Вам также может понравиться
- Senior Inspector of Fire Alarm Boxes: Passbooks Study GuideОт EverandSenior Inspector of Fire Alarm Boxes: Passbooks Study GuideРейтинг: 5 из 5 звезд5/5 (1)
- Astm C954Документ3 страницыAstm C954Cj Elamparo100% (1)
- A 954 - 96 QTK1NC05NGДокумент4 страницыA 954 - 96 QTK1NC05NGsachinguptachdОценок пока нет
- Astm e 935-00 985-00Документ29 страницAstm e 935-00 985-00zoranmiskovicОценок пока нет
- A 872 - 91 R02 Qtg3mi05mviwmgДокумент3 страницыA 872 - 91 R02 Qtg3mi05mviwmgsachinguptachdОценок пока нет
- ASTM E 303.14603 British PendulumДокумент6 страницASTM E 303.14603 British PendulumKongsak AkkharawongwhatthanaОценок пока нет
- Agencies Engaged in The Testing And/or Inspection of Materials Used in ConstructionДокумент9 страницAgencies Engaged in The Testing And/or Inspection of Materials Used in ConstructionFredyОценок пока нет
- C 1330 - 02 - QzezmzaДокумент2 страницыC 1330 - 02 - Qzezmzamercab15Оценок пока нет
- Jeremias INSTALL DS-GOV PDFДокумент28 страницJeremias INSTALL DS-GOV PDFjudi sierОценок пока нет
- Hot-Formed Welded and Seamless Carbon Steel Structural TubingДокумент6 страницHot-Formed Welded and Seamless Carbon Steel Structural TubingVenreplast PueblaОценок пока нет
- D4945 - 17 4.08 High-Strain Dynamic Testing of Piles (PDA Test)Документ10 страницD4945 - 17 4.08 High-Strain Dynamic Testing of Piles (PDA Test)JemersonMSОценок пока нет
- Astm A588-A588m-05Документ3 страницыAstm A588-A588m-05Hoang Kien100% (1)
- Standard Specification For Lightweight Aggregates For Insulating Concrete PDFДокумент3 страницыStandard Specification For Lightweight Aggregates For Insulating Concrete PDFAndy OliveraОценок пока нет
- C1032 - 06Документ2 страницыC1032 - 06Black GokuОценок пока нет
- Fiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceДокумент3 страницыFiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceKevin Josue100% (1)
- Astm A875m-Zinc 5 % Alum-13Документ8 страницAstm A875m-Zinc 5 % Alum-13Ahmed SalehОценок пока нет
- C22-C22M - 00 (Reapproved 2010)Документ2 страницыC22-C22M - 00 (Reapproved 2010)Black Goku0% (1)
- Astm C955-09Документ4 страницыAstm C955-09rodrigoОценок пока нет
- D 6054 - 97 - Rdywntq - PDFДокумент3 страницыD 6054 - 97 - Rdywntq - PDFwilliamОценок пока нет
- C 1047 - 99 QzewndcДокумент3 страницыC 1047 - 99 QzewndcGarcia ManuelОценок пока нет
- Astm A82 1979Документ6 страницAstm A82 1979yoki_triwahyudiОценок пока нет
- C924MДокумент3 страницыC924MRufo Casco0% (1)
- North American Standard For Cold-Formed Steel Framing - GeneralДокумент49 страницNorth American Standard For Cold-Formed Steel Framing - GeneralNishan GajurelОценок пока нет
- Astm2241 09 PDFДокумент9 страницAstm2241 09 PDFPaola MenaОценок пока нет
- Astm A 779 A779m-12Документ4 страницыAstm A 779 A779m-12Mohammed AliОценок пока нет
- D4748 Determining Bound Pavement Layers by Short Pulse RadarДокумент7 страницD4748 Determining Bound Pavement Layers by Short Pulse Radarvliew18Оценок пока нет
- Styrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using Glass Fiber ReinforcementsДокумент3 страницыStyrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using Glass Fiber ReinforcementsLuigi HernándezОценок пока нет
- Esr 1308Документ21 страницаEsr 1308dkimОценок пока нет
- A805A805M-09 Standard Specification For Steel, Flat Wire, Carbon, Cold-RolledДокумент12 страницA805A805M-09 Standard Specification For Steel, Flat Wire, Carbon, Cold-Rolledtjt4779Оценок пока нет
