Академический Документы
Профессиональный Документы
Культура Документы
Supplier Evaluation (QVR) Rev6 0112
Загружено:
khuram20Оригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Supplier Evaluation (QVR) Rev6 0112
Загружено:
khuram20Авторское право:
Доступные форматы
l
l
l
l
l
l
l
l
l
l
l
Special Processes: AIAG
CQI-9 Heat Treat System Assessment
l l l
l l l
l l l
l l l
l l l
l l l
l l l
l l l
l l l
l l l
l l
l l
l l
l
l
l l
l l
l l
l l
l l
l l
l l
l l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
CQI-17Tab. M Man.l Iron Solder
CQI-17Proc Tab. K Select. Sold.
CQI-17Tab. L Auto Iron Solding
CQI-17 Tab. S Re-work
CQI-17 Tab. O Induction
CQI-17Tab. R In-circuit Testing
CQI-17 Tab. Q PCB Seperation
CQI-17Tab. P Conform. Coat&Tst
CQI-17Tab. N Laser & Soft Beam
CQI-17 Proc.Table H Wave
CAI-17 Proc. Table G Pre-Heat
CQI-17 Proc. Table I Fountain
CQI-17Proc. Tab.J Dip Soldering
CQI-17 Process Table B Insp.
CQI-17 Proc. Table F Flux
CQI-17 Proc. Table E Glue Disp.
CQI-17 Proc. Table D Reflow
CQI-17Proc. Tab. C Surface Mnt
CQI-15 Welding System Assessment
CQI-15 Arc Welding Table A
CQI-15 Resist.Welding Table B
CQI-15 Cover Sheet
CQI-15 Cover Sheet Instrts
CQI-15 Elements Section 1 - 5
CQI-15 Laser Welding Table C
QVR / Supplier Evaluation Scoring
CQI-11 Section 4-DECO Equip.
CQI-12 Coating System Assessment
CQI-9 Process Table E
CQI-9 Job Audit, Sec. 4
CQI-9 Assessor's Qual. Reqs..
CQI-9 Process Table A
CQI-9 Process Table B
CQI-9 Process Table C
CQI-12 Assessor's Quals.
Delivery
Support & Technology
CQI-17Section 4 - Job Audit
CQI-17Proc. Tab. A Paste Print.
Supplier Evaluation / QVR Assessment
Workbook Index
Instructions
QVR Process Map
Document Change Summary
Cover (sheet)
CQI-12 Process Table J
CQI-17 Soldering System Assessment
Supplier Evaluation Summary
Quality
CQI-9 Process Table D
CQI-11 Sect. 3 ZN-ZN Alys. Eq.
CQI-11 Section 5 Job Audit
CQI-11 Assessor's Quals.
CQI-11 Process Table A CQI-12 Process Table C
CQI-12 Cover Sheet Instrts.
CQI-12 Cover Sheet
CQI-12 Section 1 & 2 General
CQI-12 Job Audit
CQI-12 Process Table I
CQI-12 Process Table A
CQI-12 Process Table B
CQI-12 Process Table H
CQI-12 Process Table D
CQI-12 Process Table E
CQI-12 Process Table F
CQI-12 Process Table G CQI-11 Process Table E
CQI-11 Process Table F
CQI-11 Process Table B
CQI-17Sect. 1&2 - Gen. Overview
CQI-17 Cover Sheet
CQI-17 Section 3 - Equipment
CQI-11 Process Table C
CQI-9 Elements, Sec. 1-3
CQI-11 Cover Sheet CQI-9 Cover Sheet
CQI-15Solid State Weld. Table D
CQI-15Job Audit Section 6 Proc.
CQI-17 Cover Sheet Instrts.
CQI-11 Sections 1 & 2 General
CQI-11 Process Table D
Cost
CQI-11 Instructions for Cover CQI-9 Instructions for Cover Sheet
CQI-11 Plating System Assessment
Print Review
A. PROCESS MAP:
1
B. SUPPLIER ASSESSMENT WORKSHEET
1
2
3
4
5
6
7
C. COVER PAGE:
a.
b.
c.
d.
D. PARAMETERS FOR WORKSHEET:
a.
b.
c.
Revised to clarify language and responsibility (Process Map), and add Enviromental elements back in (omitted with Rel. 1.2)
Site' information. If the addresses are different, you still have the ability to overwrite the corresponding cells as needed.
answer "NO", the ranking defaults to "6". This allows you to answer a specific question without influencing the rest of the sections.
NOTE: If the supplier has not satisfied any of the audit question, please label as "ZERO" (0), versus "NO".
Bottom left hand corner displays whether or not a follow up audit will be required. This area is autopopulated, however may
You may also type in N/A for those areas that do not apply to this supplier. Notice that the "TOTAL POINTS POSSIBLE" will not change, so
Changed to Input-Process-Output (IPO) type format. Provided additional clarity to a couple of steps of the process.
these findings sheets.
A button has been added to take you directly to the AIAG Special Processes worksheets. By clicking 'YES" on the "COVER PAGE" you
Entire Supplier Evaluation is segregated into 4 key critical areas: Quality, Delivery, Support & Technology, and Cost .
Counter on the Supplier Evaluation Score Summary page that displays total non-conformances by severity: either Major or Minor.
There are an areas findings sheet for each section. Any line item question that scores below 70% will automatically be displayed on
ANY element scored less than "7" will FAIL the entire audit. Additionally, a collective (total) score below 70%
Supplier Evaluation (QVR) Change Summary (Rev. 6.0)
Cover page altered to reflect areas of non-conformances (Quality, Delivery, Support & Technology, and Cost).
Areas highlighted in "YELLOW" on the cover page and audit reports are the only cells that you may key information into.
Exceptions are in areas noted that may be overwritten as required. Example is 3d below.
A supplier should receive a score of 7 if they meet the minimum requirements of a question. However if the supplier excels in an area, you may
reward them with the score of 8, 9, or 10. Any score over 7 will not increase the points possible.
NOTE: Bonus points cannot improve any section over 100%.
as to not penalize the supplier.
will also Fail the audit.
Deleted by Revision 5 dated July 15, 2010.
Revised to add requirement for 'All applicable issues identified" to be resolved (closed) PRIOR to Sourcing on 'Instructions' and 'QVR Scoring Key' worksheets.
will be immediately forwarded to the desired Special Processes Worksheet. If your facility doesn't handle any "SPECIAL PROCESSES" then
you can depress the "NO" button on the "COVER PAGE" you will be asked to delete the corresponding worksheets, as they will not
be required. This also reduces the size of the Supplier Evaluation / QVR Worksheet.
Have added the ability to answer "YES" or "NO" to each of the questions. If you answer "YES", the ranking defaults to "7" in the score; if you
Any finding with a ranking of less than 7 equates to a FAILED Supplier Evaluation / QVR Assessment.
Supplier Evaluation totals below 70% equals a FAILED Supplier Evaluation / QVR Assessment.
Any section / critical area as described above that falls below 70% equals a Failed Supplier Evaluation/QVR Assessment.
be overwritten as needed.
Have added area to show Corporate Addresses and phone numbers. The corporate area will autopopulate when you fill in the 'Manufacturing
Purpose:
Application:
Instructions:
Process Owner:
Supplier Quality Department
Supplier Evaluation (QVR) Overview
To evaluate a potential supplier's process and procedures for effectiveness and capability for
maintaining a high level of quality of potential purchased components.
The acronym 'QVR' stands "Quality, Value, Responsiveness", and is frequency used within
Remy to be synonymous with a 'Supplier Evaluation' or 'Potential Supplier Assessment'.
The potential supplier will be given a rating from the Remy Supplier Quality Engineer upon
completion of the assessment.
The Supplier Evaluation may be applicable whenever the project requires new suppliers and / or
new parts.
The results of the QVR Review will be maintained by the Supplier Quality Department (within the
Remy PPAP Tracking System application). A non-controlled copy of the cover page may be
filed in the program folder to provide program documentation.
The Print Review Process may be utilized, at the discretion of the Supplier Quality Engineer and
PDRE, when part prints (part numbers) for a given potential supplier are known at the time of the
on-site assessment. This process may also be utilized at other times during the development
process.
The Program Manager, Purchasing Commodity Manager, or Supplier Quality Manager shall
determine applicability for the specific supplier or component.
The Cover page and QVR Survey are to be completed by Supplier Quality Engineer (or
delegate). The cover summarizes the results of the QVR process audit for the specific supplier
and part on the given date. The Survey provides the detailed assessment criteria for rating.
A general overview of the process is illustrated on the next worksheet of this file; reference
Note: For Remy internal use, refer to RCP-741 QVR Survey Letter.
NOTE: ALL applicable issues identified (i.e. scores <7) MUST be resolved prior to Sourcing.
Prior to an on-site review, the responsible Remy Commodity Manager shall request the potential
supplier to complete a Supplier Self-Assessment survey (Appendix C), located on the Remy
Supplier web-page (http://www.remyinc.com/suppliers_manual.asp).
Upon receipt of the completed survey, Remy key-stakeholders (Commodity Mgr., Supplier
Quality, Program Mgr.) will review the information provided and determine whether to proceed
with an on-site evaluation. If so, the supplier will be contacted by Remy to coordinate an on-site
verification of the supplier's capabilities.
QVR Process Map
Remy Inc.
This document has been reviewed and approved by authorized personnel.
Approval date and name are recorded electronically in the document control system.
The electronic version is the only controlled copy.
Rev. Level 3.5
RCP-740
Score
Supplier is not familiar with the requirements of the element and has no relevant source documentation (flow
charts, forecasts, plans, procedures, strategies, etc.) in this area.
0
Supplier is familiar with the requirements of the element, but there is no evidence of source documentation,
planning, or implementation.
1
Supplier is familiar with the requirements of the element, and has preliminary source documentation with
incomplete plans for implementation.
2
Source documentation is available. Implementation (with assigned responsibilities) has just started, (0-30%
complete).
3
Source documentation is available and implementation is in progress (30-60% complete). Deficiencies have
been identified but improvements are not quantifiable.
4
Implementation has progressed (60-80% complete) and there is preliminary evidence of relevant results. 5
Implementation is nearly complete (80-95% complete) and documented evidence of implementation
effectiveness exists.
6
Full implementation of source documentation for the requirement and complete confirmed evidence of
implementation effectiveness. The supplier has met minimum requirements.
7
Analysis of results and on-going continuous improvement can be demonstrated in key areas linked to
customer satisfaction.
8
Supplier has reached world class performance and is able to show growth beyond ISO-9000and TS16949
requirements and continuous improvement in all areas.
9
Supplier is "best-in-class" and is able to demonstrate significant innovation in new ways to show relevant
results beyond the customer requirements. The supplier set the industry benchmark.
10
SUPPLIER EVALUATION SCORING GUIDELINES
Score: Fail
Date Completed:
Supplier Information
Supplier's Name:
Corporate Headquarters:
Street Address:
Address:
City, State: City, State:
Zip code (or Mail Code): Zip code (or Mail Code):
Country: Country:
Telephone #: Corp. E-mail Address
Fax: SCAR Primary Contact Name
Commodity and/or Phone and Fax #
Service Provided:
Email Address
PPAP Primary Contact Name
Phone and Fax #
Email Address
CQI-9 Heat Treat-SP1
CQI-11 Plating - SP2
CQI-12 Coating - SP3
CQI-15 Welding - SP4
CQI-17 Soldering - SP5
Key personnel completing this survey:
Name: Title Name: Title
Does this location have a quality system certification?
ISO 9001:2000
Certificate Number Expiration Date:
ISO/TS16949
Registrar
ISO14000
Certification Body
Other (identify)
Follow-up Audit Required?
Person responsible for audit corrective actions:
YES
The results of this audit have been explained to the supplier to the extent that expectations are understood.
Remy Representative Signature Supplier Representative Signature
Survey corrective action due date:
Soldering Services Provided [YES / NO]
NOTE: ALL "open" issues identified
MUST be resolved PRIOR to Sourcing.
Welding Services Provided [YES / NO]
Heat Treat Services Provided [YES / NO]
Plating Services Provided [YES / NO]
Supplier Evaluation Audit - Release 1.2
MANUFACTURING SITE
Coating Services Provided [YES / NO]
NOT APPROVED APPROVAL STATUS:
FAIL
FAIL
Individual Section Performance
FAIL QUALITY
DELIVERY
SUPPORT & TECH.
COST
SPECIAL PROCESSES
CORPORATE SITE
COMPLETE
WORKSHEET AS
REQUIRED
FAIL
Click Yes or No in Box
Provided
SPECIAL PROCESSES (REF. AIAG GUIDELINES)
REMY REPRESENTATIVES: SUPPLIER REPRESENTATIVES:
YES
YES
NO
NO
NO
YES
YES
YES
NO
NO
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
41%
10%
24%
25%
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
REQUIREMENT CATEGORIES
Total Points
Possible for a
World Class
Supplier
M =
Major
SCORE RED
Major
Sums
MinorSum
s
SDE COMMENTS SUPPLIER ACTIONS RESP DUE
Note: Score in
accordance with
AIAG "Quality
System
Assessment"
manual unless
otherwise noted.
Q-1 Quality System Capability 30 M 0 FAIL 1 2
Q-2 Internal Audit 50 M 0 FAIL 2 3
Q-3
Corrective &
Preventative action system 30 M 0 FAIL 1 2
Q-4 APQP 30 M 0 FAIL 1 2
Q-5 PPAP 40 M 0 FAIL 2 2
Q-6 Document Control System 30 M 0 FAIL 1 2
Q-7 Training Records 40 M 0 FAIL 1 3
Q-8 Final Inspection 60 M 0 FAIL 2 4
Q-9 Process Control 60 M 0 FAIL 2 4
Q-10 Nonconforming Material Control 30 M 0 FAIL 2 1
Q-11
Control of Inspection, Measuring,
and Test Equipment (IMTE) 50 M 0 FAIL 2 3
Q-12 Supplier Control 40 M 0 FAIL 2 2
0.00% Q-13 Control of Supplied Material 20 M 0 FAIL 1 1
D
e
l
i
v
e
r
y
D-1
Dock Storage, Material Handling,
and Packaging 100 M 0 FAIL 2 8
0.00% D-2 Material ID and Traceability 30 M 0 FAIL 3 0
S-1
Process/ Tool/ Die/ Jig/
Fixture/ Part Design Control
30 0 FAIL 0 3
S-2 Technical Capability 110 M 0 FAIL 5 6
S-3 Housekeeping 40 0 FAIL 0 4
S-4 Facility Security- All Required 40 M 0 FAIL 4 0
0.00% S-5 Information systems 80 M 0 FAIL 8 4
C-1 Lean Manufacturing 50 0 FAIL 0 5
C-2 Preventive Maintenance Program 40 M 0 FAIL 2 2
C-3
Business Management Systems:
Production Capacity, Planning, and Scheduling 150 M 0 FAIL 5 10
0.00% C-4 Business Management Systems: Materials 70 0 FAIL 0 7
1250 M 0 FAIL 49 80 0
NOTE: Only areas in dull yellow are editable
Q
u
a
l
i
t
y
S
u
p
p
o
r
t
&
T
e
c
h
n
o
l
o
g
y
C
o
s
t
All Section Totals
Cover Page
Index Page
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
REQUIREMENT CATEGORIES
Total Points
Possible for a
World Class
Supplier
M = Major SCORE RED SDE COMMENTS
Amt. Of
Major
Findings
Amt. of Below
70%
Observations
SUPPLIER ACTIONS RESP DUE
Q-1 Quality System Capability 30 M 0 FAIL RED SCORE <7
1
Is the supplier TS-16949 Certified? If No do they have a plan to achieve TS-
16949 Certification?
10 M 0 RED
Is the supplier certified to any Quality System?
