IJRET: International Journal of Research in Engineering and Technology eISSN: 2319-1163 | pISSN: 2321-7308
__________________________________________________________________________________________
Volume: 03 Special Issue: 03 | May-2014 | NCRIET-2014, Available @ http://www.ijret.org 253
IMPROVING THE EFFICIENCY OF WEIGHER USING PLC
CONTROLLER
Nandesh K N
1
, Kiran B V
2
, Jiby C Jose
3
, K souryasen
4
1
PG student, Department of E&E, KVGCE, Karnataka, India
2
Assistant Professor, Department of E&E, KVGCE, Karnataka, India
3
Deputy Manager, RMHS Department, JSW, Karnataka, India
4
Assistant Professor, Department of E&E, KVGCE, Karnataka, India
Abstract
Static and dynamic weighing systems are now the most prominent measurement and control instruments of raw materials flow rate.
Considering the development of technology in industries, fabrication of special progressive systems of weighing in which the used
state of art modern control methods of mechatronics has changed the process of classical control principles based on fieldbus
technology development and use of the various types of data exchange protocols have led to the creation of flexible ways of
interconnections between DCS system and main controllers with related modular boards. In industrial sectors, the raw material that
is entering to the system must be in an equal ratio for the production and it should be weighed properly for further use. In this project
the main focus is on the raw material handling system that is to know the amount of raw material entering to the system by using load
cell and controllers. Weigh feeders are used to weigh and to handle the raw material. It weighs accurately the raw material for
maintain proper blend for sinter. This blend is called as basemix material. Programmable Logical Controller controls the weigh
feeders by using speed sensors, load cell, VFD and by using the control input. By designing the certain parameters whole system is
controlled by using Programmable Logic Controllers. In this paper PLC is used to control overall system because it is capable of
controlling weigh feeder system. Main focus is given to weigher to weigh accurate amount of material entering to the system.
KeyWords: Static, Dynamic, weighing and DCS
-----------------------------------------------------------------------***-----------------------------------------------------------------------
1. INTRODUCTION
In this article we will report the successful revamping model
of control of weighing systems of weigh feeders plant in JSW
Steel Ltd. The revamping was based on Schenck weighing
controllers and Saimo weighing system[1].
At first, the traditional control system in section of hard wiring
and interlocking has been described with the old control
systems which included the terminology of belt weighers and
weigh feeder automation technology. We will follow the
discussion by declaring the function of new control and
communication system based on the new hardware and
software technology used in project.
Combination of electronic and mechanical different systems
may be used in operation, although there will always be some
deviations in the final system errors if you use non- integrated
systems. Most of the time, because of the economic
conditions, and not having a noticeable distinction in result,
we had better use some different electronic and mechanical
equipment in combination.
Considering two types of typical errors, Actual feed rate
error, Nominal feed rate error, efforts to keep performances
in control ways of weighing system can lead to final
acceptance errors in systems combinations. In actual feed rate
terminology, feed rate is always percentage of flow rate. For a
system with Actual Feed Rate of 1% for the (I), flow rate in
(t/h), flow rate is always between I+1% and I-1%. Weigh
feeders are used to weigh and to handle the raw material. It
weighs accurately the raw material for maintain proper blend
for sinter. This blend is called as base mix material. PLC
controls the weigh feeders by using speed sensors, load cell,
VFD and by using the control input.
2.OBJECTIVE OF THE PAPER
1. To find the error in the weigh feeder
2. Finding the parameter by which the weigh feeder
performance is affected.
3. Solving the error problem by using DCS .
2.1 Present System
Present system has five iron ore weigh feeders in
proportionating bin 1. These weigh feeders are operated
according to quantity required. Weigh feeders weighs the raw
material which is on the conveyor belt. Operating principle is
that the raw material enters from bunker to weigh feeders in
which it has moving conveyor belt which is operated by
IJRET: International Journal of Research in Engineering and Technology eISSN: 2319-1163 | pISSN: 2321-7308
__________________________________________________________________________________________
Volume: 03 Special Issue: 03 | May-2014 | NCRIET-2014, Available @ http://www.ijret.org 254
induction motor through VFD. Load cell is mounted on weigh
feeder to weigh the material and to send weighed parameter in
mili volt. Tacho generator senses the pulses of belt speed and
displayed all these parameters in weigh feeder controller.
