acosta Horna
Precaucin:
Nunca deje mas de una mordaza sin apretar.
d. Repita estas dos ltimas indicaciones hasta que el material quede
centrado y apriete firme las mordazas.
Observaciones:
1. En el caso de piezas mecanizadas cuyo centrado debe ser riguroso, se
debe usar un comparador ( fig. 5), despus del centrado con gramil.
Fig. 5
2. En el caso de materiales en bruto, se puede hacer el centrado usando tiza.
Para ello, monte el material, ponga en movimiento el torno a baja velocidad,
aproximando la tiza, para marcar la regin de la pieza que queda mas
apartada del centro ( fig. 6); la continuacin, proceder como fue explicado en
el centrado con gramil.
Fig. 6
Marca de
tiza
Tiza
Ing. David Acosta Horna
3. Cuando el material es muy largo, se hace el centrado de la parte prxima
al plato, con uno de los procedimientos ya indicados y despus se centra
el extremo golpeando con un martillo de plstico ( fig. 7) antes de apretar
totalmente.
Fig. 7
Parte ya
centrada
Ing. David Acosta Horna
Es muy semejante a la operacin de tornear superficie cilndrica interna
diferencindose por terminar frente a una cara plana interna. La herramienta acta
desplazndose en dos direcciones, segn indica la fig. 1, para determinar un ngulo
recto.
Esta operacin se realiza para construir, por ejemplo, los alojamientos de rodamientos
de bolillas y bujes.
Fig. 1
PROCESO DE EJECUCIN
1 Paso Monte el material.
2 Paso Refrente el extremo del material.
3 Paso Haga centro con broca de centro.
4 Paso Taladre el dimetro y la profundidad deseada.
Observacin:
Siempre que sea posible hacer un agujero antes de iniciar el torneado del
rebaje ( fig. 2).
5 Paso Monte la herramienta de tornear y refrendar interior ( fig. 3).
Observaciones:
Ing. David Acosta Horna
El filo de la herramienta debe quedar exactamente a la altura del eje del
torno.
Dejar fuera de los calces, la longitud necesaria.
Fig. 2
Fig. 3
6 Paso Aproxime la herramienta al material y fije el carro principal.
7 Paso Prepare y ponga en movimiento el torno.
Observacin:
Al consultar la tabla de revoluciones, considerar el dimetro mayor del
rebaje.
8 Paso Desplace la herramienta hasta que su punta coincida con el centro del
material ( fig. 4).
9 Paso Desbaste el rebaje.
Mnimo posible
Ing. David Acosta Horna
a. Acerque la herramienta a la cara del material, tome la referencia en el
anillo graduado y avance la herramienta dentro del material
aproximadamente 0,5 mm.
b. De sucesivas pasadas hasta aproximarse a la medida del dimetro y
profundidad requerida ( fig. 5).
c. Deje de 0,5 a 1 mm de metal para el acabado
Fig. 4 Fig. 5
10 Paso Termine el rebaje.
a. Torne el dimetro.
b. Refrente observando la profundidad.
11 Paso Verifique con el calibre con nonio ( figs. 6 y 7).
Ing. David Acosta Horna
Fig. 6
Fig. 7 MEDICION DE DIMETRO
Observaciones:
Quitar las rebabas antes de medir
El calibre no debe tocar la cara interna de la pieza ( fig. 6).
15 14
MEDICIN DE
PROFUNDIDAD
0
1
2
3
Ing. David Acosta Horna
Es dar terminacin precisa a agujeros redondos con una herramienta de corte,
denominada escariador.
Cuando el material gira, el escariador penetra en el agujero previamente desbastado,
desplazado por el cabezal mvil ( fig. 1).
Se emplea para hacer ms rpida y econmica la construccin de agujeros
normalizados en bujes, poleas, anillos y engranajes.
Fig. 1
PROCESO DE EJ ECUCIN
1 Paso Desbaste el agujero.
escariador fijo
mandril autrocentrante
husillo
Ing. David Acosta Horna
a. Agujere.
b. Cilindre con herramienta.
Observacin:
Consultar tabla de dimetro para pasar escariador.
2 Paso Monte y posicione el escariador.
a. Coloque porta-escariador flotante en el eje del cabezal mvil.