1
2
Is there access to e-mail and the World Wide Web provided for those
individuals with Quality and Management responsibilities?
10 0 RED 1
3
Is the key quality contact for the plant location accessible via telephone (either
land line or cell phone) and Email?
10 0 RED 1
Q-2 Internal Audit 50 M 0 FAIL RED SCORE <7
1 Is there a current Internal Audit schedule? 10 M 0 RED 1
2 Are audits conducted as scheduled? 10 M 0 RED 1
3
Are there regular (at least monthly) standard work audits that are cascading
and performed by leadership?
10 0 RED 1
4
For any Internal Corrective Action (ICAR) is there a functional management
review procedure in place.
10 0 RED 1
5
Are corrective actions and follow-up carried out to verify that actions taken
are effective?
10 0 RED 1
Q-3
Corrective &
Preventative action system
30 M 0 FAIL RED SCORE <7
1
Does the supplier's process require documentation of the non-conformance (7-
Step or 8D), containment and inspection of affected material when a non-
conformance is found either by the supplier or the customer?
10 M 0 RED 1
2
Does the supplier have a corrective action system and use analysis tools such
as A3 Story-Board, 8D, 7D, 7 step, 5 phase, etc.?
10 0 RED 1
3
Has the supplier been placed in a controlled shipment or New business hold
status with the last 6 months? Answer "Yes Or No"
10 0 1
Q-4 APQP 30 M 0 FAIL RED SCORE <7
1 Does the supplier have a formal / documented APQP process? 10 M 0 RED 1
2
Does the supplier have a standard form to document APQP requirements?
10 0 RED 1
3
Is there evidence that a system exists to support design, procure,
manufacture, develop, and implement new production tooling (i.e. Gantt
charts, supplier selection, tool validation/runoff, PPAP/runoff at
manufacturing location)?
10 0 RED 1
Cover Page
Index Page
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
REQUIREMENT CATEGORIES
Points
Possible
M = Major SCORE RED SDE COMMENTS
Sum of
Majors
Sum of Section
NC
SUPPLIER ACTIONS RESP DUE
Q-5 PPAP 40 M 0 FAIL RED SCORE <7
1
Are appropriate procedures in place for preparation of PPAP documentation
in accordance with AIAG guidelines?
10 M 0 RED 1
2
Are there approved customer PPAP's on file that correlate to the current
revision of prints being used for production?
10 M 0 RED 1
3
The supplier shall have the AIAG electronic version of PPAP documentation
10 0 RED 1
4
The Supplier must have an IMDS account and at least 1 trained person.
Answer YES or NO.
10 M 0 RED 1
Q-6 Document Control System 30 M 0 FAIL RED SCORE <7
1
Is there a master list(s) of all controlled documents (or acceptable alternative)
readily available which indicates document approval status and revision? 10 0 RED 1
2
Are all changes (revisions) identified on each document and do these revision
notes indicate the purpose/reason for the change? (includes control plans,
process flow diagrams, and PFMEA's).
10 M 0 RED 1
3
Is there a system in place to track when changes are implemented relative to
production parts?
10 0 RED 1
Q-7 Training Records 40 M 0 FAIL RED SCORE <7
1
Are records available to show that production operators have been trained in
their operations?
10 0 RED 1
2
Are employee training needs documented and are records of completed
training maintained?
10 0 RED 1
3
Are there specific training records documenting operator training in
processes necessary for the commodity being considered?
10 0 RED 1
4
Is there objective evidence that all personnel are trained using the company
procedure for emergency, unplanned shutdowns and power outages
(including quarantine and inspection of materials made before, during and
after the emergency)?
10 M 0 RED 1
Q-8 Final Inspection 60 M 0 FAIL RED SCORE <7
1
Does the supplier carry out final inspection and testing in accordance with the
quality plan (Control Plan) and/or documented procedures?
10 0 RED 1
2
Does the supplier hold product until the required inspections and tests have
been completed or necessary reports have been received and verified, except
for release under positive recall?
10 0 RED 1
3
Does the supplier conduct scheduled audits of the packaged final product to
verify conformance to all specified requirements.
10 0 RED 1
4
Does the supplier maintain records which provide evidence that the product
has been inspected and/or tested, clearly showing whether the product has
passed or failed inspection based on the defined acceptance criteria, and
identifying the authority responsible for the product release?
10 M 0 RED 1
5
Are first piece inspected parts retained until final data is complete to enable
traceability to raw data?
10 0 RED 1
6
Are set-up and partially finished first piece sample inspected parts scrapped
after final data is complete? If those parts are finished and not scrapped is
there a control system in place to assure they are properly finished to
specification. These parts must be identified, contained and separately
inspected and released.
10 M 0 RED 1
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
REQUIREMENT CATEGORIES
Total Points
Possible for a
World Class
Supplier
M = Major SCORE RED SDE COMMENTS
Sum of
Majors
Sum of Section
NC
SUPPLIER ACTIONS RESP DUE
Q-9 Process Control 60 M 0 FAIL RED SCORE <7
1
Are individual operations specified by detailed work and inspection
instructions that are readily available? (I.e. drawings showing process steps,
standardized format, photos of actual process steps)
10 M 0 RED 1
2
Do the supplier's procedures require approval of processes and equipment
after set-ups, tool changes, prior to actual use? Are there specified criteria for
first piece approval?
10 M 0 RED 1
3
Are workmanship standards defined by written specifications, photographs,
and / or labeled boundary samples that are readily available to the operator? 10 0 RED 1
4 Is inspection data from the process recorded? Are records available? 10 0 RED 1
5
Is SPC used to track variability in the process for controlling process
parameters? Are corrective actions recorded for out of control conditions? 10 0 RED 1
6
Does the supplier have a document that explains in detail the type of
machines and sizes for each operation (s) that will be used for the commodity
being requested? Is it readily available?
10 0 RED 1
Q-10 Nonconforming Material Control 30 M 0 FAIL RED SCORE <7
1
Do the supplier's procedures require isolation, containment, and visual
identification of nonconforming material sufficient to prevent unauthorized
use and/or shipment?
10 M 0 RED 1
2
Are the non-conforming materials isolated and identified per the above
procedure so that they are not used or shipped?
10 M 0 RED 1
3
Does the supplier have a documented procedure for immediate customer
notification in the event that it is suspected that nonconforming material may
have been shipped?
10 0 RED 1
Q-11
Control of Inspection, Measuring,
and Test Equipment (IMTE)
50 M 0 FAIL RED SCORE <7
1
Is special or final test equipment verified after set-up, maintenance, and
changeover?
10 0 RED 1
2
Is the calibration of each piece of IMTE verified at prescribed intervals, against
certified equipment traceable to recognized international or national
standards?
10 M 0 RED 1
3
Are IMTE calibration operations carried out in an appropriately controlled
environment? Are there records to verify this?
10 M 0 RED 1
4
Are appropriate records kept of IMTE calibration that include the type of
equipment, identification, location, frequency of calibration, verification
method, acceptance method, and any necessary corrective action?
10 0 RED 1
5
Does the calibration system include employee-owned equipment used for
product inspection?
10 0 RED 1
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
REQUIREMENT CATEGORIES
Total Points
Possible for a
World Class
Supplier
M = Major SCORE RED SDE COMMENTS
Sum of
Majors
Sum of Section
NC
SUPPLIER ACTIONS RESP DUE
Q-12 Supplier Control 40 M 0 FAIL RED SCORE <7
1
Are suppliers selected and evaluated based on their ability to meet quality
system and quality assurance requirements?
10 M 0 RED 1
2
Are records maintained of supplier performance to quality system, delivery,
and product quality requirements, including appropriate corrective actions? 10 0 RED 1
3
Are on-site assessments of supplier capabilities performed and documented
as appropriate? Note; commercially available or trade name items are exempt. 10 0 RED 1
4
Are special processes such as heat treat, plating, or coating subcontracted?
(separate QVR must be used if sub-contracted) Has the HT survey been
performed and Passed? HT, Plating and coating suppliers must have
ISO14000 or Use Environmental Self Survey and approval by Remy Corp
EH&S.
10 M 0 RED 1
Q-13 Control of Supplied Material 20 M 0 FAIL RED SCORE <7
1
Does the supplier's receiving quality system use at least one of the following
methods to qualify product prior to use:
(1) evaluation of supplier statistical data, (2) receiving inspection and/or
testing, (3) combination of supplier quality system assessments and supplier
quality performance history, (4) third party product evaluation/testing?
10 M 0 RED 1
2
Are material storage areas clean, well organized, and sufficiently maintained
to (1) preserve traceability information, (2) prevent damage, and (3) prevent
contamination with undocumented or uninspected goods?
10 0 RED 1
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
REQUIREMENT CATEGORIES
Total Points
Possible for a
World Class
Supplier
M = Major SCORE RED SDE COMMENTS
Sum of
Majors
Sum of Section
NC
SUPPLIER ACTIONS RESP DUE
Q-1 Quality System Capability 30 M 0 FAIL RED SCORE <7 1 2
Q-2 Internal Audit 50 M 0 FAIL RED SCORE <7 2 3
Q-3
Corrective &
Preventative action system
30 M 0 FAIL RED SCORE <7 1 2
Q-4 APQP 30 M 0 FAIL RED SCORE <7 1 2
Q-5 PPAP 40 M 0 FAIL RED SCORE <7 2 2
Q-6 Document Control System 30 M 0 FAIL 1 2
Q-7 Training Records 40 M 0 FAIL RED SCORE <7 1 3
Q-8 Final Inspection 60 M 0 FAIL RED SCORE <7 2 4
Q-9 Process Control 60 M 0 FAIL RED SCORE <7 2 4
Q-10 Nonconforming Material Control 30 M 0 FAIL RED SCORE <7 2 1
Q-11
Control of Inspection, Measuring,
and Test Equipment (IMTE)
50 M 0 FAIL RED SCORE <7 2 3
Q-12 Supplier Control 40 M 0 FAIL RED SCORE <7 2 2
Q-13 Control of Supplied Material 20 M 0 FAIL RED SCORE <7 1 1
510 M 0 FAIL 0.00% 20 31 Quality Section Total
*Only areas in dull yellow are editable*
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
Note: Score in accordance with AIAG "Quality
System Assessment" manual unless otherwise
noted.
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
Note: Score in accordance with AIAG "Quality
System Assessment" manual unless otherwise
noted.
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
Note: Score in accordance with AIAG "Quality
System Assessment" manual unless otherwise
noted.
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
Note: Score in accordance with AIAG "Quality
System Assessment" manual unless otherwise
noted.
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
Note: Score in accordance with AIAG "Quality
System Assessment" manual unless otherwise
noted.
*Only areas in dull yellow are editable*
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
REQUIREMENT CATEGORIES
Total
Points
Possible
for a World
Class
Supplier
M = Major SCORE RED SDE COMMENTS
SUPPLIER
ACTIONS
RESP DUE
Note: Score in accordance with AIAG "Quality
System Assessment" manual unless otherwise
noted.
D-1
Dock Storage, Material Handling,
and Packaging
100 M 0 FAIL
1
Is there a material handling and storage system in use that adequately preserves part
quality and integrity during the production process (i.e. correct size and weight
containers, adequate for projected lot sizes and pulls, protection against elements
(rust, corrosion, physical damage, contamination, and equipment available to safely
move containers from operation to operation.)?
10 0 RED
2
Does this system capture net and gross weight of individual and packaged
components?
10 0 RED
3
Evaluate the inventory management system and it's ability to optimize inventory turns,
assure stock rotation and minimize inventory levels?
10 0 RED
4
Evaluate the system which assures material that has passed final inspection and is
packaged for shipment, is labeled and identified correctly?
10 M 0 RED
5
Does the supplier control the packing, packaging and marking processes so as to
ensure product conformance to specifications?
10 0 RED
6
Are materials shipped in conformance with the customer requirements adhering to up-
to-date customer specified transportation mode and routings?
10 0 RED
7
Does the supplier have a computerized system for receiving customer planning
information and ship schedules and Advanced Shipping Notifications (ASN'S), unless
waived by the customer?
10 0 RED
8 Is the dock clean and orderly? 10 0 RED
9
Are there adequate storage areas for WIP and finished goods? (i.e. adequate for
projected lot sizes and pulls, protection against elements, equipment necessary for
safe moves of product)
10 0 RED
10
Is there a system in place that allows for UPS, FED X, or DHL orders to be received or
shipped as necessary.
10 M 0 RED
D-2 Material ID and Traceability 30 M 0 FAIL
1
Does identification of purchased materials and their records maintain traceability to
material certifications and test reports?
10 M 0 RED
2
Do records show that lot identity and disposition are maintained throughout the
supplier's manufacturing and delivery process to assure lot integrity and traceability
to materials used and processes performed?
10 M 0 RED
3
Do process records adequately reflect process and inspection status throughout the
system, including storage and in-process holding areas?
10 M 0 RED
Cover Page
Index Page
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
REQUIREMENT CATEGORIES
Total
Points
Possible
for a World
Class
Supplier
M = Major SCORE RED SDE COMMENTS
SUPPLIER
ACTIONS
RESP DUE
Note: Score in accordance with AIAG "Quality
System Assessment" manual unless otherwise
noted.
D-1
Dock Storage, Material Handling,
and Packaging
100 M 0 FAIL
D-2 Material ID and Traceability 30 M 0 FAIL
130 M 0 FAIL 0 Delivery Section Total
*Only areas in dull yellow are editable*
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
*Only areas in dull yellow are editable*
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
REQUIREMENT CATEGORIES
Total
Points
Possible
for a
World
Class
Supplier
M = Major SCORE RED SDE COMMENTS
SUPPLIER
ACTIONS
RESP DUE
Note: Score in accordance with AIAG "Quality
System Assessment" manual unless otherwise
noted.
S-1
Process/ Tool/ Die/ Jig/
Fixture/ Part Design Control
30 0 FAIL
1
Are records available of formal documented design reviews by the
appropriate functions conducted at appropriate stages of design per the
design plan?
10 0 RED
2
Are design changes identified, documented, reviewed and approved by
authorized personnel before implementation?
10 0 RED
3
Does the supplier have documented procedures for controlling customer
documents, i.e., drawings and specifications?
10 0 RED
S-2 Technical Capability 110 M 0 FAIL
1
Does the supplier have relevant experience with the commodity or service
being considered?
10 M 0 RED
2
Do the supplier's current processes and equipment require improvement or
development to manufacture the product or perform the service being
considered?
10 0 RED
3
For Special characteristics, does the supplier perform capability studies on
new and ongoing processes? There must be evidence that on-going
processes are capable.
10 M 0 RED
4
Does the supplier have access to product or tooling development in-house
or with a parent company?
10 0 RED
5
Are all required inspection devices on site to inspect Remy parts to validate
engineering specifications?
10 0 RED
`
6
Are there qualified manufacturing engineering and technical resources
available to support the commodity being considered?
10 M 0 RED
7
Does the supplier have resources available for the support of tool and gage
design and fabrication? (ex. Computer aided design system, tool room,
EDM capabilities, as necessary.)
10 0 RED
8
Is there a method to capture Tooling cost, tool life, and tool description for
each operation. Is it available for review?
10 0 RED
9
Are there specific Quality Assurance Engineering and other technical
resources available necessary to support the commodity being
considered?