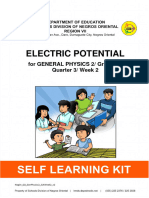
Fig-1: schematic diagram of weigh feeder and controller
connection
Where, RM= Raw Material
FI= Frequency Inverter
ID= Interlock Device
C I/P= Control input
SS= Speed sensor
PFR= Pulse input ratio
A I/P= Anolog input
LC= Load cell
Caliberation of weigh feeders is done for 15 days to check the
efficiency of feeders. Profibus is been used for communication
from controller hardware to DCS, to control whole weigh
feeders.
2.2 Weigh Feeder and Controllers
Weigh feeder controllers are used to display all the parameters
like load cell value in milli volts, tacho generator speed and its
pulses, set point and feed rate, belt load and actual speed of
conveyor belt. VFD is used to control the speed of the
induction motor and variable frequency drive is controlled by
weigh feeder controller.
Fig-2: Iron ore weigh feeder
Fig-3:Iron ore weigh feeder Controllers
A variable-frequency drive (VFD) is a system for controlling
the rotational speed or torque of an alternating current (AC)
electric motor by controlling the frequency of the electric
power supplied to the motor.
From this controller various datas like belt load, set rate and
feeder rate can be moved to DCS software by using
PROFIBUS as communication between hardware and
software.
2.3 Modification Suggested
In this weighing technique, there is some error in percentage
in weighing. The various factor may affect the entry of raw
material i,e induction motor, conveyor belt, speed sensors,
load cell, controllers and VFD.
Main aim is to find the error or problem in which part does
the system performance is affected. To find the solution,
MOTOR
WEIGH FEEDER
SS
LC ID
FI
CONTROLLER
PLC /DCS
RM
PFR
Ai/p
C I/P RELEASE
IJRET: International Journal of Research in Engineering and Technology eISSN: 2319-1163 | pISSN: 2321-7308
__________________________________________________________________________________________
Volume: 03 Special Issue: 03 | May-2014 | NCRIET-2014, Available @ http://www.ijret.org 255
different weigh feeder reading are taken in loaded condition.
Different parameters are noted to find the error in weigh
feeder. Parameters like belt load in kg/m, actual speed in m/s,
controller speed in m/s, feeder rate in t/h, set point in t/h, tacho
pulses which are displayed at controller.
In the present system, there is some percentage of error in
weigher, so for the improvement of weigher certain
modification suggested is to weigh the empty belt in operating
condition and to monitor the same for few days. From the
parameters obtained, percentage of error can be calculated and
the present can be corrected by using DCS , and certain
corrections can be made by auto recorrecting if the error is
more or less than 2 percent, or giving alarm signal if error
exceeds 5 percent for caliberation process. Hence by
modifying the weighing procees can be improved.
3. DESIGN
Some considerations were made while designing the
percentage of error in weigh feeders, those considerations are
as follows:
1. Belt load in kg/m, feeder rate in t/h, actual speed and
set point in t/h.
2. Error percentage should not exceed 5% and if
suppose exceeds give signal to alarm
3. If error percentage is within + 2 or -2%, then give
signal for auto correction or for recalibration.
3.1 Calculation
Iron ore weigh feeder 1
Set point =500 t/h Feed rate = 2 t/h
Actual speed = 0.340 m/s
Belt load = 1.370 kg/m
For belt load in percentage
1.370-0.12/1.370*100
= 91.2%
For tones in percentage
0.4658-0.0408/0.4658*100
= 91.24%
So 500t/h- 2t/h
= 498 t/h
= 498*1000/3600*0.34
=406.8 kg/m
For 500 t/h
= 500*1000/3600*0.34
= 408.4 kg /m
408.4-406
= 1.696 kg/m
= 1.696/408.4
= 0.415% error.
