Вам также может понравиться
- Pump SealsДокумент10 страницPump Sealspaul_brightОценок пока нет
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineОт EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineРейтинг: 5 из 5 звезд5/5 (1)
- Aes Api682 01Документ9 страницAes Api682 01meghanahariОценок пока нет
- API 682 4th Edition Category 1 Configurations: 3CW-FBДокумент19 страницAPI 682 4th Edition Category 1 Configurations: 3CW-FBtuliofilipeОценок пока нет
- API 682 John CraneДокумент56 страницAPI 682 John CraneWillian Figueroa100% (1)
- Mechanical Seal Selection For VSDs PDFДокумент3 страницыMechanical Seal Selection For VSDs PDFAnonymous 1XHScfCIОценок пока нет
- S 28AT XP EXP EngДокумент6 страницS 28AT XP EXP EngpramodtryОценок пока нет
- Thermojet TechДокумент38 страницThermojet TechLim Dongseop0% (1)
- Gasket Design CriteriaДокумент63 страницыGasket Design CriteriakingdbmОценок пока нет
- DVMX. Between-Bearings, Multistage, Axially Split Pump. API-610,10th Edition ISO M A R E L L IДокумент6 страницDVMX. Between-Bearings, Multistage, Axially Split Pump. API-610,10th Edition ISO M A R E L L Imiguel hernandezОценок пока нет
- Calculation Bolt Torque From Seating StressДокумент3 страницыCalculation Bolt Torque From Seating StressPranpath NarupantawartОценок пока нет
- COMPRESSOR VALVES: CAUSES AND SOLUTIONSДокумент4 страницыCOMPRESSOR VALVES: CAUSES AND SOLUTIONSpathakshashankОценок пока нет
- Technical Specifications Mechanical Seal ComparisonДокумент3 страницыTechnical Specifications Mechanical Seal Comparisonsushant_jhawerОценок пока нет
- Datum Compressor Cut PDFДокумент1 страницаDatum Compressor Cut PDFJ.SIVIRAОценок пока нет
- Trico Catalog May 09Документ120 страницTrico Catalog May 09Wong DaОценок пока нет
- Ensuring reliability of API Piping Plan 53BДокумент4 страницыEnsuring reliability of API Piping Plan 53Bkalam2k2Оценок пока нет
- Module 04.4 - Seal ArrangementsДокумент15 страницModule 04.4 - Seal ArrangementsMostafaОценок пока нет
- Mechanical Seal and Support System Considerations For Negative Temperature Hydrocarbon Services: NGL Processing and Ethylene Production FocusДокумент21 страницаMechanical Seal and Support System Considerations For Negative Temperature Hydrocarbon Services: NGL Processing and Ethylene Production FocuspratapОценок пока нет
- Dual Gas-Lubricated Seals Provide Energy Efficient SolutionsДокумент2 страницыDual Gas-Lubricated Seals Provide Energy Efficient Solutionssudhindra_tiwariОценок пока нет
- MKT.503 - Elliott Turbomachinery For Refineries PDFДокумент8 страницMKT.503 - Elliott Turbomachinery For Refineries PDFMilan TrengovskiОценок пока нет
- L Uk SugarДокумент16 страницL Uk SugarnarupvОценок пока нет
- Explosive DecompressionДокумент11 страницExplosive DecompressionAndrey EkkertОценок пока нет
- 5 Day Combined Mechanical Seals Dry Gas Seals Course 2013Документ5 страниц5 Day Combined Mechanical Seals Dry Gas Seals Course 2013Siddiqui Abdul KhaliqОценок пока нет
- 53C - FsaДокумент5 страниц53C - FsaSulaiman Kadher KОценок пока нет
- Reduce Oil Leakage with OT Oil Wiper Packing DesignДокумент4 страницыReduce Oil Leakage with OT Oil Wiper Packing DesignsaravananknpcОценок пока нет
- 3.2 Atex GLRD enДокумент19 страниц3.2 Atex GLRD enatenciaj100% (1)
- Case Study: Root Cause Analysis of Seal Failures in Refinery PumpsДокумент8 страницCase Study: Root Cause Analysis of Seal Failures in Refinery PumpsVaibhav SinghОценок пока нет