10 M 0 RED
10
Is there evidence that a system exists to design, develop, and implement
new production quality plans and systems for the commodity being
considered? (i.e. Gantt or MS Project, preliminary process flow, preliminary
PFMEA, preliminary Control Plan, capability studies, gage R&R, PPAP, and
gaging instructions.)
10 M 0 RED
11
Does the supplier possess the applicable heat treat and/or plating
specifications and necessary inspection equipment?
10 0 RED
S-3 Housekeeping 40 0 FAIL
1
Is the supplier's plant layout clean, efficient, organized, and well lighted
with demonstrated evidence of "good housekeeping" being practices
throughout the manufacturing process?
10 0 RED
2
Lighting should be sufficient to carry out visual work and recording at or
near the activity. IS it?
10 0 RED
3
Operations should be organized to facilitate good material flow and
minimize the potential for handling damage to occur.
10 0 RED
4
Are all Indirect materials clearly identified and placed in areas designated.
10 0 RED
Cover Page
Index Page
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
End REQUIREMENT CATEGORIES
Total
Points
Possible
for a
World
Class
Supplier
M=Major SCORE RED SDE COMMENTS
SUPPLIER
ACTIONS
RESP DUE
Note: Score in accordance with AIAG "Quality
System Assessment" manual unless otherwise
noted.
S-4 Facility Security- All Required 40 M 0 FAIL
1
Are all external and internal doors, windows, gates, and fences protected
with locking devices adequate to prevent unauthorized entry? 10 M 0 RED
2
Is the physical security of international, domestic, high-value, and
dangerous goods cargo assured by being properly marked, and segregated
within the warehouse by use of a safe, caged, or otherwise fenced-in area?
10 M 0 RED
3
Is unauthorized access to the shipping, loading dock and cargo areas
prohibited? Controls must include the positive identification of all
employees, visitors and vendors.
10 M 0 RED
4
Are there measures in place requiring proper storage of empty and full
containers to prevent unauthorized access?
10 M 0 RED
S-5 Information systems 80 M 0 FAIL
1
Does the supplier have the capability to respond to Remy with a Ship To
date based on the initial order over the Internet within 24 hours?
10 M 0 RED
2
When the supplier receives the forecast, is there a system in place to
measure performance against it?
10 M 0 RED
3
Do you have a system that communicates your demand signals to your
suppliers?
10 M 0 RED
4 Does the supplier have a disaster recovery plan? 10 M 0 RED
5
Do you have a network infrastructure/bandwidth system that exists to
support manufacturing and business processes?
10 0 RED
6
Are the following: Smoke Detection and Fire Suppression resident at this
site?
10 0 RED
7
How do you segregate customer specific data and information within your
systems.
10 0 RED
8
Does the supplier use any special security "firewall"/encryption solutions
to securely communicate with your customers any sensitive information?
10 0 RED
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
End REQUIREMENT CATEGORIES
Total
Points
Possible
for a
World
Class
Supplier
M=Major SCORE RED SDE COMMENTS
SUPPLIER
ACTIONS
RESP DUE
Note: Score in accordance with AIAG "Quality
System Assessment" manual unless otherwise
noted.
S-1 Process/ Tool/ Die/ Jig/ Fixture/ Part Design Control 30 0 FAIL
S-2 Technical Capability 110 M 0 FAIL
S-3 Housekeeping 40 0 FAIL
S-4 Facility Security- All Required 40 M 0 FAIL
S-5 Information systems 80 M 0 FAIL
300 M 0 FAIL 0.00% Support Section Total *Only areas in dull yellow are editable*
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
*Only areas in dull yellow are editable*
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
REQUIREMENT CATEGORIES
Total Points
Possible for
a World
Class
Supplier
M = Major SCORE RED SDE COMMENTS
SUPPLIER
ACTIONS
RESP DUE
Note: Score in accordance with AIAG "Quality
System Assessment" manual unless otherwise
noted.
C-1 Lean Manufacturing 50 0 FAIL RED SCORE <7
C.1.1 Is the factory layout designed to support Lean Manufacturing? 10 0 RED
C.1.2
Is the supplier practicing lean concepts for product and process
development?
10 0 RED
C.1.3 Is the supplier working in cells? 10 0 RED
C.1.4 Is the supplier practicing one-piece flow concept? 10 0 RED
C.1.5 Is the work in process on a pull system? 10 0 RED
C-2 Preventive Maintenance Program 40 M 0 FAIL RED SCORE <7
C.2.1
Is there a schedule of planned maintenance on all machinery, tooling, and
equipment in the process?
10 M 0 RED
C.2.2
Are records available for all maintenance activities planned and unplanned?
Root cause and corrective action should be included in unplanned
maintenance records?
10 0 RED
C.2.3 Does the supplier monitor equipment uptime/downtime? 10 0 RED
C.2.4
Is there a clearly defined and documented plan for emergencies, unplanned
shutdowns and power failures? Plan must include responsibilities,
evacuation procedure, re-start and quarantine/inspection of materials
produced before, during and after the emergency/failure.
10 M 0 RED
C-3
Business Management Systems:
Production Capacity, Planning, and Scheduling
150 M 0 FAIL RED SCORE <7
C.3.1
Can the supplier demonstrate that their production planning methodology is
capable of satisfying customer demands- 100% on-time shipments. 10 0 RED
C.3.2
Is there evidence of corrective action taken when delivery schedule
compliance is less than 100% on-time?
10 0 RED
C.3.3
Is the production forecast process automated or is it currently supported by
a manual Forecast process?
10 M 0 RED
C.3.4
Is this someone who reviews the forecast? Is there a process to approve the
response prior to commitment to the customer.
10 M 0 RED
C.3.5
Describe your daily production planning process and review. Is there a
documented system available and is it being followed.
10 M 0 RED
C.3.6
How do you track/ review / measure performance to schedule/ commit. Is
this used as a planning tool?
10 M 0 RED
C.3.7
What process safeguards exist to track product through-put and status? Is
documented system being followed?
10 0 RED
C.3.8
How do you support short term upside requests and what incremental
capacity level is maintained? Is system being followed?
10 0 RED
C.3.9
What long term capacity limitations exist for this site (Raw/Manufacture etc).
Is there an contingency plan for production to be completed in the event of
an emergency?
10 0 RED
C.3.10
Is there a procedure to determine the quantity of equipment, size and
physical plant layouts. to complete weekly production volumes without
serious detriment to overall operations and part quality? Current capacity
utilization is ~40%, based on a __hours, __shift, __ days per work week.
10 M 0 RED
C.3.11
How and when are risks/misses communicated to your customer, mgmt? Is
the system documented and followed?
10 0 RED
C.3.12
Does the supplier have a system in place that determines if the operations
will be completed in house or sub-let? Is it documented?
10 0 RED
C.3.13
Does the supplier have a system (Documentation) in place that captures,
labor rate per hour per operation, manning requirements at each operation,
set up costs at each operation, and other fixed and variable costs associated
with each operation? Is this readily available to review?
10 0 RED
C.3.14
Does the supplier have a system in place that reviews all associated
operations costs; (i.e.raw material, packing, packaging, scrap, and
transportation) that displays that costs and goals are being met? Is this
document available for review?
10 0 RED
C.3.15
Does the supplier have a system that calculates expenses and profits
associated with SG&A (Sales, General & Administration)
10 0 RED
Cover Page
Index Page
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
REQUIREMENT CATEGORIES
Total Points
Possible for
a World
Class
Supplier
M=Major SCORE RED SDE COMMENTS
SUPPLIER
ACTIONS
RESP DUE
Note: Score in accordance with AIAG "Quality
System Assessment" manual unless otherwise
noted.
C-4 Business Management Systems: Materials 70 0 FAIL RED SCORE <7
C.4.1
Does the company have strategic objectives for materials and supply chain
management?
10 0 RED
C.4.2
Is there a method to determine which items are purchased centrally and
which from mfg. Site?
10 0 RED
C.4.3 Is there a procedure and process for an escalation path for part shortages? 10 0 RED
C.4.4
Does the supplier have a system that tracks the number of orders with on-
time delivery (OTD) from their suppliers? What is the result during last 6
months?
10 0 RED
C.4.5
Does the supplier have a system in place that confirms the product and
quantities in their software, coorelates with the product quantities that are
physically on the floor is correct?
10 0 RED
C.4.6 Is there a documented process to perform cycle counts? Is it used? 10 0 RED
C.4.7
Is there a Corrective Action Process in place for inventory non-conformances
10 0 RED
REQUIREMENT CATEGORIES
Total Points
Possible for
a World
Class
Supplier
M=Major RED SDE COMMENTS
SUPPLIER
ACTIONS
RESP DUE
Note: Score in accordance with AIAG "Quality
System Assessment" manual unless otherwise
noted.
C-1 Lean Manufacturing 50 0 FAIL
C-2 Preventive Maintenance Program 40 M 0 FAIL RED SCORE <7
C-3
Business Management Systems:
Production Capacity, Planning, and Scheduling 150 M 0 FAIL RED SCORE <7
C-4 Business Management Systems: Materials 70 0 FAIL
310 M 0 FAIL 0.00% Cost Section Total
*Only areas in dull yellow are editable*
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
*Only areas in dull yellow are editable*
Supplier Evaluation Audit - Rel. 5.0 Release date: 19-July-2010
REMY INTERNATIONAL, INC. Supplier QVR Source Evaluation Audit
Part Print Review Part Number
The proposed parts that the supplier will produce must be reviewed with representatives present from the following functional areas.
SuppliersManufacturingRepresentative
SuppliersQualityEngineering
1 Is there consensus that ALL dimensions and features are manufacturable?
Note Exceptions:
Yes
2 Is there consensus that all dimensions are properly tolerance?
Note Exceptions:
Yes
3 Is the part designed optimally for the process and material?
Note Exceptions:
Yes
4 Is the part dimensioned properly to allow for proper gaging (correct datums and basic dimensions)?
Note Changes Required:
Yes
5 Is gaging available to measure all features shown on the print?
Note Exceptions:
Yes
6 Is there a clear understanding that all KPC items will require a CPK of 1.67 or greater?
Note Exceptions:
Yes
7 Is GR&R known for gages that will be used for KPCs? (must be less than or equal to 10%)
Note Exceptions and GR&R value:
Yes
8 Does the supplier have access to the applied specifications (Paint, Materials, Plating, Heat Treatment Etc)
What do they need?:
Yes
9 Have the DFMEA items for this part been reviewed with the supplier?
List Items:
Yes
10 Does the Supplier have a preliminary process flow established? Is it acceptable to Remy?
Note Exceptions:
Yes
Remy Production Engineering
Remy Supplier Quality
SuppliersRawMaterialandSub-Suppliers
Cover Page Index Page
Instructions for completing the Cover Sheet
1 Facility Name: Name of the facility being assessed.
One form shall be used for each facility. The facility may have several buildings or physical
locations in the same general area. If there is a separate management team (Quality Manager and
Metallurgist) or different management system, then these locations shall be considered as
separate facilities.
2 Address: The street address of the facility being assessed; P.O. Box numbers may be given as
additional information.
3 Phone Number: The phone number of the facility.
If there is no common phone number for the facility, the phone number of the Operations
Manager or Quality Manager shall be used.
4 Fax number: The fax number of the facility.
5 Number of Heat Treat Employees at this Facility: The number of employees, salaried and hourly,
associated with the Heat Treat operation at this facility.
6 Captive Heat Treater (Y/N): Enter "Y" if this facility heat treats components for their own company. Enter
"N" if the company does not Heat Treat any components for their own company.
7 Commercial Heat treater (Y/N): Enter "Y" if this facility Heat Treats components for companies other than
their own company. Enter "N" if this facility does not Heat Treats any components for other companies.
8 Date of Assessment: Enter the date(s) of the assessment. An alphanumeric format shall be used
to avoid confusion with different numeric formats.
Example: May 3 -- 4, 2006.
9 Date of Previous Assessment: List the date of the previous CQI-9 Special Process: Heat Treat
System Assessment of this facility.
10 Type(s) of Thermal Processings at this Facility: Place a checkmark to designate the thermal process(es)
performed at this facility. This information determines the appropriate Process Table that shall be
used during the assessment. Processes not listed on the cover sheet are not part of the Heat Treat
System Assessment.
11 Current Quality Certification(s): the heat treater shall list their current quality certifications, e.g.,
ISO/TS 16949, ISO 9001-2000. Certifications may be from 3rd party sources or customer
quality certifications. If customer quality certification is given, then the year of the last
assessment by the customer shall also be given.
12 Date of Re-assessment (if necessary): If "Not Satisfactory" findings were observed from the
original assessment, then the heat treater shall address each item and determine correct action,
including root cause analysis and implementation of the corresponding corrective action(s).
The date of the re-assignment shall be given here, and the appropriate Question(s) from Sections
1 - 4, in the original assessment, shall be modified to reflect that the evidence, relating to the
implementation of the corrective action(s), has been observed. Also, the "Number of Not
Satisfactory Findings" shall be modified as appropriate.
13 Personnel Contacted: List the name(s), title(s), phone number(s), and email address(es), if
available, of the principal participants from the plater's organization.
14 Auditors/Assessors: List the name(s), Company(ies), phone number(s) and email address(es), if
available, of the auditor/assessor(s).
15 Number of "Not Satisfactory" Findings: Enter the number of "Not Satisfactory" findings
observed during the assessment.
16 Number of "Needs Immediate Action" Findings: Enter the number of "Needs Immediate
Action" findings observed during the assessment.
17 Number of "Fail" Findings in the Job Audit(s): Enter the number of "Fail" findings observed
from the job audit.
CQI-9 HEAT TREAT SYSTEM ASSESSMENT
Cover Page Index Page
Facility Name:
Phone Number:
Fax Number: Process Table A - Ferrous
Carburizing
Carbonitriding
Carbon Correction
Captive Heat Treater (Y/N): Neutral Hardening
Quench & Temper
Commercial Heat Treater (Y/N): Austempering / Martempering
Tempering
Date of Assessment:
Date of Previous Assessment:
Process Table B - Ferrous
Nitriding (Gas)
Ferritic-Nitrocarburizing (Gas or
Salt)
Process Table C - Aluminum
Aluminum Heat Treatment
Process Table D - Ferrous
Induction Heat Treating
Process Table E
Annealing
Normalizing
Stress-Relieving
Name: Title: Phone:
0 0
0 0
0 0
0 0
Name: Company: Phone:
0
0
0
Number of "Needs Immediate Action" Findings:
Number of "Fail" Findings in the Job Audit(s):
Special Process: Heat Treat System Assessment
Address:
Number of Heat Treat Employees at this Facility:
Type(s) of Thermal Processing at this Facility:
Precipitation Hardening / Aging
Personnel Contacted:
Email:
Current Quality Certification(s):
Date of Re-assessment (if necessary):
Auditors/Assessors:
Number of "Not Satisfactory" Findings:
Email:
Cover Page Index Page
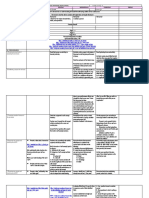
Question
Number
Question Requirements and Guidance Objective Evidence N/A Satisfactory
Not
Satisfactory
Needs Immediate
Action
Section 1 - Management Responsibility & Quality Planning
1.1
Is there a dedicated and
qualified heat treat person on-
site?
To ensure readily available expertise, there shall
be a dedicated and qualified heat treat person on
site. This individual shall be a full-time employee
and the position shall be reflected in the
organization chart. A job description shall exist
identifying the qualifications for the position
including metallurgical and heat treat knowledge.
