Вам также может понравиться
- PR-261-17 Informe de Reforzamiento Estructural - Muro y Losa Sótano - REV AДокумент18 страницPR-261-17 Informe de Reforzamiento Estructural - Muro y Losa Sótano - REV AJorge Bazán100% (1)
- Procesos Mecanicos II Forjado 92402Документ21 страницаProcesos Mecanicos II Forjado 92402Freddy Andrés Irribarra VilОценок пока нет
- Proyecto XXXXXXX 60XДокумент66 страницProyecto XXXXXXX 60XRaul LG100% (1)
- Itemizado Base OXXO COCHARCAS 11-04-19Документ13 страницItemizado Base OXXO COCHARCAS 11-04-19Renzo Rosas100% (1)
- 08 - Funciones LogicasДокумент66 страниц08 - Funciones LogicasVicente ParraОценок пока нет
- Mufa de Unión RaychemДокумент8 страницMufa de Unión RaychemKevin RojasОценок пока нет
- Brochure Farax ConfeccionesДокумент13 страницBrochure Farax ConfeccionesELIОценок пока нет
- Hidraulica Basica I - CDT y PotenciaДокумент47 страницHidraulica Basica I - CDT y PotenciaChristian Daniel100% (2)
- Cambios Estado Fusion Solificacion Vaporización CondensacionДокумент6 страницCambios Estado Fusion Solificacion Vaporización Condensacionaucadenas100% (1)
- Clase 05 Geomecanica en PlaneamientoДокумент120 страницClase 05 Geomecanica en PlaneamientoALDO CALDERON SOSAОценок пока нет
- Java BuclesДокумент41 страницаJava BuclesVicente ParraОценок пока нет
- Implementación de Pila, Cola y Lista Con Punto de InterésДокумент7 страницImplementación de Pila, Cola y Lista Con Punto de InterésVicente ParraОценок пока нет
- CC P Papeleria en GeneralДокумент211 страницCC P Papeleria en GeneralVicente ParraОценок пока нет
- Cat IremДокумент16 страницCat IremVicente ParraОценок пока нет
- Turbinas Micro Domesticas AsturiasДокумент12 страницTurbinas Micro Domesticas Asturiasjoth1632Оценок пока нет
- SST FR - 60 Formato de Inspeccion AmbientalДокумент4 страницыSST FR - 60 Formato de Inspeccion AmbientalParra YamitОценок пока нет
- Dosier Polyester CahorsДокумент14 страницDosier Polyester CahorsSergio FernandezОценок пока нет
- La Industria Del Cemento IutДокумент55 страницLa Industria Del Cemento IutVictor F MagoОценок пока нет
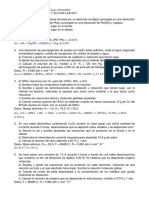
- Redox Evau PDFДокумент2 страницыRedox Evau PDFRebeca HerreraОценок пока нет
- Tema 7-Industrias Cloro-AlcaliДокумент24 страницыTema 7-Industrias Cloro-AlcaliJairo AlmeidaОценок пока нет
- Ejercicio Analisis ComposicionalДокумент1 страницаEjercicio Analisis ComposicionalDaniel NavaОценок пока нет
- ANEXO No 3 PRESUPUESTO ESTIMADO PARA LA EVALUACIÓN ECONÓMICA1Документ28 страницANEXO No 3 PRESUPUESTO ESTIMADO PARA LA EVALUACIÓN ECONÓMICA1Miguel A. Sarria TrujilloОценок пока нет
- RefrentadoДокумент18 страницRefrentadojuanОценок пока нет
- Capitulo 9 - Fatiga Termica & Efectos TermicosДокумент2 страницыCapitulo 9 - Fatiga Termica & Efectos TermicosOscar de la FuenteОценок пока нет
- 5.metanol - PetroquimicaДокумент9 страниц5.metanol - PetroquimicaFlor Ayma GuzmánОценок пока нет
- Informe de Sondeo Mercado Laboral Infop San Felipe Sep-2015Документ54 страницыInforme de Sondeo Mercado Laboral Infop San Felipe Sep-2015Victor L LopezОценок пока нет
- Concepto de Automatización IntegradaДокумент5 страницConcepto de Automatización IntegradaIsmael Lenin Barahona Lazo100% (1)
- FT Ficha TecnicaДокумент8 страницFT Ficha TecnicaCESARОценок пока нет
- SANISPEED ChileДокумент2 страницыSANISPEED ChileLeonardo AzuajeОценок пока нет
- Metodologia Del Acero InoxidableДокумент37 страницMetodologia Del Acero InoxidableElvis DiazОценок пока нет
- Aglomerado-Curado Rev1.2 - 2018 1°semДокумент5 страницAglomerado-Curado Rev1.2 - 2018 1°semclaudiaОценок пока нет
- Guia de Actividades y Rubrica de Evaluacion - Fase 3 - Diseño de Sistemas de ManufacturaДокумент9 страницGuia de Actividades y Rubrica de Evaluacion - Fase 3 - Diseño de Sistemas de ManufacturaAngie SabogalОценок пока нет
- Split Central 3 A 5 Ton PDFДокумент15 страницSplit Central 3 A 5 Ton PDFISMAEL ENRIQUE VALENCIA JURADOОценок пока нет
- 1A. - Estructuras MT - MonofásicasДокумент41 страница1A. - Estructuras MT - MonofásicasClaudia Cecilia MontoyaОценок пока нет
- Recomendaciones NonelДокумент6 страницRecomendaciones NonelluchototeОценок пока нет
- Como Hacer Papel ArtesanalДокумент19 страницComo Hacer Papel ArtesanalRoussbel Salas LuqueОценок пока нет