Вам также может понравиться
- Bandeja de GoteoДокумент1 страницаBandeja de GoteollereadorОценок пока нет
- Como Nace El Derecho PDFДокумент66 страницComo Nace El Derecho PDFllereadorОценок пока нет
- Htas Menores InspeccionДокумент1 страницаHtas Menores InspeccionllereadorОценок пока нет
- Codigos Casilla 51 RUTДокумент20 страницCodigos Casilla 51 RUTAlexandra Gomez43% (7)
- Procedimiento FormularioДокумент1 страницаProcedimiento FormulariollereadorОценок пока нет
- P ARC. Hist - Est Est. Reducido Copia EstudiantesДокумент31 страницаP ARC. Hist - Est Est. Reducido Copia EstudiantesllereadorОценок пока нет
- RQ Materiales 1Документ3 страницыRQ Materiales 1llereadorОценок пока нет
- Tortuga de Corte Hntc001Документ1 страницаTortuga de Corte Hntc001llereadorОценок пока нет
- 3573 Informe Tecnico Smith InternacionalДокумент4 страницы3573 Informe Tecnico Smith InternacionalllereadorОценок пока нет
- C 239 94Документ18 страницC 239 94llereadorОценок пока нет
- C 193 16Документ80 страницC 193 16llereadorОценок пока нет
- Los Tipos de Cambio y La Balanza Comercial Curva JДокумент4 страницыLos Tipos de Cambio y La Balanza Comercial Curva JllereadorОценок пока нет
- Estado de Falla Torno IIДокумент2 страницыEstado de Falla Torno IIllereadorОценок пока нет
- 3744 - 4 - Informe 0090 Mantenimiento Motoreductor TrifДокумент5 страниц3744 - 4 - Informe 0090 Mantenimiento Motoreductor TrifllereadorОценок пока нет
- Diseño Curricular FinalДокумент8 страницDiseño Curricular FinalllereadorОценок пока нет
- Normas APA PDFДокумент12 страницNormas APA PDFMaría Fernanda Soto OrtizОценок пока нет
- RMC 244 Cambio de Rodachines Modificados Ybkh001-SignedДокумент1 страницаRMC 244 Cambio de Rodachines Modificados Ybkh001-SignedllereadorОценок пока нет
- RMC 256 Fs Mpi001-SignedДокумент1 страницаRMC 256 Fs Mpi001-SignedllereadorОценок пока нет
- RMC 248 Yvh001 - Cambio Manguera Backup-SignedДокумент1 страницаRMC 248 Yvh001 - Cambio Manguera Backup-SignedllereadorОценок пока нет
- Procedimiento Instalación Break Out Unit 1689Документ8 страницProcedimiento Instalación Break Out Unit 1689llereadorОценок пока нет
- RMC 249 Hbii Cambio Acoples Enderezada de Soportes-SignedДокумент1 страницаRMC 249 Hbii Cambio Acoples Enderezada de Soportes-SignedllereadorОценок пока нет
- HV Rotativos 2014Документ48 страницHV Rotativos 2014llereadorОценок пока нет
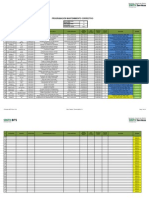
- PRG Mtto Correctivo q1 2013Документ3 страницыPRG Mtto Correctivo q1 2013llereadorОценок пока нет
- RMC 245 Fs Red de Gases Soldadura Yror001-SignedДокумент1 страницаRMC 245 Fs Red de Gases Soldadura Yror001-SignedllereadorОценок пока нет
- Mto 003 Inspección Mto Eléctrico PreventivoДокумент2 страницыMto 003 Inspección Mto Eléctrico PreventivollereadorОценок пока нет
- 3744 - 2 - Informe 0088 Mantenimiento Motor TrifДокумент6 страниц3744 - 2 - Informe 0088 Mantenimiento Motor TrifllereadorОценок пока нет
- HV Ycrh001Документ1 страницаHV Ycrh001llereadorОценок пока нет
- HV Yvh001Документ1 страницаHV Yvh001llereadorОценок пока нет
- RMP 232 Ie Ytr002-SignedДокумент1 страницаRMP 232 Ie Ytr002-SignedllereadorОценок пока нет
- Verificacion Estado de Falla Rodamientos RectificadoraДокумент6 страницVerificacion Estado de Falla Rodamientos RectificadorallereadorОценок пока нет
- Diccionario Basico de Categorias MarxistasДокумент11 страницDiccionario Basico de Categorias MarxistasLuis678Оценок пока нет