The qualifications shall include a minimum of 5
years experience in heat treat operations or a
combination of a minimum of 5 years of formal
metallurgical education and heat treat experience.
1.2
Does the heat treater perform
advanced quality planning?
The organization shall incorporate a documented
advance quality planning procedure. A feasibility
study shall be performed and internally approved
for each part. Similar parts can be grouped into
part families for this effort as defined by the
organization. After the part approval process is
approved by the customer, no process changes
are allowed unless approved by the customer.
The heat treater shall contact the customer when
clarification of process changes is required. This
clarification of process changes shall be
documented.
1.3
Are heat treat FMEA's up to
date and reflecting current
processing?
The organization shall incorporate the use of a
documented Failure Mode and Effects Analysis
(FMEA) procedure and ensure the FMEA's are
updated to reflect current part quality status.
The FMEA shall be written for each part or part
family or they may be process-specific and written
for each process. In any case, they shall address
all process steps from part receipt to part
shipment and all key heat treat process
parameters as defined by the organization. A
cross-functional team shall be used in the
development of the FMEA. All special
characteristics, as defined by the organization and
its customers, shall be identified, defined, and
addressed in the FMEA.
1.4
Are heat treat process control
plans up to date and reflecting
current processing?
The organization shall incorporate the use of a
documented Control Plan procedure and ensure
the Control Plans are updated to reflect current
controls.
The Control Plans shall be written for each part or
part family or they may be process-specific and
written for each process. In any case, they shall
address all process steps from part receipt to part
shipment and identify all equipment used and all
key heat treat process parameters as defined by
the organization.
A cross-functional team, including a production
operator, shall be used in the development of
Control Plans, which shall be consistent with all
associated documentation such as work
instructions, shop travelers, and FMEA's. All
special characteristics, as defined by the
organization and its customers, shall be identified,
defined, and addressed in the Control Plans.
Sample sizes and frequencies for evaluation of
process and product characteristics shall also be
addressed consistent with the minimum
requirements listed in the Process Tables,
Sections 3.0 and 4.0.
Special Process: Heat Treat System Assessment
Assessment
Index Page Cover Page
Special Process: Heat Treat System Assessment
Index Page Cover Page
1.5
Are all heat treat related and
referenced specifications
current and available? For
example: SAE, AIAG, ASTM,
General Motors, Ford, and
DaimlerChrysler.
To ensure all customer requirements are both
understood and satisfied, the organization shall
have all related heat treat and customer
referenced standards and specifications available
for use and a method to ensure that they are
current. Such standards and specifications
include, but are not limited to, those relevant
documents published by SAE, AIAG, ASTM,
General Motors, Ford, and DaimlerChrysler. The
organization shall have a process to ensure the
timely review, distribution, and implementation of
all customer and industry engineering standards /
specifications and changes based on customer-
required schedule. Timely review should be as
soon as possible and shall not exceed two
working weeks. The organization shall document
this process of review and implementation, and it
shall address how customer and industry
documents are obtained, how they are maintained
within the organization, how the current status is
established, and how the relevant information is
cascaded to the shop floor within the two-week
period. The organization shall identify who is
responsible for performing these
tasks.
1.6
Is there a written process
specification for all active
processes?
The heat treater shall have written process
specifications for all active processes and identify
all steps of the process including relevant
operating parameters. Examples of operating
parameters include process temperatures, cycle
times, load rates, atmosphere or gas flow settings,
belt speeds, quench agitation speeds, etc. Such
parameters shall not only be defined, they shall
have operating tolerances as defined by the
organization in order to maintain process control.
All active processes should have a written
process specification.
These process specifications may take the form of
work instructions, job card, computer-based
recipes, or other similar documents.
1.7
Has a valid product capability
study been performed initially
and after process equipment
has been relocated, or had a
major rebuild?
To demonstrate each process is capable of
yielding acceptable product the organization shall
perform product capability studies for the initial
validation of each process, after relocation of any
process equipment, & after a major rebuild of any
equipment. The organization shall define what
constitutes a major rebuild. Initial product
capability studies shall be conducted for all heat
treat processes per furnace line defined in scope
of work & in accordance with customer
requirements. A furnace line may include a
combination of equipment that is integrated in the
performance of a heat treatment process, e.g.,
hardening, quenching, and tempering. Capability
study techniques shall be appropriate for the heat
treat product characteristics, e.g., tensile strength,
case depth, hardness. Any specific customer
requirements shall be met, in the absence of
customer requirements, the organization shall
establish acceptable ranges for measures of
capability. An action plan shall exist to address the
steps to followed in case capability indices fall
outside customer requirements or
established ranges.
1.8
Does the heat treater collect
and analyze data over time,
and react to this data?
The analysis of products and processes over time
can yield vital information for defect prevention
efforts. The organization shall have a system to
collect, analyze, and react to product or process
data over time.
Methods of analysis shall include ongoing trend or
historical data analysis of product or process
parameters. The organization shall determine
which parameters to include in such analysis.
Special Process: Heat Treat System Assessment
Index Page Cover Page
1.9
Is management reviewing the
heat treat monitoring system
every 24 hours?
Management shall review the furnace monitoring
systems at intervals not to exceed 24 hours. The
heat treat monitoring system includes but is not
limited to temperature strip charts, atmosphere
strip charts, computer data logs, furnace and
operator logs, etc.
The management review shall include efforts to
detect out-of-control conditions or alarm
conditions. The process of reviewing the furnace
data shall be documented and this requirement
also applies to computerized data.
1.10
Are internal assessments
being completed on an annual
basis, at a minimum, using
AIAG HTSA?
The organization shall conduct internal
assessments on an annual basis, at a minimum,
using the AIAG HTSA.
1.11
Is there a system in place to
authorize reprocessing and is
it documented?
The quality management system shall include a
documented process for reprocessing that shall
include authorization from a designated individual.
The reprocessing procedure shall describe
product characteristics for which reprocessing is
allowed as well as those characteristics for which
reprocessing is not permissible.
Any reprocessing activity shall require a new
processing control sheet issued by qualified
technical personnel denoting the necessary heat
treat modifications. Records shall clearly indicate
when and how any material has been
reprocessed. The Quality Manager or a designee
shall authorize the release of reprocessed
product.
1.12
Does the Quality Department
review, address, and
document customer and
internal concerns?
The quality management system shall include a
process for documenting, reviewing, and
addressing customer concerns and any other
concerns internal to the organization. A disciplined
problem-solving approach shall be used.
1.13
Is there a continual
improvement plan applicable
to each process defined in the
scope of the assessment?
The heat treater shall define a process for
continual improvement for each heat treat process
identified in the scope of the HTSA. The process
shall be designed to bring about continual
improvement in quality and productivity. Identified
actions shall be prioritized and shall include timing
(estimated completion dates). The organization
shall show evidence of program effectiveness.
1.14
Does the Quality Manager or
designee authorize the
disposition of material from
quarantine status?
The Quality Manager is responsible for authorizing
and documenting appropriate personnel to
disposition quarantine material.
1.15
Are there procedures or work
instructions available to the
heat treat personnel that
define the heat treating
process?
There shall be procedures or work instructions
available to heat treat personnel covering the heat
treating process. These procedures or work
instructions shall include methods of addressing
potential emergencies (such as power failure),
equipment start-up, equipment shut-down, product
segregation (See 2.8), product inspection, and
general operating procedures. These procedures
or work instructions shall be accessible to shop
floor personnel.
1.16
Is management providing
employee training for heat
treating?
The organization shall provide employee training
for all heat treating operations. All employees,
including backup and temporary employees, shall
be trained. Documented evidence shall be
maintained showing the employees trained and
the evidence shall include an assessment of the
effectiveness of the training. Management shall
define the qualification requirements for each
function, and ongoing or follow-up training shall
also be addressed.
1.17
Is there a responsibility matrix
to ensure that all key
management and supervisory
functions are performed by
qualified personnel?
The organization shall maintain a responsibility
matrix identifying all key management and
supervisory functions and the qualified personnel
who may perform such functions. It shall identify
both primary and secondary (backup) personnel
for the key functions (as defined by the
organization). This matrix shall be readily available
to management at all times.
Special Process: Heat Treat System Assessment
Index Page Cover Page
1.18
Is there a preventive
maintenance program? Is
maintenance data being
utilized to form a predictive
maintenance program?
The organization shall have a documented
preventive maintenance program for key process
equipment (as identified by the organization). The
program shall be a closed-loop process that
tracks maintenance efforts from request to
completion to assessment of effectiveness.
Equipment operators shall have the opportunity to
report problems, and problems shall also be
handled in a closed-loop manner.
Company data, e.g., downtime, quality rejects, first-
time-through capability, recurring maintenance
work orders, and operator-reported problems,
shall be used to improve the preventive
maintenance program. Furnaces and generators
shall be scheduled for burn-out at frequencies
determined by the organization (see Section 1 of
the Process Tables).
Maintenance data shall be collected and analyzed
as part of a predictive maintenance program.
1.19
Has the Heat Treater
developed a critical spare part
list and are the parts available
to minimize production
disruptions?
The heat treater shall develop and maintain a
critical spare parts list and shall ensure the
availability of such parts to minimize production
disruptions.
2.1
Does the facility ensure that
the data entered in the
receiving system matches the
information on the customer's
shipping documents?
It is critical that all customer requirements and lot
identification be adequately transferred to internal
heat treat documents. The facility shall ensure
that the data entered in the receiving system
match the information on the customer's shipping
documents. Documented processes and
evidence of compliance shall exist, e.g., shop
travelers, work orders, etc. Sometimes the
material received does not precisely correspond
to customer shipping documents. The facility shall
have a detailed process in place to resolve
receiving discrepancies.
The requirements stated above also apply to
captive heat treat departments. This process
refers to receiving and shipping the parts in and
out of the heat treat department.
2.2
Is product clearly identified
and staged throughout the
heat treat process?
Procedures for part and container identification
help to avoid incorrect processing or mixing of
lots. Appropriate location and staging within the
facility also help to ensure that orders are not
shipped until all required operations are
performed. Customer product shall be clearly
identified and staged throughout the heat treat
process. Non-heat treated, in-process, and
finished product shall be properly segregated and
identified. All material shall be staged in a
dedicated and clearly defined area.
2.3
Is lot traceability and integrity
maintained throughout all
processes?
Out-going lot(s) shall be traceable to the incoming
lot(s).
The discipline of precisely identifying lots and
linking all pertinent information to them enhances
the ability to do root cause analysis and continual
improvement.
2.4
Are procedures adequate to
prevent movement of non-
conforming product into the
production system?
The control of suspect or non-conforming product
is necessary to prevent inadvertent shipment or
contamination of other lots. Procedures shall be
adequate to prevent movement of non-conforming
product into the production system. Procedures
shall exist addressing proper disposition, product
identification, and tracking of material flow in and
out of the hold area. A non-conforming hold area
shall be clearly designated to maintain
segregation of such material.
Section 2 - Floor and Material Handling Responsibility
Special Process: Heat Treat System Assessment
Index Page Cover Page
2.5
Is there a system to identify
trap points in the entire heat
treat process to reduce risk of
mixed parts (inappropriate,
non-heat treated, or
improperly heat treated
parts)?
Heat-treating furnaces and other processing
equipment contain areas that have a risk of
trapping or holding parts. Such trapping of parts
can lead to damage, improperly processed parts
or lot mixing/contamination. A system shall exist
to identify trap points in the entire heat treat
process to reduce risk of mixed parts
(inappropriate, non-heat treated, or improperly
heat treated parts). The heat treater shall have
documented procedures to identify and monitor
trap points for each process/equipment.
Monitoring of potential trap points shall occur for
every part changeover.
2.6
Are containers free of
inappropriate material?
Containers handling customer product shall be
free of inappropriate material. After emptying and
before re-using containers, containers shall be
inspected to ensure that all parts and
inappropriate material have been removed. The
source of inappropriate material shall be identified
and addressed. This is to ensure that no
nonconforming heat treated parts or inappropriate
material contaminate the finished lot.
2.7
Is furnace loading specified,
documented and controlled?
Furnace loading parameters shall be specified,
documented, and controlled. Examples include
feed rate, belt speed, number of parts per fixture,
and load weight. Refer to Process Tables,
Section 3.0, for frequency of checks.
2.8
Are operators trained in
material handling,
containment action and
product segregation in the
event of an equipment
emergency including power
failure?
Unplanned or emergency downtime greatly raises
the risk of improper processing. Operators shall
be trained in material handling, containment
action, and product segregation in the event of an
equipment emergency including power failure.
Training shall be documented. Work instructions
specifically addressing potential types of
equipment emergencies and failures shall be
accessible to and understood by equipment
operators. These instructions shall address
containment actions related to all elements of the
heat-treating process, e.g., loading, austentizing,
quenching, tempering.
2.9
Is the handling, storage and
packaging adequate to
preserve product quality?
Handling, storage, and packaging shall be
adequate to preserve product quality. The heat
treaters furnace loading system, in-process
handling, and shipping process shall be assessed
for risk of part damage or other quality concerns.
Some equipment includes conveyors and other
moving components that may not be able to
handle all part configurations. Other practices
such as stacking of overloaded containers can
also increase the risk of part damage.
2.10
Are plant cleanliness,
housekeeping, environmental
and working conditions
conducive to control and
improved quality?
Plant cleanliness, housekeeping, environmental,
and working conditions shall be conducive to
controlling and improving quality. The heat treater
should evaluate such conditions and their effect
on quality. A housekeeping policy shall be clearly
defined and executed. The facility shall be
reviewed for conditions that are detrimental to
quality processing such as loose parts on floor, oil
around quench tanks, inadequate plant lighting,
smoke, etc.
Special Process: Heat Treat System Assessment
Index Page Cover Page
2.11
Are parts free from
contaminants that would be
detrimental to the heat
treatment of the product?
Many heat-treated parts are subjected to surface
finish or appearance operations such as plating or
coating after heat treatment. Parts shall be free
from contaminants that are detrimental to
subsequent processes or the product. Pre-wash
(if applicable) and post-wash parameters shall be
monitored and documented. Oils and other
contaminants or residues can be difficult to
remove once subjected to the heat treatment
process. Review the chemical suppliers
recommendation for cleaning the system. Parts
shall be free of rust, burrs, chips, detrimental
amounts of drawing compound, cutting fluids, rust
preventing oils, lubricants, etc., prior to heat treat.
Note: Refer to the appropriate heat treater's
requirements and specifications to determine
acceptability. Refer to Process Table, Section
5.0, for frequency of checking washer solutions.
2.12
Is the quenching system
monitored, documented, and
controlled?
The quenching system shall be monitored,
documented, and controlled. The temperature,
agitation, level, concentration (if applicable), time
in the quenchant, and additions shall be controlled
to the heat treater's specifications. Refer to
Process Tables, Sections 3.0 and 5.0, for
frequency of checks. Computer-monitoring
equipment, with alarms and alarm logs, satisfy the
verification requirement. Quench delay tolerance
and alarm is required for furnaces with integral
quench tanks. Temper delay time shall be
specified by the heat treater for parts that are
quenched and tempered, e.g., carburizing,
carbonitriding, neutral hardening, solution treating
and aging.
2.13
Is soluble oil or other rust
preventive monitored and
controlled if applicable?
Parts are often dipped in or sprayed with rust
preventive solutions immediately after the heat
treating process. Soluble oil solutions or other
rust preventive solutions shall be monitored and
controlled, if applicable. The heat treater shall
have and maintain documented tolerances for the
solutions. Refer to Process Tables, Section 5.0,
for frequency of checks.
