Вам также может понравиться
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceОт EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceОценок пока нет
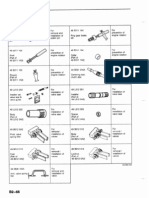
- Steel Piston PDFДокумент14 страницSteel Piston PDFvictoverОценок пока нет
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementОт EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementОценок пока нет
- Engine AssemblyДокумент13 страницEngine AssemblyJacob SilverstielkОценок пока нет
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitОт EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitОценок пока нет
- Connecting Rod PDFДокумент9 страницConnecting Rod PDFvictoverОценок пока нет
- Figure 1-126 Rear Oil Seal Removal: Series 60 Service ManualДокумент2 страницыFigure 1-126 Rear Oil Seal Removal: Series 60 Service ManualvictoverОценок пока нет
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesОт EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesРейтинг: 5 из 5 звезд5/5 (1)
- Article Engine Cylinder Block DisassemblyДокумент17 страницArticle Engine Cylinder Block Disassembly94738183Оценок пока нет
- Toyota MR2 Spyder L4-1.8L (1ZZ-FE) 2001: Timing Chain: Service and RepairДокумент18 страницToyota MR2 Spyder L4-1.8L (1ZZ-FE) 2001: Timing Chain: Service and RepairROSA GIMENEZОценок пока нет
- Flywheel 2 PDFДокумент4 страницыFlywheel 2 PDFvictoverОценок пока нет
- Timin Chain CaravanДокумент9 страницTimin Chain Caravanfrancisco AlbaОценок пока нет
- DD15 Detroit DieselДокумент10 страницDD15 Detroit Dieselstarsky100% (4)
- Series 60 Service Manual: From Bulletin 6-60-98 1-157bДокумент2 страницыSeries 60 Service Manual: From Bulletin 6-60-98 1-157bvictoverОценок пока нет
- KTA50 - PistonДокумент9 страницKTA50 - PistonSebastian Nicușor PărăoanuОценок пока нет
- GM Engines v-6, V-8Документ23 страницыGM Engines v-6, V-8jads301179Оценок пока нет
- Harley Davidson 250 and 350 SprintДокумент8 страницHarley Davidson 250 and 350 SprintElan Mutt Schwartz75% (4)
- 3013C Pistons and Connecting Rods - Install - PDF Version 1 PDFДокумент4 страницы3013C Pistons and Connecting Rods - Install - PDF Version 1 PDFJaime Herrera LaraОценок пока нет
- Engine Disassembly Assembly 1Документ9 страницEngine Disassembly Assembly 1Moaed KanbarОценок пока нет
- Cylinder Head Gasket - Installation (01 - 2010 - ) (Cylinder Head Assembly) - ALLDATA Repair Toyota Camry 2.5LtsДокумент17 страницCylinder Head Gasket - Installation (01 - 2010 - ) (Cylinder Head Assembly) - ALLDATA Repair Toyota Camry 2.5LtsFran SanchezОценок пока нет
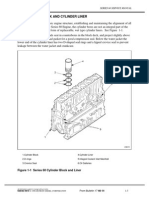
- Cylinder Block PDFДокумент2 страницыCylinder Block PDFvictoverОценок пока нет
- G3406 Connecting Rod BearingsДокумент4 страницыG3406 Connecting Rod BearingsnobodymagdesignОценок пока нет
- Piston Instrc4032Документ2 страницыPiston Instrc4032RickracerОценок пока нет
- Oilpump4afe PDFДокумент7 страницOilpump4afe PDFhanzhio elОценок пока нет
- Remove & Install Connecting Rod BearingsДокумент4 страницыRemove & Install Connecting Rod BearingsRichard ChuaОценок пока нет
- 1.6L 4cyl Diesel & Turbo DieselДокумент18 страниц1.6L 4cyl Diesel & Turbo DieselLeomir BrandaoОценок пока нет
- Ajuste de Valvulas PDFДокумент8 страницAjuste de Valvulas PDFRoberto Rincon Robles100% (1)
- A/C Compressor Servicing: Please Read This FirstДокумент22 страницыA/C Compressor Servicing: Please Read This FirstbaylorguyОценок пока нет
- 902 PistonДокумент42 страницы902 PistonSumit SinhaОценок пока нет
- Crankshaft Oil 4 PDFДокумент2 страницыCrankshaft Oil 4 PDFvictoverОценок пока нет
