Вам также может понравиться
- ASTM 213, t22Документ22 страницыASTM 213, t22amolgadgikar100% (1)
- Flame ImpingmentДокумент11 страницFlame ImpingmentidigitiОценок пока нет
- Literature On Boiler Tube Fitup by ExpandingДокумент17 страницLiterature On Boiler Tube Fitup by Expandingakv030011Оценок пока нет
- En 12952-6 VT Water Tube BoilersДокумент2 страницыEn 12952-6 VT Water Tube BoilersaliextomaОценок пока нет
- Welded FinДокумент7 страницWelded FinNatarajan RavisankarОценок пока нет
- IJSRD - Boiler Tube Failures & Prevention MethodsДокумент2 страницыIJSRD - Boiler Tube Failures & Prevention MethodsThanhluan NguyenОценок пока нет
- UNS R30006 Steel GradesДокумент3 страницыUNS R30006 Steel GradesRatnakar PatilОценок пока нет
- Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsДокумент12 страницWelding of CrMo Steels For Power Generation and Petrochemical ApplicationsDries Vandezande100% (1)
- SPM UREAri L02 14 01 10Документ14 страницSPM UREAri L02 14 01 10mechengg01Оценок пока нет
- BoilerДокумент22 страницыBoilerogulcankabakci100% (1)
- BS en 12952-4-2011Документ26 страницBS en 12952-4-2011Mokhammad Fahmi IzdiharrudinОценок пока нет
- Fallas Boiler (Babcock and Wilcox)Документ8 страницFallas Boiler (Babcock and Wilcox)scofiel1Оценок пока нет
- Guideline For Boiler InspectionsДокумент53 страницыGuideline For Boiler Inspectionsmkarahan100% (1)
- Percentage Wall Reduction Is The Most FrequentlyДокумент4 страницыPercentage Wall Reduction Is The Most Frequentlysanketpavi21Оценок пока нет
- BOILER TUBE INSPECTION GUIDEДокумент117 страницBOILER TUBE INSPECTION GUIDEkhalidmh100% (2)
- Homework 4 SolutionsДокумент7 страницHomework 4 Solutionscalebgriffin31Оценок пока нет
- Description of Damage: 4.2.11 Steam Blanketing 4.2.11.1Документ2 страницыDescription of Damage: 4.2.11 Steam Blanketing 4.2.11.1Ajmi HmidaОценок пока нет
- ASTM A335 P92 SpecificationДокумент4 страницыASTM A335 P92 SpecificationTarun ChandraОценок пока нет
- International Standard For High Frequency Welded Fins DownloadДокумент3 страницыInternational Standard For High Frequency Welded Fins DownloadPrasad Dhume50% (2)
- BS en 12952-2-2011Документ42 страницыBS en 12952-2-2011Mokhammad Fahmi Izdiharrudin100% (1)
- Fuel Oil For Industrial EnginesДокумент22 страницыFuel Oil For Industrial EnginesAndrew HillОценок пока нет
- Acid Dew PointДокумент26 страницAcid Dew PointFaiq HasnainОценок пока нет
- Work Instruction On Tube ExpansionДокумент40 страницWork Instruction On Tube Expansionjayaarnav100% (1)
- Heat Exchanger Gaskets 1 PDFДокумент2 страницыHeat Exchanger Gaskets 1 PDFMuhammad Aftab AhmedОценок пока нет
- Shell BoilerДокумент12 страницShell BoilerMochamad Fajar RamdaniОценок пока нет
- Uk Finned Technic HeatingspaceДокумент18 страницUk Finned Technic HeatingspacetuzlucayirОценок пока нет
- Welding of Ferritic Creep-Resistant SteelsДокумент3 страницыWelding of Ferritic Creep-Resistant Steelssn200709Оценок пока нет
- Failure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesДокумент21 страницаFailure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesOwais MalikОценок пока нет
- Condensate Manual - Gestra PDFДокумент176 страницCondensate Manual - Gestra PDFtrpac100% (1)
- 09 154 155 Standards in Pipeline ConstructionДокумент2 страницы09 154 155 Standards in Pipeline ConstructionRjeb mohamedОценок пока нет
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsДокумент12 страниц02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsivanmatijevicОценок пока нет
- BR BoilerHouseComponents enДокумент28 страницBR BoilerHouseComponents enJosé Pedro MagalhãesОценок пока нет
- HP40 NBДокумент13 страницHP40 NBTarun ChandraОценок пока нет
- TRD 301 Annex 1 Design PDFДокумент14 страницTRD 301 Annex 1 Design PDFarjun prajapatiОценок пока нет
- Tube Expansion Methods and ProceduresДокумент20 страницTube Expansion Methods and ProceduresJustin Alwar100% (1)
- The Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelДокумент8 страницThe Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelAnonymous Qha8B2Оценок пока нет
- Reformer Tube Failure IДокумент13 страницReformer Tube Failure Iabhijitwakodikar100% (2)
