Вам также может понравиться
- Oil AnalysisДокумент6 страницOil AnalysisVinicius SantosОценок пока нет
- Flowmeters & MonitorsДокумент12 страницFlowmeters & MonitorshotnatkapoorОценок пока нет
- Fluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceОт EverandFluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceОценок пока нет
- Hydraulic Oil Analysis: Monitor System Health and Detect ContaminationДокумент4 страницыHydraulic Oil Analysis: Monitor System Health and Detect Contaminationاتعلم ببساطةОценок пока нет
- Guide To Contamination StandardsДокумент12 страницGuide To Contamination StandardsFaizanОценок пока нет
- Eaton Internormen Condition Monitoring SystemsДокумент16 страницEaton Internormen Condition Monitoring SystemsEaton FiltrationОценок пока нет
- ELE Chemicals Rev 1Документ21 страницаELE Chemicals Rev 1diaccessltd_17172961Оценок пока нет
- Produced Water Chemical Treatment 101Документ6 страницProduced Water Chemical Treatment 101ImranShahzadkhanОценок пока нет
- 06 Oil AnalysisДокумент70 страниц06 Oil Analysissriabolfazl100% (8)
- Analyzer 204 V PDFДокумент2 страницыAnalyzer 204 V PDFLuis Cervantes BarradasОценок пока нет
- FanPro Special Tests Brochure IIДокумент8 страницFanPro Special Tests Brochure IIsubrahmanyam.knvОценок пока нет
- Unit ID: Fu1 Ops: Overall Condition RatingДокумент6 страницUnit ID: Fu1 Ops: Overall Condition RatingmanavjhplОценок пока нет
- Datasheet - Fluidscan Q1100Документ2 страницыDatasheet - Fluidscan Q1100ClydeA.SardoncilloОценок пока нет
- Water&Food AnalysisДокумент156 страницWater&Food AnalysisCorina StanculescuОценок пока нет
- Technical Service Bulletin Re-Print From Baldwin Filter CompanyДокумент2 страницыTechnical Service Bulletin Re-Print From Baldwin Filter Companyvoyager1Оценок пока нет
- Water and Food Analytics Catalogue - 2012 Merck PDFДокумент160 страницWater and Food Analytics Catalogue - 2012 Merck PDFtahirbchОценок пока нет
- Fluid purification solution for hydraulic oils, lubricants and coolant fluidsДокумент8 страницFluid purification solution for hydraulic oils, lubricants and coolant fluidshaggОценок пока нет
- Sensors Case StudiesДокумент36 страницSensors Case StudiesdarmawanpnОценок пока нет
- Amine Basic Practices Guideline PDFДокумент64 страницыAmine Basic Practices Guideline PDFrajeshpillai26787Оценок пока нет
- ATL AДокумент3 страницыATL AMelis AvşarОценок пока нет
- Separator PDSДокумент7 страницSeparator PDSprabhuarunkumarОценок пока нет
- Control de La Contaminacion CaterpillarДокумент7 страницControl de La Contaminacion Caterpillarnikle_DОценок пока нет
- OSCAR-III Treatment System O& M And: Troubleshooting Manual January 2019Документ14 страницOSCAR-III Treatment System O& M And: Troubleshooting Manual January 2019hard1833Оценок пока нет
- Axeon Mktf-112 m1 PB LRДокумент4 страницыAxeon Mktf-112 m1 PB LRSohail HanifОценок пока нет
- Bombas InyectorasДокумент653 страницыBombas InyectorasANDRESОценок пока нет
- ASTM MNL 2 Manual On Vapor Degreasing 3rd EditionДокумент50 страницASTM MNL 2 Manual On Vapor Degreasing 3rd Edition320338100% (2)