- 2001 Toyota Prius L4-1.5L (1NZ-FXE) Hybrid: Timing Chain: Service and RepairДокумент13 страниц2001 Toyota Prius L4-1.5L (1NZ-FXE) Hybrid: Timing Chain: Service and Repairfernando ortizОценок пока нет
- SECTION 303-01B: Engine - 4.6L and 5.4L 2000 F-150 Workshop Manual AssemblyДокумент35 страницSECTION 303-01B: Engine - 4.6L and 5.4L 2000 F-150 Workshop Manual AssemblyHassan Vela VenegasОценок пока нет
- 1971 Johnson 60HP Outboards Service Manual PDFДокумент5 страниц1971 Johnson 60HP Outboards Service Manual PDFChrisStainton0% (1)
- Husqvarna 611238238782 - 61Документ6 страницHusqvarna 611238238782 - 61Mauro OliveiraОценок пока нет
- Replacement: - Oil Pump AssyДокумент1 страницаReplacement: - Oil Pump AssyJoel Majeed StroudeОценок пока нет
- 1.8.7.1 Inspection of Crankshaft Oil Seal: Series 60 Service ManualДокумент2 страницы1.8.7.1 Inspection of Crankshaft Oil Seal: Series 60 Service ManualvictoverОценок пока нет
- Cat C-13 Valve LashДокумент6 страницCat C-13 Valve LashEwgeny100% (5)
- Mercedes-Benz Sprinter W906 - Complete EngineДокумент155 страницMercedes-Benz Sprinter W906 - Complete EngineMucowera Asha100% (2)
- Engine Assembly - Dismantle and Assemble (Engine Removed) (21 134 8)Документ30 страницEngine Assembly - Dismantle and Assemble (Engine Removed) (21 134 8)judas1432Оценок пока нет
- Power Steering Pump Service and Repair, 1999 Toyota Truck 4 Runner 2WDДокумент8 страницPower Steering Pump Service and Repair, 1999 Toyota Truck 4 Runner 2WDCarlos VillaltaОценок пока нет
- Small Engine Day 2Документ18 страницSmall Engine Day 2Selazinap LptОценок пока нет
- DV100 SMДокумент51 страницаDV100 SMjacklyn ade putraОценок пока нет
- Camry Solara SEV6Документ13 страницCamry Solara SEV6arturmikieОценок пока нет
- Detroit 8.2 v8Документ25 страницDetroit 8.2 v8Jose Juan Davila100% (3)
- Corolla LE Sedan RepairДокумент17 страницCorolla LE Sedan RepairmaximlevОценок пока нет
- Manual de Motor Elantra-Tiburón 1998 G4GRДокумент6 страницManual de Motor Elantra-Tiburón 1998 G4GRRodolfo SilvaОценок пока нет
- Timing Chain Components & Instalation Toyota Hilux 22R-E: Preparation of RemovalДокумент7 страницTiming Chain Components & Instalation Toyota Hilux 22R-E: Preparation of RemovalPablo FernandezОценок пока нет
- Foote-Jones 8000 Series Gear Reducer ManualДокумент20 страницFoote-Jones 8000 Series Gear Reducer ManualbwelzОценок пока нет
- Cylinder Head Assembly: Service and RepairДокумент6 страницCylinder Head Assembly: Service and RepairJose PichinteОценок пока нет
- Figure 1-17 Location of Engine Serial and Model Numbers: Series 60 Service ManualДокумент2 страницыFigure 1-17 Location of Engine Serial and Model Numbers: Series 60 Service ManualvictoverОценок пока нет
- 4d94e Shop ManualДокумент25 страниц4d94e Shop Manualyeudys100% (4)
- Manual: 292 Engine Kt-150 SeriesДокумент20 страницManual: 292 Engine Kt-150 SeriesSuwan Noo ThomsonОценок пока нет
- Install Cylinder HeadДокумент5 страницInstall Cylinder HeadbagoesОценок пока нет
- Engine Overhaul 2.2LДокумент29 страницEngine Overhaul 2.2LalbertoОценок пока нет
- 3Документ6 страниц3George GuerreroОценок пока нет
- Unit Injector - Install: Installation ProcedureДокумент6 страницUnit Injector - Install: Installation ProceduredayanaОценок пока нет
- Water Pump PDFДокумент2 страницыWater Pump PDFvictoverОценок пока нет
- 8.2.3.2 Checking 12-Rib Poly-Vee Belt-Driven 50 DN Alternator Belt TensionДокумент2 страницы8.2.3.2 Checking 12-Rib Poly-Vee Belt-Driven 50 DN Alternator Belt TensionvictoverОценок пока нет
- 1.16.1 Repair or Replacement of Flywheel HousingДокумент2 страницы1.16.1 Repair or Replacement of Flywheel HousingvictoverОценок пока нет
- Engine Coolant 2 PDFДокумент3 страницыEngine Coolant 2 PDFvictoverОценок пока нет
- ThorpeДокумент267 страницThorpezaeem73Оценок пока нет