- The Use of Portable Hardness Testing in FieldДокумент120 страницThe Use of Portable Hardness Testing in Fieldantant3052Оценок пока нет
- Everything about spherical pressure vesselsДокумент4 страницыEverything about spherical pressure vesselsalokbdasОценок пока нет
- Deaerators BrochureДокумент4 страницыDeaerators BrochurefahimshkОценок пока нет
- Astm 4140 PDFДокумент3 страницыAstm 4140 PDFRameshОценок пока нет
- CF BraunДокумент4 страницыCF BraunTito EcheverriaОценок пока нет
- Steam Generating System - Operation OverviewДокумент21 страницаSteam Generating System - Operation Overviewritesh MishraОценок пока нет
- Reformer Component Management After An Overheating Incident That Resulted in Tube FailuresДокумент12 страницReformer Component Management After An Overheating Incident That Resulted in Tube FailuresGrootОценок пока нет
- NDT For BoilersДокумент9 страницNDT For BoilersmjorionОценок пока нет
- 013 - Principal Types of Boilers - RS PDFДокумент73 страницы013 - Principal Types of Boilers - RS PDFAlishPreethiОценок пока нет
- Effect Scale Formation in Boiler Water Wall TubesДокумент7 страницEffect Scale Formation in Boiler Water Wall TubesRishabh ChaureОценок пока нет
- Welding Filler Metals For Power Plant EngineeringДокумент20 страницWelding Filler Metals For Power Plant EngineeringgogotigОценок пока нет
- Lifetime Assessment of A Steam Pipeline: 1 2 Material 15 128 (14MOV6-3)Документ6 страницLifetime Assessment of A Steam Pipeline: 1 2 Material 15 128 (14MOV6-3)Costas AggelidisОценок пока нет
- Types and Uses of FluesДокумент7 страницTypes and Uses of Fluesjessito2Оценок пока нет
- Air and Flue Gas Ducts and DampersДокумент5 страницAir and Flue Gas Ducts and Dampersjkhan_724384Оценок пока нет
- Ethylene Furnance InspectionfgДокумент6 страницEthylene Furnance InspectionfgThomas TuckerОценок пока нет
- Shell Boilers: Guidelines For The Examination of Boiler Shell-To-Endplate and Furnace-To-Endplate Welded Joints (SBG 1)Документ28 страницShell Boilers: Guidelines For The Examination of Boiler Shell-To-Endplate and Furnace-To-Endplate Welded Joints (SBG 1)mjaric81Оценок пока нет
- BR 1701 PDFДокумент7 страницBR 1701 PDFdestiny2bnОценок пока нет
- BR 170 1Документ7 страницBR 170 1Himanshu ChaturvediОценок пока нет
- BS 1881 Part 5 (1970)Документ18 страницBS 1881 Part 5 (1970)thurais75100% (1)
- TAPPI TIP 402-30 Insp For Cracking Composite TubesДокумент3 страницыTAPPI TIP 402-30 Insp For Cracking Composite Tubesa_parratОценок пока нет
- Economizers Operating and Maintenance PracticesДокумент0 страницEconomizers Operating and Maintenance PracticespariskosОценок пока нет
- Cooling Water Injection Skids Hot Tap Calculation SummaryДокумент20 страницCooling Water Injection Skids Hot Tap Calculation SummaryVetti Payan100% (6)
- LPG Code of Practice (2003)Документ53 страницыLPG Code of Practice (2003)clintlakeyОценок пока нет
- Industrial Shaft Seals - 10919 - 2 EN PDFДокумент488 страницIndustrial Shaft Seals - 10919 - 2 EN PDFAwan AJaОценок пока нет
- Industrial Shaft Seals - 10919 - 2 EN PDFДокумент488 страницIndustrial Shaft Seals - 10919 - 2 EN PDFAwan AJaОценок пока нет
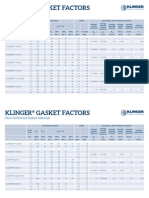
- Klinger Gasket FactorsДокумент3 страницыKlinger Gasket FactorsGeorge TanasescuОценок пока нет
- Pipe Marking - Full Guide PDFДокумент27 страницPipe Marking - Full Guide PDFSH1961Оценок пока нет
- Chloride SCC of 316 SSTДокумент5 страницChloride SCC of 316 SSTSH1961100% (1)
- Vba Edelmann Clamp FastenersДокумент2 страницыVba Edelmann Clamp FastenersSH1961Оценок пока нет
- Data SF3300Документ2 страницыData SF3300Ingrid Johhana BalbinОценок пока нет
- FSA Gasket Handbook - June 2017Документ138 страницFSA Gasket Handbook - June 2017Dijin MaroliОценок пока нет
- InTech-Corrosive Effects of Chlorides On MetalsДокумент41 страницаInTech-Corrosive Effects of Chlorides On MetalsAndrey756Оценок пока нет
- 444 StainlessДокумент4 страницы444 StainlessSH1961Оценок пока нет
- Non Ferrous MaterialsДокумент8 страницNon Ferrous MaterialsSH1961Оценок пока нет
- 444 StainlessДокумент4 страницы444 StainlessSH1961Оценок пока нет
- Velan High Pressure Steam Trapping Brochure PDFДокумент8 страницVelan High Pressure Steam Trapping Brochure PDFSH1961Оценок пока нет
