Вам также может понравиться
- 5ta Semana - FisicaДокумент5 страниц5ta Semana - FisicaMarcelo Mendoza SaldañaОценок пока нет
- Ficha Técnica Lana de VidrioДокумент2 страницыFicha Técnica Lana de VidrioJose75% (4)
- SK 200C Ficha Técnica 2020Документ2 страницыSK 200C Ficha Técnica 2020Arturo ChavesОценок пока нет
- Desnaturalización de Un HuevoДокумент3 страницыDesnaturalización de Un HuevoMiguel RojanoОценок пока нет
- Informe #09 EdafologiaДокумент5 страницInforme #09 EdafologiaOscar Arone QuispeОценок пока нет
- Ensayo de Tracción UniaxialДокумент16 страницEnsayo de Tracción UniaxialValeria Alejandra Vargas Nocetti100% (2)
- Fester Acriton 12 AñosДокумент7 страницFester Acriton 12 AñosGabriel De La FuenteОценок пока нет
- Diapositiva de InorganicaДокумент52 страницыDiapositiva de InorganicarocioОценок пока нет
- Castrol GTX 20W50Документ6 страницCastrol GTX 20W50Hollman MorenoОценок пока нет
- ConservaciónДокумент46 страницConservaciónTamara Díaz100% (1)
- Guia NitratosДокумент4 страницыGuia NitratosLeidy RojasОценок пока нет
- M14S1AI2Документ7 страницM14S1AI2juan40% (5)
- PreguntasДокумент16 страницPreguntasOdalis MojicaОценок пока нет
- Problemas Temas7 EnunciadoДокумент2 страницыProblemas Temas7 EnunciadoDiego Jiménez AguadoОценок пока нет
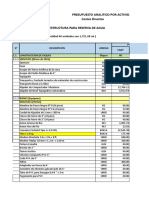
- Presupuesto FinalДокумент62 страницыPresupuesto FinalPaul Espinoza SaenzОценок пока нет
- Eval. 5. Fundamentos de Salud OcupacionalДокумент5 страницEval. 5. Fundamentos de Salud OcupacionalFabia Mosqueda100% (1)
- Manejo de ExtintoresДокумент42 страницыManejo de ExtintoresKenneth GutiiОценок пока нет
- Formato de Observación y Evaluación en Campo v01Документ2 страницыFormato de Observación y Evaluación en Campo v01EylaSadriОценок пока нет
- Reporte Final 9 Lab OrganicaIIIДокумент5 страницReporte Final 9 Lab OrganicaIIIJavier GarciaОценок пока нет
- Apuntes de Transporte de Hidrocarburos - Francisco Garaicochea Petrirena PDFДокумент151 страницаApuntes de Transporte de Hidrocarburos - Francisco Garaicochea Petrirena PDFSanPer86Оценок пока нет
- I. TemperaturaДокумент13 страницI. TemperaturaDaniel Barrera AriasОценок пока нет
- Seminarios BiologíaДокумент4 страницыSeminarios BiologíaLauraОценок пока нет
- Proceso 1 Visceras de PolloДокумент9 страницProceso 1 Visceras de PolloMARCELO ITURRYОценок пока нет
- GF-MP - 1403A - (Komatsu 15W-40 LOW ASH)Документ2 страницыGF-MP - 1403A - (Komatsu 15W-40 LOW ASH)Edu LimayОценок пока нет
- Ensayos de ProbetaДокумент22 страницыEnsayos de ProbetaGonzalo Chacaliaza RamosОценок пока нет
- Introduccion A La BioquimicaДокумент33 страницыIntroduccion A La BioquimicaVåle PMОценок пока нет
- Cálculo Estructural Reservorio ApoyadoДокумент8 страницCálculo Estructural Reservorio ApoyadoPedro Brian Marchena MoralesОценок пока нет
- Geología, Petrología y Mineralogía Del Granito Inti HuasiДокумент15 страницGeología, Petrología y Mineralogía Del Granito Inti HuasiDuber Cáceres MalaverОценок пока нет