- Epreuve Anglais EG@2022Документ12 страницEpreuve Anglais EG@2022Tresor SokoudjouОценок пока нет
- BS 7974 2019Документ68 страницBS 7974 2019bcyt00Оценок пока нет
- 1Документ3 страницы1Stook01701Оценок пока нет
- Recruitment SelectionДокумент11 страницRecruitment SelectionMOHAMMED KHAYYUMОценок пока нет
- Manual E07ei1Документ57 страницManual E07ei1EiriHouseОценок пока нет
- Project Management TY BSC ITДокумент57 страницProject Management TY BSC ITdarshan130275% (12)
- Financial Management 2E: Rajiv Srivastava - Dr. Anil Misra Solutions To Numerical ProblemsДокумент5 страницFinancial Management 2E: Rajiv Srivastava - Dr. Anil Misra Solutions To Numerical ProblemsParesh ShahОценок пока нет
- MEd TG G07 EN 04-Oct Digital PDFДокумент94 страницыMEd TG G07 EN 04-Oct Digital PDFMadhan GanesanОценок пока нет
- Intelligent DesignДокумент21 страницаIntelligent DesignDan W ReynoldsОценок пока нет
- List of Iconic CPG Projects in SingaporeДокумент2 страницыList of Iconic CPG Projects in SingaporeKS LeeОценок пока нет
- ENT 300 Individual Assessment-Personal Entrepreneurial CompetenciesДокумент8 страницENT 300 Individual Assessment-Personal Entrepreneurial CompetenciesAbu Ammar Al-hakimОценок пока нет
- Final Selection Criteria Tunnel Cons TraДокумент32 страницыFinal Selection Criteria Tunnel Cons TraMd Mobshshir NayeemОценок пока нет
- Semi Detailed Lesson PlanДокумент2 страницыSemi Detailed Lesson PlanJean-jean Dela Cruz CamatОценок пока нет
- Virtual Assets Act, 2022Документ18 страницVirtual Assets Act, 2022Rapulu UdohОценок пока нет
- DMIT - Midbrain - DMIT SoftwareДокумент16 страницDMIT - Midbrain - DMIT SoftwarevinОценок пока нет
- Guardcam InstructionsДокумент12 страницGuardcam InstructionsCompuFix RepairsОценок пока нет
- Siemens Rapidlab 248, 348, 840, 845, 850, 855, 860, 865: Reagents & ControlsДокумент2 страницыSiemens Rapidlab 248, 348, 840, 845, 850, 855, 860, 865: Reagents & ControlsJuan Carlos CrespoОценок пока нет
- Midi Pro Adapter ManualДокумент34 страницыMidi Pro Adapter ManualUli ZukowskiОценок пока нет
- 385C Waw1-Up PDFДокумент4 страницы385C Waw1-Up PDFJUNA RUSANDI SОценок пока нет
- 레벨 테스트Документ2 страницы레벨 테스트BОценок пока нет
- Antibiotic Zone Interpretation Guide PDFДокумент2 страницыAntibiotic Zone Interpretation Guide PDFFarandy Insan Sejati100% (2)
- All Day Breakfast: .Served With Cappuccino or Espresso or Lime Juice or TeaДокумент7 страницAll Day Breakfast: .Served With Cappuccino or Espresso or Lime Juice or TeaBryan KuoKyОценок пока нет
- Google Tools: Reggie Luther Tracsoft, Inc. 706-568-4133Документ23 страницыGoogle Tools: Reggie Luther Tracsoft, Inc. 706-568-4133nbaghrechaОценок пока нет
- Csu Cep Professional Dispositions 1Документ6 страницCsu Cep Professional Dispositions 1api-502440235Оценок пока нет
- International Security Notes International Security NotesДокумент34 страницыInternational Security Notes International Security NotesBEeNaОценок пока нет
- Dec JanДокумент6 страницDec Janmadhujayan100% (1)
- Application of Geoelectric Method For GroundwaterДокумент11 страницApplication of Geoelectric Method For GroundwaterMunther DhahirОценок пока нет
- Production of Bioethanol From Empty Fruit Bunch (Efb) of Oil PalmДокумент26 страницProduction of Bioethanol From Empty Fruit Bunch (Efb) of Oil PalmcelestavionaОценок пока нет
- Decision Trees For Management of An Avulsed Permanent ToothДокумент2 страницыDecision Trees For Management of An Avulsed Permanent ToothAbhi ThakkarОценок пока нет
- Creative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtОт EverandCreative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtОценок пока нет
