Вам также может понравиться
- 000000000001010231Документ50 страниц000000000001010231mlsimhanОценок пока нет
- Reliability of Safety Systems: Markov ApproachДокумент26 страницReliability of Safety Systems: Markov ApproachraharjoitbОценок пока нет
- EPRI Start Up, Lay Up & Shut Down Guidelines For ChemistДокумент256 страницEPRI Start Up, Lay Up & Shut Down Guidelines For Chemistraharjoitb100% (7)
- EPRI Cycle Chemistry Upsets During OperationДокумент42 страницыEPRI Cycle Chemistry Upsets During OperationraharjoitbОценок пока нет
- Introduction To ReliabilityДокумент22 страницыIntroduction To ReliabilityraharjoitbОценок пока нет
- Advances in Thermal Spray Coatings For Gas TurbineДокумент13 страницAdvances in Thermal Spray Coatings For Gas TurbineraharjoitbОценок пока нет
- A Non-Destructive Method To Assess A Degree of OverheatingДокумент8 страницA Non-Destructive Method To Assess A Degree of OverheatingraharjoitbОценок пока нет
- EPRI Guidelines For Upgrading ESP Vol 1Документ194 страницыEPRI Guidelines For Upgrading ESP Vol 1raharjoitbОценок пока нет
- Use of Biomass EnergyДокумент36 страницUse of Biomass EnergyraharjoitbОценок пока нет
- 1 Advancements in Gas TurbineДокумент5 страниц1 Advancements in Gas TurbineraharjoitbОценок пока нет
- Superalloys MaterialДокумент10 страницSuperalloys MaterialraharjoitbОценок пока нет
- L-1 Introduction To GambitДокумент26 страницL-1 Introduction To GambitraharjoitbОценок пока нет
- Alstom Power Industry Seminar - The Next Generation KA24GT24-USformat - v2Документ26 страницAlstom Power Industry Seminar - The Next Generation KA24GT24-USformat - v2raharjoitbОценок пока нет
- Six Steps To Successful GT Repair Part 1Документ5 страницSix Steps To Successful GT Repair Part 1raharjoitbОценок пока нет
- Challenges and opportunities for high-temperature materials developmentДокумент7 страницChallenges and opportunities for high-temperature materials developmentraharjoitbОценок пока нет
- Reliabilty Analysis ModelДокумент19 страницReliabilty Analysis ModelraharjoitbОценок пока нет
- Life Cycle ENgineeringДокумент2 страницыLife Cycle ENgineeringraharjoitbОценок пока нет
- Generalized Bubbling-Slugging Fluidized Bed Reactor ModelДокумент12 страницGeneralized Bubbling-Slugging Fluidized Bed Reactor Modelapi-3799861100% (1)
- Effect of Silica On Power Plant PerformanceДокумент9 страницEffect of Silica On Power Plant PerformanceraharjoitbОценок пока нет
- Analysis Bituminous CoalДокумент52 страницыAnalysis Bituminous CoalraharjoitbОценок пока нет
- Chapt2-1 Failure Mode IntroДокумент31 страницаChapt2-1 Failure Mode IntromasgrahaОценок пока нет
- Solid FluidizationДокумент11 страницSolid Fluidizationapi-3799861100% (1)
- Baseline Technical and Economic Assessment of A Commercial SДокумент79 страницBaseline Technical and Economic Assessment of A Commercial SraharjoitbОценок пока нет
- EvitaLegowo Biomass IndonesiaДокумент39 страницEvitaLegowo Biomass IndonesiaraharjoitbОценок пока нет
- Best Practice For Thermal Power PlantsДокумент186 страницBest Practice For Thermal Power Plantsnao100% (27)
- Integration DSM RE EE Vol 1Документ77 страницIntegration DSM RE EE Vol 1raharjoitbОценок пока нет
- GT2005-68014 Axial Compressor MaintenanceДокумент8 страницGT2005-68014 Axial Compressor MaintenanceraharjoitbОценок пока нет
- Energy Management Self AssessmentДокумент10 страницEnergy Management Self AssessmentHans De KeulenaerОценок пока нет