- Abuse-Resistant Nondecorated Interior Gypsum Panel Products and Fiber-Reinforced Cement PanelsДокумент7 страницAbuse-Resistant Nondecorated Interior Gypsum Panel Products and Fiber-Reinforced Cement PanelsAlejandroОценок пока нет
- A126-04 (2014) Gray Iron Castings For Valves, Flanges, and Pipe FittingsДокумент3 страницыA126-04 (2014) Gray Iron Castings For Valves, Flanges, and Pipe FittingsJosh HansenОценок пока нет
- Molded Glass Fiber Reinforced Gypsum Parts: Standard Specification ForДокумент2 страницыMolded Glass Fiber Reinforced Gypsum Parts: Standard Specification ForJesús Luis Arce Guillermo100% (1)
- D409-Standard Test Method For Grindability of Coal by The Hardgrove-Machine Method PDFДокумент9 страницD409-Standard Test Method For Grindability of Coal by The Hardgrove-Machine Method PDFGuntanОценок пока нет
- 2010CaliforniaEnergyCode Gov - Ca.bsc.2010.06Документ126 страниц2010CaliforniaEnergyCode Gov - Ca.bsc.2010.06Laisattrooklai PhisitОценок пока нет
- Nema PB1Документ36 страницNema PB1avikrisadОценок пока нет
- ASTM F363 Gaskets Corrosion TestingДокумент3 страницыASTM F363 Gaskets Corrosion TestingDieguitoOmarMoralesОценок пока нет
- On-Line Monitoring Systems For Water AnalysisДокумент14 страницOn-Line Monitoring Systems For Water AnalysisMickeyYS LongОценок пока нет
- ASTM E119 - 12aДокумент34 страницыASTM E119 - 12aOmer Taj-eldinОценок пока нет
- E53-07 (Reapproved 2013) PDFДокумент4 страницыE53-07 (Reapproved 2013) PDFearth metallurgical services pvt.ltd.Оценок пока нет
- Astm A185 A185m-07Документ6 страницAstm A185 A185m-07HelisОценок пока нет
- Effect of Moisture and Temperature On Adhesive Bonds: Standard Practice ForДокумент2 страницыEffect of Moisture and Temperature On Adhesive Bonds: Standard Practice Formohammad1361Оценок пока нет
- A994Документ8 страницA994saleemut3Оценок пока нет
- C811-98 (Reapproved 03)Документ3 страницыC811-98 (Reapproved 03)diego echagarayОценок пока нет
- Lime Putty For Structural PurposesДокумент2 страницыLime Putty For Structural Purposesasemamaw damtieОценок пока нет
- D 2661 - 97 - Rdi2njetotdbrte - PDFДокумент9 страницD 2661 - 97 - Rdi2njetotdbrte - PDFAndre CasteloОценок пока нет
- C24Документ5 страницC24maria tОценок пока нет
- Epoxy-Resin-Base Bonding Systems For ConcreteДокумент6 страницEpoxy-Resin-Base Bonding Systems For ConcreteDataniel RosarioОценок пока нет
- Concrete Construction Article PDF - Brick and Block Get Together in New Code PDFДокумент4 страницыConcrete Construction Article PDF - Brick and Block Get Together in New Code PDFQuang Tan TruongОценок пока нет
- Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementДокумент8 страницDeformed and Plain Carbon-Steel Bars For Concrete ReinforcementmameniqОценок пока нет
- ASTM E2347 - Indentation Softening Temperature by Thermomechanical Analisys PDFДокумент5 страницASTM E2347 - Indentation Softening Temperature by Thermomechanical Analisys PDFAugusto ManuelОценок пока нет
- ASTM D897.20934 Propiedades Ténsiles en Uniones AdhesivasДокумент3 страницыASTM D897.20934 Propiedades Ténsiles en Uniones Adhesivasamgoyesv17Оценок пока нет
- Astm D3262-96Документ8 страницAstm D3262-96anish_am2005Оценок пока нет
- D450Документ2 страницыD450saifullah629Оценок пока нет
- Roofing and Waterproofing: Standard Terminology Relating ToДокумент9 страницRoofing and Waterproofing: Standard Terminology Relating ToRONALD MUELLERОценок пока нет
- Astm 2466-15 PDFДокумент6 страницAstm 2466-15 PDFDeisabel CrespoОценок пока нет