To calculate actual feed rate using formulae based for Weigh
feeder 1are as follows:
1.Feed rate: kg/m*actual speed*3.6
=406*0.309*3.6
= 451.6 t /h
2.Feed rate: kg/m*actual speed*3.6
= 455.2*0.233*3.6
= 381.8 t/h
3.Feedrate: kg/m*actual speed* 3.6
400.9*0.313*3.6 = 451.7 t/h
Coke weigh feeder 14
Set point= 100 t/h Feed rate= 1 t/hr
Actual speed= 0.202 m/s Belt load= 0.883 kg/m
For belt load in percentage
0.883-0.03/0.833*100 = 96.39%
For tonnes in percentage
0.178-0/0.178*100
= 100%
So 100-1= 99
= 99*1000/3600*0.203
= 135.46 kg/m
For 100 t/hr
= 100*1000/3600*0.203
= 136.83 kg/m
136.83-135.46
= 1.362
= 1.362/136.83
= 0.99% error
4. RESULTS AND DISCUSSION
To improve the efficiency of weigher, error has been
calculated by taking the parameters of empty belt load in
operating condition. Finally we design a system in order to
overcome this percentage error in the weigher.
IJRET: International Journal of Research in Engineering and Technology eISSN: 2319-1163 | pISSN: 2321-7308
__________________________________________________________________________________________
Volume: 03 Special Issue: 03 | May-2014 | NCRIET-2014, Available @ http://www.ijret.org 256
Chart-1:Iron ore weigh feeder
Chart-2:Coke weigh feeder
Above graphs shows the percentage of error variation with
respect to number of days.
5. CONCLUSIONS
Weigh feeders are controlled by using DCS controllers, so that
problem can be overcome by calculating the error in belt load
and can be auto recorrected by using DCS and can improve
the efficiency of weigher by reducing the percentage of error
in weigh feeders.
REFERENCES
[1]. Modern Automation Methods of Weighing Systems in
Steel Industries.
AbdollahMoshiri ,IRISA Automation & Systems Co.
[2]. BV-H2062GB , 0521 DISOCONT Weighfeeder
SCHENCKPROCESS GmbH, Darmstadt
[3]. BV-H2085 GB, 0551 System Manual DISOCONT
SCHENCKPROCESS GmbH, Darmstadt.
[4]. Fieldbus Interface, Fieldbus Data BV-H2100GB, 0550 7
SchenckProcess GmbH, Darmstadt.
[5]. BVH2315GB, 0717 Step 7 Library Module Description
SchenckProcess.
