Вам также может понравиться
- NDT ProceduresДокумент2 страницыNDT Proceduresyeezee100% (1)
- Electrical Testing and Commissioning ProceduresДокумент11 страницElectrical Testing and Commissioning Procedureseng_asayedОценок пока нет
- NCASP 2013 OTS AnnexNДокумент7 страницNCASP 2013 OTS AnnexNChristoОценок пока нет
- Basic Principles of Non-Destructive TestingДокумент13 страницBasic Principles of Non-Destructive TestingNDT Consultancy Services Inc0% (2)
- Paper NDTДокумент11 страницPaper NDTAllwin AntonyОценок пока нет
- N D T (NDT) : Seed GДокумент10 страницN D T (NDT) : Seed GShishir Kant SinghОценок пока нет
- NDT ProceduresДокумент7 страницNDT ProceduresDavid DaemmejОценок пока нет
- RESIDUAL LIFE ASSESSMENT AND MODERNIZATION OF STEAM TURBINESДокумент22 страницыRESIDUAL LIFE ASSESSMENT AND MODERNIZATION OF STEAM TURBINESkrlalitОценок пока нет
- Methodology LEO-Scan Reformer Tube Inspection 2017 Rev 1Документ6 страницMethodology LEO-Scan Reformer Tube Inspection 2017 Rev 1hoangviet20006Оценок пока нет
- 14 Inspection FundamentalДокумент50 страниц14 Inspection FundamentalDimas Anggoro Nazara Putra100% (3)
- Electrical CommissioningДокумент19 страницElectrical CommissioningLuis EnriqueОценок пока нет
- List NDT Techniques Commonly Used For Inspecting and ComponentsДокумент12 страницList NDT Techniques Commonly Used For Inspecting and ComponentscollinsОценок пока нет
- Dacon AndtДокумент30 страницDacon AndtCepi Sindang Kamulan100% (1)
- Using safety cases to regulate complex systemsДокумент9 страницUsing safety cases to regulate complex systemsghanbari8668Оценок пока нет
- Agemp Model 2 ANSWER KEYДокумент13 страницAgemp Model 2 ANSWER KEYAnonymous P0rZmU100% (2)
- Commissioning: Commissioning High Voltage EquipmentДокумент14 страницCommissioning: Commissioning High Voltage Equipment2091979Оценок пока нет
- NB-CPR 14-594 Use of Facilities Outside The Laboratory of The NBДокумент5 страницNB-CPR 14-594 Use of Facilities Outside The Laboratory of The NBIoana SperleaОценок пока нет
- Module 9.qualification 1.welding PerformanceДокумент6 страницModule 9.qualification 1.welding PerformanceMohd NizamОценок пока нет
- 01-Visual Inspection & Welding InspectorsДокумент7 страниц01-Visual Inspection & Welding InspectorsSaif UllahОценок пока нет
- Aramco Specific Evaluations For WeldingДокумент6 страницAramco Specific Evaluations For WeldingSiddiqui Abdul Khaliq89% (9)
- Visual InspectionДокумент24 страницыVisual Inspectionaby100% (2)
- ISA CCST Task List Reference GuideДокумент13 страницISA CCST Task List Reference GuideNaseer HydenОценок пока нет
- Railway Welding InspectionДокумент16 страницRailway Welding InspectionQuality MSIPLОценок пока нет
- MOS For T&C Data & Telecommunication NetworkДокумент11 страницMOS For T&C Data & Telecommunication NetworkTarek Mahmoud GhazyОценок пока нет
- Nondestructive Testing - WikipediaДокумент7 страницNondestructive Testing - Wikipediaaniket waghОценок пока нет
- Non-Destructive Methods in AviationДокумент6 страницNon-Destructive Methods in AviationAmeem TariqОценок пока нет
- B Gas Examination RequirementsДокумент25 страницB Gas Examination RequirementsNnamdi Celestine Nnamdi100% (1)
- Codigo ASME (Arrastrado)Документ3 страницыCodigo ASME (Arrastrado)Mou RmzОценок пока нет
- Edm ErrorДокумент14 страницEdm ErrorFaizan FathizanОценок пока нет
- Cable Termination Method StatementДокумент7 страницCable Termination Method StatementMohamed KasemОценок пока нет
- Cswip 3.0 SyllabusДокумент2 страницыCswip 3.0 SyllabusAbu HurairaОценок пока нет
- Procedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesДокумент10 страницProcedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesJonathan Espinoza MejiaОценок пока нет
- Electrical Specifications, Division 16, SECTION 16140 WIRING DEVICESДокумент7 страницElectrical Specifications, Division 16, SECTION 16140 WIRING DEVICESeng_asayedОценок пока нет