- Oil Sample GuideДокумент16 страницOil Sample GuideMike RosemanОценок пока нет
- Basics of FiltersДокумент22 страницыBasics of FiltersneilstarОценок пока нет
- Cooling System Maintenance For Heavy Duty Engines: Technical Service Bulletin 88-1Документ3 страницыCooling System Maintenance For Heavy Duty Engines: Technical Service Bulletin 88-1Agus Setiawan Feat AvrОценок пока нет
- 06 Oil AnalysisДокумент70 страниц06 Oil AnalysisJo JoОценок пока нет
- F-801 Portable: Reverse Osmosis System 1580 Ml/minДокумент2 страницыF-801 Portable: Reverse Osmosis System 1580 Ml/mineduardoОценок пока нет
- Hydraulic Fluid Care GuideДокумент16 страницHydraulic Fluid Care GuidegabrieljuarezgОценок пока нет
- Recycling Engine CoolantДокумент9 страницRecycling Engine CoolantYendi Kesuma100% (1)
- Unit ID: Fu1 Ugb: Overall Condition RatingДокумент6 страницUnit ID: Fu1 Ugb: Overall Condition RatingmanavjhplОценок пока нет
- 5200 Trivector Analyzer: Machinery Health ManagementДокумент4 страницы5200 Trivector Analyzer: Machinery Health ManagementJunaid KhurshidОценок пока нет
- Project Standards and Specifications Crude Desalter Systems Rev01Документ6 страницProject Standards and Specifications Crude Desalter Systems Rev01muhammad_asim_10Оценок пока нет
- Hydraulic ContaminationДокумент5 страницHydraulic Contamination1sympatyagaОценок пока нет
- Reducing Particulate Emissions with a TurboVenturi ScrubberДокумент10 страницReducing Particulate Emissions with a TurboVenturi Scrubberjosedalceggio1955Оценок пока нет
- Amine Basis GuidelinesДокумент63 страницыAmine Basis Guidelinesgion_ro401Оценок пока нет
- Ifpm 71Документ2 страницыIfpm 71Anshuman AgrawalОценок пока нет
- 064640Документ314 страниц064640venalum90Оценок пока нет
- Turbine Oil Condition Monitoring Training GuideДокумент8 страницTurbine Oil Condition Monitoring Training Guidemauriciojj100% (1)
- CA-6 Colorimetric Analyzer: Lectro-Hemical EvicesДокумент18 страницCA-6 Colorimetric Analyzer: Lectro-Hemical EvicesSrinivasarao YenigallaОценок пока нет
- Filter Bodies EtcДокумент34 страницыFilter Bodies EtcpulilathaОценок пока нет
- Rexroth Oil Cleanliness Booklet PDFДокумент44 страницыRexroth Oil Cleanliness Booklet PDFJairoHernanLopera100% (1)
- Adv 885 Ro Pac M QuickrefguideДокумент8 страницAdv 885 Ro Pac M QuickrefguideAlejandroOdioCastilloОценок пока нет
- K & T Style Hydraulic System Test Analysers - ManualДокумент16 страницK & T Style Hydraulic System Test Analysers - Manualpravesh bhartiОценок пока нет
- Bay-Tech 2103 CatalogДокумент226 страницBay-Tech 2103 CatalogoxysubОценок пока нет
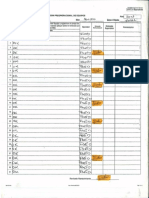
- Wearcheck Oil Analysis ReportДокумент2 страницыWearcheck Oil Analysis Reportapi-105696388100% (1)
- Rexroth Oil Cleanliness BookletДокумент44 страницыRexroth Oil Cleanliness BookletM S Gokul100% (7)
- HPLC Catalog 2009Документ63 страницыHPLC Catalog 2009Carousel SonОценок пока нет
- Technical ManualДокумент22 страницыTechnical ManualKuldip PatelОценок пока нет