2.14
Are process control
parameters monitored per
frequencies specified in
Process Tables?
Process control parameters shall be monitored
per frequencies specified in Process Tables.
Refer to Process Tables, Section 3.0. Computer
monitoring equipment with alarms and alarm logs
satisfy the verification requirement. A designated
floor person shall verify the process parameters,
e.g., by initialing a strip chart or data log.
Management review is required per Question 1.9.
2.15
Are In-Process / Final Test
Frequencies performed as
specified in Process Tables?
In-Process / Final Test Frequencies shall be
performed as specified in Process Tables. Refer
to Process Tables, Section 4.0.
2.16
Is product test equipment
verified?
Product test equipment shall be verified. Test
equipment shall be verified/calibrated per
applicable customer-specific standard or per an
applicable consensus standard such as those
published by ASTM, DIN, EN, ISO, JIS, NIST,
SAE etc. Verification/calibration results shall be
internally reviewed, approved, and documented.
Refer to Process Tables, Section 1.0, for
frequency of checks.
3.1
Do furnaces, generators, and
quench systems have proper
process control equipment?
The heat-treat furnaces, generators, and quench
systems shall have proper process controls and
related equipment. Examples include temperature,
carbon potential/dew point, gas flows, quench
monitoring system including agitation, temperature
control and quenching oil analysis, etc. as listed in
the applicable Process Tables, Section 1.0.
3.2
Are process equipment
calibrations and/or verification
certified, posted, and current?
The calibration and certification of the process
equipment shall be checked at regular specified
intervals. Refer to the applicable Process Tables,
Sections 1.0 and 2.0, for equipment calibration or
certification time tables.
3.3
Are thermocouples &
protection tubes checked or
replaced per Process Tables?
The thermocouples and protection tubes shall be
checked or replaced in compliance to a preventive
maintenance schedule. Refer to the applicable
Process Tables, Section 2.0.
Section 3 - Equipment
Special Process: Heat Treat System Assessment
Index Page Cover Page
3.4
Are temperature uniformity
surveys performed per
requirements in Process
Tables?
Temperature uniformity surveys shall be
conducted per the requirements in the applicable
Process Tables, Section 2.0. The frequency
reductions allowed in AMS 2750D are not allowed
under this document. Certain furnace designs,
e.g., rotary retorts preclude direct temperature
profiles. Alternate test methods per AMS 2750D
3.5.15 are acceptable for furnaces where
temperature uniformity studies are not possible.
3.5
Is the variation of the furnace
controlled thermocouple from
set point within the
requirements in the Process
Table?
The variation between the furnace-control
thermocouple and the set point temperature shall
be within the limits defined in the applicable
Process Tables, Section 2.0. This does not apply
to the first zone of a multi-zone continuous
furnace.
3.6
Are the process & equipment
alarm checks being tested
quarterly or after any repair or
rebuild?
The heat treater shall have a list of heat treat
process and equipment alarms. These alarms
shall be independently tested quarterly at a
minimum, and after any repair or rebuild. These
checks shall be documented.
The atmosphere control system shall maintain the
atmosphere dew point/carbon potential set point
within the parameters specified in the control plan
or internal procedures. The heat treater shall have
a back-up method of checking the carbon
potential/dew point. Examples are dew point,
electrical wire resistance, gas analysis, shim
stock, carbon bar, etc. The automatic and
continuous atmosphere control system shall
consist of sensors such as oxygen probes or on-
line Infrared (IR) gas analysis. See Process Table
A, Sect. 3.0 for verification frequencies.
3.8
When the back-up verification
check of the atmosphere does
not agree or correlate within
pre-established limits with the
primary control method
(carbon potential/dew point
reading), is correlation of the
carbon-bearing atmosphere to
the primary control method re-
established?
This issue is specific to Process Table 1,
carburizing, carbonitriding, and neutral hardening.
When the back-up verification check of the
atmosphere does not agree or correlate within pre-
established limits with the primary control method
(carbon potential/dew point reading), the heat
treater shall resolve the out-of-limit discrepancy.
The back-up atmosphere monitoring system
reading and the automatically controlled
atmosphere dew point/carbon potential reading
shall be maintained within the correlation limits
specified in the control plan or internal
procedures. These range tolerances vary with the
specific heat treat process and the equipment
used.
The heat treater shall make appropriate technical
adjustments and corrections and then re-
establish/demonstrate the correlation of the actual
atmosphere carbon potential/dew point reading to
the primary control and back-up atmosphere
reading. The range tolerances for correlation
between the two readings shall be in the control
plan or internal procedures. The back-up carbon
potential/dew point reading shall be established
using one or more of the following methods:
Carbon bar or slug
Shim stock
3-gas analyzer
Dew point
Hot wire resistance
3.7
Are generators and furnace
atmospheres continuously
monitored, automatically
controlled, and documented?
Generator and furnace atmosphere carbon
potential/dew point shall be continuously
monitored, automatically controlled, and
documented. This requirement is specific to
Process Table 1, Sections 1.0 and 3.0, for
carburizing, carbonitriding, and neutral hardening.
Continuous monitoring and automatic control of
the carbon potential/dew point is required for all
generators and atmosphere furnaces except
rotary retort and shaker furnaces that preclude in
situ control and monitoring. For rotary retort and
shaker furnaces, the method described in AMS
2750D 3.5.15..2 "Property Surveys" shall be used
to ensure adequate control of the furnace
atmosphere. If generators are not used, the flow
rates of the supplied atmosphere gases shall be
monitored and controlled. The assessor shall
verify the effectiveness of the atmosphere control
system per customer requirements, the heat
treaters control plan, and internal procedures.
Special Process: Heat Treat System Assessment
Index Page Cover Page
3.9
Are all ammonia lines
equipped with quick
disconnects or a three valve
fail safe vent system?
All ammonia lines to furnaces shall be equipped
with quick disconnects or a three-valve fail-safe
vent system. Normal valves may allow ammonia
to leak through even when they are closed. This
can be undesirable and detrimental in heat treat
processes not specifying/requiring ammonia.
A quick disconnect shall be present in any
ammonia line going to a furnace. This line shall
be disconnected after carbonitriding (or any other
process using ammonia) before another heat
treating operation not specifying/using ammonia
begins.
An alternative three-valve ammonia "fail-safe"
vent system is permitted. See the definition
Three Valve Fail-Safe Vent and diagram in the
glossary.
Documentation shall show when ammonia lines
are disconnected for non-ammonia bearing
atmosphere processes.
3.10
For fasteners and small metal
parts, is a minimum of 3 hours
allocated for an oxidizing burn-
out prior to processing
product not requiring
ammonia?
This is applicable to fasteners and small metal
parts. The heat treater shall perform a minimum 3
hours oxidizing burn-out prior to processing
product not requiring ammonia as an addition.
Ammonia pick-up can be undesirable in parts and
heat treat processes not specifying/requiring
ammonia as an addition. Log book, data logger,
or other records shall document the actual
oxidizing burn-out time and that sufficient time has
been allocated to remove ammonia from the
furnace prior to processing parts in heat treat
processes not specifying ammonia.
3.11
Do all atmosphere furnaces
and generators have flow
scopes or flow meters for all
gases?
All atmosphere furnaces and generators (output
trim/adjustment gas) shall have flow scopes or
flow meters for all gases. Flow scopes and
meters shall be periodically serviced per the heat
treater's preventive maintenance program.
Cleaning and proper re-assembly procedures
shall be documented.
3.12
For threaded fasteners, are
all continuous belt furnaces
equipped with sight glass
inspection ports and infrared
pyrometers at discharge end
of the hardening furnace?
Infrared temperature pyrometers are required at
the exit end of continuous belt furnaces running
threaded fasteners to monitor for under
temperature parts. The temperature alarm shall
be within 28C (50F) of the furnace set point
temperature. Results shall be strip charted or
continuously data logged. Infrared (IR) units shall
be calibrated annually at a minimum and certified.
All sight glasses shall be cleaned per the
preventive maintenance schedule.
3.13
Is salt chemistry in the
austenitizing salt bath
monitored?
Applicable to ferritic-nitrocarburizing,
austempering, and neutral hardening in salt.
The heat treater shall check the salt chemistry in
the austentizing salt bath, or part decarburization,
daily. Refer to the applicable Process Tables,
Section 3.0, for frequency of checks.
3.14
Is the quenching medium
analyzed?
The heat treater shall periodically have the
quenching medium analyzed for specific
quenching characteristics, e.g., cooling curve,
water content, salt concentration, as specified in
the applicable Process Tables, Section 5.0.
The quench media characteristic tolerances shall
be specified by the quench medium supplier or the
heat treater.
Analysis shall be reviewed for conformance by
the heat treater. This review shall be
documented.
3.15
Is the positioning of each part
being controlled?
A method to detect proper part position, such as
the use of proximity switches, optical sensors,
mechanical probes, etc., is required for each part.
3.16
Does the heat treater control
the energy or power for each
part?
The heat treater shall control the energy or power
for each part.
A signature monitor for each machine is
preferred. A signature monitor gives the energy
unit (voltage, kilowatt, etc.) vs. time or distance
(for scanning systems).
An energy monitor or equivalent is acceptable if
approved by the authorized customer
representative.
FOR INDUCTION HEAT TREATING
Special Process: Heat Treat System Assessment
Index Page Cover Page
3.17
Does the supplier have a coil
management system? Coil
refers to the heating coil and
the quench plenum.
The heat treater shall have a coil management
system. Coil refers to the heating coil and the
quench plenum.
Spare coils for each part shall be available on-
site.
Coils shall conform to the approved original
design.
Engineering change approval from the customer
is required whenever the coil design is changed.
3.18 Is quench system automatic?
The quench system shall be an automatic
operation. No manual quenching is allowed unless
specifically approved by the authorized customer
representative. Quenching shall be automatically
initiated and controlled.
3.19
Does each lot of parts have
first piece set-up?
The heat treater shall perform first piece set-up for
each lot of parts
Section 4 - Job Audit
Job Identity:
Customer:
Shop Order Number:
Part Number:
Part Description:
Material:
Heat Treat Requirements:
Question # Job Audit Question
Related
HTSA Question #
Customer or Internal
Requirement
Job (Shop) Order or
Reference Documentation
Requirement
Actual Condition
(Objective Evidence)
Pass / Fail
/ N/A
4.1 Are contract review, advance
quality planning, FMEA, control
plans, etc., performed by qualified
individuals?
1.2
1.3
1.4
1.17
N/A
4.2
Does the heat treat facility have the
customer specifications for the
part?
1.5 N/A
4.3
Is a shop traveler created to meet
customer requirements?
1.6
2.1
4.4 Is material identification (part
numbers, lot numbers, heat
numbers, contract numbers, etc.)
maintained throughout the heat
treat process?
2.2
2.3
2.4
4.5 Is there documented evidence of
Receiving Inspection?
2.1
4.6
Are the Loading / Racking
requirements identified?
1.6
2.7
2.9
4.7 Is the proper recipe or process
specification (cycle times,
temperature, atmosphere, etc.)
used? Refer to Process Tables,
Section 3.0, for specific parameters.
List parameters that were verified in
this audit in the spaces provided
below.
1.5
1.6
2.1
2.14
2.15
4.8 What are the product inspection
requirements?
2.15
4.8.1 Requirement: (1)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.8.2 Requirement: (2)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.8.3 Requirement: (3)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.8.4 Requirement: (4)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.9 Were appropriate process steps
signed off?
1.4
2.2
2.3
2.14
4.10 Were all inspection steps, as
documented in the control plan
performed?
1.2
1.4
4.11
Were steps/operations performed
that were not documented in the
control plan?
1.2
1.4
1.6
Operator or Inspector Responsibilities
Cover Page Index Page
Section 4 - Job Audit
Job Identity:
Customer:
Shop Order Number:
Part Number:
Part Description:
Material:
Heat Treat Requirements:
Question # Job Audit Question
Related
HTSA Question #
Customer or Internal
Requirement
Job (Shop) Order or
Reference Documentation
Requirement
Actual Condition
(Objective Evidence)
Pass / Fail
/ N/A
Cover Page Index Page
4.12 If additional steps were performed,
were they authorized?
1.2
1.4
1.6
1.11
1.17
4.13
Does the governing specification
allow reprocessing or rework?
1.11
4.14
If the order was certified, did the
certification accurately reflect the
process performed?
2.14
2.15
4.15
Was the certification signed by an
authorized individual?
1.17
4.16 Are the parts and containers free of
inappropriate objects or
contamination?
2.6
2.11
Packaging Requirements
4.17 Are packaging requirements
identified?
2.9
4.18
Are parts packaged to minimize
mixed parts (for example, parts
packed over height of container)?
2.9
Shipping Requirements
4.19 Were the parts properly identified? 2.3
2.9
4.20
Were the containers properly
labeled?
2.3
2.9
Assessor(s) shall have the following specific experience to conduct the HEAT TREAT SYSTEM ASSESSMENT:
1 Be an experienced quality management system (QMS) internal auditor (for example,
ISO/TS 16949-2002, ISO 9001:2000).
2 Assessor shall possess heat treating knowledge. Evidence shall include a minimum of 5
years experience in heat treating or a combination of formal metallurgical education and
heat treating experience totaling a minimum of 5 years.
3 Assessor shall possess knowledge of and be familiar with the application of automotive
quality core tools including statistical process control, measurement systems analysis,
part approval, failure mode and effects analysis, and advanced quality planning.
Note: If more than one assessor is required to meet the above qualifications, the lead assessor
shall be the person meeting the requirements in item # 1 above.
Index Page Cover Page
Item # Related HTSA
Question #
Category/Process Steps Batch
Furnace
Continuous
Furnace *
Generators
1.0 PROCESS AND TEST EQUIPMENT REQUIREMENTS
A1.1 3.1
3.7
All furnaces, generators and quench systems shall have
temperature indicating instruments.
Yes Yes Yes
A1.2 3.1
3.7
Continuous strip charts and/or data loggers are required for
temperature and carbon monitoring unit, e.g., dew point,
oxygen probe, IR gas analyzer, etc.
Yes Yes Yes
A1.3 1.18 A program for furnace and generator burnout is required
(applies to carbon bearing atmospheres).
Yes Yes Yes
A1.4 3.2 Furnace weigh scales shall be verified quarterly and
calibrated annually at a minimum.
Yes Yes -----
A1.5 3.2 Dew pointers, 3-gas analyzers, spectrometers, and carbon IR
combustion analyzers (shim stock analysis), used to verify
carbon potential in furnaces, shall be calibrated annually at a
minimum.
----- ----- -----
A1.6 3.2 Verification of calibration of spectrometers, and carbon IR
combustion analyzers, shall be checked daily or prior to use.
----- ----- -----
A1.7 3.2 Verification of calibration of 3-gas analyzers with zero gas
and span gas shall be performed weekly at a minimum.
----- ----- -----
A1.8 3.2 Oxygen probe controllers shall be calibrated quarterly at a
minimum.
Yes Yes Yes
A1.9 2.16 All hardness test equipment (for each scale used) shall be
calibrated semi-annually minimum, and verified daily
minimum per the applicable ASTM standard.
----- ----- -----
A1.10 2.16 Files shall be verified daily (or prior to use) with provers per
SAE J864.
----- ----- -----
A1.11 3.2 Refractometers (typically used to check polymer quenchants
and washer solutions) shall be verified daily (with distilled
water) and calibrated annually (per manufacturer's
requirements) at a minimum.