- API RP 2A Platform Inspection Procedure REV 0Документ21 страницаAPI RP 2A Platform Inspection Procedure REV 0Putu Yusna Armita100% (3)
- Fda Implantable Pacemaker Testing GuidanceДокумент11 страницFda Implantable Pacemaker Testing Guidanceapi-255072282Оценок пока нет
- Checking Machine Tools: Their Uses Keywords: Machines Tols, Measurements, Mini-Lathe, Accuracy, CNCДокумент5 страницChecking Machine Tools: Their Uses Keywords: Machines Tols, Measurements, Mini-Lathe, Accuracy, CNCMihai GhitulescuОценок пока нет
- Non Destructive Testing NDTPDFДокумент30 страницNon Destructive Testing NDTPDFLong BinОценок пока нет
- Module 7 Essay Questions 1Документ3 страницыModule 7 Essay Questions 1Jonathan100% (2)
- Ansaldo NDT Specifications 22GRKW v1 0Документ117 страницAnsaldo NDT Specifications 22GRKW v1 0pvssrh9929Оценок пока нет
- Qualification Process For Phased Array UT Using DNV RP-F118Документ12 страницQualification Process For Phased Array UT Using DNV RP-F118aztec20100% (1)
- Construction Method Statement: Fabrication & Erection of Piping SystemДокумент24 страницыConstruction Method Statement: Fabrication & Erection of Piping SystemHarun Akkaya100% (2)
- Inspection Plan (Draft)Документ5 страницInspection Plan (Draft)pioneerinvincibleОценок пока нет
- Acoustic EmissionДокумент5 страницAcoustic EmissionYasir MehmoodОценок пока нет
- Corning Recommended Fiber Optic Test Guidelines - LAN-1561-AEN - PAGE 1Документ12 страницCorning Recommended Fiber Optic Test Guidelines - LAN-1561-AEN - PAGE 1Karthikeyan RОценок пока нет
- LBS-RC-EO001-MS-MEP-ELE-0015 Method Statement For Testing and Commissioning of Emergency Lighting SystemДокумент9 страницLBS-RC-EO001-MS-MEP-ELE-0015 Method Statement For Testing and Commissioning of Emergency Lighting SystemfidgetyОценок пока нет
- Guide To InstrumentationДокумент52 страницыGuide To InstrumentationHumberto Diomedi MirandaОценок пока нет
- SoW - DW FPSO Integrity PDFДокумент20 страницSoW - DW FPSO Integrity PDFUzezi oОценок пока нет
- Set StandardsДокумент83 страницыSet Standardsnikola5702Оценок пока нет
- Mechanical Integrity Inspections For Ammonia Refrigeration SystemsДокумент3 страницыMechanical Integrity Inspections For Ammonia Refrigeration Systemsعزت عبد المنعمОценок пока нет
- CAES-OPE-UT-PRO-001(ASME) Rev.0 ENGДокумент29 страницCAES-OPE-UT-PRO-001(ASME) Rev.0 ENGMA GPОценок пока нет
- Nde Uesl Utm NDT 0005Документ7 страницNde Uesl Utm NDT 0005George OgbecheОценок пока нет
- Electrical Equipment Risk AssessmentДокумент6 страницElectrical Equipment Risk AssessmentPuppy Ayu Jatmiko100% (1)
- NDE NDT Inspection BrochureДокумент16 страницNDE NDT Inspection BrochureEngr Arfan Ali DhamrahoОценок пока нет
- Verification of Lifting EquipmentДокумент14 страницVerification of Lifting EquipmentsurnaikОценок пока нет
- Inspection Instrument&Control EquipmentДокумент43 страницыInspection Instrument&Control EquipmentModestyОценок пока нет
- Saep 1146Документ8 страницSaep 1146Ronanki RaviОценок пока нет
- Sop Iii-306 R00Документ23 страницыSop Iii-306 R00Bepdj100% (1)
- The Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsОт EverandThe Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsРейтинг: 3.5 из 5 звезд3.5/5 (14)
- Reliability of High-Power Mechatronic Systems 2: Aerospace and Automotive Applications: Issues,Testing and AnalysisОт EverandReliability of High-Power Mechatronic Systems 2: Aerospace and Automotive Applications: Issues,Testing and AnalysisОценок пока нет
- Methodologies for Seismic Safety Evaluation of Existing Nuclear InstallationsОт EverandMethodologies for Seismic Safety Evaluation of Existing Nuclear InstallationsОценок пока нет
- De So 2 de Kiem Tra Giua Ki 2 Tieng Anh 8 Moi 1677641450Документ4 страницыDe So 2 de Kiem Tra Giua Ki 2 Tieng Anh 8 Moi 1677641450phuong phamthihongОценок пока нет