Observacin:
Si no se dispone de porta-escariador, se puede fijar con un mandril porta-
broca o directamente en el cabezal mvil ( figs. 2 y 3).
Fig. 2
Ing. David Acosta Horna
Fig. 3
b. Fije el escariador.
c. Aproxime el cabezal mvil al material y jjelo.
Observacin:
El eje del cabezal mvil debe estar lo ms adentro posible.
3 Paso Ponga en marcha el torno.
Observacin:
Utilizar la rotacin indicada en la tabla.
4 Paso Haga el escariado.
a. Introduzca el escariador girando el volante del cabezal mvil lenta y
regularmente.
Observacin:
Utilizar lubricante adecuado.
b. Contine hasta completar el pasaje del escariador.
5 Paso Retire el escariador, con el material girando en el mismo sentido del que
cuando penetr.
Observacin:
Ing. David Acosta Horna
Limpie el escariador con un pincel.
6 Paso Verifique.
a. Afloje y retire el cabezal mvil.
b. limpie el agujero.
Precaucin:
Utilice una escobilla cilndrica ( fig. 4 ) y un trozo de tela.
Fig. 4
Observacin:
Si la pieza est caliente, enfriar antes de verificar.
c. Verifique con un calibrador tampn ( fig. 5) o micrmetro ( fig. 6).
Ing. David Acosta Horna
Fig. 5
Fig. 6
Es obtener superficies cncavas y convexas sobre el material por el corte de una
herramienta que se desplaza simultneamente con movimientos de avance y
penetracin.
Se realiza para obtener la forma definitiva en piezas sin mucha precisin, con manijas
y volantes o como paso previo para perfilar con herramientas de forma.
Ing. David Acosta Horna
PROCESO DE EJECUCIN
1 Paso Refrente y cilindre al dimetro mayor de la pieza.
2 Paso Marque, con dos trazos de herramienta, los lmites de la superficie
deseada ( fig. 1).
REDONDEADO CON UNA REDONDEADO CON DOS
REFERENCIA REFERENCIAS
Fig. 1
3 Paso Monte la herramienta para el torneado de la superficie cncava o
convexa, segn el caso ( figs. 2 y 3).
Fig. 2
Ing. David Acosta Horna
Fig. 3 CONVEXO
Observacin:
La punta de la herramienta debe ser redondeada, pues las agudas
dificultan obtener buena terminacin.
4 Paso Torne la superficie.
1. SUPERFICIES CONCAVAS
a. Penetre con la herramienta en la parte ms profunda de la superficie
(fig. 4).
b. Desplace el carro hasta A con los movimientos simultneos de
desplazamiento ( a
1
) y profundidad ( p
1
) y realice la pasada ( 1) ,
(Fig. 5 ).
c. Desplace el carro hasta B ( fig. 6) y, con los movimientos ( a
2
) y ( p
2
)
Ing. David Acosta Horna
d. Controle con la plantilla.
e. Realice tantas pasadas como sean necesarias con los mismos
procedimientos (1) y (2) hasta llegar al perfil deseado ( fig. 7).
P
P
1
P
2
a
1
Fig. 4 a
2
Fig. 5
Fig. 6
2. SUPERFICIES CONVEXAS
a. Ubique la herramienta frente a la parte ms saliente de la superficie A
( fig. 8).
b. Con movimientos de avance ( a
1
) y profundidad ( p
1
) simultneos
realice la pasada ( 1 ).
c. Vuelva al punto A y con avance ( a
2
) y profundidad ( p
2
)
simultneos, haga la pasada ( 2 ) ( fig. 8 ).
d. Controle con la plantilla.
e. Realice tantas pasadas como sean necesarias con el mismo
procedimiento, hasta llegar al perfil deseado.
f. Verifique con la plantilla ( fig. 9 ).
PASADA 1 PASADA 2
plantilla
Fig. 7
Ing. David Acosta Horna
Fig. 8
Fig. 9
a
2 a
1
Referencia
Ing. David Acosta Horna
Consiste en dar forma cuadrada al filete con una herramienta de perfil, conducida
automticamente por el carro. El avance debe ser igual al paso de la rosca, por cada
vuelta completa del material, mientras que, el avance de profundidad de corte de la
herramienta, acta del centro del material hacia su periferia.
Se utiliza como apertura de canales previos a la construccin de rosca trapezoidal y
diente de sierra. A pesar de estar en desuso an se emplea en tornillos de piezas
sujetas a golpes y grandes esfuerzos.