- Pickling HandbookДокумент20 страницPickling HandbookRhona100% (1)
- Bolt Tightening TorquesДокумент3 страницыBolt Tightening Torquesatanughosh125Оценок пока нет
- Complete CatalogДокумент52 страницыComplete CatalogrbsaylorsОценок пока нет
- Tightening TorquesДокумент4 страницыTightening Torquesflanker76Оценок пока нет
- Non Returne ValvesДокумент22 страницыNon Returne ValvesSH1961Оценок пока нет
- ISO Coordination System Symbols GuideДокумент3 страницыISO Coordination System Symbols GuideSH1961Оценок пока нет
- Dynalene HC Engineering GuideДокумент38 страницDynalene HC Engineering GuideSH1961Оценок пока нет
- Gaskets - Graphite PDFДокумент4 страницыGaskets - Graphite PDFSH1961Оценок пока нет
- FSA Gasket Handbook - June 2017Документ138 страницFSA Gasket Handbook - June 2017Dijin MaroliОценок пока нет
- Aalco Datasheet ST ST BS enДокумент2 страницыAalco Datasheet ST ST BS enSalai LokeshОценок пока нет
- Lumi GlassДокумент1 страницаLumi GlassSH1961Оценок пока нет
- Aalco Datasheet ST ST BS enДокумент12 страницAalco Datasheet ST ST BS enSH1961Оценок пока нет
- Stainless Steel Pressure RatingsДокумент7 страницStainless Steel Pressure RatingsNauman KhanОценок пока нет
- Passivating & Pickling Stainless SteelДокумент16 страницPassivating & Pickling Stainless Steelfeki2607Оценок пока нет
- Algoma Steel Sheet PDFДокумент10 страницAlgoma Steel Sheet PDFSH1961Оценок пока нет
- Corrosion Resistance ofДокумент44 страницыCorrosion Resistance ofalkem7Оценок пока нет
- Carbon Steel Swage Nipples and Bull Plugs: Price Sheet SN-908Документ18 страницCarbon Steel Swage Nipples and Bull Plugs: Price Sheet SN-908rocknyvОценок пока нет
- IIT JEE Laws of Motion PhysicsДокумент32 страницыIIT JEE Laws of Motion PhysicsShakil Khan100% (1)
- k2) Luxatherm5200 5219Документ2 страницыk2) Luxatherm5200 5219Syed FaridОценок пока нет
- Membrane ReactorДокумент9 страницMembrane ReactorAzharuddin Ehtesham FarooquiОценок пока нет
- PVH - Restricted Substance ListДокумент31 страницаPVH - Restricted Substance ListDebashishDolonОценок пока нет
- Depolymerization of Tire and Natural Rubber Using Supercritical FluidsflaДокумент8 страницDepolymerization of Tire and Natural Rubber Using Supercritical FluidsflaAli DueОценок пока нет
- ASTM E291 - 09 - Standard Test Methods Forchemical Analysis of Caustic Soda and Caustic Potash (Sodium Hydroxide and Potassium Hydroxide) 1Документ15 страницASTM E291 - 09 - Standard Test Methods Forchemical Analysis of Caustic Soda and Caustic Potash (Sodium Hydroxide and Potassium Hydroxide) 1Boby WongОценок пока нет
- SymmetryДокумент43 страницыSymmetryDeepa Kapadia0% (1)
- Planar Rigid Body Dynamics: Work and EnergyДокумент11 страницPlanar Rigid Body Dynamics: Work and EnergynguyendaibkaОценок пока нет
- Production of Dishwashing Liquid Detergent (Base) : Cebu Institute of Technology - UniversityДокумент10 страницProduction of Dishwashing Liquid Detergent (Base) : Cebu Institute of Technology - UniversityNicely EleccionОценок пока нет
- DyeДокумент12 страницDyeVeby LamanepaОценок пока нет
- Environmenturlurgical EngineeeringДокумент203 страницыEnvironmenturlurgical Engineeeringhuhuhuhu100% (1)
- Tem-290 Process Validation Protocol Template SampleДокумент5 страницTem-290 Process Validation Protocol Template SampleJonatan Dominguez Perez100% (2)
- A10VO Regulator Teory PDFДокумент45 страницA10VO Regulator Teory PDFmohammad100% (2)
- Che F241 1180Документ3 страницыChe F241 1180Govind ManglaniОценок пока нет
- LAS 5 Preparation and Standardization of 1N Sodium Hydroxide Solution 2Документ3 страницыLAS 5 Preparation and Standardization of 1N Sodium Hydroxide Solution 2Ann Jonneth Perino RicoОценок пока нет
- 91988v00 Modeling Industrial Chemical Processes With Matlab and Simulink 04 PPДокумент4 страницы91988v00 Modeling Industrial Chemical Processes With Matlab and Simulink 04 PPEdenson Flores TrujilloОценок пока нет
- Purifying Biodiesel: Comparing Ion Exchange and AdsorptionДокумент77 страницPurifying Biodiesel: Comparing Ion Exchange and AdsorptionFabianMurielRuizОценок пока нет
- Centrifugal ChillersДокумент16 страницCentrifugal ChillersDevan Sadhu100% (3)
