Вам также может понравиться
- Total Losses in Power Distribution and Transmission Lines 1Документ6 страницTotal Losses in Power Distribution and Transmission Lines 1Ricardo A VergaraОценок пока нет
- Faults On Electrical SystemДокумент21 страницаFaults On Electrical Systemjosh bradley100% (3)
- B-Asic of Super Critical Boiler (660mw)Документ48 страницB-Asic of Super Critical Boiler (660mw)Jeevan KumarОценок пока нет
- Flexible AC Transmission Systems (FACTSДокумент33 страницыFlexible AC Transmission Systems (FACTSJeevan KumarОценок пока нет
- CFBCДокумент6 страницCFBCJeevan KumarОценок пока нет
- Cure Internet Verification Based On Image ProcessingДокумент8 страницCure Internet Verification Based On Image ProcessingYogesh YadavОценок пока нет
- Wireless Power Transmission Via Solar Power SatelliteДокумент25 страницWireless Power Transmission Via Solar Power Satelliteyuben joseph82% (34)
- Binary Tree Properties & RepresentationДокумент20 страницBinary Tree Properties & Representationkn_bsОценок пока нет
- Over Under VoltДокумент1 страницаOver Under Voltapi-3747180100% (1)
- Wireless Sensor Networks: Modelling and SimulationДокумент16 страницWireless Sensor Networks: Modelling and SimulationjawhaikazОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- JonWeisseBUS450 04 HPДокумент3 страницыJonWeisseBUS450 04 HPJonathan WeisseОценок пока нет
- Power Plant Engineering by G.R.nagpalДокумент729 страницPower Plant Engineering by G.R.nagpalGoutham Peri74% (23)
- Ficha Tecnica 750 GPMДокумент156 страницFicha Tecnica 750 GPMByron Chele0% (2)
- ALTERNATOR - ST170741: Parts ListДокумент2 страницыALTERNATOR - ST170741: Parts Listkaswade BrianОценок пока нет
- Presentation On BAJAJДокумент19 страницPresentation On BAJAJVaibhav AgarwalОценок пока нет
- YEZ-Conical Brake MotorДокумент3 страницыYEZ-Conical Brake MotorMech MallОценок пока нет
- Tda 1526Документ15 страницTda 1526Adilcio Melo0% (1)
- ARL-300 UCM Test Instructions For Hydraulic Lifts - enДокумент6 страницARL-300 UCM Test Instructions For Hydraulic Lifts - enkizonimeisterОценок пока нет
- F1FR80 Series Quick-Response SprinklersДокумент6 страницF1FR80 Series Quick-Response SprinklersAtila AmayaОценок пока нет
- 1HD-T - 1 Land Cruiser Engine Service ManualДокумент26 страниц1HD-T - 1 Land Cruiser Engine Service ManualMichael Dzidowski86% (7)
- The hyperwall: A multiple display wall for visualizing high-dimensional dataДокумент4 страницыThe hyperwall: A multiple display wall for visualizing high-dimensional dataMahendra PututОценок пока нет
- College Report of Optical Burst SwitchingДокумент21 страницаCollege Report of Optical Burst Switchingimcoolsha999Оценок пока нет
- Dont CryДокумент8 страницDont CryIolanda Dolcet Ibars100% (1)
- HTML Project RestaurantДокумент8 страницHTML Project RestaurantSandeep Chowdary0% (1)
- MCQ in Services MarketingДокумент83 страницыMCQ in Services Marketingbatuerem0% (1)
- Sample Style GuideДокумент5 страницSample Style Guideapi-282547722Оценок пока нет
- Pink Fun Doodles and Blobs Math Online Class Creative Presentation SlidesCarnivalДокумент28 страницPink Fun Doodles and Blobs Math Online Class Creative Presentation SlidesCarnivalraine castorОценок пока нет
- 7.qad-Dpr-11 ImteДокумент4 страницы7.qad-Dpr-11 ImteDhinakaranОценок пока нет
- Learning One-to-One - Book ReviewДокумент3 страницыLearning One-to-One - Book Reviewwhistleblower100% (1)
- OFFICE 365 PROXY GUIDEДокумент4 страницыOFFICE 365 PROXY GUIDErossloveladyОценок пока нет
- Form 1 Lesson 88 SpeakingДокумент2 страницыForm 1 Lesson 88 Speakinga multifandom fangirlОценок пока нет
- Ite 001aДокумент6 страницIte 001ajoshuaОценок пока нет
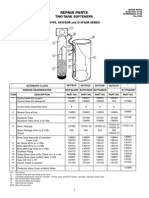
- Star S07FS32DR Water Softener Repair PartsДокумент1 страницаStar S07FS32DR Water Softener Repair PartsBillОценок пока нет
- Oracle SCM TrainingДокумент9 страницOracle SCM TrainingVishnu SajaiОценок пока нет
- Introduction To PLCsДокумент42 страницыIntroduction To PLCsArun Kumar YadavОценок пока нет
- LogДокумент27 страницLogmilli0chilliОценок пока нет
- Marco OH Lighting-Business Plan PDFДокумент43 страницыMarco OH Lighting-Business Plan PDFsjcoolgeniusОценок пока нет
- Ref Paper 2Документ4 страницыRef Paper 2Subhanjali MyneniОценок пока нет
- RELAY SEEDER PROTECTION GUIDE (P40 Agile CompactДокумент23 страницыRELAY SEEDER PROTECTION GUIDE (P40 Agile CompactvinodlifeОценок пока нет
- Trace MasterДокумент29 страницTrace Masterapi-3858801Оценок пока нет