Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Type Test Method Unit: PhysicalДокумент1 страницаType Test Method Unit: PhysicalnimonhОценок пока нет
- Compd Data Sheet 1040G ASTM Ver 150106Документ1 страницаCompd Data Sheet 1040G ASTM Ver 150106nimonhОценок пока нет
- Compd Data Sheet 5060G ISO Ver 150106Документ1 страницаCompd Data Sheet 5060G ISO Ver 150106nimonhОценок пока нет
- Compd Data Sheet 5060G ASTM Ver 150106Документ1 страницаCompd Data Sheet 5060G ASTM Ver 150106nimonhОценок пока нет
- Compd Data Sheet 1040G ISO Ver 150106Документ1 страницаCompd Data Sheet 1040G ISO Ver 150106nimonhОценок пока нет
- TRVX50X9Документ2 страницыTRVX50X9nimonhОценок пока нет
- Zytel 80G33HS1L BK104Документ3 страницыZytel 80G33HS1L BK104nimonhОценок пока нет
- EMS Long Fibre Reinforced PolyamidesДокумент44 страницыEMS Long Fibre Reinforced PolyamidesnimonhОценок пока нет
- PV701 Polyram ISOДокумент1 страницаPV701 Polyram ISOnimonhОценок пока нет
- AW191 (Cosmoplene PP)Документ1 страницаAW191 (Cosmoplene PP)nimonhОценок пока нет
- Engenharia PolimerosДокумент263 страницыEngenharia PolimerosmarcioufcgОценок пока нет
- Eastman Polymers - Processing and Mold Design GuidelinesДокумент44 страницыEastman Polymers - Processing and Mold Design GuidelinesnimonhОценок пока нет
- Hdpe H355jaДокумент2 страницыHdpe H355janimonh100% (1)
- Rhodia - Tds - Technylstar S 218 v30 Black 31 N - enДокумент5 страницRhodia - Tds - Technylstar S 218 v30 Black 31 N - ennimonhОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
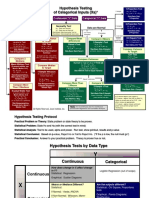
- Hypothesis Testing Roadmap PDFДокумент2 страницыHypothesis Testing Roadmap PDFShajean Jaleel100% (1)
- Lesson 11 Homework 5.3Документ4 страницыLesson 11 Homework 5.3afodcauhdhbfbo100% (1)
- Advertising Appeal and Tone - Implications For Creative Strategy in TV CommercialsДокумент16 страницAdvertising Appeal and Tone - Implications For Creative Strategy in TV CommercialsCapitan SwankОценок пока нет
- Sample Question Paper - 1: Class - XДокумент12 страницSample Question Paper - 1: Class - XABHISHEK VERMAОценок пока нет
- Adelia Salsabila-Assign-5 2Документ10 страницAdelia Salsabila-Assign-5 2Adelia SalsabilaОценок пока нет
- MMW Chapter 3Документ82 страницыMMW Chapter 3Marjorie MalvedaОценок пока нет
- 2.research Paper Solution of Fractional Partial DiffДокумент17 страниц2.research Paper Solution of Fractional Partial Diff8103 Suyash DewanganОценок пока нет
- P3 Mock PaperДокумент10 страницP3 Mock PaperRahyan AshrafОценок пока нет
- Failure Rate Modeling Using Equipment Inspection Data: Richard E. Brown (SM)Документ8 страницFailure Rate Modeling Using Equipment Inspection Data: Richard E. Brown (SM)Jackie AcuñaОценок пока нет
- B077H9TR12Документ190 страницB077H9TR12André SilveiraОценок пока нет
- NOV PHY SC P1 Grade 10 and MemoДокумент26 страницNOV PHY SC P1 Grade 10 and Memotusokwakhe langaОценок пока нет
- Comparison Between Full Order and Minimum Order Observer Controller For DC MotorДокумент6 страницComparison Between Full Order and Minimum Order Observer Controller For DC MotorInternational Journal of Research and DiscoveryОценок пока нет
- MAS Exam Reviewer - 060502Документ44 страницыMAS Exam Reviewer - 060502Clay MaaliwОценок пока нет
- 6 Prosiding ICM2E 2017Документ434 страницы6 Prosiding ICM2E 2017Andinuralfia syahrirОценок пока нет
- Aljabar Linier Elementer: Howard Anton Chris RorresДокумент78 страницAljabar Linier Elementer: Howard Anton Chris RorresLukmanulhakim AlmamalikОценок пока нет
- Currently Studying in IX AOP Sample PaperДокумент7 страницCurrently Studying in IX AOP Sample PapersakshiОценок пока нет
- Heart Rate Variability PDFДокумент7 страницHeart Rate Variability PDFmik1989Оценок пока нет
- 4004q1 Specimen PDFДокумент28 страниц4004q1 Specimen PDFgray100% (1)
- Benchmarking in B.Tech Mechanical Program of MNIT and NITT (As Benchmarking Partner)Документ13 страницBenchmarking in B.Tech Mechanical Program of MNIT and NITT (As Benchmarking Partner)Kartik ModiОценок пока нет
- Seismic Shear Strength of Columns With Interlocking Spiral Reinforcement Gianmario BenzoniДокумент8 страницSeismic Shear Strength of Columns With Interlocking Spiral Reinforcement Gianmario Benzonijuho jungОценок пока нет
- Bike Talk KTH 2006Документ66 страницBike Talk KTH 2006jdpatel28Оценок пока нет
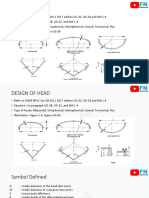
- Design of Formed VesselДокумент16 страницDesign of Formed VesselTito FebriantoОценок пока нет
- ABC AnalysisДокумент12 страницABC AnalysisGujar DwarkadasОценок пока нет
- CH 6Документ21 страницаCH 6Narendran KumaravelОценок пока нет
- Practical Process Control System Questions & Answers - 15 - NEWSДокумент3 страницыPractical Process Control System Questions & Answers - 15 - NEWSebenazzouzОценок пока нет
- NDVI Index Forecasting Using A Layer Recurrent Neural Network Coupled With Stepwise Regression and The PCAДокумент7 страницNDVI Index Forecasting Using A Layer Recurrent Neural Network Coupled With Stepwise Regression and The PCALuis ManterolaОценок пока нет
- Modeling of Dissolution DataДокумент39 страницModeling of Dissolution DataanupnakatОценок пока нет
- PHP Array FunctionsДокумент54 страницыPHP Array FunctionsDeepak MitraОценок пока нет
- Richardson 2007Документ20 страницRichardson 2007Badri VrsnprasadОценок пока нет
- MIT5 067F09 Lec1 DataДокумент28 страницMIT5 067F09 Lec1 DataAlexandra BarthОценок пока нет