0
0.5
1
1.5
2
2.5
0 5 10
ERROR IN PERCENTAGE
ERROR IN
PERCENTAG
E
-0.2
0
0.2
0.4
0.6
0.8
1
1.2
0 5 10
ERROR IN PERCENTAGE
ERROR IN
PERCENTAG
E
Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Summative Test in Grade 10 Science PDF FreeДокумент2 страницыSummative Test in Grade 10 Science PDF FreeMalyn ReyesОценок пока нет
- Instant Download Trauma Contemporary Directions in Theory Practice and Research 1st Edition Ebook PDF PDF FREEДокумент33 страницыInstant Download Trauma Contemporary Directions in Theory Practice and Research 1st Edition Ebook PDF PDF FREErichard.rosas835100% (41)
- Haaland EquationДокумент1 страницаHaaland EquationAmir AzmiОценок пока нет
- Inserting Images - ShareLaTeX, Online LaTeX EditorДокумент11 страницInserting Images - ShareLaTeX, Online LaTeX EditorAviraj3892Оценок пока нет
- Chapter 8Документ7 страницChapter 8Maiane JunqueiraОценок пока нет
- GENERAL PHYSICS 2 - Q3 - Week 2Документ22 страницыGENERAL PHYSICS 2 - Q3 - Week 2vrejie46Оценок пока нет
- Battery SubsystemДокумент7 страницBattery SubsystemahmaborashedОценок пока нет
- Universal Law of GravitationДокумент17 страницUniversal Law of GravitationScionОценок пока нет
- Chapter 11Документ53 страницыChapter 11Vijendhar ReddyОценок пока нет
- IP03 Loops-4slides PDFДокумент10 страницIP03 Loops-4slides PDFRamesh GОценок пока нет
- Grammar 111Документ33 страницыGrammar 111Suntithvibol Sem100% (1)
- High-Strength Stainless Steels With "Microduplex" Structure For Cryogenic ApplicationsДокумент3 страницыHigh-Strength Stainless Steels With "Microduplex" Structure For Cryogenic ApplicationsakhileshОценок пока нет
- Design Method of 6-Element Boundary Gain For LLC Resonant Converter of Electric VehicleДокумент11 страницDesign Method of 6-Element Boundary Gain For LLC Resonant Converter of Electric VehicleSh M AaqibОценок пока нет
- Alarm ListДокумент4 страницыAlarm ListMirela Perenda ŠabićОценок пока нет
- DefaultДокумент49 страницDefaultmaruka33100% (1)
- Proportional Directional Valves: Series LVS08 and LVS12 - Preferred Products ProgrammeДокумент66 страницProportional Directional Valves: Series LVS08 and LVS12 - Preferred Products ProgrammealeksandrОценок пока нет
- System Administration JakartaДокумент347 страницSystem Administration JakartaLorena Castillero80% (10)
- 23-Article Text-89-3-10-20200704Документ16 страниц23-Article Text-89-3-10-20200704cholifah agumОценок пока нет
- 2018 06 OnlineДокумент12 страниц2018 06 OnlineMohamed HasikОценок пока нет
- High-Resolution Screening of Metabolite-Like Lead LibrariesДокумент114 страницHigh-Resolution Screening of Metabolite-Like Lead LibrariesBuscador AlfaОценок пока нет
- LC08 L1TP 120065 20180318 20180403 01 T1 MTLДокумент4 страницыLC08 L1TP 120065 20180318 20180403 01 T1 MTLrendy aswinОценок пока нет
- CNS - Types of CiphersДокумент47 страницCNS - Types of Ciphersmahesh palemОценок пока нет
- 2016 FSAE Electric Vehicle Pedal Assembly DesignДокумент40 страниц2016 FSAE Electric Vehicle Pedal Assembly Designshubham rastogiОценок пока нет
- Rsa Netwitness Logs and Packets: Server, Dac and San HW SpecificationsДокумент10 страницRsa Netwitness Logs and Packets: Server, Dac and San HW SpecificationsfunyiroemberОценок пока нет
- Mha Mca Cet SyllabusДокумент20 страницMha Mca Cet Syllabusm kumarОценок пока нет
- Mac Keyboard ShortcutsДокумент16 страницMac Keyboard ShortcutsSaira FazalОценок пока нет
- The Relationship Between Emotional Maturity and Psychosocial Adjustment Among First-Year Undergraduate Students in Amhara Region Public Universities, EthiopiaДокумент11 страницThe Relationship Between Emotional Maturity and Psychosocial Adjustment Among First-Year Undergraduate Students in Amhara Region Public Universities, EthiopiaYared FentawОценок пока нет
- Mothballing Requires More Than Idle ThoughtДокумент4 страницыMothballing Requires More Than Idle Thoughtfawmer61Оценок пока нет
- Selecting EquipmentДокумент7 страницSelecting EquipmentZara ShireenОценок пока нет
- Abhilash Betanamudi: AchievementsДокумент3 страницыAbhilash Betanamudi: AchievementsAbhilashBetanamudiОценок пока нет