PROCESO DE EJECUCIN
1 Paso Prepare el material.
a. Agujere. (fig. 1)
b. Torne la perforacin a la medida. (fig. 2)
c. Haga el canal de salida y el rebaje de referencia. ( fig. 3)
rebaje de referencia
2 Paso Monte la herramienta de roscar interno (figs. 4 y 5).
Fig. 1 Fig. 2
Fig. 3
Ing. David Acosta Horna
Fig. 4
Fig. 5
Observaciones:
Se puede trabajar con la herramienta en posicin normal, en cuyo
caso la profundidad se da avanzndola hacia el operador.
Marque en la herramienta una referencia para indicar la
profundidad a que debe llegar ( fig. 6).
Fig. 6
3 Paso Prepare el torno.
referencia
Ing. David Acosta Horna
a. Mueva las palancas para el avance o monte los engranajes.
b. Determine rpm.
4 Paso Ponga en movimiento el torno, aproxime la herramienta hasta que la
misma toque el material y tome la referencia en el anillo graduado del
carro transversal.
5 Paso Inicie la rosca.
a. Desacople el carro o pare el torno cuando la herramienta llegue al
canal de salida.
b. Vuelva a la posicin inicial de corte y d una nueva pasada.
c. Repita las indicaciones a y b hasta llegar al final de la rosca.
Observacin:
Usar refrigerante.
6 Paso Haga una verificacin con el calibrador o con una pieza-macho.
Ing. David Acosta Horna
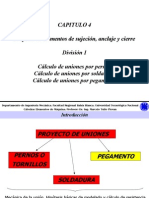
Esta operacin permite obtener superficies cnicas, con la pieza fijada entrepuntas, a
travs del desplazamiento de la herramienta paralelo al eje del torno, luego de haber
desalineado la contrapunta una dimensin a calculada ( fig. 1).
Este proceso es empleado para conos de poca precisin, poca inclinacin y de
longitud mayor que el desplazamiento del carro superior.
Fig. 5
PROCESO DE EJECUCIN
1 Paso Desaline la contrapunta.
a. Determine la dimensin a que debe ser desalineada la contrapunta.
b. Gire el tornillo C ( fig. 2) y haga el desplazamiento de la contrapunta,
controlndolo como indican las figuras 3 y 4.
Ing. David Acosta Horna
Fig. 2
Fig. 3 Fig. 4
Observaciones:
El desplazamiento tambin se puede controlar utilizando un comparador
(fig. 5).
Para efectuar de desalineado, el tornillo de fijacin a la bancada debe
estar flojo.
C
B
Calibre
con nonio
Regla
graduada
Ing. David Acosta Horna
Fig. 5
2 Paso Monte el material entrepuntas.
Observacin:
El desalineamiento de la contrapunta provoca, en los agujeros de centro
de la pieza, cierta deformacin, cuando se usan puntas cnicas. Se
recomienda, por eso, usar puntas esfricas ( fig. 6)
Fig. 6
3 Paso Monte la herramienta.
4 Paso Inicie el torneado del cono.
Precaucin:
Comparador
Ing. David Acosta Horna
Las puntas esfricas son mas frgiles que las cnicas. Evite,
por lo tanto, esfuerzos muy grandes, para que no se
quiebren.
5 Paso Verifique la conicidad, midiendo los dimetros y la longitud del cono o
usando calibre con nonio.
6 Paso Corrija, si es necesario, y termine el cono.
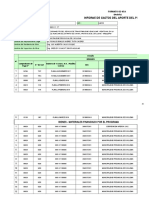
El empleo del mandril en el torno tiene por finalidad obtener, en el torneado o interno,
piezas concntricas, como poleas, engranajes, bujes y facilitar la fabricacin de piezas
en serie.
PROCESO DE EJECUCIN
1 Paso Elija el mandril apropiado:
a. Para trabajos externos en una pieza cada vez (fig. 1 y 2).
b. Para trabajos internos ( fig. 3).
c. En trabajos externos, para una o varias piezas cada vez ( fig.4).
Ing. David Acosta Horna
Fig. 1 MANDRIL PARALELO FIJ O.
