Вам также может понравиться
- ReadmeДокумент3 страницыReadmeJose Luis Velasco CadavidОценок пока нет
- M-Llwas: Low Level Windshear Alert SystemДокумент7 страницM-Llwas: Low Level Windshear Alert SystemJose Luis Velasco CadavidОценок пока нет
- StaadPro FAQДокумент250 страницStaadPro FAQJose Luis Velasco CadavidОценок пока нет
- STAAD (1) .Ect HelpДокумент419 страницSTAAD (1) .Ect HelpJose Luis Velasco CadavidОценок пока нет
- SteelWise Anchor RodsДокумент3 страницыSteelWise Anchor RodsvОценок пока нет
- UFC 3-260-01 (Bandara) PDFДокумент459 страницUFC 3-260-01 (Bandara) PDFRey Geser100% (1)
- The LFM FamilyДокумент1 страницаThe LFM FamilyJose Luis Velasco CadavidОценок пока нет
- SteelWise Anchor RodsДокумент3 страницыSteelWise Anchor RodsvОценок пока нет
- LEED NC v2.2 Reference Guide Study Map LC1403Документ1 страницаLEED NC v2.2 Reference Guide Study Map LC1403Jose Luis Velasco CadavidОценок пока нет
- Visualising Leed ElementalДокумент1 страницаVisualising Leed ElementalJose Luis Velasco CadavidОценок пока нет
- LEED NC v2.2 Reference Guide Study Map LC1403Документ1 страницаLEED NC v2.2 Reference Guide Study Map LC1403Jose Luis Velasco CadavidОценок пока нет
- Guide To Purchasing Green Power - SFLBДокумент50 страницGuide To Purchasing Green Power - SFLBJose Luis Velasco CadavidОценок пока нет
- Section A: Notes: 4 5 1 4 3 NotesДокумент1 страницаSection A: Notes: 4 5 1 4 3 NotesJose Luis Velasco CadavidОценок пока нет
- Hardy Frame "STK" Washers Are Required in The Top of Panels WhenДокумент1 страницаHardy Frame "STK" Washers Are Required in The Top of Panels WhenJose Luis Velasco CadavidОценок пока нет
- DoD5100 76mДокумент67 страницDoD5100 76mJose Luis Velasco CadavidОценок пока нет
- Net Explosive WeightДокумент1 страницаNet Explosive WeightJose Luis Velasco CadavidОценок пока нет
- Performance Criteria For 12-Inch Concrete Substantial Dividing WallsДокумент20 страницPerformance Criteria For 12-Inch Concrete Substantial Dividing WallsJose Luis Velasco CadavidОценок пока нет
- Mobile Communications Masts and TowersДокумент9 страницMobile Communications Masts and TowersRob Chris EllisОценок пока нет
- Preventing CorrosionДокумент11 страницPreventing CorrosionhatotОценок пока нет
- DoD6055.9-STD 5 Oct 2004Документ264 страницыDoD6055.9-STD 5 Oct 2004James DesouzaОценок пока нет
- SteelWise Anchor RodsДокумент3 страницыSteelWise Anchor RodsvОценок пока нет
- Column Base Plates DesignДокумент19 страницColumn Base Plates Designccbserialk80% (5)
- SteelWise Anchor RodsДокумент3 страницыSteelWise Anchor RodsvОценок пока нет
- IP - 040302 (Blast Resistant Buildings)Документ8 страницIP - 040302 (Blast Resistant Buildings)Jose Luis Velasco CadavidОценок пока нет
- TrenchingandShoringManual2011 PDFДокумент438 страницTrenchingandShoringManual2011 PDFJizelle JumaquioОценок пока нет
- SteelWise Anchor RodsДокумент3 страницыSteelWise Anchor RodsvОценок пока нет
- TB Cable TrayДокумент312 страницTB Cable TrayJose Luis Velasco CadavidОценок пока нет
- TrenchingandShoringManual2011 PDFДокумент438 страницTrenchingandShoringManual2011 PDFJizelle JumaquioОценок пока нет
- DNV OS D301 Fire ProtectionДокумент46 страницDNV OS D301 Fire ProtectionRicardo Gavilan BendezuОценок пока нет
- ASTM D6938-15 Nuclear DensitometerДокумент9 страницASTM D6938-15 Nuclear DensitometerJose Luis Velasco Cadavid100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- CH 3Документ3 страницыCH 3Viraaj SinghОценок пока нет
- 2012 M CASTRO MéxicoДокумент17 страниц2012 M CASTRO MéxicoAlejandra HernandezОценок пока нет
