Вам также может понравиться
- Api 6aДокумент23 страницыApi 6aumairahmedbaig75% (4)
- B26B26M-14e1 Standard Specification For Aluminum-Alloy Sand CastingsДокумент14 страницB26B26M-14e1 Standard Specification For Aluminum-Alloy Sand CastingsAlejandro SanchezОценок пока нет
- A484A484M-18a 1.03 PDFДокумент13 страницA484A484M-18a 1.03 PDFist93993Оценок пока нет
- API Spec 6A 21st Edition ChangesДокумент43 страницыAPI Spec 6A 21st Edition ChangesQuality controller83% (6)
- B584 hpgm6441Документ7 страницB584 hpgm6441Muhammad Harits100% (1)
- Asme B31.4Документ122 страницыAsme B31.4solteОценок пока нет
- API 6A Bolting, API 6ACRA Bolting, API 6A718 Bolting: Minimum Requirement of Closure BoltingДокумент10 страницAPI 6A Bolting, API 6ACRA Bolting, API 6A718 Bolting: Minimum Requirement of Closure BoltingQuality controller0% (1)
- Astm A 350-2018Документ10 страницAstm A 350-2018Mohammed AliОценок пока нет
- Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalДокумент7 страницFerritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalSameh AminОценок пока нет
- Astm A234 PDFДокумент8 страницAstm A234 PDFDavid Ripoll LopezОценок пока нет
- B367Документ5 страницB367AVINASH CHAVANОценок пока нет
- Astm B446 - 2003 - 2008Документ5 страницAstm B446 - 2003 - 2008isaque300984Оценок пока нет
- Cortec Choke CatalogДокумент8 страницCortec Choke Catalogamjath584100% (1)
- Building Workshop Lecture 1Документ29 страницBuilding Workshop Lecture 1Robel YohannesОценок пока нет
- ASTM F38 Gaskets CreepДокумент8 страницASTM F38 Gaskets CreepDieguitoOmarMorales100% (1)
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceДокумент4 страницыPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServicemarykongОценок пока нет
- Intergranular Corrosion Test As Per ASTM A262Документ1 страницаIntergranular Corrosion Test As Per ASTM A262Muhammad RidwanОценок пока нет
- ASME B16.20b-1997 Addenda: Asme Metallic Gaskets For Pipe Flanges Ring-Joint, Spiral-Wound, and JacketedДокумент34 страницыASME B16.20b-1997 Addenda: Asme Metallic Gaskets For Pipe Flanges Ring-Joint, Spiral-Wound, and JacketedAndres Antonio Moreno CastroОценок пока нет
- A29A29M-12e1 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-Wrought 000Документ16 страницA29A29M-12e1 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-Wrought 000Moongil oodagamОценок пока нет
- A29A29M-12e1 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-Wrought 000Документ16 страницA29A29M-12e1 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-Wrought 000Moongil oodagamОценок пока нет
- Astm A216-98Документ3 страницыAstm A216-98panap25100% (1)
- MSS SP 97Документ26 страницMSS SP 97Gopi KrishnanОценок пока нет
- Chapter 5-Prestressed Concrete DesignДокумент51 страницаChapter 5-Prestressed Concrete DesignAzrai AzizОценок пока нет
- Astm b165 PDFДокумент6 страницAstm b165 PDFSagent IncОценок пока нет
- A204Документ3 страницыA204doshi78Оценок пока нет
- Agma 910-C90Документ35 страницAgma 910-C90pablo_stz100% (3)
- Spiraltec Non-Metallic FillersДокумент1 страницаSpiraltec Non-Metallic FillersJakir HossainОценок пока нет
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionОт EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionОценок пока нет
- Astm A351Документ5 страницAstm A351Iksan MustofaОценок пока нет
- Buttress Run-Out - API ConnectionДокумент2 страницыButtress Run-Out - API ConnectionEDWIN M.PОценок пока нет
- Asme b1.8Документ42 страницыAsme b1.8jagrolet9858Оценок пока нет
- Mil STD 278FДокумент128 страницMil STD 278Fexwhiskeyhouse100% (1)