Fig. 2 MANDRIL EXPANSIBLE O REGULABLE
Fig. 3 MANDRL EXPANSIBLE PARA TRABAJ OS INTERNOS (PINZA)
Dimetro nominal Conicidad 0,04 100
Buje de expansin
Tuerca de apoyo
Tuerca de apriete
Rosca de fijacin
Ranura
Cuerpo flexible
Cuerpo flexible
Arandelas ajustables
Ing. David Acosta Horna
Fig. 4
Observaciones:
Las piezas deben estar refrentadas a escuadra con el agujero para
no forzar el mandril.
La rosca de la tuerca no debe ser justa.
2 Paso Monte las piezas en el mandril.
1. EN EL MANDRIL PARALELO.
a. Limpie y lubrique la pieza y el mandril.
b. Monte la pieza en el mandril a presin, usando una prensa ( fig. 5).
Observaciones:
Verificar el lado de entrada del mandril.
Hacer la penetracin del mandril conservando el escuadrado.
Ing. David Acosta Horna
2. EN EL MANDRIL EXPANSIBLE ( fig. 6).
a. Limpie, lubrique y monte el mandril.
b. Limpie la pieza y mntela en el buje expansible.
c. Apriete la tuerca delantera hasta que la pieza quede bien sujeta al
buje expansible.
c. Apriete la tuerca de apoyo.
Fig. 6
Pieza
Fig. 5
Pieza
Ing. David Acosta Horna
3. EN EL MANDRIL DE APRIETE EN TUERCA ( fig. 7)
a. Limpie y lubrique el mandril y las piezas.
b. Monte las piezas.
c. Coloque las arandelas y la tuerca.
d. Apriete la tuerca.
Observacin:
Verificar el paralelismo en el montaje de las piezas.
Fig. 7
3 Paso Monte el mandril en el torno.
1. PARA TRABAJ OS EXTERNOS
a. Sujete la brida en el mandril.
b. Coloque el mandril entrepuntas ( fig. 8).
Fig. 8
Piezas
Mandril
arandela
calce
Ing. David Acosta Horna
Observaciones:
Usar punta giratoria.
Verificar el alineamiento de las puntas.
c. Ajuste las puntas, con apriete suave.
d. Fije el eje del cabezal mvil.
2. PARA TRABAJ OS INTERNOS ( fig.9)
a. Limpie la rosca y monte el plato cnico en el eje principal del torno.
b. Limpie y monte el mandril en el torno, atornillando ligeramente al
tirante.
c. Limpie la pieza e introduzca en el mandril.
d. Apritela, girando la palanca que tira la barra de fijacin.
Fig. 9
4 Paso Torne la pieza
Observaciones:
Es aconsejable dar pasadas leves para evitar desajustes de la pieza
en el mandril.
Determinar la rotacin y el avance, en las tablas.
Precaucin: Verificar si la pieza est bien sujeta.
HO 5/5
Husillo
Plato cnico
Mandril
Pieza
Tirante
Ing. David Acosta Horna
Consiste en enrollar un alambre sobre un mandril, conducido por una gua fijada en el
carro superior del torno, que se desplaza longitudinalmente con un avance adecuado.
Se aplica en la ejecucin de resortes de traccin y compresin.
PROCESO DE EJECUCIN
1 Paso Prepare el torno.
a. Monte el mandril.
b. Ajuste el paso.
Observacin:
En el caso de resorte de traccin en que las vueltas estn pegadas una a
otra, el paso, es el propio dimetro del alambre.
2 Paso Pase el alambre entre los calces de madera ( fig. 1) o entre el soporte
tensor ( fig. 2) y apriete ligeramente.
Fig. 1
HO 1/4
Alambre
Calces de madera
Ing. David Acosta Horna
Fig. 2
3 Paso Introduzca la punta del alambre en el agujero o en la ranura del mandril.
Observacin:
La punta del alambre debe pasar hasta al lado opuesto del mandril.
4 Paso Aproxime el carro transversal de modo que obtenga una distancia D de
10 a 30 mm entre los calces y el mandril ( fig. 3) o entre el tensor y el
mandril.
Observacin:
Lubrique el alambre
HO 2/4
Soporte tensor
Ing. David Acosta Horna
Fig. 3
5 Paso Enganche el reductor y gire el torno con la mano, dando una vuelta
completa ( fig. 4).
Observaciones:
Regular el apriete de los calces sobre el alambre para obtener la
tensin deseada.