- Application of Gypsum Veneer Plaster: Standard Specification ForДокумент5 страницApplication of Gypsum Veneer Plaster: Standard Specification ForINARQ1979Оценок пока нет
- A 941 - 04 QTK0MQДокумент7 страницA 941 - 04 QTK0MQTrầnHữuHòaОценок пока нет
- Flow of Freshly Mixed Hydraulic-Cement Concrete: Standard Test Method ForДокумент3 страницыFlow of Freshly Mixed Hydraulic-Cement Concrete: Standard Test Method ForEvert RiveraОценок пока нет
- Ufgs 13 34 19Документ45 страницUfgs 13 34 19sharandeep1112Оценок пока нет
- C 954 Â " 98 QZK1NC1SRUQДокумент4 страницыC 954 Â " 98 QZK1NC1SRUQSebastián RodríguezОценок пока нет
- F 438 - 99 Rjqzoc05oqДокумент5 страницF 438 - 99 Rjqzoc05oqHumberto GutierrezОценок пока нет
- D 2680 - 95 Rdi2odatotvbДокумент8 страницD 2680 - 95 Rdi2odatotvbHumberto GutierrezОценок пока нет
- Jesús Rubí M.: Fórmulas de Cálculo Diferencial e IntegralДокумент0 страницJesús Rubí M.: Fórmulas de Cálculo Diferencial e IntegralSergio1218Оценок пока нет
- F 477 - 02 RJQ3NWДокумент4 страницыF 477 - 02 RJQ3NWHumberto GutierrezОценок пока нет
- D 2657 - 03 Rdi2ntcДокумент7 страницD 2657 - 03 Rdi2ntcHumberto GutierrezОценок пока нет
- D 3517 - 03 Rdm1mtctukveДокумент14 страницD 3517 - 03 Rdm1mtctukveHumberto GutierrezОценок пока нет
- D 5319 - 97 R01 RduzmtkДокумент4 страницыD 5319 - 97 R01 RduzmtkHumberto GutierrezОценок пока нет
- F 409 - 99 Rjqwos05oueДокумент16 страницF 409 - 99 Rjqwos05oueHumberto GutierrezОценок пока нет
- D 5926 - 96 Rdu5mjytukveДокумент5 страницD 5926 - 96 Rdu5mjytukveHumberto GutierrezОценок пока нет
- D 3309 - 96a R02 RDMZMDKДокумент11 страницD 3309 - 96a R02 RDMZMDKHumberto GutierrezОценок пока нет
- D 4495 - 98 Rdq0otutukveДокумент7 страницD 4495 - 98 Rdq0otutukveHumberto GutierrezОценок пока нет
- D 2467 - 02 Rdi0njctmdiДокумент8 страницD 2467 - 02 Rdi0njctmdiHumberto GutierrezОценок пока нет
- D 4726 - 02 Rdq3mjyДокумент11 страницD 4726 - 02 Rdq3mjyHumberto GutierrezОценок пока нет
- D 3840 - 99 Rdm4ndatotkДокумент9 страницD 3840 - 99 Rdm4ndatotkHumberto GutierrezОценок пока нет
- D 3035 - 03 RdmwmzutukveДокумент8 страницD 3035 - 03 RdmwmzutukveHumberto GutierrezОценок пока нет
- Type PSM Poly (Vinyl Chloride) (PVC) Sewer Pipe and Fittings: Standard Specification ForДокумент12 страницType PSM Poly (Vinyl Chloride) (PVC) Sewer Pipe and Fittings: Standard Specification ForHumberto GutierrezОценок пока нет
- D 2105 - 01 - RdixmduДокумент6 страницD 2105 - 01 - RdixmduSwapnil CallaОценок пока нет
- D 2729 - 96 Rdi3mjktukveДокумент6 страницD 2729 - 96 Rdi3mjktukveHumberto GutierrezОценок пока нет
- D 1527 - 99 Rde1mjctukveДокумент11 страницD 1527 - 99 Rde1mjctukveHumberto GutierrezОценок пока нет
- D 1694 - 95 R00 Rde2otqДокумент4 страницыD 1694 - 95 R00 Rde2otqHumberto GutierrezОценок пока нет
- D 2235 - 96 RdiymzutukveДокумент7 страницD 2235 - 96 RdiymzutukveHumberto GutierrezОценок пока нет
- D 2444 - 99 Rdi0ndqДокумент8 страницD 2444 - 99 Rdi0ndqHumberto GutierrezОценок пока нет
- D 2122 - 98 RdixmjitotgДокумент5 страницD 2122 - 98 RdixmjitotgHumberto GutierrezОценок пока нет
- D 6246 - 01 RdyyndytmdeДокумент10 страницD 6246 - 01 RdyyndytmdeHumberto GutierrezОценок пока нет
- D 4947 - 00 RDQ5NDCДокумент8 страницD 4947 - 00 RDQ5NDCHumberto GutierrezОценок пока нет
- D 6216 - 03 RdyymtyДокумент32 страницыD 6216 - 03 RdyymtyHumberto GutierrezОценок пока нет
- D 2914 - 01 Rdi5mtqДокумент14 страницD 2914 - 01 Rdi5mtqHumberto GutierrezОценок пока нет
