Вам также может понравиться
- Industrial Automation: AbstractДокумент13 страницIndustrial Automation: AbstractRamanan MageswaranОценок пока нет
- Assignment 1Документ12 страницAssignment 1Mohamad HafizОценок пока нет
- Assignment Anup Devkota 42035Документ10 страницAssignment Anup Devkota 42035PramodОценок пока нет
- PID ControllersДокумент9 страницPID Controllerszs94qjqcx7Оценок пока нет
- Chapter: 6 Electro Hydraulic and Electro-Pneumatic: TopicsДокумент3 страницыChapter: 6 Electro Hydraulic and Electro-Pneumatic: Topicsparth bhardwajОценок пока нет
- PLC Ans Scada ProjectДокумент36 страницPLC Ans Scada ProjectshinyОценок пока нет
- PLC Full ReportДокумент10 страницPLC Full ReportJian Jie0% (1)
- Lect 11 21 PLCДокумент58 страницLect 11 21 PLCraja_liaqatОценок пока нет
- Programmable Logic Controller (PLC) : Abhishek SoniДокумент36 страницProgrammable Logic Controller (PLC) : Abhishek SoniAbhishek SoniОценок пока нет
- PLC Ans Scada ProjectДокумент31 страницаPLC Ans Scada ProjectMaya Mayaa100% (1)
- ECNG3004 Control System ApplicationsДокумент7 страницECNG3004 Control System ApplicationsMarlon BoucaudОценок пока нет
- Introduction To Programmable Logic ControllersRev2Документ43 страницыIntroduction To Programmable Logic ControllersRev2apelokayaОценок пока нет
- Chapter: 5 Design of Pneumatic Circuits: TopicsДокумент3 страницыChapter: 5 Design of Pneumatic Circuits: Topicsparth bhardwajОценок пока нет
- Control Lab Project ReportДокумент28 страницControl Lab Project ReportDanyal QamarОценок пока нет
- Guia PIDДокумент28 страницGuia PIDJulio Ce CОценок пока нет
- Automatic Bottle Filling and Capping Control SystemДокумент41 страницаAutomatic Bottle Filling and Capping Control Systemmahderina_218241157100% (12)
- Omron PLC StudyДокумент99 страницOmron PLC StudyferoztechitОценок пока нет
- PLC Based Control SystemДокумент49 страницPLC Based Control SystemNitin Prajapati100% (2)
- Troubleshooting Process ControlДокумент8 страницTroubleshooting Process ControlSoumya BОценок пока нет
- PLC Lab #4 Event SequencingДокумент15 страницPLC Lab #4 Event SequencingIan SpacekОценок пока нет
- Presentation ON Programmble Logical Device (PLC) AT Automation SystemДокумент24 страницыPresentation ON Programmble Logical Device (PLC) AT Automation SystemChandni MehtaОценок пока нет
- L-18 (SM) (Ia&c) ( (Ee) Nptel)Документ15 страницL-18 (SM) (Ia&c) ( (Ee) Nptel)Marvin BayanayОценок пока нет
- From Design To Implementation: Linear ControllersДокумент22 страницыFrom Design To Implementation: Linear Controllersสหายดิว ลูกพระอาทิตย์Оценок пока нет
- Closed-Loop Control Toolbox APP-RTT-E-GBДокумент11 страницClosed-Loop Control Toolbox APP-RTT-E-GBLuis Enrique PariapazaОценок пока нет
- Module 24 Programmable Logic Controllers (PLCS)Документ37 страницModule 24 Programmable Logic Controllers (PLCS)eyd bartulabaОценок пока нет
- 21 THДокумент32 страницы21 THujjwal kumarОценок пока нет
- Automation FMSДокумент164 страницыAutomation FMSSudhakar FormworkОценок пока нет
- PC Based Industrial Automation With AVR Atmega 16 - Project ReportДокумент33 страницыPC Based Industrial Automation With AVR Atmega 16 - Project ReportRobo IndiaОценок пока нет
- Automatic Bottle FillingДокумент41 страницаAutomatic Bottle FillingSanjana Singh100% (1)
- Chapter 1Документ178 страницChapter 1Hugo GandaraОценок пока нет