Para resortes derechos ( hlice derecha ), iniciado por el extremo
del mandril, el alambre pasa por abajo y el torno gira en el sentido
de A , para resortes izquierdos ( hlice izquierda), el alambre pasa
por encima y en el sentido de B ( fig. 3).
Fig. 4
6 Paso Acople el carro y corrija, si es necesario, la posicin del alambre junto a
la 1 vuelta, con ayuda del carro superior.
7 Paso Ponga en movimiento el torno y detngalo cuando falte una vuelta para
completar el resorte.
Precaucin:
Use proteccin especial para los ojos, mantngase fuera de la
direccin del alambre y djelo libre en el piso o en la bobina.
8 Paso Verifique la longitud del resorte, corrija si es necesario, desacople el carro
y haga la ltima vuelta ( fig. 5).
HO 3/4
Ing. David Acosta Horna
9 Paso Desacople el reductor y, si es necesario, facilite la eliminacin de la
tensin del resorte, girndole torno con la mano en el sentido inverso.
10 Paso Suelte el mandril, lentamente, abriendo un poco las mordazas o aflojando
la brida.
Precaucin:
Deje girar el mandril lentamente, conservndolo ligeramente
sujeto.
11 Paso Corte las puntas con un alicate y esmerile los bordes para dejar
escuadrado al resorte.
Observacin:
En el caso de resortes de traccin, se deben hacer los ojales con
alicates.
HO 4/4
Ing. David Acosta Horna
Es producir un filete triangular de perfil constante con una herramienta interna de perfil
adecuado, conducida por el carro. La relacin entre los movimientos de la herramienta
y del material se obtiene con los engranajes de la lira y la caja. El avance debe ser
igual al paso de la rosca por una vuelta completa del material.
PROCESO DE EJECUCIN
1 Paso Agujere y torne a la medida.
Observaciones:
Cuando la rosca no tiene salida, se debe hacer el canal con
herramienta de ranurar interno ( fig. 1).
Tome la referencia y controle la profundidad del canal con auxilio
del anillo graduado del carro transversal.
Fig. 1
2 Paso Posicione la herramienta.
a. Colquela a la altura del centro ( fig. 2) y verifique el alineamiento
fig.3).
HO 1/3
Ing. David Acosta Horna
Observacin:
Verificar si el cuerpo de la herramienta pasa con juego por el agujero,
hasta el canal de salida.
Fig. 2
Fig. 3
3 Paso Prepare el torno.
a. Coloque los engranajes necesarios en el soporte o determine el
posicionamiento en la caja Norton para obtener el avance
necesario.
c. Determine la rotacin para roscar.
4 Paso Inicie la rosca.
a. Ponga en movimiento el torno.
b. Tome la referencia inicial con el anillo graduado en el carro transversal
( fig. 4), una vez que la herramienta roza el material.
HO 2/3
Regla
Ing. David Acosta Horna
Fig. 4
c. Avance transversalmente la herramienta 0,3 mm ( fig. 5).
Fig. 5
d. Limite la longitud de la herramienta de acuerdo con la longitud de la
rosca ( fig. 6).
e. Acople el carro principal.
f. Al llegar a la longitud de la rosca, retire la herramienta e invierta el
sentido de rotacin del torno.
g. Contine dando varias pasadas hasta obtener la altura del filete.
Observaciones:
Controlar la altura del filete con el anillo graduado del carro
transversal.
Usar refrigerante adecuado.
Anillo del carro
transversal
HO 3/3
Ing. David Acosta Horna
Fig. 6
5 Paso Termine la rosca, repasndola con la misma profundidad, si es necesario.
Es tornear un material con un extremo sujeto en el plato y el otro apoyado en la luneta,
fija en la bancada del torno ( fig. 1).
Se aplica en el torneado interno o externo de piezas largas, expuesta a flexiones.
HO 1/3
Ing. David Acosta Horna
Fig. 1
PROCESO DE EJECUCIN
1 Paso Monte la luneta.
a. Fije la luneta sobre la bancada.
Observaciones:
Limpie la base de la luneta y la bancada para obtener un buen
apoyo centrado.
Ubique la luneta de modo que el material se apoye lo ms prximo
al extremo a tornear.