- Control PlanДокумент3 страницыControl PlanSaravana Bharathy Reddy100% (2)
- 27 - Wire Mesh PDFДокумент1 страница27 - Wire Mesh PDFIdaa Saida RasmiОценок пока нет
- 50 Casting DefectsДокумент49 страниц50 Casting DefectsmohammadОценок пока нет
- Steel, Stainless Steel, Related Alloys, and Ferroalloys: Standard Terminology Relating ToДокумент8 страницSteel, Stainless Steel, Related Alloys, and Ferroalloys: Standard Terminology Relating TomithileshОценок пока нет
- Amorkast 80al C - AdtechДокумент2 страницыAmorkast 80al C - AdtechFaisal YaniОценок пока нет
- Nikken NC Tooling System PDFДокумент284 страницыNikken NC Tooling System PDFzulfikar zulfikarОценок пока нет
- Cement Plant ABC: M.ShyamsundarДокумент4 страницыCement Plant ABC: M.ShyamsundarayokiОценок пока нет
- Corus Tinplate Packaging Products Range 2006Документ8 страницCorus Tinplate Packaging Products Range 2006gtorre77Оценок пока нет
- As 2038-1977 Methods For Detecting The Susceptibility of Austenitic Stainless Steels To Intergranular CorrosiДокумент6 страницAs 2038-1977 Methods For Detecting The Susceptibility of Austenitic Stainless Steels To Intergranular CorrosiSAI Global - APACОценок пока нет
- High Strength Microalloyed Linepipe Half A CenturyДокумент26 страницHigh Strength Microalloyed Linepipe Half A Centurym_seyedОценок пока нет
- Tool Holder DrawingДокумент1 страницаTool Holder DrawingAndy LОценок пока нет
- AISI New Generation PHS Research by GM Webinar Sept 29 FinalДокумент29 страницAISI New Generation PHS Research by GM Webinar Sept 29 FinalJuan NeriОценок пока нет
- A789 PDFДокумент4 страницыA789 PDFmahmoud hanafiОценок пока нет
- 42 CR Mo 4Документ4 страницы42 CR Mo 4kazdanoОценок пока нет
- Effect of Solution Heat Treatment and AdditivestsДокумент12 страницEffect of Solution Heat Treatment and AdditivestsagustingrtОценок пока нет
- Numone ZoganДокумент5 страницNumone Zoganarc4ngelОценок пока нет
- Garima Global Pvt. LTD.: Material Test CertificateДокумент2 страницыGarima Global Pvt. LTD.: Material Test CertificateGouravОценок пока нет
- Discontinuity ClassificationsДокумент7 страницDiscontinuity Classificationsbenderman1Оценок пока нет
- Aavishkar Group: Solution Provider To Fabrication IndustryДокумент15 страницAavishkar Group: Solution Provider To Fabrication IndustrySnSB2B100% (1)
- Carbon Alloy Steel Stainless SteelДокумент4 страницыCarbon Alloy Steel Stainless Steelaswar_mhОценок пока нет
- Astm Sa 193Документ18 страницAstm Sa 193arifin rizalОценок пока нет
- Aluminium Rail CoachДокумент7 страницAluminium Rail CoachdselvakuuОценок пока нет
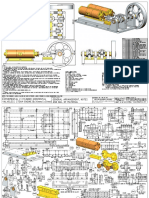
- Experimental 2 Cylinder Horizontal Valveless Steam Engine. (B 30Mmxs 30Mm) General Arrangement, Notes and Bill of MaterialДокумент3 страницыExperimental 2 Cylinder Horizontal Valveless Steam Engine. (B 30Mmxs 30Mm) General Arrangement, Notes and Bill of MaterialOscar OsornoОценок пока нет
- Fixed Side BRW20 0662Документ1 страницаFixed Side BRW20 0662Thành NguyễnОценок пока нет
- Astm B633-23 - Redline Astm B633-23Документ7 страницAstm B633-23 - Redline Astm B633-23somashekar1510Оценок пока нет
- Hydrochloric Acid Corrosion Resistant AlloysДокумент2 страницыHydrochloric Acid Corrosion Resistant AlloysZlatko PartličОценок пока нет
- Rockwell Hardness TestДокумент2 страницыRockwell Hardness TestKrishnendu Ghosh100% (1)
- Diversey PassivationofStainlessSteelДокумент4 страницыDiversey PassivationofStainlessSteelSo MayeОценок пока нет