- What Determines Seal Leakage?Документ3 страницыWhat Determines Seal Leakage?Pradeep MotaparthyОценок пока нет
- 100 Mechanical SealsДокумент20 страниц100 Mechanical SealsDeepa VpОценок пока нет
- FSD101eng FSG Seals Catalog A4Документ64 страницыFSD101eng FSG Seals Catalog A4ASHOKОценок пока нет
- Key to Selection Pages Fluid DataДокумент42 страницыKey to Selection Pages Fluid DataPete PompesОценок пока нет
- Norms and Standards For Sizing and Calculation of A Coke Cutting System Paul Ruhrpumpen DCU Dusseldorf 2011Документ39 страницNorms and Standards For Sizing and Calculation of A Coke Cutting System Paul Ruhrpumpen DCU Dusseldorf 2011최승원100% (1)
- Royal Purple BarrierДокумент14 страницRoyal Purple BarrierAnonymous H3I29yjОценок пока нет
- Full Load Test ExpanderДокумент8 страницFull Load Test Expanderdhanu_aquaОценок пока нет
- Thomas Flexible Disc Couplings Catalog: (Inch)Документ52 страницыThomas Flexible Disc Couplings Catalog: (Inch)Hugo Rodriguez100% (1)
- Mechanical Seal Principles Chesterton)Документ6 страницMechanical Seal Principles Chesterton)Joon EeoОценок пока нет
- Ms Megachem A2740 8e 3Документ23 страницыMs Megachem A2740 8e 3nata siagianОценок пока нет
- API Seal Flush Plan Installation GuideДокумент132 страницыAPI Seal Flush Plan Installation GuideP_I_P_HОценок пока нет
- Mechanical SealДокумент5 страницMechanical SealmoonofvuОценок пока нет
- John CraneДокумент16 страницJohn CraneMenta Basita Bangun100% (1)
- Mech Seals Selection Guide 2Документ6 страницMech Seals Selection Guide 2taghdirimОценок пока нет
- What Is The Best Silicon Carbide Wear Face Material For My Mechanical SealДокумент3 страницыWhat Is The Best Silicon Carbide Wear Face Material For My Mechanical SealMahmoud Al HomranОценок пока нет
- Hermetic Pump Designs for Oil and Gas IndustryДокумент2 страницыHermetic Pump Designs for Oil and Gas IndustryYh LeongОценок пока нет
- 1648 ManualДокумент29 страниц1648 ManualSherif Adel100% (2)
- OH2 PumpДокумент8 страницOH2 PumpMayuresh MahajanОценок пока нет
- BHEL Centrifugal CompressorДокумент6 страницBHEL Centrifugal CompressorJitendra JaiswalОценок пока нет
- JOhnCrane Dry Gas Seal Pumps PF - 2874Документ2 страницыJOhnCrane Dry Gas Seal Pumps PF - 2874Mohammed Al-BrashdiОценок пока нет
- API PLAN 23 COOLINGДокумент3 страницыAPI PLAN 23 COOLINGsapu11jagat5855Оценок пока нет
- Up-Stream Pumping - Presentation1Документ46 страницUp-Stream Pumping - Presentation1Chozha RajanОценок пока нет
- API Seal Plans 52 and 53 A/BДокумент21 страницаAPI Seal Plans 52 and 53 A/BvenkeekuОценок пока нет
- Valves Overview Service enДокумент12 страницValves Overview Service enBalraj PadmashaliОценок пока нет
- Hoerbiger Rings & Packings Training SeminarДокумент20 страницHoerbiger Rings & Packings Training SeminarinamОценок пока нет
- Schroedahl ArvДокумент19 страницSchroedahl ArvfadzilharmanОценок пока нет
- Pump BrochureДокумент10 страницPump Brochuresen_subhasis_58Оценок пока нет
- Mechanical Seals According To StandardsДокумент6 страницMechanical Seals According To StandardsSunit MishraОценок пока нет
- Royal Endfield UCE Fuel Injection ManualДокумент13 страницRoyal Endfield UCE Fuel Injection ManualLuis GamboaОценок пока нет
- HDFC MF Yearbook 2022 - 0Документ88 страницHDFC MF Yearbook 2022 - 0sachinumaryeОценок пока нет
- Chloride-Induced Pitting Corrosion of Austenitic Stainless SteelДокумент5 страницChloride-Induced Pitting Corrosion of Austenitic Stainless SteelsachinumaryeОценок пока нет