- Corrosion Prediction Request FormДокумент1 страницаCorrosion Prediction Request FormJohnSengsuОценок пока нет
- Handbook Filtration ParkerДокумент40 страницHandbook Filtration ParkerManuelVizcarra100% (3)
- Lube Oil Analysis TestsДокумент11 страницLube Oil Analysis TestsPrudhvi RajОценок пока нет
- Intro To DT&R - Drilling ToolsДокумент64 страницыIntro To DT&R - Drilling Toolsllereador100% (1)
- Define Your Plant SectionsДокумент2 страницыDefine Your Plant SectionsllereadorОценок пока нет
- Hart Student Manual For Print 10-2010 - 5923216 - 01Документ116 страницHart Student Manual For Print 10-2010 - 5923216 - 01llereador100% (1)
- Red Oxiacetilenica HBДокумент1 страницаRed Oxiacetilenica HBllereadorОценок пока нет
- Break-Out Machines Level 1Документ34 страницыBreak-Out Machines Level 1llereador100% (3)
- DT&R Maintenance OJT - 2M SpearДокумент1 страницаDT&R Maintenance OJT - 2M SpearllereadorОценок пока нет
- Hand Tool Safety TipsДокумент29 страницHand Tool Safety TipsllereadorОценок пока нет
- Hand Tool Safety TipsДокумент29 страницHand Tool Safety TipsllereadorОценок пока нет
- LM2 Tool AdditionДокумент11 страницLM2 Tool AdditionllereadorОценок пока нет
- Overhaul-A Lathe PDFДокумент6 страницOverhaul-A Lathe PDFllereadorОценок пока нет
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Catalogo Aot PDFДокумент72 страницыCatalogo Aot PDFllereador100% (1)
- Edge Technology Quote Schlumberger 8 6 14 PDFДокумент1 страницаEdge Technology Quote Schlumberger 8 6 14 PDFllereadorОценок пока нет
- 2009 NDT CatalogДокумент32 страницы2009 NDT CatalogSilvia ValdiviaОценок пока нет
- Whip PDFДокумент49 страницWhip PDFllereadorОценок пока нет
- Par-Test: Fluid AnalysisДокумент6 страницPar-Test: Fluid AnalysisllereadorОценок пока нет
- Dapra BiaxScrapers PDFДокумент4 страницыDapra BiaxScrapers PDFllereadorОценок пока нет
- DS Fluke 355 SpecificationsДокумент3 страницыDS Fluke 355 SpecificationsllereadorОценок пока нет
- Pipe Cutter With KnifeES21 (1) .39808Документ36 страницPipe Cutter With KnifeES21 (1) .39808llereadorОценок пока нет
- NI-DAQmx Express VI TutorialДокумент12 страницNI-DAQmx Express VI TutorialBica RazvanОценок пока нет
- Bridge PlugES21 (1) .40044EДокумент24 страницыBridge PlugES21 (1) .40044EllereadorОценок пока нет
- Hy08 M1140 4Документ80 страницHy08 M1140 4llereadorОценок пока нет
- VB 2010 PreviewДокумент34 страницыVB 2010 PreviewllereadorОценок пока нет
- Daq Ni Usb 6009Документ30 страницDaq Ni Usb 6009ramiro_vicente_6Оценок пока нет
- TDS PSB 2&4Документ2 страницыTDS PSB 2&4llereadorОценок пока нет
- Wolfson Eup3 Ch09 Test BankДокумент15 страницWolfson Eup3 Ch09 Test BankifghelpdeskОценок пока нет
- Structure and Bonding IPADДокумент4 страницыStructure and Bonding IPADLarissa RubarajОценок пока нет
- ElectricityДокумент25 страницElectricityWeb BooksОценок пока нет
- CH04 - Heat Exchanger - AmanДокумент104 страницыCH04 - Heat Exchanger - AmanNabilah MustafaОценок пока нет
- 2015 2016AP Chemistry Summer AssignmentДокумент7 страниц2015 2016AP Chemistry Summer AssignmentBraden FarrellОценок пока нет