- Industrial AutomationДокумент33 страницыIndustrial AutomationTimothy FieldsОценок пока нет
- CHP 1Документ18 страницCHP 1BRIAN CLIFFОценок пока нет
- Automatic Bottle Filling and Capping Control SystemДокумент41 страницаAutomatic Bottle Filling and Capping Control SystemoscarОценок пока нет
- Lab 5 Reportgroup Name IdДокумент16 страницLab 5 Reportgroup Name IdMelaku DinkuОценок пока нет
- Linear ControlДокумент22 страницыLinear ControlElvis YuОценок пока нет
- Group 4 Lab 5Документ16 страницGroup 4 Lab 5Melaku DinkuОценок пока нет
- Chapter: 4 Introduction To Pneumatic Systems and Components: TopicsДокумент4 страницыChapter: 4 Introduction To Pneumatic Systems and Components: Topicsparth bhardwajОценок пока нет
- Ministry of Education West Yangon Technological University Department of Electronic EngineeringДокумент9 страницMinistry of Education West Yangon Technological University Department of Electronic EngineeringKg Myat HtutОценок пока нет
- Process ControlДокумент24 страницыProcess ControlEr Shubham RaksheОценок пока нет
- Hritik Baral - ES - CaseStudyДокумент10 страницHritik Baral - ES - CaseStudyHemanga RanaОценок пока нет
- DeltaV Controller RedundancyДокумент5 страницDeltaV Controller RedundancyturboedОценок пока нет
- Mesb333 Pid ControlДокумент13 страницMesb333 Pid ControlMohd KhairiОценок пока нет
- What Is Sequence and Logic Control?Документ6 страницWhat Is Sequence and Logic Control?Marwan ShamsОценок пока нет
- AIChE The Most Beneficial Technical ChemE SkillsДокумент49 страницAIChE The Most Beneficial Technical ChemE SkillsSubhradip BhattacharjeeОценок пока нет
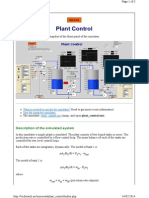
- Techteach - No Simview Plant Control IndexДокумент3 страницыTechteach - No Simview Plant Control IndexDiabloОценок пока нет
- Unit 3 PLC PDFДокумент15 страницUnit 3 PLC PDFMahesh ShendeОценок пока нет
- Chapter 7Документ25 страницChapter 7Alesha ZahraОценок пока нет
- Unit-2 Case Study Embedded System For Automatic Washing MachineДокумент11 страницUnit-2 Case Study Embedded System For Automatic Washing Machinesujith84% (19)
- PLC AutomationДокумент33 страницыPLC Automationvikram patilОценок пока нет
- PLC CommissioningДокумент2 страницыPLC CommissioningNijam JabbarОценок пока нет
- Process Control, Network Systems, and SCADAДокумент13 страницProcess Control, Network Systems, and SCADASTОценок пока нет
- PLC Basic Progr AM: Technological University of The Philippines - TaguigДокумент30 страницPLC Basic Progr AM: Technological University of The Philippines - Taguigch0k3 iiiОценок пока нет
- Lab 6 Engineering Measurement and Lab SampleДокумент11 страницLab 6 Engineering Measurement and Lab Sampletk_atiqahОценок пока нет
- Review PaperДокумент7 страницReview PaperRoch RonaldoОценок пока нет
- Pid 1Документ8 страницPid 1Renato Torres SОценок пока нет
- PID ControlДокумент32 страницыPID Controlanurag_pai_1Оценок пока нет
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsОт EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsОценок пока нет
- Introduction to the simulation of power plants for EBSILON®Professional Version 15От EverandIntroduction to the simulation of power plants for EBSILON®Professional Version 15Оценок пока нет
- Doe Fundamentals Handbook Thermodynamics Heat Transfer and Fluid Flow Volume 3 of 3Документ82 страницыDoe Fundamentals Handbook Thermodynamics Heat Transfer and Fluid Flow Volume 3 of 3Konthon Heamaturin100% (4)
