Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Descriptive Geometry 1 Lecture NotesДокумент63 страницыDescriptive Geometry 1 Lecture NotesGrigor Ciko100% (1)
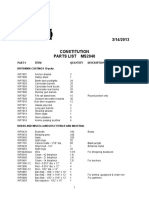
- MS2040 Constitution Parts ListДокумент6 страницMS2040 Constitution Parts ListTemptationОценок пока нет
- Bookdrive ProДокумент4 страницыBookdrive Provvenugopal74Оценок пока нет
- TOI Full Page - Dehradun Edition - May 2023Документ1 страницаTOI Full Page - Dehradun Edition - May 2023SakshamОценок пока нет
- 100 Tips From A Professional PhotographerДокумент3 страницы100 Tips From A Professional PhotographerKarachiFashion ReplicaОценок пока нет
- V Ray - ManualДокумент361 страницаV Ray - Manualthanhson1985Оценок пока нет
- Michael Mahler Incident ReportДокумент60 страницMichael Mahler Incident ReportMichael_Lee_RobertsОценок пока нет
- Acer x115h x125hДокумент2 страницыAcer x115h x125hAnonymous ZmRV6WqОценок пока нет
- Model Boat Warship Special 2014Документ132 страницыModel Boat Warship Special 2014desanca100% (8)
- FilmmakingДокумент70 страницFilmmakingKunal Chakraborty100% (4)
- Application FormДокумент1 страницаApplication FormAkshat AtrayОценок пока нет
- Animation - Definition: Animation Bring An Image To LifeДокумент10 страницAnimation - Definition: Animation Bring An Image To LifeThe Bhaukali GyanОценок пока нет
- Communications World 1976 Fall WinterДокумент100 страницCommunications World 1976 Fall WinterBenjamin DoverОценок пока нет
- How To Print Layouts in Sap Business OneДокумент65 страницHow To Print Layouts in Sap Business OneshellydreОценок пока нет
- Gby League Week Issue 37 2015Документ48 страницGby League Week Issue 37 2015Juano CeОценок пока нет
- Brooke Christy's ResumeДокумент1 страницаBrooke Christy's ResumebrookenchristyОценок пока нет
- STAR JPA Scholar UserManual 4.0Документ33 страницыSTAR JPA Scholar UserManual 4.0DyanAugustineОценок пока нет
- Wisteria Portfolio Issue Tomek CiesielskiДокумент26 страницWisteria Portfolio Issue Tomek CiesielskiGREENBOOKFACTORYОценок пока нет
- Main Specifications of PENTAX KДокумент5 страницMain Specifications of PENTAX KVBUPDF100% (2)
- Ann289 2 PDFДокумент6 страницAnn289 2 PDFRAHUL MITRAОценок пока нет
- Khorsabad II. The Citadel and The TownДокумент244 страницыKhorsabad II. The Citadel and The TownLeniad Wolfschanze MuñeiraОценок пока нет
- Print2CAD 2017 EnglishДокумент204 страницыPrint2CAD 2017 EnglishVictor MorenoОценок пока нет
- Grade 9 Unit 2 - StudentДокумент84 страницыGrade 9 Unit 2 - Studentapi-296701419100% (1)
- Spherical MirrorДокумент8 страницSpherical MirrorAtul VermaОценок пока нет
- Remote Sensing Geology (2nd Ed.) (R.P. Gupta, 2003) @geo PediaДокумент671 страницаRemote Sensing Geology (2nd Ed.) (R.P. Gupta, 2003) @geo PediaSyed Maaz100% (1)
- FRS3 Chapter 7Документ5 страницFRS3 Chapter 7Gielhene MinearОценок пока нет
- Kika - AlmodóvarДокумент7 страницKika - AlmodóvarpeperkonОценок пока нет
- GridsДокумент90 страницGridssevmoseОценок пока нет
- Fundacion Juan March - Julia Margaret Cameron PDFДокумент166 страницFundacion Juan March - Julia Margaret Cameron PDFmoises_generОценок пока нет
- Web Developer, Blogger and Thinker - Upload Images Into MySQL Database Using PHP CodeДокумент2 страницыWeb Developer, Blogger and Thinker - Upload Images Into MySQL Database Using PHP CodeHaikaiYahataОценок пока нет