- D 542 - 95 Rdu0mi1sruqДокумент5 страницD 542 - 95 Rdu0mi1sruqHumberto GutierrezОценок пока нет
- D 1608 - 98 R03 Rde2mdgДокумент6 страницD 1608 - 98 R03 Rde2mdgHumberto GutierrezОценок пока нет
- D 6941 - 03 Rdy5ndetukveДокумент5 страницD 6941 - 03 Rdy5ndetukveHumberto GutierrezОценок пока нет
- DRG ch7 PDFДокумент56 страницDRG ch7 PDFRamim AhmedОценок пока нет
- Furse - Flat Tape SystemДокумент12 страницFurse - Flat Tape SystemnknfiveОценок пока нет
- Turbo ChargersДокумент13 страницTurbo Chargersma.powersourceОценок пока нет
- Rodamientos Lineales NSKДокумент54 страницыRodamientos Lineales NSKAriel Linder Ureña MontenegroОценок пока нет
- BS-919-2-2007-diş Mastar Toleransları PDFДокумент42 страницыBS-919-2-2007-diş Mastar Toleransları PDFalifuat duyguОценок пока нет
- SAE 45 ACME-16 and NPT Ball ValvesДокумент3 страницыSAE 45 ACME-16 and NPT Ball ValvesFloyd PriceОценок пока нет
- 9Документ140 страниц9Dixon Javier Cortes TapiaОценок пока нет
- PC78MR-6 Sebm030601Документ592 страницыPC78MR-6 Sebm030601Augusto Oliveira95% (19)
- Fishing ToolsДокумент4 страницыFishing ToolsalambertОценок пока нет
- Torques FagДокумент52 страницыTorques FagAlain Gonzalo Larama CastroОценок пока нет
- TwinDisc MG5114DC 1022655 - 0506 - CDДокумент266 страницTwinDisc MG5114DC 1022655 - 0506 - CDKacam Rasan100% (3)
- CK700-1F Cke800-1f CK850-2F Shop ManualДокумент554 страницыCK700-1F Cke800-1f CK850-2F Shop ManualPhụ Tùng Cơ Giới100% (1)
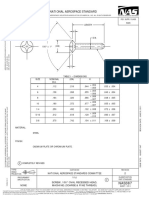
- National Aerospace Standard: Fed. Supply ClassДокумент2 страницыNational Aerospace Standard: Fed. Supply ClassGlenn CHOU100% (1)
- BS 04514-2001Документ18 страницBS 04514-2001Eslam ElsayedОценок пока нет
- Po336 Service ManualДокумент40 страницPo336 Service ManualJohn Alexander Bonilla AngelОценок пока нет
- ME301-Module iV-Design of Mechanical Joints-partI-Power Screws and Threaded JointsДокумент79 страницME301-Module iV-Design of Mechanical Joints-partI-Power Screws and Threaded JointsMohammed AlryaniОценок пока нет
- LandRoverDefender 1984-2006 DigitalДокумент68 страницLandRoverDefender 1984-2006 DigitalMihai AndronieОценок пока нет
- 1 Din HandbookДокумент2 страницы1 Din Handbookoadipphone7031Оценок пока нет
- W26 358 9004Документ29 страницW26 358 9004MROstop.comОценок пока нет
- Thread Identification Chart PDFДокумент1 страницаThread Identification Chart PDFashik asdОценок пока нет
- Astm A733 - 13Документ5 страницAstm A733 - 13Bell SilverОценок пока нет
- Alcoa Aerospace CatalogueДокумент15 страницAlcoa Aerospace CataloguePuneeth KumarОценок пока нет
- C-7003 - Manual Mantenimiento - #M50608-01 PDFДокумент56 страницC-7003 - Manual Mantenimiento - #M50608-01 PDFstefan corjucОценок пока нет
- Page Numbers Represent Printed Catalog PagesДокумент34 страницыPage Numbers Represent Printed Catalog PagesMilos BoricicОценок пока нет
- 0010 kOBELCO SK 179-9 PDFДокумент52 страницы0010 kOBELCO SK 179-9 PDFDaman Huri100% (2)
- Automotive Engines Theory and Servicing: Ninth EditionДокумент33 страницыAutomotive Engines Theory and Servicing: Ninth EditionmhafizanОценок пока нет
- Installation Manual - BM-BE - 1212Документ2 страницыInstallation Manual - BM-BE - 1212Lit Phen TuОценок пока нет
- Metric and Inch (Sae) Fasteners: All ModelsДокумент22 страницыMetric and Inch (Sae) Fasteners: All ModelsMONTACARGAS AVSОценок пока нет
- Machine Design MCQsДокумент30 страницMachine Design MCQsManish Tiwari33% (3)
- Satish Lele: Codes and StandardsДокумент10 страницSatish Lele: Codes and StandardsAamerMAhmadОценок пока нет