- Termodinamika Vol 1Документ138 страницTermodinamika Vol 1Moh Rusli BahtiarОценок пока нет
- Diesel Power PlantsДокумент35 страницDiesel Power PlantsRagarcОценок пока нет
- L-35 (SM) (Ia&c) ( (Ee) Nptel)Документ15 страницL-35 (SM) (Ia&c) ( (Ee) Nptel)Mahua ChandaОценок пока нет
- Thermodynamics, Heat Transfer, and Fluid Flow 2Документ80 страницThermodynamics, Heat Transfer, and Fluid Flow 2Elia AliОценок пока нет
- Stepper MotorДокумент14 страницStepper MotorShivan BiradarОценок пока нет
- L-34 (SM) (Ia&c) ( (Ee) Nptel)Документ15 страницL-34 (SM) (Ia&c) ( (Ee) Nptel)Marvin BayanayОценок пока нет
- Industrial Hydraulic CircuitsДокумент16 страницIndustrial Hydraulic CircuitskingkakingОценок пока нет
- L-30 (SS) (Iac) ( (Ee) Nptel)Документ12 страницL-30 (SS) (Iac) ( (Ee) Nptel)Reuben Seno TseyОценок пока нет
- Assignment 1 ThermodynamicsДокумент1 страницаAssignment 1 ThermodynamicsMarvin BayanayОценок пока нет
- L-33 (SM) (Ia&c) ( (Ee) Nptel)Документ18 страницL-33 (SM) (Ia&c) ( (Ee) Nptel)Marvin BayanayОценок пока нет
- Flapper NozzleДокумент12 страницFlapper Nozzlesrikar_tpl100% (1)
- L-14 (SS) (Iac) ( (Ee) Nptel)Документ10 страницL-14 (SS) (Iac) ( (Ee) Nptel)Marvin BayanayОценок пока нет
- L-19 (SM) (Ia&c) ( (Ee) Nptel)Документ18 страницL-19 (SM) (Ia&c) ( (Ee) Nptel)Catalin CiubotariuОценок пока нет
- L-26 (SM) (Ia&c) ( (Ee) Nptel)Документ18 страницL-26 (SM) (Ia&c) ( (Ee) Nptel)Marvin BayanayОценок пока нет
- L-27 (SM) (Ia&c) ( (Ee) Nptel)Документ16 страницL-27 (SM) (Ia&c) ( (Ee) Nptel)Reuben Seno TseyОценок пока нет
- Valves (NPTEL)Документ11 страницValves (NPTEL)Hitesh MittalОценок пока нет
- L-22 (SM) (Ia&c) ( (Ee) Nptel)Документ16 страницL-22 (SM) (Ia&c) ( (Ee) Nptel)Reuben Seno TseyОценок пока нет
- L-23 (SM) (Ia&c) ( (Ee) Nptel)Документ23 страницыL-23 (SM) (Ia&c) ( (Ee) Nptel)Jayesh BaldotaОценок пока нет
- Programming of PLCs Sequential Function ChartsДокумент26 страницProgramming of PLCs Sequential Function ChartsKayОценок пока нет
- L-18 (SM) (Ia&c) ( (Ee) Nptel)Документ15 страницL-18 (SM) (Ia&c) ( (Ee) Nptel)Marvin BayanayОценок пока нет
- L-17 (SS) (Iac) ( (Ee) Nptel)Документ9 страницL-17 (SS) (Iac) ( (Ee) Nptel)Chandra ShekarОценок пока нет
- L-16 (SS) (Iac) ( (Ee) Nptel)Документ11 страницL-16 (SS) (Iac) ( (Ee) Nptel)saikatonnet4953Оценок пока нет
- L 09Документ15 страницL 09Mohammad H Al-QaisiОценок пока нет
- L-15 (SS) (Iac) ( (Ee) Nptel)Документ11 страницL-15 (SS) (Iac) ( (Ee) Nptel)Marvin BayanayОценок пока нет
- L-12 (SS) (Ia&c) ( (Ee) Nptel) - P-I-D ControlДокумент10 страницL-12 (SS) (Ia&c) ( (Ee) Nptel) - P-I-D ControlRaymond EsmeraldaОценок пока нет
- L-13 (SS) (Ia&c) ( (Ee) Nptel)Документ8 страницL-13 (SS) (Ia&c) ( (Ee) Nptel)Darkmatter DarkmatterrОценок пока нет
- L-08 (SS) (Ia&c) ( (Ee) Nptel)Документ11 страницL-08 (SS) (Ia&c) ( (Ee) Nptel)Marvin BayanayОценок пока нет
- L-10 (SS) (Ia&c) ( (Ee) Nptel)Документ12 страницL-10 (SS) (Ia&c) ( (Ee) Nptel)Abdelraheem S. AlkuorОценок пока нет
- L-11 (SS) (Ia&c) ( (Ee) Nptel) PDFДокумент12 страницL-11 (SS) (Ia&c) ( (Ee) Nptel) PDFMohammad Zakir Hossan ShujonОценок пока нет
- Sakila-En A4 PDFДокумент22 страницыSakila-En A4 PDFansanaОценок пока нет
- ATS Access Poster - UKДокумент1 страницаATS Access Poster - UKvvvvmvaОценок пока нет