- Matrix CalculusДокумент9 страницMatrix CalculusAndrewОценок пока нет
- Photoelectric Effect: Jump To Navigation Jump To SearchДокумент10 страницPhotoelectric Effect: Jump To Navigation Jump To SearchSrynnEОценок пока нет
- Commercial Softener Specifications and Flow RatesДокумент1 страницаCommercial Softener Specifications and Flow Ratesrhusseinpos4765Оценок пока нет
- Chemical Bonding (F Only)Документ28 страницChemical Bonding (F Only)Raju SinghОценок пока нет
- 022 TT Short-Circuit PDFДокумент4 страницы022 TT Short-Circuit PDFwwe_himanshuОценок пока нет
- Millman Halkias - Integrated ElectronicsДокумент14 страницMillman Halkias - Integrated ElectronicsSushruti Richaa KashyapОценок пока нет
- Linear MotionДокумент29 страницLinear MotionElyna RedzuanОценок пока нет
- A New Shock Absorber Model With An Application in Vehicle Dynamics StudiesДокумент9 страницA New Shock Absorber Model With An Application in Vehicle Dynamics StudiesPaul WellsОценок пока нет
- Greek LettersДокумент15 страницGreek LettersPrasad DvssrОценок пока нет
- Lewis Structures: Molecular Structure and BondingДокумент83 страницыLewis Structures: Molecular Structure and Bondingحني اسفيانيОценок пока нет
- Atec Manual ElectronicДокумент73 страницыAtec Manual ElectronicMinaSaeed67% (3)
- Capacitors PDFДокумент84 страницыCapacitors PDFNaseerUddin100% (1)
- MATE464 W4 Tribology v2Документ87 страницMATE464 W4 Tribology v2Tuna CanОценок пока нет
- 6 - Francis Turbine PDFДокумент39 страниц6 - Francis Turbine PDFMohamed YaserОценок пока нет
- RDII - Chapter 5 HandoutДокумент8 страницRDII - Chapter 5 HandoutIlamurianОценок пока нет
- CSP Exam Equation Fully Explained DEMOДокумент33 страницыCSP Exam Equation Fully Explained DEMOFff63% (8)
- Torque and Equilibrium (40 charactersДокумент2 страницыTorque and Equilibrium (40 charactersEndai DesuОценок пока нет
- Estudio de Los Mecanismos de Adherencia Entre Escoria y Refractarios Mediante Ensayos de InmersiónДокумент6 страницEstudio de Los Mecanismos de Adherencia Entre Escoria y Refractarios Mediante Ensayos de InmersiónJorge MadiasОценок пока нет
- Principles of Finned Tube Heat Exchanger Design For Enhanced Heat TransferДокумент20 страницPrinciples of Finned Tube Heat Exchanger Design For Enhanced Heat Transferunknown8787Оценок пока нет
- Flow Assurance - Prof. Osman BasaranДокумент49 страницFlow Assurance - Prof. Osman BasaranWunkey WunkruОценок пока нет
- Fundamentals of Metallurgy by Seshadri SeetharamanДокумент1 страницаFundamentals of Metallurgy by Seshadri SeetharamanAmanda Ariesta ApriliaОценок пока нет
- 2008 HKCEE Physics P2 SolДокумент24 страницы2008 HKCEE Physics P2 SolAlex KongОценок пока нет
- 978 1 4419 5754 2 PDFДокумент458 страниц978 1 4419 5754 2 PDFLUIS ISAAC LEON PAROОценок пока нет
- MAGMA How To UseДокумент113 страницMAGMA How To Usepurushothaman1234566Оценок пока нет
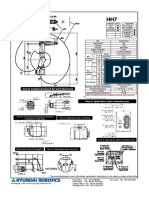
- Hh7 CatalogДокумент1 страницаHh7 Catalogjitender kumarОценок пока нет