----- ----- -----
2.0 PYROMETRY
A2.1 3.2
3.3
Thermocouples and calibration of thermocouples shall
conform to AMS 2750D.
Yes Yes Yes
A2.2 3.2
3.3
Instrument Calibration per AMS 2750D shall be quarterly at a
minimum.
Frequency reductions per AMS 2750D are not allowed.
Yes Yes Yes
PROCESS TABLE A - Carburizing / Carbonitriding / Carbon Correction / Neutral Hardening /
Austempering / Martempering / Tempering / Precipitation Hardening - Aging
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor
shall verify heat treater is conforming to the customer's requirements.
* Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
** Does not apply to furnaces operating below 760C (1400F).
----- indicate "not applicable".
Cover Page Index Page
Item # Related HTSA
Question #
Category/Process Steps Batch
Furnace
Continuous
Furnace *
Generators
PROCESS TABLE A - Carburizing / Carbonitriding / Carbon Correction / Neutral Hardening /
Austempering / Martempering / Tempering / Precipitation Hardening - Aging
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor
shall verify heat treater is conforming to the customer's requirements.
* Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
** Does not apply to furnaces operating below 760C (1400F).
----- indicate "not applicable".
Cover Page Index Page
A2.3 3.2
3.3
CQI-9 requires a comparative check of the control
temperature sensor (CTS) in the Qualified Work Zone to a (1)
calibrated test temperature sensor (CTTS) or, (2) resident
thermocouple (R-T/C). (1) The CTS shall be within an
operating temperature range of +/- 5C (or +/-10F) of the
CTTS. This check shall be performed monthly. (2) Within the
operating temperature range the difference between the
CTS and R-T/C readings shall be no more than +/- 1C (or +/-
2F) as determined at the time of the most recent
temperature uniformity survey. This check shall be performed
weekly. Any actions to correct a failing reading or validate a
test result shall be documented. Additionally, Type K and N
thermocouples shall be checked monthly for equipment
operating at or above 760C (1400F) and changed annually at
a minimum. Type K and N thermocouples shall be checked
quarterly for equipment operating below 760C (1400F) and
changed every two years at a minimum.
Yes Yes Yes
Type R and S thermocouples shall be checked monthly for
equipment operating at or above 760C (1400F) and changed
every two years at a minimum. Protection Tubes shall be
visually checked at the same frequency as thermocouples.
A2.4 3.4 Temperature Uniformity Survey (TUS): refer to AMS 2750D
for procedures. TUS frequency shall be annual and after
major rebuild.
Temperature uniformity tolerance for hardening furnaces
shall be +/- 14 C (or +/- 25 F). Temperature uniformity
tolerance for tempering furnaces shall be +/- 11 C (or +/- 20
F).
Minimum and maximum temperature ranges shall be tested
per AMS 2750D. Exception: If the operating range of the
Qualified Work Zone is equal to or less than 85 C (153 F)
then only one temperature is required to be tested. The
temperature shall be within the operating range of the
Qualified Work Zone.
Frequency reductions per AMS 2750D are not allowed.
Yes Yes - In Qualified Work
Zone
-----
A2.5 3.5 Recorded temperature(s) for austentizing processes shall be
controlled within +/- 9C (or +/- 15F) of the set point as
evidenced by continuous recording pyrometers. Furnace
temperature shall be controlled with soak times starting at the
lower tolerance limit (as defined above).
Yes Yes - In Qualified Work
Zone
-----
A2.6 3.5 Recorded temperature(s) for tempering and precipitation
hardening processes shall be controlled within +/- 6C (or +/-
10F) of the set point as evidenced by continuous recording
pyrometers. Furnace temperature shall be controlled with
soak times starting at the lower tolerance limit (as defined
above).
Yes Yes - In Qualified Work
Zone
-----
A2.7 3.2 Infrared pyrometers shall be calibrated to a black body
furnace annually.
-----
3.0 PROCESS MONITOR FREQUENCIES
A3.1 1.4
2.14
Monitor primary temperature control instrument(s). Each batch or
continuous recording
with sign-off every 2
hours. Alarm systems
satisfy the sign-off
requirement.
Each lot or continuous
recording with sign-off
every 2 hours. Alarm
systems satisfy the sign-
off requirement
Each Shift
Item # Related HTSA
Question #
Category/Process Steps Batch
Furnace
Continuous
Furnace *
Generators
PROCESS TABLE A - Carburizing / Carbonitriding / Carbon Correction / Neutral Hardening /
Austempering / Martempering / Tempering / Precipitation Hardening - Aging
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor
shall verify heat treater is conforming to the customer's requirements.
* Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
** Does not apply to furnaces operating below 760C (1400F).
----- indicate "not applicable".
Cover Page Index Page
A3.2 1.4
2.14
3.7
Monitor generator atmospheres. ----- ----- Continuous
A3.3 1.4
2.14
3.7
Monitor primary furnace atmosphere control(s)**. Continuous recording
with sign-off every 2
hours. Alarm systems
satisfy the sign-off
requirement.
Continuous recording
with sign-off every 2
hours. Alarm systems
satisfy the sign-off
requirement
-----
A3.4 1.4
2.14
3.7
Verify primary atmosphere control method by back-up
method**.
Daily Daily Daily
A3.5 1.4
2.14
3.13
For austentizing salt baths: Salt chemistry (soluble oxides) or
decarburization on the parts shall be checked daily.
Daily Daily -----
Quench Media Process Parameters
- Temperature Each batch or
continuous recording
with sign-off every 2
hours. Alarm systems
satisfy the sign-off
requirement.
Each lot or continuous
recording with sign-off
every 2 hours. Alarm
systems satisfy the sign-
off requirement.
-----
- Quench Level Daily Daily -----
- Agitation - Daily visual check is
required.
- Monitor each load in
the absence of an
alarm system.
- Daily visual check is
required.
- Monitor every 2 hours
in the absence of an
alarm system.
-----
A3.7 1.4
2.14
Monitor time in furnace, cycle time or belt speed. Each batch Twice/shift & after any
change in the belt
speed.
-----
A3.8 1.4
2.7
Monitor load size or fixturing or loading rate as applicable. Each batch Twice/shift & after any
change in loading rate.
-----
A3.9 1.4
2.12
Quench Delay Time -
Alarm system shall be based on the time that the load exits
the furnace to the time the load is at the bottom of the
quench tank.
Each batch Each basket for pusher-
type continuous
furnaces. Not
applicable for belt
furnaces.
-----
4.0 IN-PROCESS/FINAL TEST FREQUENCIES
A4.1 1.4
2.15
Microstructure Daily per furnace Daily per furnace -----
A4.2 1.4
2.15
Surface hardness Each batch Every 2 hours minimum -----
A4.3 1.4
2.15
Core hardness (when specified) Each batch Every 4 hours -----
A4.4 1.4
2.15
Case depth (when specified) Each batch Every 4 hours -----
5.0 QUENCHANT AND SOLUTION TEST FREQUENCIES
Polymer Quench Media
- Concentration Daily Daily -----
- Quenchability Check; e.g., cooling curve, viscosity, or
titration
Every six months Every six months -----
Water Quench Media
- Suspended solids Every six months Every six months -----
Salt Quench Media
- Analysis & Contaminants Every six months Every six months -----
Brine or Caustic Quench Media
- Concentration and/or Specific
Gravity.
Daily Daily -----
A3.6 1.4
2.12
A5.4 2.12
3.14
A5.1 2.12
3.14
A5.2 2.12
3.14
A5.3 2.12
3.14
Item # Related HTSA
Question #
Category/Process Steps Batch
Furnace
Continuous
Furnace *
Generators
PROCESS TABLE A - Carburizing / Carbonitriding / Carbon Correction / Neutral Hardening /
Austempering / Martempering / Tempering / Precipitation Hardening - Aging
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor
shall verify heat treater is conforming to the customer's requirements.
* Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
** Does not apply to furnaces operating below 760C (1400F).
----- indicate "not applicable".
Cover Page Index Page
- Suspended solids Every six months Every six months -----
Oil Quench Media
- Water content, suspended solids,
viscosity, cooling curve, total acid,
and flash point.
Quarterly Quarterly -----
Rust Preventive - Soluble Oil
- Concentration 2x / week 2x / week -----
Washers
- Concentration of cleaner Daily Daily -----
- Temperature of solution (required if temperature is
specified to be above ambient temperature).
Each shift Each shift -----
A5.4 2.12
3.14
A5.7 2.11
A5.5 2.12
3.14
A5.6 2.13
Item # Related
HTSA
Question #
Category/Process Steps Batch
Furnace
Continuous
Furnace*
Generators Salt Bath
1.0 PROCESS AND TEST EQUIPMENT
REQUIREMENTS
B1.1 3.1
3.7
All furnaces, generators and quench systems shall
have temperature indicating instruments.
Yes Yes Yes Yes
B1.2 3.1
3.7
Continuous strip charts and/or data loggers are
required for temperature and carbon monitoring unit,
e.g., dew point, oxygen probe, IR gas analyzer, etc.
Yes Yes Yes Yes -
For
temperature
only
B1.3 1.18 A program for furnace and generator burnout is
required. Not required for retort gas nitriding.
Yes Yes Yes -----
B1.4 3.12
3.13
For austentizing salt baths: Salt chemistry (soluble
oxides) or decarburization on the parts shall be
checked daily.
----- ----- ----- Yes
B1.5 3.2 Furnace weigh scales shall be verified quarterly and
calibrated annually at a minimum.
Yes Yes ----- -----
B1.6 3.2 Dew pointers and gas analyzers, used to verify proper
atmosphere in furnaces, shall be calibrated annually
at a minimum.
----- ----- ----- -----
B1.7 2.16 All hardness test equipment (for each scale used)
shall be calibrated semi-annually minimum, and
verified daily minimum per the applicable ASTM
standard.
----- ----- ----- -----
B1.8 2.16 Files shall be verified daily (or prior to use) with
provers per SAE J864.
----- ----- ----- -----
B1.9 3.2 Refractometers (typically used to check polymer
quenchants and washer solutions) shall be verified
daily (with distilled water) and calibrated annually (per
manufacturer's requirements) at a minimum.
----- ----- ----- -----
2.0 PYROMETRY
B2.1 3.2
3.3
Thermocouples and calibration of thermocouples shall
conform to AMS 2750D.
Yes Yes Yes Yes
B2.2 3.2
3.3
Instrument Calibration per AMS 2750D shall be
quarterly at a minimum.
Frequency reductions per AMS 2750D are not
allowed.
Yes Yes Yes Yes
PROCESS TABLE B - Nitriding (Gas) and Ferritic-Nitrocarburizing (Gas or Salt)
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify heat treater is conforming to the customer's requirements.
* Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
----- indicate "not applicable".
Index Page Cover Page
Item # Related
HTSA
Question #
Category/Process Steps Batch
Furnace
Continuous
Furnace*
Generators Salt Bath
PROCESS TABLE B - Nitriding (Gas) and Ferritic-Nitrocarburizing (Gas or Salt)
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify heat treater is conforming to the customer's requirements.
* Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
----- indicate "not applicable".
Index Page Cover Page
B2.3 3.2
3.3
CQI-9 requires a comparative check of the control
temperature sensor (CTS) in the Qualified Work Zone
to a (1) calibrated test temperature sensor (CTTS) or,
(2) resident thermocouple (R-T/C).
(1) The CTS shall be +/- 5C (or +/- 10F) of a CTTS at
the operating temperature range; this checked shall
be performed monthly.
(2) The relationship between the CTS and R-T/C at
the operating temperature range shall be within +/- 1C
(or +/- 2F) of their relationship determined at the time
of the most recent temperature uniformity survey; this
checked shall be performed weekly.
Any actions to correct a failing reading or validate a
test result shall be documented.
Additionally, Type K and N thermocouples shall be
checked monthly for equipment operating at or above
760C (1400F) and changed annually at a minimum.
Type K and N thermocouples shall be checked
quarterly for equipment operating below 760C (1400F)
and changed every two years at a minimum.
Yes Yes Yes Yes
Type R and S thermocouples shall be checked
monthly for equipment operating at or above 760C
(1400F) and changed every two years at a minimum.
Protection Tubes shall be visually checked at
same frequency as thermocouples.
B2.4 3.4 Temperature Uniformity Survey (TUS): refer to AMS
2750D for procedures. TUS frequency shall be annual
and after major rebuild.
Temperature uniformity tolerance shall be +/- 9 C (15
F).
Minimum and maximum temperature ranges shall be
tested per AMS 2750D. Exception: If the operating
range of the Qualified Work Zone is equal to or less
than 85 C (153 F) then only one temperature is
required to be tested. The temperature shall be within
the operating range of the Qualified Work Zone.
Frequency reductions per AMS 2750D are not
allowed.
Yes Yes - In Qualified
Work Zone
----- Yes
B2.5 3.5 Recorded temperature(s) shall be controlled within +/-
9C (or +/- 15F) of the set point as evidenced by
continuous recording pyrometers. Furnace
temperature shall be controlled with soak times
starting at the lower tolerance limit (as defined
above).
Yes Yes - In Qualified
Work Zone
----- Yes
Item # Related
HTSA
Question #
Category/Process Steps Batch
Furnace
Continuous
Furnace*
Generators Salt Bath
PROCESS TABLE B - Nitriding (Gas) and Ferritic-Nitrocarburizing (Gas or Salt)
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify heat treater is conforming to the customer's requirements.
* Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
----- indicate "not applicable".
Index Page Cover Page
B2.6 3.2 Infrared pyrometers shall be calibrated to a black
body furnace annually .
3.0 PROCESS MONITOR FREQUENCIES
B3.1 1.4
2.14
Monitor primary temperature control instrument(s). Each batch or
continuous
recording with
sign-off every
2 hours.
Alarm
systems
satisfy the
sign-off
requirement
Each lot or
continuous
recording with
sign-off every 2
hours. Alarm
systems satisfy
the sign-off
requirement
Each Shift Every 2 hours
& after any
change
B3.2 1.4
2.14
3.7
Monitor generator atmospheres, if applicable. ----- ----- Continuous -----
B3.3 1.4
2.14
3.7
Monitor primary furnace atmosphere control(s). Each batch
(rotary
furnaces
only) or
continuous
recording with
sign-off every
2 hours.
Alarm
systems
satisfy the
sign-off
requirement
Continuous
recording with
sign-off every 2
hours. Alarm
systems satisfy
the sign-off
requirement
----- Daily
B3.4 1.4
3.7
Dissociation of ammonia shall be checked in gas
nitriding.
Each batch
and every 4
hours
minimum
Every 4 hours Daily N/A
B3.5 1.4
3.7
Gas ratios for ferritic nitrocarburizing shall be
checked.
Each batch Every 2 hours
minimum
B3.6 1.4
2.14
3.13
Check salt chemistry (soluble oxides) in salt baths
used for austenitizing, or decarburization on the parts.
----- ----- ----- Daily
Quench Media Process Parameters
- Temperature Each batch or
continuous
recording with
sign-off every
2 hours.
Alarm
systems
satisfy the
sign-off
requirement.
Each lot or
continuous
recording with
sign-off every 2
hours. Alarm
systems satisfy
the sign-off
requirement.
----- Each batch or
continuous
recording with
sign-off every
2 hours.
Alarm
systems
satisfy the
sign-off
requirement.
- Quench Level Daily Daily ----- Daily
B3.7 1.4
2.12
Item # Related
HTSA
Question #
Category/Process Steps Batch
Furnace
Continuous
Furnace*
Generators Salt Bath
PROCESS TABLE B - Nitriding (Gas) and Ferritic-Nitrocarburizing (Gas or Salt)
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify heat treater is conforming to the customer's requirements.
* Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
----- indicate "not applicable".
Index Page Cover Page
- Agitation - Daily
- Monitor
each load in
the absence
of an alarm
system.
- Daily
- Monitor every 2
hours in the
absence of an
alarm system.
----- Daily
B3.8 1.4
2.14
Monitor time in furnace, cycle time or belt speed. Each batch Twice/shift &
after any change
in the belt speed.
----- Each batch
B3.9 1.4
2.7
Monitor load size or fixturing or loading rate as
applicable.
Each batch Twice/shift &
after any change
in loading rate.
----- Each batch
B3.10 1.4
2.12
Quench Delay Time if applicable -
Alarm system shall be based on the time that the load
exits the furnace to the time the load is at the bottom
of the quench tank.
Each batch Each basket if
applicable.
----- Each batch
4.0 IN-PROCESS/FINAL TEST FREQUENCIES
B4.1 1.4
2.15
Microstructure Daily per
furnace
Daily per furnace ----- Daily per
furnace
B4.2 1.4
2.15
Surface hardness Each batch Every 2 hours
minimum
----- Each batch
B4.3 1.4
2.15
Core hardness (when specified) Each batch Every 4 hours ----- Each batch
B4.4 1.4
2.15
Case depth (when specified) Each batch Every 4 hours ----- Each batch
5.0 QUENCHANT AND SOLUTION TEST
FREQUENCIES
Quench Media Controls If Applicable
Polymer Quench Media
- Concentration Daily Daily ----- -----
- Quenchability Check; e.g., cooling
curve, viscosity, or titration.
Every six
months
Every six months ----- -----
Water Quench Media
- Suspended solids Every six
months
Every six months ----- -----
Salt Quench Media
- Analysis & Contaminants Every six
months
Every six months ----- Every six
months
Brine or Caustic Quench Media
- Concentration and/or Specific
Gravity
Daily Daily ----- -----
- Suspended solids Every six
months
Every six months ----- -----
Oil Quench Media
- Water content, suspended solids,
viscosity, cooling curve, total acid,
and flash point.
Quarterly Quarterly ----- -----
Rust Preventive - Soluble Oil
- Concentration 2x / week 2x / week ----- 2x / week
Washers
- Concentration of cleaner Daily Daily ----- Daily
- Temperature of solution (required if temperature is
specified to be above ambient temperature).
Each shift Each shift ----- Each shift
B5.4 2.12
3.14
B5.1 2.12
3.14
B5.2 2.12
3.14
B5.3 2.12
3.14
B5.7 2.11
B5.5 2.12
3.14
B5.6 2.13
Item # Related
HTSA
Question #
Category/Process Steps Batch Solution Treating
and Aging Furnaces
Continuous Solution
Treating and Aging
Furnaces
Annealing
Furnace
1.0 PROCESS AND TEST EQUIPMENT
REQUIREMENTS
C1.1 3.1
3.7
All furnaces and quench systems shall have
temperature indicating instruments.
Yes Yes Yes
C1.2 3.1
3.7
Continuous strip charts and/or data loggers are
required for temperature sensors.
Yes Yes Yes
C1.3 2.16 All hardness test equipment (for each scale used) shall
be calibrated semi-annually minimum, and verified
daily minimum per the applicable ASTM standard.
----- ----- -----
C1.4 3.2 Furnace weigh scales shall be verified quarterly and
calibrated annually at a minimum.
Yes Yes Yes
C1.5 3.2 Refractometers (typically used to check polymer
quenchants and washer solutions) shall be verified
daily (with distilled water) and calibrated annually (per
manufacturer's requirements) at a minimum.
----- ----- -----
2.0 PYROMETRY
C2.1 3.2
3.3
Thermocouples and calibration of thermocouples shall
conform to AMS 2750D.
Yes Yes Yes
C2.2 3.2
3.3
Instrument Calibration per AMS 2750D shall be
quarterly at a minimum.
Frequency reductions per AMS 2750D are not allowed.
Yes Yes Yes
C2.3 3.2
3.3
CQI-9 requires a comparative check of the control
temperature sensor (CTS) in the Qualified Work Zone
to a (1) calibrated test temperature sensor (CTTS) or,
(2) resident thermocouple (R-T/C).
(1) The CTS shall be +/- 5C (or +/- 10F) of a CTTS at
the operating temperature range; this checked shall
be performed monthly.
(2) The relationship between the CTS and R-T/C at
the operating temperature range shall be within +/- 1C
(or +/- 2F) of their relationship determined at the time
of the last temperature uniformity survey; this checked
shall be performed weekly.
Any actions to correct a failing reading or validate a
test result shall be documented.
Additionally, Type K and N thermocouples shall be
checked monthly for equipment operating at or above
760C (1400F) and changed annually at a minimum.
Type K and N thermocouples shall be checked
quarterly for equipment operating below 760C (1400F)
and changed every two years at a minimum.
Yes Yes Yes
PROCESS TABLE C - Aluminum Heat Treating
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify heat treater is conforming to the customer's requirements.
*Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
----- indicate "not applicable".
Cover Page Index Page
Item # Related
HTSA
Question #
Category/Process Steps Batch Solution Treating
and Aging Furnaces
Continuous Solution
Treating and Aging
Furnaces
Annealing
Furnace
PROCESS TABLE C - Aluminum Heat Treating
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify heat treater is conforming to the customer's requirements.
*Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
----- indicate "not applicable".
Cover Page Index Page
Type R and S thermocouples shall be checked monthly
for equipment operating at or above 760C (1400F) and
changed bi-annually every two years at a minimum.
Protection Tubes shall be visually checked at
same frequency as thermocouples.
C2.4 3.4 Temperature Uniformity Survey (TUS): refer to AMS
2750D for procedures. TUS frequency shall be
quarterly and after major rebuild.
Temperature uniformity tolerance for solution treating
and aging furnaces shall be +/- 6 C (or +/- 10 F).
Temperature uniformity tolerance for annealing
furnaces shall be +/- 14 C (or +/- 25 F).
Minimum and maximum temperature ranges shall be
tested per AMS 2750D. Exception: If the operating
range of the Qualified Work Zone is equal to or less
than 85 C (153 F) then only one temperature is
required to be tested. The temperature shall be within
the operating range of the Qualified Work Zone.
Frequency reductions per AMS 2750D are not allowed.
Yes Yes - In Qualified Work
Zone
Yes
C2.5 3.5 Recorded temperature(s) shall be controlled within +/-
6C (or +/- 10F) of the set point as evidenced by
continuous recording pyrometers. Furnace
temperature shall be controlled with soak times starting
at the lower tolerance limit (as defined above).
Yes Yes - In Qualified Work
Zone
-----
C2.6 3.5 Recorded temperature(s) shall be controlled within +/-
9C (or +/- 15F) of the set point as evidenced by
continuous recording pyrometers. Furnace
temperature shall be controlled with soak times starting
at the lower tolerance limit (as defined above).
----- ----- Yes
C2.7 3.2 Infrared pyrometers shall be calibrated to a black body
furnace annually.
3.0 PROCESS MONITOR FREQUENCIES
C3.1 1.4
2.14
Monitor primary temperature control instrument(s). Each batch or continuous
recording with sign-off
every 2 hours. Alarm
systems satisfy the sign-off
requirement.
Each lot or continuous
recording with sign-off
every 2 hours. Alarm
systems satisfy the sign-
off requirement.
Each batch or
continuous
recording with
sign-off every
2 hours.
Alarm
systems
satisfy the
sign-off
requirement.
Item # Related
HTSA
Question #
Category/Process Steps Batch Solution Treating
and Aging Furnaces
Continuous Solution
Treating and Aging
Furnaces
Annealing
Furnace
PROCESS TABLE C - Aluminum Heat Treating
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify heat treater is conforming to the customer's requirements.
*Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
----- indicate "not applicable".
Cover Page Index Page
Quench Media Process Parameters
- Heat treater shall specify temperature range based
on product form and material. Temperature shall be
monitored as noted.
Each batch or continuous
recording with sign-off
every 2 hours. Alarm
systems satisfy the sign-off
requirement.
Each lot or continuous
recording with sign-off
every 2 hours. Alarm
systems satisfy the sign-
off requirement.
-----
- Quench Level Daily Daily -----
- Agitation - Daily visual check is
required.
- Monitor each load in the
absence of an alarm
system.
- Daily visual check is
required.
- Monitor every 2 hours
in the absence of an
alarm system.
-----
C3.3 1.4
2.14
Monitor process cycle time Each batch Twice/shift & after any
change in the indexing
speed.
Each batch
C3.4 1.4
2.7
Monitor load size or fixturing as applicable. Each batch Twice/shift & after any
change in loading rate.
Each batch
C3.5 1.4
2.12
Quench Delay Time -
Quench delay time shall be based on the time that the
load exits the furnace to the time the load is at the
bottom of the quench tank.
Each batch Each load -----
4.0 IN-PROCESS/FINAL TEST FREQUENCIES
C4.1 1.4
2.15
Hardness or tensile testing (post aging). Each batch Every 4 hours Each batch or
every 4 hours
for continuous
furnaces
5.0 QUENCHANT AND SOLUTION TEST FREQUENCIES
Polymer Quench Media
- Concentration Daily Daily -----
- Suspended solids Every six months Every six months -----
- Quenchability Check; e.g., cooling
curve, viscosity, or titration.
Every six months Every six months -----
Water Quench Media
- Suspended solids Every six months Every six months -----
Washers
- Concentration of cleaner Daily Daily Daily
- Temperature of solution (required if temperature is
specified to be above ambient temperature).
Each shift Each shift Each shift
C3.2 1.4
2.12
C5.3 2.11
C5.1 2.12
3.14
C5.2 2.12
3.14
Item # Related HTSA
Question #
Category/Process Steps Per Coil
1.0 PROCESS AND TEST EQUIPMENT
REQUIREMENTS
D1.1 --- Per customer requirement
D1.2 2.16 All hardness test equipment (for each scale
used) shall be calibrated semi-annually
minimum, and verified daily minimum per
the applicable ASTM standard.
-----
D1.3 2.16 Files shall be verified daily (or prior to use)
with provers per SAE J864.
-----
D1.4 3.2 Refractometers (typically used to check
polymer quenchants and washer solutions)
shall be verified each shift (with distilled
water) and calibrated annually (per
manufacturer's requirements) at a
minimum.
-----
2.0 PYROMETRY
D2.1 3.2 Infrared pyrometers shall be calibrated to a
black body furnace annually.
-----
3.0 PROCESS MONITORING FREQUENCIES
Quench Media Process Parameters
- Temperature Alarm system for high and low
temperature is required.
- Quench Level Daily
- Quench Pressure and Flow - Quench pressure and flow may
checked at manifold. Quench
flow shall be checked visually at
each coil.
- In the absence of an alarm
system, monitor every 2 hours or
after any change.
PROCESS TABLE D - Induction Heat Treating
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc.
When performing the job audit, the auditor shall verify heat treater is conforming to the customer's
requirements.
----- indicate "not applicable".
All process parameters shall be checked the beginning of every shift, tool change, or any equipment
repair. In absence of process parameter alarms, also check process parameters at end of shift or lot
(whichever is the greater frequency).
D3.1 1.4
2.12
Index Page Cover Page
Item # Related HTSA
Question #
Category/Process Steps Per Coil
PROCESS TABLE D - Induction Heat Treating
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc.
When performing the job audit, the auditor shall verify heat treater is conforming to the customer's
requirements.
----- indicate "not applicable".
Index Page Cover Page
D3.2 1.4
2.14
Monitor cycle time Check cycle time at start up and
after any process change.
D3.3 1.4
2.14
3.16
Monitor:
1) Volts or Amps, and
2) Kilowatts
Use of an energy monitor or signature
monitor satisfies 1) and 2).
- This requirement applies to
each power supply (not per coil).
- In the absence of an alarm
system, monitor every 2 hours or
after any change.
4.0 IN-PROCESS/FINAL TEST
FREQUENCIES
Production Setup or Coil Change -
Per Coil
(1st Piece Inspection)
D4.4 1.4
2.15
Induction pattern length 1 part at start-up, end of
production run, and every 4 hours
minimum, and 1 part pre and 1
part post tool change, equipment
repair, station alarm (shutdown,
malfunction, etc.)
D4.5 1.4
2.15
Total or Effective Case depth 1 part at start-up, end of
production run, and 1 part per 8
hours minimum, and 1 part pre
and 1 part post tool change,
equipment repair, station alarm
(shutdown, malfunction, etc.)
D4.6 1.4
2.15
Surface hardness 1 part at start-up, end of
production run, and every 4 hours
minimum, and 1 part pre and 1
part post tool change, equipment
repair, station alarm (shutdown,
malfunction, etc.)
D4.7 1.4
2.15
Core hardness (when specified) 1 part at start-up, end of
production run, and every 4 hours
minimum, and 1 part pre and 1
part post tool change, equipment
repair, station alarm (shutdown,
malfunction, etc.)
Item # Related HTSA
Question #
Category/Process Steps Per Coil
PROCESS TABLE D - Induction Heat Treating
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc.
When performing the job audit, the auditor shall verify heat treater is conforming to the customer's
requirements.
----- indicate "not applicable".
Index Page Cover Page
D4.8 1.4
2.15
Microstructure 1 part at start-up, and 1 part pre
and 1 part post tool change,
equipment repair, station alarm
(shutdown, malfunction, etc.)
5.0 QUENCHANT AND SOLUTION TEST
FREQUENCIES
Quench Media Controls If Applicable
Polymer Quench Media
- Concentration Once per day
- Quenchability Check; e.g., cooling
curve, viscosity, or titration
Monthly
Water Quench Media
- Suspended solids Quarterly
Brine or Caustic Quench Media
- Concentration and/or Specific
Gravity
Monthly
- Suspended solids Quarterly
Rust Preventive - Soluble Oil
- Concentration 2x / week
Washers
- Concentration of cleaner Daily
- Temperature of solution (required if
temperature is specified to be above
ambient temperature).
Each shift
D5.2 2.12
3.14
D5.1 2.12
3.14
D5.5 2.11
D5.3 2.12
3.14
D5.4 2.13
Item # Related HTSA
Question #
Category/Process Steps Batch
Furnace
Continuous
Furnace *
Generators
1.0 PROCESS AND TEST EQUIPMENT REQUIREMENTS
E1.1 3.1
3.7
All furnaces, generators and quench systems (where
applicable) shall have temperature indicating
instruments.
Yes Yes Yes
E1.2 3.1
3.7
Continuous strip charts and/or data loggers are required
for temperature and carbon monitoring unit, e.g., dew
point, oxygen probe, IR gas analyzer, etc.
Yes Yes Yes
E1.3 3.2 Furnace weigh scales shall be verified quarterly and
calibrated annually at a minimum.
Yes Yes -----
E1.4 3.2 Dew pointers, 3-gas analyzers, spectrometers, and
carbon IR combustion analyzers (shim stock analysis),
used to verify carbon potential in furnaces, shall be
calibrated annually at a minimum. This is applicable
when used in controlling carbon-bearing atmospheres.
----- ----- -----
E1.5 3.2 Verification of calibration of spectrometers, and carbon
IR combustion analyzers, shall be checked daily or prior
to use. This is applicable when used in controlling
carbon-bearing atmospheres.