- Combustion and Extinction in The Stagnation Point Boundary Layer of A Condensed Fuel 1978 Combustion and FlameДокумент14 страницCombustion and Extinction in The Stagnation Point Boundary Layer of A Condensed Fuel 1978 Combustion and FlameraharjoitbОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Technical Proposal Template SampleДокумент12 страницTechnical Proposal Template SampleWrite Bagga100% (1)
- Manual Uganda CatfishДокумент65 страницManual Uganda CatfishDare Kehinde100% (2)
- ServiceManuals LG Washing WD1015FB WD-1015FB Service ManualДокумент35 страницServiceManuals LG Washing WD1015FB WD-1015FB Service ManualMicu Adrian DanutОценок пока нет
- RIBA Plan of WorkДокумент2 страницыRIBA Plan of WorkSyed Moinullah Hussaini100% (2)
- Fund Chapter 6Документ18 страницFund Chapter 6aryabhatmathsОценок пока нет
- Samsung SF 750 and 755P Service ManualДокумент0 страницSamsung SF 750 and 755P Service ManualwcualumniОценок пока нет
- Your Energy Bill: Snapshot of What You OweДокумент8 страницYour Energy Bill: Snapshot of What You Owe衡治洲Оценок пока нет
- 1-M Vib Meas Hwp-A MotorДокумент3 страницы1-M Vib Meas Hwp-A MotorNovindra PutraОценок пока нет
- 2 Giuliano Forghieri Customisation vs. Standardisation Paradox in The Hospitality IndustryДокумент11 страниц2 Giuliano Forghieri Customisation vs. Standardisation Paradox in The Hospitality IndustryOnur YamanОценок пока нет
- Bearing Detail PDFДокумент1 152 страницыBearing Detail PDFJayesh MachhiОценок пока нет
- Certified CMMI Associate Exam ResultsДокумент8 страницCertified CMMI Associate Exam ResultsDaniel Softjoy MontjoyОценок пока нет
- Ose 5-91 2066-9001-200-Im PDFДокумент210 страницOse 5-91 2066-9001-200-Im PDFironite100% (1)
- PWHTДокумент118 страницPWHTSumedh Singh100% (19)
- Roopa Rani - Final PDFДокумент52 страницыRoopa Rani - Final PDFSrinivas SeenuОценок пока нет
- VSB6 SectionH Chassis PDFДокумент73 страницыVSB6 SectionH Chassis PDFMina RemonОценок пока нет
- Total Project Cost:: Professional Cost and Construction CostДокумент21 страницаTotal Project Cost:: Professional Cost and Construction CostMIKE ARTHUR DAVIDОценок пока нет
- Scrum PDFДокумент222 страницыScrum PDFvive_vt_vivasОценок пока нет
- EpicorAFR InstallGuide 905702EДокумент23 страницыEpicorAFR InstallGuide 905702EVictor MotoliniaОценок пока нет
- Resume SeetaRamДокумент2 страницыResume SeetaRamdasarinaveenОценок пока нет
- Cost and Pricing MGT For Competitive AdvantageДокумент45 страницCost and Pricing MGT For Competitive Advantageilona gabrielОценок пока нет
- Into The Abyss by Carol Shaben (Excerpt)Документ35 страницInto The Abyss by Carol Shaben (Excerpt)Random House of Canada100% (1)
- Volvo EeeeДокумент6 страницVolvo Eeeenarendra singh0% (1)
- Vertex Payroll Tax Q Series Integration With Oracle Fusion HCMДокумент2 страницыVertex Payroll Tax Q Series Integration With Oracle Fusion HCMsam22nowОценок пока нет
- API DocumentationДокумент115 страницAPI DocumentationEric ScrivnerОценок пока нет
- Hybris Software Developer - AgendaДокумент5 страницHybris Software Developer - Agendavidhyaa1011Оценок пока нет
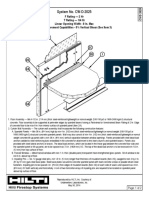
- System No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)Документ2 страницыSystem No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)aОценок пока нет
- Irpa SapДокумент13 страницIrpa SapDINESHОценок пока нет
- JOB SAFETY ANALYSIS (JSA) AND RISK ASSESSMENT FORMДокумент6 страницJOB SAFETY ANALYSIS (JSA) AND RISK ASSESSMENT FORMBeriandi HasanОценок пока нет
- Standard Hardwood Pallet SpecsДокумент2 страницыStandard Hardwood Pallet SpecsmnnfzОценок пока нет
- SBC1205 Instruction Manual A5 5Документ4 страницыSBC1205 Instruction Manual A5 5Phillip CragerОценок пока нет