2 Paso Monte el material ( fig. 2).
Fig. 2
a. Apoye el material sobre las puntas de la luneta y coloque el otro
extremo en el plato, ajustando ligeramente las mordazas.
Observaciones:
Verifique que la superficie de apoyo del material sobre las puntas de la
luneta est bien cilndrica y lisa.
HO 2/3
Ing. David Acosta Horna
b. Centre el material desplazando las puntas de la luneta y verifique el
centrado con un gramil o comparador.
Observacin:
Si la pieza tiene centro, utilice la contrapunta para facilitar el centrado
(fig.3).
Fig. 3
c. Lubrique la superficie del material en contacto con las puntas de la
luneta ( fig. 4).
d. Apriete lo suficiente el plato, verificando el centrado del material.
Fig. 4
HO 3/3
Ing. David Acosta Horna
3 Paso Torne la pieza
Observaciones:
Trabaje con baja velocidad de corte y mantenga bien lubricadas las
puntas de la luneta.
La luneta fija tambin puede ser usada como apoyo intermedio en piezas
muy largas ( fig. 5).
Fig. 5
Consiste en construir un filete con perfil cuadrado, con procedimiento similar al de la
rosca triangular. La diferencia est en la profundidad de corte, que se da perpendicular
al eje del torno, sin desplazamientos laterales y con el filo paralelo a dicho eje ( fig. 1).
Fig. 1
HO 1/5
Ing. David Acosta Horna
Aunque todava se emplea hoy en la construccin de tuercas y tornillas, su uso es
reducido, siendo sustituida por la rosca trapezoidal y diente de sierra.
Se utiliza tambin para abrir canales para la construccin de rosca trapezoidal y diente
de sierra ( fig. 2).
Fig. 2
PROCESO DE EJECUCIN
1 Paso Torne el dimetro y haga el canal de salida de la rosca ( fig. 3).
Observacin:
El ancho del canal debe ser mayor que la mitad del paso de la rosca.
Fig. 3
HO 2/5
Ing. David Acosta Horna
2 Paso Elija la herramienta y el soporte.
Observaciones:
Usar herramienta con ngulo de inclinacin convenientes para que
haya incidencia lateral entre ella y los flancos de los filetes de la
rosca a ser ejecutadas ( figs. 4 y 5).
Usar de preferencia soporte flexible ( fig. 6).
Verificar que el largo de la parte afilada de la herramienta sea
suficiente para lograr la oportunidad del filete de la rosca a ser
ejecutada.
Fig. 4 PARA ROSCA DERECHA Fig. 5 PARA ROSCA IZQUIERDA
Fig. 6
3 Paso Monte la herramienta, observando la altura ( fig. 7) y el alineamiento.
HO 3/5
Ing. David Acosta Horna
Observacin:
Verificar que la arista cortante est paralela a la pieza ( fig. 8).
Fig. 7 Fig. 8
4 Paso Prepare el torno para roscar.
a. Monte el tren de engranajes de roscar o ubique la palanca en la
posicin correspondiente, en el caso de tornos con caja de cambios.
Precaucin:
En el caso de montar tren de engranajes, quite la llave
general del mismo, antes de cambiarlos.
5 Paso Inicie la rosca.
a. Ponga la herramienta en contacto y coloque el tambor graduado del
carro transversal a cero. Saque la herramienta fuera de la pieza.
b. Aproxime la herramienta transversalmente ( fig. 9).
Observacin:
La profundidad de corte vara de 0,05 a 0,1 mm.
HO 4/5
Ing. David Acosta Horna
Fig. 9
c. Ponga el avance automtico y el torno en movimiento para dar la
primera pasada.
d. Pare el torno cuando se llegue al canal de salida ( fig. 10) o fuera de
la pieza ( fig. 11).
Fig. 10 ROSCA DERECHA
Fig. 11
HO 5/5
Ing. David Acosta Horna
6 Paso Repita el paso anterior hasta que est prximo a la medida.
7 Paso Verifique el ajuste de la rosca con calibrador o con una tuerca.
Observacin:
No forzar el calibrador.