- ADHD Medication For Adults and Children: Vyvanse, Ritalin, Concerta, Adderall, Strattera...Документ4 страницыADHD Medication For Adults and Children: Vyvanse, Ritalin, Concerta, Adderall, Strattera...rico ruben100% (1)
- GEAS 1 - Chemistry - 2Документ4 страницыGEAS 1 - Chemistry - 2Leoneil Angelo AbreuОценок пока нет
- Vitec 5100 Antiscalant DatasheetДокумент1 страницаVitec 5100 Antiscalant Datasheetdalton2004Оценок пока нет
- TOA DKK Water Quality Sensor Xseries PreДокумент12 страницTOA DKK Water Quality Sensor Xseries PrealdiniОценок пока нет
- 3rd International Conference On The Advancement of Materials and Nanotechnology 2013 - ICAMN III 2013Документ5 страниц3rd International Conference On The Advancement of Materials and Nanotechnology 2013 - ICAMN III 2013Khairol Anuar MohammedОценок пока нет
- Solar Super CapacitorДокумент276 страницSolar Super CapacitorGilberto Alves RodriguesОценок пока нет
- Junctions ExplainedДокумент4 страницыJunctions ExplainedJulio SaldanhaОценок пока нет
- Technical Data Sheet Yipin Red Iron Oxide YPC33200Документ2 страницыTechnical Data Sheet Yipin Red Iron Oxide YPC33200Fabio Arboleda TorresОценок пока нет
- Theory of Solutions BasicsДокумент34 страницыTheory of Solutions BasicsSiddharth DhurandharОценок пока нет
- SR 6898 1 Tevi de Otel PDFДокумент1 страницаSR 6898 1 Tevi de Otel PDFCRISTIAN SILVIU IANUCОценок пока нет
- EXP-10 Pressure Drop in Packed BedДокумент23 страницыEXP-10 Pressure Drop in Packed BedZakwan HanifОценок пока нет
- Monitoring of BioprocessДокумент41 страницаMonitoring of BioprocessSandiyaОценок пока нет
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureОт EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Operational Amplifier Circuits: Analysis and DesignОт EverandOperational Amplifier Circuits: Analysis and DesignРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveОт EverandUnderstanding Automotive Electronics: An Engineering PerspectiveРейтинг: 3.5 из 5 звезд3.5/5 (16)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableОт EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableОценок пока нет
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryОт EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryРейтинг: 4 из 5 звезд4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОт EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОценок пока нет
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsОт EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsОценок пока нет
- Design for How People Think: Using Brain Science to Build Better ProductsОт EverandDesign for How People Think: Using Brain Science to Build Better ProductsРейтинг: 4 из 5 звезд4/5 (8)
- Design Is The Problem: The Future of Design Must Be SustainableОт EverandDesign Is The Problem: The Future of Design Must Be SustainableРейтинг: 1.5 из 5 звезд1.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorОт EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorРейтинг: 4 из 5 звезд4/5 (7)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessОт EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessОценок пока нет
- Iconic Advantage: Don’t Chase the New, Innovate the OldОт EverandIconic Advantage: Don’t Chase the New, Innovate the OldРейтинг: 4 из 5 звезд4/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tОт EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tРейтинг: 4.5 из 5 звезд4.5/5 (27)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerОт EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerРейтинг: 5 из 5 звезд5/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceОт EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceРейтинг: 4 из 5 звезд4/5 (19)
- The User's Journey: Storymapping Products That People LoveОт EverandThe User's Journey: Storymapping Products That People LoveРейтинг: 3.5 из 5 звезд3.5/5 (8)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationОт EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationРейтинг: 4.5 из 5 звезд4.5/5 (2)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesОт EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesОценок пока нет