- Bulletproof Seduction: How to Be the Man That Women Really WantОт EverandBulletproof Seduction: How to Be the Man That Women Really WantРейтинг: 4.5 из 5 звезд4.5/5 (170)
- Wear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedОт EverandWear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedРейтинг: 5 из 5 звезд5/5 (1)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneОт EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneРейтинг: 4.5 из 5 звезд4.5/5 (5)
- Crochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsОт EverandCrochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsРейтинг: 4 из 5 звезд4/5 (5)
- The Magic of Crystals and Gems: Unlocking the Supernatural Power of Stones (Magical Crystals, Positive Energy, Mysticism)От EverandThe Magic of Crystals and Gems: Unlocking the Supernatural Power of Stones (Magical Crystals, Positive Energy, Mysticism)Рейтинг: 4 из 5 звезд4/5 (7)
- Rip It!: How to Deconstruct and Reconstruct the Clothes of Your DreamsОт EverandRip It!: How to Deconstruct and Reconstruct the Clothes of Your DreamsРейтинг: 3.5 из 5 звезд3.5/5 (10)
- 250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaОт Everand250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaРейтинг: 5 из 5 звезд5/5 (7)
- Basic Black: 26 Edgy Essentials for the Modern WardrobeОт EverandBasic Black: 26 Edgy Essentials for the Modern WardrobeРейтинг: 4 из 5 звезд4/5 (10)
- 50 Fat Quarter Makes: Fifty Sewing Projects Made Using Fat QuartersОт Everand50 Fat Quarter Makes: Fifty Sewing Projects Made Using Fat QuartersAme VersoРейтинг: 3.5 из 5 звезд3.5/5 (6)
- Make Your Mind Up: My Guide to Finding Your Own Style, Life, and Motavation!От EverandMake Your Mind Up: My Guide to Finding Your Own Style, Life, and Motavation!Рейтинг: 3.5 из 5 звезд3.5/5 (391)
- DIY Updos, Knots, & Twists: Easy, Step-by-Step Styling Instructions for 35 Hairstyles—from Inverted Fishtails to Polished Ponytails!От EverandDIY Updos, Knots, & Twists: Easy, Step-by-Step Styling Instructions for 35 Hairstyles—from Inverted Fishtails to Polished Ponytails!Рейтинг: 3.5 из 5 звезд3.5/5 (7)
- The Black Pullet: Science of Magical TalismanОт EverandThe Black Pullet: Science of Magical TalismanРейтинг: 4.5 из 5 звезд4.5/5 (23)
- The Ultimate Book of Outfit Formulas: A Stylish Solution to What Should I Wear?От EverandThe Ultimate Book of Outfit Formulas: A Stylish Solution to What Should I Wear?Рейтинг: 5 из 5 звезд5/5 (23)
- Laws of UX: Using Psychology to Design Better Products & ServicesОт EverandLaws of UX: Using Psychology to Design Better Products & ServicesРейтинг: 5 из 5 звезд5/5 (9)
- Friendship Bracelets: All Grown Up Hemp, Floss, and Other Boho Chic Designs to MakeОт EverandFriendship Bracelets: All Grown Up Hemp, Floss, and Other Boho Chic Designs to MakeРейтинг: 4 из 5 звезд4/5 (5)
- Fabric Manipulation: 150 Creative Sewing TechniquesОт EverandFabric Manipulation: 150 Creative Sewing TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (13)
- A Lapidary of Sacred Stones: Their Magical and Medicinal Powers Based on the Earliest SourcesОт EverandA Lapidary of Sacred Stones: Their Magical and Medicinal Powers Based on the Earliest SourcesРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Modern Ladies' Tailoring: A basic guide to pattern draftingОт EverandModern Ladies' Tailoring: A basic guide to pattern draftingРейтинг: 5 из 5 звезд5/5 (13)
- Adorable Baby Knits: 25 Patterns for Boys and GirlsОт EverandAdorable Baby Knits: 25 Patterns for Boys and GirlsРейтинг: 4.5 из 5 звезд4.5/5 (3)
- The Mary Brooks Picken Method of Modern DressmakingОт EverandThe Mary Brooks Picken Method of Modern DressmakingРейтинг: 5 из 5 звезд5/5 (1)