- Formación Socio-Política Tema 1 Los ValoresДокумент4 страницыFormación Socio-Política Tema 1 Los ValoresCarlos CarrasqueroОценок пока нет
- Trabajo Teoría General de SistemasДокумент14 страницTrabajo Teoría General de SistemasManuelQuezadaОценок пока нет
- Avance PDFДокумент65 страницAvance PDFIván HerreraОценок пока нет
- Ensayo. Luis Escalante V-24.612.419Документ6 страницEnsayo. Luis Escalante V-24.612.419Luis EscalanteОценок пока нет
- Jesucristo Nunca Existió-Jhon Kaminsky-Biblioteca de Las PléyadesДокумент9 страницJesucristo Nunca Existió-Jhon Kaminsky-Biblioteca de Las PléyadesGabrielÁngelusSileziusОценок пока нет
- Cómo Saber Siempre Qué DecirДокумент12 страницCómo Saber Siempre Qué DecirMädchen wollen88% (8)
- CRONOGRAMA GENERAL SEGUNDO SEMESTRE LENGUAJE - 2º BàsicoДокумент5 страницCRONOGRAMA GENERAL SEGUNDO SEMESTRE LENGUAJE - 2º BàsicoJimena JorqueraОценок пока нет
- Fichas de TrabajoДокумент8 страницFichas de TrabajoJorge CokoОценок пока нет
- MBOДокумент9 страницMBOPaola CalderónОценок пока нет
- Rocha Glauber, Estetica - Del - Sueño PDFДокумент2 страницыRocha Glauber, Estetica - Del - Sueño PDFmoriacansadaОценок пока нет
- Licenciatura en Negocios Internacionales: Plan de EstudiosДокумент2 страницыLicenciatura en Negocios Internacionales: Plan de EstudiosGus NavarroОценок пока нет
- Figuras RetóricasДокумент3 страницыFiguras RetóricasGavier GimenezОценок пока нет
- Solucion Guia EticaДокумент22 страницыSolucion Guia EticaYuliana GomezОценок пока нет
- Ética SituacionalДокумент2 страницыÉtica SituacionalKarla Cárdenas Alvarez100% (1)
- 1346 Tarea 1 Stefani RestrepoДокумент13 страниц1346 Tarea 1 Stefani Restrepostefani calex restrepo gamarraОценок пока нет
- Proyecto Normas de ConvivenciaДокумент20 страницProyecto Normas de ConvivenciaJulia GarciaОценок пока нет
- Neuromarketing - Las Emociones y El Comportamiento de Compra PDFДокумент17 страницNeuromarketing - Las Emociones y El Comportamiento de Compra PDFNico SanguedolceОценок пока нет
- Muerte SpurgeonДокумент0 страницMuerte SpurgeonprclecioОценок пока нет
- Ejercicios Genéricos Con VerbosДокумент16 страницEjercicios Genéricos Con VerbosLaury M VLОценок пока нет
- Mapa Funcional PPT OkДокумент20 страницMapa Funcional PPT OkEsteban Huamani RojasОценок пока нет
- Ficha de Metacognición MatematicaДокумент1 страницаFicha de Metacognición MatematicaJohana Iturrizaga Silvestre100% (3)
- Memorias de La Reunion CientificaДокумент266 страницMemorias de La Reunion CientificaChi QuiОценок пока нет
- Formato para Actividades FA TECMILEДокумент3 страницыFormato para Actividades FA TECMILEjeronimo gonzalezОценок пока нет
- Cuestionario TractatusДокумент3 страницыCuestionario TractatusPaula RossiОценок пока нет
- Sor Ana de Los Ángeles MonteagudoДокумент36 страницSor Ana de Los Ángeles MonteagudoGEORGELEWIS33Оценок пока нет
- EL FABRICANTE DE DEUDAS LibretoДокумент10 страницEL FABRICANTE DE DEUDAS LibretoGuadalupe Muriel ManzanoОценок пока нет
- Informe Del Inventario Escala Massie - ModeloДокумент2 страницыInforme Del Inventario Escala Massie - ModeloJuantonio QuihueОценок пока нет
- Psicologia Ambiental Resumen de Capítulo 1 Al 3 Del Libro de Charles J. HolahanДокумент8 страницPsicologia Ambiental Resumen de Capítulo 1 Al 3 Del Libro de Charles J. HolahanJosé Luis Roque P100% (1)
- FC Tarea2Документ2 страницыFC Tarea2Scott WaltonОценок пока нет