Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- CAT - C15 (Prefix SDP) .Prefix SDP1-822Документ14 страницCAT - C15 (Prefix SDP) .Prefix SDP1-822Phil B.100% (2)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Introduction To Heat Transfer and Heat ExchangersДокумент335 страницIntroduction To Heat Transfer and Heat Exchangersmohamed abd eldayem100% (2)
- 250 Service Manual PDFДокумент47 страниц250 Service Manual PDFSnejana Stoianov100% (2)
- Electrical Design CriteriaДокумент533 страницыElectrical Design CriteriaHimdad Bahri100% (3)
- Thyristor: Semi-Conductor DeviceДокумент11 страницThyristor: Semi-Conductor DeviceAmit RastogiОценок пока нет
- Telelift 3512 Telelift 4010: Workshop ManualДокумент186 страницTelelift 3512 Telelift 4010: Workshop ManualLicínio DâmasoОценок пока нет
- Module No 3: Liquefied Natural Gas Markets, Consumption, Measurement & CalculationДокумент30 страницModule No 3: Liquefied Natural Gas Markets, Consumption, Measurement & CalculationAndreiОценок пока нет
- 01 Rainflow Cycle Counting A Historical Perspective4Документ8 страниц01 Rainflow Cycle Counting A Historical Perspective4Victor PuglieseОценок пока нет
- Fi̇z 137-CH 1-Measurement PDFДокумент27 страницFi̇z 137-CH 1-Measurement PDFkaskoskasОценок пока нет
- PrefaceДокумент45 страницPrefaceaddy_callsoutОценок пока нет
- HW #10Документ7 страницHW #10Victor PuglieseОценок пока нет
- HW10 PDFДокумент1 страницаHW10 PDFVictor PuglieseОценок пока нет
- HW#4Документ6 страницHW#4Victor PuglieseОценок пока нет
- HW8 Decline Curve Analysis 4/27/2017 at 11:59 PM Problem 1Документ2 страницыHW8 Decline Curve Analysis 4/27/2017 at 11:59 PM Problem 1Victor PuglieseОценок пока нет
- Reservoir Engineering (PETR 3306) Date: 05/01/2017 HW#10 Due Date: 05/8/2017, 9:00 AmДокумент1 страницаReservoir Engineering (PETR 3306) Date: 05/01/2017 HW#10 Due Date: 05/8/2017, 9:00 AmVictor PuglieseОценок пока нет
- DIA4ED2150102ENДокумент49 страницDIA4ED2150102ENVictor PuglieseОценок пока нет
- Teaching and Teacher Education: Jo Westbrook, Alison CroftДокумент9 страницTeaching and Teacher Education: Jo Westbrook, Alison CroftVictor PuglieseОценок пока нет
- 2006-04-12 18.085 WaveДокумент27 страниц2006-04-12 18.085 WaveVictor PuglieseОценок пока нет
- AДокумент10 страницAVictor PuglieseОценок пока нет
- Analysis of Conversion and Operation Strategies For Enzymatic Hydrolysis of Lignocellulosic Biomass in A Series of Cstrs With Distributed FeedingДокумент10 страницAnalysis of Conversion and Operation Strategies For Enzymatic Hydrolysis of Lignocellulosic Biomass in A Series of Cstrs With Distributed FeedingVictor PuglieseОценок пока нет
- Lesson 1 Bajo BalanceДокумент42 страницыLesson 1 Bajo BalanceJesus Antonio Mazo GarciaОценок пока нет
- TYH - TYA-Inverter Ducted PAC - CatalogueДокумент4 страницыTYH - TYA-Inverter Ducted PAC - CatalogueNguyễn Thành ChungОценок пока нет
- Laws of Corrresponding States - Nelson and ObertДокумент4 страницыLaws of Corrresponding States - Nelson and ObertIvan RodrigoОценок пока нет
- C1: Reading and Use of English: Difficulty Level: C1/advancedДокумент8 страницC1: Reading and Use of English: Difficulty Level: C1/advancednadiadellarovereОценок пока нет
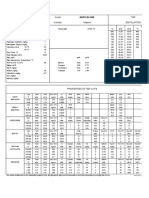
- Crude TBP Country Nigeria Distillation: Akpo BlendДокумент2 страницыCrude TBP Country Nigeria Distillation: Akpo Blendeke23Оценок пока нет
- AQA PHYA2 W Specimen PaperДокумент13 страницAQA PHYA2 W Specimen Paper04rchoudОценок пока нет
- 06 Ba Exakt 80eplus EnglischДокумент154 страницы06 Ba Exakt 80eplus EnglischAya adelОценок пока нет
- A GCE Physics B 2865 01 January 2006 Question PaperДокумент24 страницыA GCE Physics B 2865 01 January 2006 Question PaperMitul KaziОценок пока нет
- State of Industry Report 2020 PDFДокумент205 страницState of Industry Report 2020 PDFimranОценок пока нет
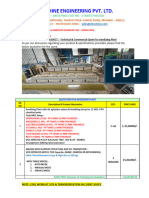
- Kashimali Aluminium - Karnataka - Anodizing Plant - 18.11.2023Документ7 страницKashimali Aluminium - Karnataka - Anodizing Plant - 18.11.2023Manjunath NemagoudarОценок пока нет
- Data Sheet Tcg2032 DeutzДокумент3 страницыData Sheet Tcg2032 DeutzMaximiliano SanchezОценок пока нет
- IELTS READING CHUYÊN ĐỀ - Matching /Heading (part 3 - advanced)Документ3 страницыIELTS READING CHUYÊN ĐỀ - Matching /Heading (part 3 - advanced)TUTOR IELTSОценок пока нет
- 三菱S4L2发动机零件图册Документ111 страниц三菱S4L2发动机零件图册Baiuliang BaiuliangОценок пока нет
- Electro Hydro Forming: Indian Institute of Technology, BhuДокумент10 страницElectro Hydro Forming: Indian Institute of Technology, BhuSourabh KumarОценок пока нет
- S13 - TR01 - Serial 50263Документ21 страницаS13 - TR01 - Serial 50263AhmedRaafatОценок пока нет
- TEC2603-4 and TEC2603-4+PIR BACnet® MS-TP Network Multi-Stage Thermostat ControllersДокумент16 страницTEC2603-4 and TEC2603-4+PIR BACnet® MS-TP Network Multi-Stage Thermostat ControllersAldo CarrascoОценок пока нет
- SPE-188863-MS Sweet Spot Mapping in The Montney Tight Gas ReservoirДокумент12 страницSPE-188863-MS Sweet Spot Mapping in The Montney Tight Gas ReservoirarispriyatmonoОценок пока нет
- Electrolysis Plant Size Optimization and Benefit Analysis of A Far Offshore Wind-Hydrogen System Based On Information Gap Decision Theory and Chance Constraints ProgrammingДокумент13 страницElectrolysis Plant Size Optimization and Benefit Analysis of A Far Offshore Wind-Hydrogen System Based On Information Gap Decision Theory and Chance Constraints ProgrammingHumberto van OolОценок пока нет
- RAC (7th&8th) Dec2017Документ2 страницыRAC (7th&8th) Dec2017MuDas IrОценок пока нет
- 33-50-14 (Epu301)Документ30 страниц33-50-14 (Epu301)BehroozОценок пока нет
- Curriculum Vitae: Job ObjectiveДокумент4 страницыCurriculum Vitae: Job ObjectivesambhuОценок пока нет