- Oil Absorption of Pigments by Gardner-Coleman Method: Standard Test Method ForДокумент2 страницыOil Absorption of Pigments by Gardner-Coleman Method: Standard Test Method Forpablo_stzОценок пока нет
- BS 1868-1975+a1-1990 C1 2010 PDFДокумент28 страницBS 1868-1975+a1-1990 C1 2010 PDFRONALDОценок пока нет
- Astm A194Документ13 страницAstm A194AliОценок пока нет
- Profile of the International Pump Industry: Market Prospects to 2010От EverandProfile of the International Pump Industry: Market Prospects to 2010Рейтинг: 1 из 5 звезд1/5 (1)
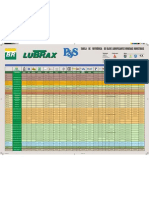
- Óleos lubrificantes industriaisДокумент1 страницаÓleos lubrificantes industriaisMauro S Cabral67% (18)
- MSS SP 95Документ16 страницMSS SP 95JUAN DAVID GOMEZ PATIÑOОценок пока нет
- ISO7005!2!1988Metallicflanges - Part2 CastironflangesДокумент39 страницISO7005!2!1988Metallicflanges - Part2 Castironflangesyonggang duОценок пока нет
- Astm B 148 2009Документ5 страницAstm B 148 2009WillianОценок пока нет
- Threads - NPTF Taper Thread GagingДокумент5 страницThreads - NPTF Taper Thread GagingTrushantОценок пока нет
- Astm A995 A995m 13 2013 PDFДокумент4 страницыAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- Astm A671 2020Документ7 страницAstm A671 2020امينОценок пока нет
- SAE BoltДокумент1 страницаSAE BoltAnuj ShahiОценок пока нет
- American Fastener - ASTM, SAE, and ISO Grade Markings Bolt SpecificationДокумент8 страницAmerican Fastener - ASTM, SAE, and ISO Grade Markings Bolt Specificationamir_hossein858Оценок пока нет
- Building Technology June 2010 Past Board ExamДокумент7 страницBuilding Technology June 2010 Past Board ExamJhyl AquinoОценок пока нет
- Additive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionДокумент9 страницAdditive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionRaj Rajesh100% (1)
- JISG3459Документ39 страницJISG3459Son-Tuan PhamОценок пока нет
- Ductile Iron Castings: Standard Specification ForДокумент6 страницDuctile Iron Castings: Standard Specification ForLuis F. LoachamínОценок пока нет
- Astm A703Документ15 страницAstm A703Samuel TanaОценок пока нет
- Metric DIN 127 SpecДокумент5 страницMetric DIN 127 SpecmahfuzОценок пока нет
- Mil-P-24503 Ic4Документ5 страницMil-P-24503 Ic4Russell Simano100% (1)
- Common Requirements For Bolting Intended For Use at Any Temperature From Cryogenic To The Creep RangeДокумент11 страницCommon Requirements For Bolting Intended For Use at Any Temperature From Cryogenic To The Creep RangeRobОценок пока нет
- Asme Section II A-2 Sa-453 Sa-453mДокумент10 страницAsme Section II A-2 Sa-453 Sa-453mAnonymous GhPzn1xОценок пока нет
- Preparing Tension Test Specimens For Copper Alloy Sand, Permanent Mold, Centrifugal, and Continuous CastingsДокумент11 страницPreparing Tension Test Specimens For Copper Alloy Sand, Permanent Mold, Centrifugal, and Continuous CastingsWeniton OliveiraОценок пока нет
- A338 Steel StandardДокумент2 страницыA338 Steel StandardguilhermehsssОценок пока нет
- A388 PDFДокумент9 страницA388 PDFnegg 348Оценок пока нет
- Reference Standards PDFДокумент3 страницыReference Standards PDFAsghar AliОценок пока нет
- DNV Rp-E101 - 2012-01Документ18 страницDNV Rp-E101 - 2012-01Stephen LewellenОценок пока нет
- Astm A709 A709m PDFДокумент3 страницыAstm A709 A709m PDFBernathTurnipОценок пока нет
- General Requirements For Copper Alloy CastingsДокумент6 страницGeneral Requirements For Copper Alloy CastingsLC ChongОценок пока нет
- Ductile Iron Data For Design EngineersДокумент3 страницыDuctile Iron Data For Design EngineersSourav HaitОценок пока нет
- DS67C Foreword PDFДокумент8 страницDS67C Foreword PDFAnat HershkovitzОценок пока нет