8 Paso Repase, si es necesario, hasta conseguir el ajuste.
Вам также может понравиться
- Uniones MecánicasДокумент16 страницUniones MecánicasCarlos Guiñez MontecinosОценок пока нет
- Tabla Comparativa de AcerosДокумент1 страницаTabla Comparativa de AcerosCruz Cruz Daniela GuadalupeОценок пока нет
- Ejercicios Mecanizado PDFДокумент14 страницEjercicios Mecanizado PDFMario Alexander Roca Miguel86% (7)
- Flotacion: Teoria y Balance MetalúrgicoДокумент16 страницFlotacion: Teoria y Balance MetalúrgicoRichardSaavedra100% (12)
- Universidad Nacional Del Centro Del Perú: Facultad de Ingeniería Metalúrgica Y de MaterialesДокумент146 страницUniversidad Nacional Del Centro Del Perú: Facultad de Ingeniería Metalúrgica Y de MaterialespoolavilezlimascaОценок пока нет
- Aplicación de La Cianuración Dinámica en La Recuperación Del Oro para Disminuir El Tiempo y La Cantidad de Reactivos Empleados en El ProcesoДокумент113 страницAplicación de La Cianuración Dinámica en La Recuperación Del Oro para Disminuir El Tiempo y La Cantidad de Reactivos Empleados en El ProcesogermanpongoОценок пока нет
- Manual de FlotaciónДокумент10 страницManual de Flotaciónwarrenrr100% (7)
- Catalogo Her Ram Ient A CorteДокумент15 страницCatalogo Her Ram Ient A Cortelark_Оценок пока нет
- Practica N 03 Dosificacion de ReactivoДокумент4 страницыPractica N 03 Dosificacion de ReactivoMiguel ArguzОценок пока нет
- Formato de Lix de CobreДокумент27 страницFormato de Lix de CobreMiguel ArguzОценок пока нет
- Metalurgia Secundaria y ColadaДокумент26 страницMetalurgia Secundaria y ColadaMiguel ArguzОценок пока нет
- EquiposДокумент5 страницEquiposMiguel ArguzОценок пока нет
- AvimetricaДокумент107 страницAvimetricaEdith Rios100% (1)
- Copia de PRUEBA EN BOTELLA FINALДокумент18 страницCopia de PRUEBA EN BOTELLA FINALMiguel ArguzОценок пока нет
- A 08 V 14 N 26Документ20 страницA 08 V 14 N 26josecaciqxeОценок пока нет
- El Coque MetalurgicoДокумент9 страницEl Coque MetalurgicoMiguel ArguzОценок пока нет
- Apunte SiderurgiaДокумент45 страницApunte SiderurgiaOmar AmaroОценок пока нет
- Copia de Montes BALANCE DE PRUEBA EN BOTELLA GRUPO JUEVESДокумент6 страницCopia de Montes BALANCE DE PRUEBA EN BOTELLA GRUPO JUEVESMiguel ArguzОценок пока нет
- Copia de PRUEBA EN BOTELLA FINALДокумент18 страницCopia de PRUEBA EN BOTELLA FINALMiguel ArguzОценок пока нет
- Copia de METODO CHIDDY100 %Документ7 страницCopia de METODO CHIDDY100 %Miguel ArguzОценок пока нет
- Copia de Fire Assay - Segunda SemanaДокумент29 страницCopia de Fire Assay - Segunda SemanaMiguel ArguzОценок пока нет
- Ejercicios 2Документ3 страницыEjercicios 2Miguel Arguz0% (1)
- Copia de Minerales A Tajo AbiertoДокумент22 страницыCopia de Minerales A Tajo AbiertoMiguel ArguzОценок пока нет
- Copia de METODO CHIDDY100 %Документ7 страницCopia de METODO CHIDDY100 %Miguel ArguzОценок пока нет
- Copia de Minerales A Tajo AbiertoДокумент22 страницыCopia de Minerales A Tajo AbiertoMiguel ArguzОценок пока нет
- Copia de Montes BALANCE DE PRUEBA EN BOTELLA GRUPO JUEVESДокумент6 страницCopia de Montes BALANCE DE PRUEBA EN BOTELLA GRUPO JUEVESMiguel ArguzОценок пока нет
- Flotacion Cu, PB, ZNPPTДокумент7 страницFlotacion Cu, PB, ZNPPTMiguel ArguzОценок пока нет
- Terminologia en SoldaduraДокумент3 страницыTerminologia en SoldaduraMiguel ArguzОценок пока нет