- ENGIEERING STANDARD - Foreword - What Are Piping SpecificationsДокумент4 страницыENGIEERING STANDARD - Foreword - What Are Piping SpecificationssachinumaryeОценок пока нет
- SEW Eurodrive DTDV - Gearmotor - NomenclatureДокумент2 страницыSEW Eurodrive DTDV - Gearmotor - NomenclaturesachinumaryeОценок пока нет
- Shaft Seals DatabookletДокумент64 страницыShaft Seals Databookletingrbarros100% (1)
- Honda Activa STD & DLX Owners ManualДокумент85 страницHonda Activa STD & DLX Owners ManualAMITAVA ROY100% (5)
- 2022 Fenix Product CatalogДокумент62 страницы2022 Fenix Product CatalogsachinumaryeОценок пока нет
- Carens: From A Different WorldДокумент5 страницCarens: From A Different Worldrajeshtripathi2004Оценок пока нет
- Creation of Virtual Account (2) Addition of Virtual Account As Beneficiary (3) Remittance To NPSДокумент5 страницCreation of Virtual Account (2) Addition of Virtual Account As Beneficiary (3) Remittance To NPSAayushman GuptaОценок пока нет
- Engineering & Piping DesignДокумент36 страницEngineering & Piping DesignkumarkumaeОценок пока нет
- INTERNET STANDARDSДокумент18 страницINTERNET STANDARDSDawn HaneyОценок пока нет
- Causes and Costs of Gasket FailureДокумент1 страницаCauses and Costs of Gasket FailuresachinumaryeОценок пока нет
- EagleBurgmann DMS TSE E3 Brochure Mechnical Seal Technology and Selection en 22.07.2015Документ58 страницEagleBurgmann DMS TSE E3 Brochure Mechnical Seal Technology and Selection en 22.07.2015sachinumaryeОценок пока нет
- Is 12779 1989Документ9 страницIs 12779 1989sachinumaryeОценок пока нет
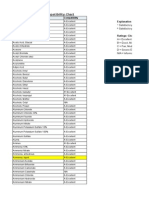
- Virgin PTFE Chemical Compatibility ChartДокумент26 страницVirgin PTFE Chemical Compatibility ChartsachinumaryeОценок пока нет
- Above Ground Applications For PE PipeДокумент22 страницыAbove Ground Applications For PE PipebugerkngОценок пока нет
- Ti200 Umeng0100Документ58 страницTi200 Umeng0100sachinumaryeОценок пока нет
- Tn-38 Bolt Torque Flanged JointsДокумент37 страницTn-38 Bolt Torque Flanged Jointsprabu prasadОценок пока нет
- Cl2 Institute Pamphlet 85 Ed 5 November 2010Документ68 страницCl2 Institute Pamphlet 85 Ed 5 November 2010sachinumaryeОценок пока нет
- Approved Proofs KRs ASME Ch25 p253-322 3-13-09Документ70 страницApproved Proofs KRs ASME Ch25 p253-322 3-13-09ahmedalish100% (1)
- Upgrade TP-LINK ADSL Modem RouterДокумент2 страницыUpgrade TP-LINK ADSL Modem RoutersachinumaryeОценок пока нет
- Astm f1120 1987 PDFДокумент9 страницAstm f1120 1987 PDFhbookОценок пока нет
- Pickling Procedures: - Acid Treatments - Sand ControlДокумент25 страницPickling Procedures: - Acid Treatments - Sand ControlhjshjhsjhjhjhjОценок пока нет
- Gasket HandbookДокумент48 страницGasket Handbookgladiatork00796% (24)
- Bolted Joint CalculatorДокумент12 страницBolted Joint Calculatorharoub_nasОценок пока нет
- Ultrasonic Thickness Gauge ETM-2 DL Data Logger ModelДокумент2 страницыUltrasonic Thickness Gauge ETM-2 DL Data Logger ModelAbhishek NagОценок пока нет
- Machiningnickelalloys 11008Документ26 страницMachiningnickelalloys 11008sachinumaryeОценок пока нет
- Stress Corrosion CrackingДокумент16 страницStress Corrosion CrackingzaxaderОценок пока нет
- Cek Item SapДокумент30 страницCek Item Sapiduy emailsОценок пока нет
- Gastec Qa 198Документ24 страницыGastec Qa 198CristianОценок пока нет
- MeasurIT Flexim Fastening Parts 0910Документ5 страницMeasurIT Flexim Fastening Parts 0910cwiejkowskaОценок пока нет