- En1564-1 2017Документ4 страницыEn1564-1 2017Dan PopaОценок пока нет
- Nickel Alloy Fittings Standard SpecificationДокумент13 страницNickel Alloy Fittings Standard SpecificationAVINASH CHAVANОценок пока нет
- CAVEX Worm Gear Units Deliver Up to 95% Efficiency in Single & Multi-Stage ModelsДокумент2 страницыCAVEX Worm Gear Units Deliver Up to 95% Efficiency in Single & Multi-Stage Modelspablo_stzОценок пока нет
- This Kisssoft Demoversion May Not Be Used For Professional Application ! Important Hint: at Least One Warning Has Occurred During The CalculationДокумент7 страницThis Kisssoft Demoversion May Not Be Used For Professional Application ! Important Hint: at Least One Warning Has Occurred During The Calculationpablo_stzОценок пока нет
- Influence of Factors on ISO Gear CalculationДокумент25 страницInfluence of Factors on ISO Gear Calculationpablo_stzОценок пока нет
- Document 1Документ5 страницDocument 1pablo_stzОценок пока нет
- L80 - Continental AlloysДокумент1 страницаL80 - Continental AlloysHans CohnОценок пока нет
- Transparent Concrete: Seminar ONДокумент17 страницTransparent Concrete: Seminar ONAnriansyah DwitamaОценок пока нет
- PavementДокумент11 страницPavementJoji Ann UayanОценок пока нет
- NH-Armaflex SpecificationДокумент2 страницыNH-Armaflex SpecificationPanya PurahongОценок пока нет
- EFFECTS OF COMMON ALLOYING ELEMENTS IN ALUMINIUM AND STEELДокумент4 страницыEFFECTS OF COMMON ALLOYING ELEMENTS IN ALUMINIUM AND STEELamber2211Оценок пока нет
- Parker Cylinder Mounting AccessoriesДокумент20 страницParker Cylinder Mounting AccessoriesAyman AlhalfawyОценок пока нет
- Welding Defects GuideДокумент5 страницWelding Defects GuideJay R ChivaОценок пока нет
- Bending and Folding Machine DifferenceДокумент1 страницаBending and Folding Machine DifferenceabdiОценок пока нет
- Uniclass2015 Ss v1 18 RevisionsДокумент7 страницUniclass2015 Ss v1 18 Revisionsabdullah sahibОценок пока нет
- Quantity Estimation of Building Basic Health UnitДокумент30 страницQuantity Estimation of Building Basic Health UnitWintun73Оценок пока нет
- Gliss Master Product SheetДокумент58 страницGliss Master Product SheetDiana JitariuОценок пока нет
- U4 - WeldingДокумент59 страницU4 - WeldingAnonymous LM9RaUA4yОценок пока нет
- Gate Valve For Piping (Api 600, 602, 603) : Key SpecificationsДокумент14 страницGate Valve For Piping (Api 600, 602, 603) : Key Specificationsswapnil PATILОценок пока нет
- Durglass Soil Anchors SpecsДокумент2 страницыDurglass Soil Anchors SpecsAntoine PhilippeОценок пока нет
- Cec 313 Lect NoteДокумент10 страницCec 313 Lect NoteSamson Mide FolorunshoОценок пока нет
- Astm E108-17Документ13 страницAstm E108-17buzzg1985Оценок пока нет
- Padrão JúpiterДокумент2 страницыPadrão JúpiterZito CarlosОценок пока нет
- WPS FormatДокумент2 страницыWPS FormatHarshit AdwaniОценок пока нет
- Major Roles in Aluminum ProcessingДокумент5 страницMajor Roles in Aluminum ProcessingAnish RanjanОценок пока нет
- Flocrete CN30 corrosion inhibitorДокумент2 страницыFlocrete CN30 corrosion inhibitorShaik QutubuddinОценок пока нет
- Concrete Mix DesignДокумент67 страницConcrete Mix DesignAnket PandeyОценок пока нет
- TDS en LP27022 - Uf3070Документ2 страницыTDS en LP27022 - Uf3070Radovan KovacevicОценок пока нет
- BuildingsДокумент173 страницыBuildingsmarella seshagiriОценок пока нет
- Concrete Grade EquivalentДокумент3 страницыConcrete Grade EquivalentHoang Duc LocОценок пока нет
- Manufacturing Process MESCETДокумент22 страницыManufacturing Process MESCETSarvan P PОценок пока нет
- PWD CSRДокумент210 страницPWD CSRRakesh Paraliya100% (2)