- Copia de Fire Assay - Segunda SemanaДокумент29 страницCopia de Fire Assay - Segunda SemanaMiguel ArguzОценок пока нет
- A 08 V 14 N 26Документ20 страницA 08 V 14 N 26josecaciqxeОценок пока нет
- A 08 V 14 N 26Документ20 страницA 08 V 14 N 26josecaciqxeОценок пока нет
- Tema 5 Soldabilidad de Los Aceros Al C MN PDFДокумент39 страницTema 5 Soldabilidad de Los Aceros Al C MN PDFMiguel ArguzОценок пока нет
- UnionesДокумент49 страницUnionesJavier Muñoz ReascosОценок пока нет
- Tema 3 Fisica de La Soldadura PDFДокумент25 страницTema 3 Fisica de La Soldadura PDFMiguel ArguzОценок пока нет
- Torque 2Документ8 страницTorque 2Hidalgo D. AskolicoОценок пока нет
- Tema 1 Maquinas HerramientasДокумент21 страницаTema 1 Maquinas HerramientasJuan LozaОценок пока нет
- Unicanal 1Документ4 страницыUnicanal 1rgarciadgoОценок пока нет
- Domo Geodésico 2Документ7 страницDomo Geodésico 2Habita NodoОценок пока нет
- Informe Torneado y Frezado de PiezaДокумент4 страницыInforme Torneado y Frezado de PiezaDiego CancliniОценок пока нет
- Catalogocompleto1 Tornillos AutoperforantesДокумент24 страницыCatalogocompleto1 Tornillos AutoperforantesNono NonoОценок пока нет
- Mapa Mental OsteosintesisДокумент1 страницаMapa Mental OsteosintesisAngel Emmanuel Alejandro VelazquezОценок пока нет
- INFORME FrasadoraДокумент11 страницINFORME Frasadorathe lookОценок пока нет
- CNC Simulación PrácticasДокумент12 страницCNC Simulación PrácticasAngel Alexis Lopez PerezОценок пока нет
- Liquidacion Financiera HuascarДокумент35 страницLiquidacion Financiera HuascarJheferson Avila RodriguezОценок пока нет
- INFORME PRUEBAS HERRAMIENTASДокумент2 страницыINFORME PRUEBAS HERRAMIENTASIMPORT TOOLS E RICHAD SACОценок пока нет
- Análisis de precios unitarios para construcción de muros y tarrajesДокумент63 страницыAnálisis de precios unitarios para construcción de muros y tarrajesJose Alejandrino MendozaОценок пока нет
- Ensayo TORNOДокумент13 страницEnsayo TORNOCecilia GutiérrezОценок пока нет
- Tablas Cap 8 ShigleyДокумент23 страницыTablas Cap 8 ShigleyJOSIAS JAVIER GUARDADO ALASОценок пока нет
- FRESADORAДокумент14 страницFRESADORAJefferson CerónОценок пока нет
- Eje CilindradoДокумент13 страницEje CilindradoChristian OrtizОценок пока нет
- (Ex) Une-En Iso 898-1 2000Документ4 страницы(Ex) Une-En Iso 898-1 2000mayra contrerasОценок пока нет
- Equipo Enero 2020Документ104 страницыEquipo Enero 2020libnyОценок пока нет
- Aceros Rapidos BohlerДокумент5 страницAceros Rapidos BohlerKevin Yosmel Paucar MartinezОценок пока нет
- Bahco - Torquimetros - CatalogoДокумент21 страницаBahco - Torquimetros - CatalogoRoberto Cayo100% (1)
- Imporgal Catalogo 2013Документ6 страницImporgal Catalogo 2013Salomon TorresОценок пока нет
- Tecnopower Soportes Husillo BK BFДокумент2 страницыTecnopower Soportes Husillo BK BFcesarobeso83Оценок пока нет
- Metodos No Convencionales de MaquinadoДокумент5 страницMetodos No Convencionales de MaquinadoCésar ArredondoОценок пока нет
- Lista de Repuestos Ventana Delantera Excavadora 320dДокумент6 страницLista de Repuestos Ventana Delantera Excavadora 320dIver MillanОценок пока нет
- Presentacion de RoscasДокумент32 страницыPresentacion de Roscaslarry yimeОценок пока нет
- Cuaderno de Informes 2Документ13 страницCuaderno de Informes 2Dichter Enchell Ponce AnampaОценок пока нет