- Business To Manufacturing Markup Language Batch Information Version 6.0 - March 2013 Batchml - Batch InformationДокумент52 страницыBusiness To Manufacturing Markup Language Batch Information Version 6.0 - March 2013 Batchml - Batch InformationWass GharbiОценок пока нет
- Decoupling Ipv7 From Local-Area Networks in Web Services: Yarid and CarolinaДокумент4 страницыDecoupling Ipv7 From Local-Area Networks in Web Services: Yarid and CarolinaCarolina Ahumada GarciaОценок пока нет
- Ipad - Apple Technician Guide (2011)Документ116 страницIpad - Apple Technician Guide (2011)Jonathan Long100% (1)
- 20189E01Документ23 страницы20189E01jana zongerОценок пока нет
- Computing Fundamentals AssignmentДокумент11 страницComputing Fundamentals AssignmentMary Jane Evardone EspinoОценок пока нет
- LCHS General Brochure PreviewДокумент8 страницLCHS General Brochure PreviewRizalito Lloven BrionesОценок пока нет
- SINAMICS GH180 OperatingInstructions EN AirCooled 6SR41 PDFДокумент224 страницыSINAMICS GH180 OperatingInstructions EN AirCooled 6SR41 PDFchester foreverОценок пока нет
- Satellite A215-S5818 PDFДокумент3 страницыSatellite A215-S5818 PDFviewwareОценок пока нет
- International MarketingДокумент3 страницыInternational MarketingVarga CasianaОценок пока нет
- Younglin 6900Документ32 страницыYounglin 6900moinОценок пока нет
- Multi Fect EcДокумент2 страницыMulti Fect EcJayabharath KrishnanОценок пока нет
- 1.2.1.3 Lab - Compare Data With A HashДокумент4 страницы1.2.1.3 Lab - Compare Data With A HashAnonymousОценок пока нет
- RaufAliev CV FullДокумент3 страницыRaufAliev CV FullRauf Aliev100% (1)
- The UX Portfolio: Telling Your Story - Usability Counts - MediumДокумент5 страницThe UX Portfolio: Telling Your Story - Usability Counts - MediumSebastian FloresОценок пока нет
- Resume 202302021207Документ2 страницыResume 202302021207Amit MishraОценок пока нет
- Oracle 10g Advanced PLSQL TocДокумент8 страницOracle 10g Advanced PLSQL TocManju Krishna SОценок пока нет
- SRX UTM Web FilteringДокумент6 страницSRX UTM Web FilteringSon Tran Hong NamОценок пока нет
- List of Vacancies FO September 07 2021Документ25 страницList of Vacancies FO September 07 2021Geronette PascuaОценок пока нет
- Migrating From DB2 To PostgreSQL - What You Should Know - SeveralninesДокумент13 страницMigrating From DB2 To PostgreSQL - What You Should Know - Severalninesgeojava123Оценок пока нет
- Artist 22 Pro User Manual (Spanish)Документ12 страницArtist 22 Pro User Manual (Spanish)Jaime RománОценок пока нет
- Type QD75MH Positioning Module Type QD75MH Positioning ModuleДокумент834 страницыType QD75MH Positioning Module Type QD75MH Positioning Modulerammu2001100% (1)
- Solidworks Surface Modeling: Length: Prerequisites: DescriptionДокумент1 страницаSolidworks Surface Modeling: Length: Prerequisites: DescriptionSAIFОценок пока нет
- Practical (1) Class 12Документ23 страницыPractical (1) Class 12abhizz media creationsОценок пока нет
- Guide Tensorflow Certification ExamДокумент9 страницGuide Tensorflow Certification ExamPrincy AngelinaОценок пока нет
- Himanshu Patnekar - B2B A Case 8Документ3 страницыHimanshu Patnekar - B2B A Case 8Himanshu Rajesh PatnekarОценок пока нет
- Ecosys FS-920Документ126 страницEcosys FS-920Joel CaipiroОценок пока нет
- Mchpfsusb Library HelpДокумент883 страницыMchpfsusb Library Helpgem1144aaОценок пока нет
- Creating A Pluggable DatabaseДокумент8 страницCreating A Pluggable DatabasePatil SitaramreddyОценок пока нет