- Section A: Service Manual - 506C, 506CHL, 508C LoadallsДокумент8 страницSection A: Service Manual - 506C, 506CHL, 508C Loadallsmauricio carmona67% (3)
- Design of PenstocksДокумент28 страницDesign of Penstockschithirai10Оценок пока нет
- Diapositivas HD1500-7Документ43 страницыDiapositivas HD1500-7edinhoapaza123100% (1)
- MIG Welding: A Seminar Report On byДокумент12 страницMIG Welding: A Seminar Report On bybmkaleОценок пока нет
- Treybal DistДокумент5 страницTreybal DistJay CeeОценок пока нет
- Maintenance ScheduleДокумент22 страницыMaintenance ScheduleDen100% (2)
- Rolled Alloy ElectrodesДокумент12 страницRolled Alloy ElectrodesradenmuhaiminОценок пока нет
- Openings in Prestressed BeamsДокумент16 страницOpenings in Prestressed Beamsneve08Оценок пока нет
- Pressure Testing ChecklistДокумент3 страницыPressure Testing Checklistjerin100% (3)
- Thern Ta2 Air Winch PressДокумент2 страницыThern Ta2 Air Winch PressKiat LimОценок пока нет
- ASTM A615 Grade 70 PDFДокумент2 страницыASTM A615 Grade 70 PDFAnonymous vRtCW4hszОценок пока нет
- Properties of Natural Gas and Condensate SystemsДокумент80 страницProperties of Natural Gas and Condensate SystemsHashem HashemОценок пока нет
- GMW14359 Procedure For Test of Cellular and Related Materials Determination of Indentation Load Deflection and Hardness NumberДокумент6 страницGMW14359 Procedure For Test of Cellular and Related Materials Determination of Indentation Load Deflection and Hardness NumberLaboratorio Hope GlobalОценок пока нет
- 544-13 IndicatingДокумент64 страницы544-13 IndicatingHENIGUEDRIОценок пока нет
- Cryogenic Vacuum Insulated Piping System DesignДокумент55 страницCryogenic Vacuum Insulated Piping System DesignRajesh ReghuОценок пока нет
- Operation & Service Manual: Models: 01-1189-0012 01A1189-0012 Custom Towbar CASA CN-235Документ13 страницOperation & Service Manual: Models: 01-1189-0012 01A1189-0012 Custom Towbar CASA CN-235juan david lópez montalegreОценок пока нет
- Suction-Specific Speed:: Questions and Answers About Pumping's Least Understood MeasureДокумент5 страницSuction-Specific Speed:: Questions and Answers About Pumping's Least Understood MeasureLuis Joel Ramos RamosОценок пока нет
- Chapter 2Документ35 страницChapter 2Eba GetachewОценок пока нет
- Nominal Performance: Hermetic Compressor Model: Aw 2495Zk-P BOM ID: 972-A1Документ1 страницаNominal Performance: Hermetic Compressor Model: Aw 2495Zk-P BOM ID: 972-A1Zikko FirmansyahОценок пока нет
- Built Up SectionsДокумент2 страницыBuilt Up Sectionslisan2053Оценок пока нет
- DIN 51825 German Grease Classification System PDFДокумент1 страницаDIN 51825 German Grease Classification System PDFsoumya ghoshОценок пока нет
- Stone Crusher Spare Parts Manufacturer and Supplier - VK Metal Cast & Engineering BrochureДокумент6 страницStone Crusher Spare Parts Manufacturer and Supplier - VK Metal Cast & Engineering BrochureVK Metal Cast & Engineering100% (1)
- Diaphragms Chords CollectorsДокумент219 страницDiaphragms Chords CollectorsElio Saldaña100% (1)
- The Piping Engineering WorldДокумент4 страницыThe Piping Engineering WorldHrishikesh PatilОценок пока нет
- Pipe Stress AnalysisДокумент7 страницPipe Stress AnalysisTushar NaikОценок пока нет
- AE240 Notes Early-Airfoil-Development-Handout-1Документ5 страницAE240 Notes Early-Airfoil-Development-Handout-1mohamedОценок пока нет
- Parts Cataloque 2006Документ47 страницParts Cataloque 2006keesОценок пока нет