- Surah 25. Al-Furqan, Ayat 63-69 PDFДокумент1 страницаSurah 25. Al-Furqan, Ayat 63-69 PDFMusaab MustaphaОценок пока нет
- Manila Pilots Association Immune from Attachment for Member's DebtДокумент2 страницыManila Pilots Association Immune from Attachment for Member's DebtAngelic ArcherОценок пока нет
- The Insanity DefenseДокумент3 страницыThe Insanity DefenseDr. Celeste Fabrie100% (2)
- Phasin Ngamthanaphaisarn - Unit 3 - Final Assessment Literary EssayДокумент4 страницыPhasin Ngamthanaphaisarn - Unit 3 - Final Assessment Literary Essayapi-428138727Оценок пока нет
- Astrology - House SignificationДокумент4 страницыAstrology - House SignificationsunilkumardubeyОценок пока нет
- Ultramat 2 instructions for useДокумент2 страницыUltramat 2 instructions for useBalaji BalasubramanianОценок пока нет
- GCSE Ratio ExercisesДокумент2 страницыGCSE Ratio ExercisesCarlos l99l7671Оценок пока нет
- Jaap Rousseau: Master ExtraodinaireДокумент4 страницыJaap Rousseau: Master ExtraodinaireKeithBeavonОценок пока нет
- BI - Cover Letter Template For EC Submission - Sent 09 Sept 2014Документ1 страницаBI - Cover Letter Template For EC Submission - Sent 09 Sept 2014scribdОценок пока нет
- Communicative Competence: Noam ChomskyДокумент2 страницыCommunicative Competence: Noam ChomskyKiara Denise SuarezОценок пока нет
- Tata Hexa (2017-2019) Mileage (14 KML) - Hexa (2017-2019) Diesel Mileage - CarWaleДокумент1 страницаTata Hexa (2017-2019) Mileage (14 KML) - Hexa (2017-2019) Diesel Mileage - CarWaleMahajan VickyОценок пока нет
- Secondary Sources Works CitedДокумент7 страницSecondary Sources Works CitedJacquelineОценок пока нет
- DRRR STEM 1st Quarter S.Y.2021-2022Документ41 страницаDRRR STEM 1st Quarter S.Y.2021-2022Marvin MoreteОценок пока нет
- Preparation For Exercise1-1 CompleteДокумент28 страницPreparation For Exercise1-1 CompleteSimon GranОценок пока нет
- Battery Genset Usage 06-08pelj0910Документ4 страницыBattery Genset Usage 06-08pelj0910b400013Оценок пока нет
- Tax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)Документ1 страницаTax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)Pravin AwalkondeОценок пока нет
- Compro Russindo Group Tahun 2018 UpdateДокумент44 страницыCompro Russindo Group Tahun 2018 UpdateElyza Farah FadhillahОценок пока нет
- Prac Research Module 2Документ12 страницPrac Research Module 2Dennis Jade Gascon NumeronОценок пока нет
- Mastering ArpeggiosДокумент58 страницMastering Arpeggiospeterd87Оценок пока нет
- Structural Works - SharingДокумент37 страницStructural Works - SharingEsvimy Deliquena CauilanОценок пока нет
- Barra de Pinos 90G 2x5 P. 2,54mm - WE 612 010 217 21Документ2 страницыBarra de Pinos 90G 2x5 P. 2,54mm - WE 612 010 217 21Conrado Almeida De OliveiraОценок пока нет
- Settlement of Piled Foundations Using Equivalent Raft ApproachДокумент17 страницSettlement of Piled Foundations Using Equivalent Raft ApproachSebastian DraghiciОценок пока нет
- Online Statement of Marks For: B.A. (CBCS) PART 1 SEM 1 (Semester - 1) Examination: Oct-2020Документ1 страницаOnline Statement of Marks For: B.A. (CBCS) PART 1 SEM 1 (Semester - 1) Examination: Oct-2020Omkar ShewaleОценок пока нет
- Tax Q and A 1Документ2 страницыTax Q and A 1Marivie UyОценок пока нет
- York Product Listing 2011Документ49 страницYork Product Listing 2011designsolutionsallОценок пока нет
- EE-LEC-6 - Air PollutionДокумент52 страницыEE-LEC-6 - Air PollutionVijendraОценок пока нет
- Adic PDFДокумент25 страницAdic PDFDejan DeksОценок пока нет
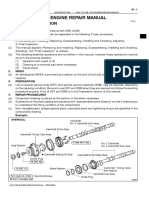
- How To Use This Engine Repair Manual: General InformationДокумент3 страницыHow To Use This Engine Repair Manual: General InformationHenry SilvaОценок пока нет
- Legal validity of minor's contracts under Indian lawДокумент8 страницLegal validity of minor's contracts under Indian lawLakshmi Narayan RОценок пока нет