----- ----- -----
E1.6 3.2 Verification of calibration of 3-gas analyzers with zero
gas and span gas shall be performed weekly at a
minimum. This is applicable when used in controlling
carbon-bearing atmospheres.
----- ----- -----
E1.7 3.2 Oxygen probe controllers shall be calibrated quarterly at
a minimum. This is applicable when used in controlling
carbon-bearing atmospheres.
Yes Yes Yes
E1.8 2.16 All hardness test equipment (for each scale used) shall
be calibrated semi-annually minimum, and verified daily
minimum per the applicable ASTM standard.
----- ----- -----
2.0 PYROMETRY
E2.1 3.2
3.3
Thermocouples and calibration of thermocouples shall
conform to AMS 2750D.
Yes Yes Yes
E2.2 3.2
3.3
Instrument Calibration per AMS 2750D shall be quarterly
at a minimum.
Frequency reductions per AMS 2750D are not allowed.
Yes Yes Yes
PROCESS TABLE E - Annealing / Normalizing / Stress-Relieving
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify heat treater is conforming to the customer's requirements.
* Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
** Does not apply to furnaces operating below 760C (1400F).
----- indicate "not applicable".
Cover Page Index Page
Item # Related HTSA
Question #
Category/Process Steps Batch
Furnace
Continuous
Furnace *
Generators
PROCESS TABLE E - Annealing / Normalizing / Stress-Relieving
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify heat treater is conforming to the customer's requirements.
* Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
** Does not apply to furnaces operating below 760C (1400F).
----- indicate "not applicable".
Cover Page Index Page
E2.3 3.2
3.3
CQI-9 requires a comparative check of the control
temperature sensor (CTS) in the Qualified Work Zone to
a (1) calibrated test temperature sensor (CTTS) or, (2)
resident thermocouple (R-T/C).
(1) The CTS shall be +/- 5C (or +/- 10F) of a CTTS at
the operating temperature range; this checked shall be
performed monthly.
(2) The relationship between the CTS and R-T/C at the
operating temperature range shall be within +/- 1C (or +/-
2F) of their relationship determined at the time of the
most recent temperature uniformity survey; this checked
shall be performed weekly.
Any actions to correct a failing reading or validate a test
result shall be documented.
Additionally, Type K and N thermocouples shall be
checked monthly for equipment operating at or above
760C (1400F) and changed annually at a minimum.
Type K and N thermocouples shall be checked quarterly
for equipment operating below 760C (1400F) and
changed every two years at a minimum.
Yes Yes Yes
Type R and S thermocouples shall be checked monthly
for equipment operating at or above 760C (1400F) and
changed bi-annually every two years at a minimum.
Protection Tubes shall be visually checked at
same frequency as thermocouples.
E2.4 3.4 Temperature Uniformity Survey (TUS): refer to AMS
2750D for procedures. TUS frequency shall be annual
and after major rebuild.
Temperature uniformity tolerance for hardening furnaces
shall be +/- 14 C (or +/- 25 F). Temperature uniformity
tolerance for tempering furnaces shall be +/- 11 C (or +/-
20 F).
Minimum and maximum temperature ranges shall be
tested per AMS 2750D. Exception: If the operating
range of the Qualified Work Zone is equal to or less
than 85 C (153 F) then only one temperature is required
to be tested. The temperature shall be within the
operating range of the Qualified Work Zone.
Frequency reductions per AMS 2750D are not allowed.
Yes Yes - In Qualified Work
Zone
-----
E2.5 3.5 Recorded temperature(s) shall be controlled within +/-
9C (or +/- 15F) of the set point as evidenced by
continuous recording pyrometers. Furnace temperature
shall be controlled with soak times starting at the lower
tolerance limit (as defined above).
Yes Yes - In Qualified Work
Zone
-----
3.0 PROCESS MONITOR FREQUENCIES
Item # Related HTSA
Question #
Category/Process Steps Batch
Furnace
Continuous
Furnace *
Generators
PROCESS TABLE E - Annealing / Normalizing / Stress-Relieving
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify heat treater is conforming to the customer's requirements.
* Continuous furnace frequencies are per lot (work order) or as specified, whichever is more frequent.
** Does not apply to furnaces operating below 760C (1400F).
----- indicate "not applicable".
Cover Page Index Page
E3.1 1.4
2.14
Monitor primary temperature control instrument(s). Each batch or
continuous recording
with sign-off every 2
hours. Alarm systems
satisfy the sign-off
requirement.
Each lot or continuous
recording with sign-off
every 2 hours. Alarm
systems satisfy the sign-
off requirement.
Each Shift
E3.2 1.4
2.14
3.7
Monitor generator atmospheres ----- ----- Continuous
E3.3 1.4
2.14
3.7
Monitor primary furnace atmosphere control(s)**. Continuous recording
with sign-off every 2
hours. Alarm systems
satisfy the sign-off
requirement.
Continuous recording
with sign-off every 2
hours. Alarm systems
satisfy the sign-off
requirement.
-----
E3.4 1.4
2.14
3.7
Verify primary atmosphere control method by back-up
method**.
Daily Daily Daily
E3.5 1.4
2.14
3.13
For salt baths: check salt chemistry (soluble oxides) in
salt baths or decarburization on the parts.
Daily Daily -----
E3.6 1.4
2.14
Monitor time in furnace, cycle time or belt speed. Each batch Twice/shift & after any
change in the belt
speed.
-----
E3.7 1.4
2.7
Monitor load size or fixturing or loading rate as
applicable.
Each batch Twice/shift & after any
change in loading rate.
-----
4.0 IN-PROCESS/FINAL TEST FREQUENCIES
E4.1 1.4
2.15
Microstructure (when specified) Daily per furnace Daily per furnace -----
E4.2 1.4
2.15
Surface hardness (when specified) Each batch Every 2 hours minimum -----
E4.3 1.4
2.15
Core hardness (when specified) Each batch Every 4 hours -----
5.0 SOLUTION TEST FREQUENCIES
Rust Preventive - Soluble Oil
- Concentration 2x / week 2x / week -----
Washers
- Concentration of cleaner Daily Daily -----
- Temperature of solution (required if temperature is
specified to be above ambient temperature).
Each shift Each shift -----
E5.2 2.11
E5.1 2.13
Instructions for completing the Cover Sheet
1 Facility Name: Name of the facility being assessed.
One form shall be used for each facility. The facility may have several buildings or physical
locations in the same general area. If there is a separate management team (Quality Manager and
Plating Specialist) or different management system, then these locations shall be considered as
separate facilities.
2 Address: The street address of the facility being assessed; P.O. Box numbers may be given as
additional information.
3 Phone Number: The phone number of the facility.
If there is no common phone number for the facility, the phone number of the Operations
Manager or Quality Manager shall be used.
4 Fax number: The fax number of the facility.
5 Number of Plating Employees at this Facility: The number of employees, salaried and hourly,
associated with the plating operation at this facility.
6 Captive Plater (Y/N): Enter "Y" if this facility Plates components for their own company. Enter
"N" if the company does not Plate any components for their own company.
7 Commercial Plater (Y/N): Enter "Y" if this facility Plates components for companies other than
their own company. Enter "N" if this facility does not Plate any components for other companies.
8 Date of Assessment: Enter the date(s) of the assessment. An alphanumeric format shall be used
to avoid confusion with different numeric formats.
Example: May 3 -- 4, 2006.
9 Date of Previous Assessment: List the date of the previous CQI-11 Special Process: Plating
System Assessment of this facility.
10 Type(s) of Plating at this Facility: Place a checkmark to designate the Plating process(es)
performed at this facility. This information determines the appropriate Process Table that shall be
used during the assessment. Processes not listed on the cover sheet are not part of the Plating
System Assessment.
11 Current Quality Certification(s): the plater shall list their current quality certifications, e.g.,
ISO/TS 16949, ISO 9001-2000. Certifications may be from 3rd party sources or customer
quality certifications. If customer quality certification is given, then the year of the last
assessment by the customer shall also be given.
12 Date of Re-assessment (if necessary): If "Not Satisfactory" findings were observed from the
original assessment, then the plater shall address each item and determine correct action,
including root cause analysis and implementation of the corresponding corrective action(s).
The date of the re-assignment shall be given here, and the appropriate Question(s) from Sections
1 - 5, in the original assessment, shall be modified to reflect that the evidence, relating to the
implementation of the corrective action(s), has been observed. Also, the "Number of Not
Satisfactory Findings" shall be modified as appropriate.
13 Personnel Contacted: List the name(s), title(s), phone number(s), and email address(es), if
available, of the principal participants from the plater's organization.
14 Auditors/Assessors: List the name(s), Company(ies), phone number(s) and email address(es), if
available, of the auditor/assessor(s).
15 Number of "Not Satisfactory" Findings: Enter the number of "Not Satisfactory" findings
observed during the assessment.
16 Number of "Needs Immediate Action" Findings: Enter the number of "Needs Immediate
Action" findings observed during the assessment.
17 Number of "Fail" Findings in the Job Audit(s): Enter the number of "Fail" findings observed
from the job audit.
CQI-11 PLATING SYSTEM ASSESSMENT
Cover Page Index Page
Facility Name:
Phone Number:
Fax Number: Process Table A
Zinc
Zinc Alloy Plating
Captive Plater (Y/N): Process Table B
Commercial Plater (Y/N): Surface Conditioning of
Metals for Decorative Plating
Date of Assessment: Process Table C
Surface Conditioning of ABS
& PCABS Plastics for
Decorative Plating
Date of Previous Assessment:
Process Table D
Decorative Plating
Process Table E
Mechanical Plating
Process Table F
Equipment
Process Equipment
Name: Title: Phone:
0 0
0 0
0 0
0 0
Name: Company: Phone:
0
0
0
0
Number of "Needs Immediate Action" Findings:
Number of "Fail" Findings in the Job Audit(s):
Special Process: Plating System Assessment
Address:
Type(s) of Plating Processing at this Facility:
Number of Plating Employees at this Facility:
Email;
Personnel Contacted:
Current Quality Certification(s):
Date of Re-assessment (if necessary):
Auditors/Assessors:
Number of "Not Satisfactory" Findings:
Email:
Cover Page Index Page
Question
Number
Question Requirements and Guidance Objective Evidence N/A Satisfactory
Not
Satisfactory
Needs Immediate
Action
1.1
Is there a dedicated and
qualified plating person on-
site?
To ensure readily available expertise, there shall be
a dedicated and qualified plating person on the site.
This individual shall be a full-time employee and the
position shall be reflected in the organization chart. A
job description shall exist identifying the
qualifications for the postition including chemical and
plating knowledge. The qualifications shall include a
minimum of 5 years experience in plating and
surface finishing or a combination of formal
chemistry/chemical engineering education and
plating experience totaling a minimum of 5 years.
1.2
Does the plater perform
advanced quality planning?
The organization shall incorporate a documented
advance quality planning procedure. A feasibility
study shall be performed and internally approved for
each part. Similar parts can be grouped into part
families for this effort as defined by the organization.
After the part approval process is approved by the
customer, no process changes are allowed unless
approved by the customer. The plater shall contact
the customer when clarification of process changes
is required. This clarification of process changes
shall be documented.
1.3
Are plater FMEA's up to date
and reflecting current
processing?
The organization shall incorporate the use of a
documented Failure Mode and Effects Analysis
(FMEA) procedure and ensure the FMEAs are
updated to reflect current part quality status.
The FMEA shall be written for each part or part
family or they may be process-specific and written for
each process. In any case, they shall address all
process steps from part receipt to part shipment and
all key plating process parameters as defined by the
organization. A cross-functional team shall be used
in the development of the FMEA. All characteristics,
as defined by the organization and its customers,
shall be identified, defined, and addressed in the
FMEA.
1.4
Are finish process control
plans up to date and
reflecting current processing?
The organization shall incorporate the use of a
documented Control Plan procedure and ensure the
Control Plans are updated to reflect current controls.
The Control Plans shall be written for each part or
part family or they may be process-specific and
written for each process. In any case, they shall
address all process steps from part receipt to part
shipment and identify all equipment used and all key
plating process parameters as defined by the
organization. A cross-functional team, including a
production operator, shall be used in the
development of Control Plans, which shall be
consistent with all associated documentation such as
work instructions, shop travelers, and FMEAs. All
special characteristics, as defined by the
organization and its customers, shall be identified,
defined, and addressed in the Control Plans. Sample
sizes and Frequencies for evaluation of process and
product characteristics shall also be addressed
consistent with the minimum requirements listed in
the Process Tables.
Special Process: Plating Process Assessment (General Facility Overview)
Assessment
Section 1 - Management Responsibility and Quality Planning
Index Page Cover Page
Question
Number
Question Requirements and Guidance Objective Evidence N/A Satisfactory
Not
Satisfactory
Needs Immediate
Action
Special Process: Plating Process Assessment (General Facility Overview)
Assessment
Section 1 - Management Responsibility and Quality Planning
Index Page Cover Page
1.5
Are all plating related and
referenced specifications
current and available? For
example: SAE, AIAG, ASTM,
General Motors, Ford, and
DaimlerChrysler.
To ensure all customer requirements are both
understood and satisfied, the organization shall have
all related plating and customer referenced
standards and specifications available for use and a
method to ensure that they are current. Such
standards and specifications include, but are not
limited to, those relevant documents published by
SAE, AIAG, ASTM, General Motors, Ford, and
DaimlerChrysler. The organization shall have a
process to ensure the timely review, distribution, and
implementation of all customer and industry
engineering standards and specifications and
changes based on customer-required schedule.
This process shall be executed as soon as possible
and shall not exceed two weeks. The organization
shall document this process of review and
implementation, and it shall address how customer
and industry documents are obtained, how they are
maintained within the organization, how the current
status is established, and how the relevant
information is cascaded to the shop floor within the
two-week period. The organization shall identify who
is responsible for performing these tasks.
1.6
Is there a written process
specification for all active
processes?
The plater shall have written process specifications
for all active processes and identify all steps of the
process including relevant operating parameters.
Examples of operating parameters include process
temperatures, cycle times, load rates, rectifier
settings, etc. Such parameters shall not only be
defined, they shall have operating tolerances as
defined by the organization in order to maintain
process control. All active processes should have a
written process specification. These process
specifications may take the form of work instructions,
job card, computer-based recipes, or other similar
documents.
1.7
Has a valid product capability
study been performed initially
and after process change?
To demonstrate each process is capable of yielding
acceptable product the organization shall perform
product capability studies for the initial validation of
each process, after relocation of any process
equipment, and after a major rebuild of any
equipment. The organization shall define what
constitutes a major rebuild. Initial product capability
studies shall be conducted for all plating processes
per line as defined in scope of work and in
accordance with customer requirements. Capability
study techniques shall be appropriate for the plating
product characteristics, e.g. plate thickness,
corrosion resistance, etc.. Any specific customer
requirements shall be met. In the absence of
customer requirements, the organization shall
establish acceptable ranges for measures of
capability. An action plan shall exist to address the
steps to be followed in case capability indices fall
outside customer requirements or established
ranges.
Question
Number
Question Requirements and Guidance Objective Evidence N/A Satisfactory
Not
Satisfactory
Needs Immediate
Action
Special Process: Plating Process Assessment (General Facility Overview)
Assessment
Section 1 - Management Responsibility and Quality Planning
Index Page Cover Page
1.8
Does the plater collect and
analyze data over time, and
react to this data?
The analysis of products and processes over time
can yield vital information for defect prevention
efforts. The organization shall have a system to
collect, analyze, and react to product or process data
over time. Methods of analysis shall include ongoing
trend or historical data analysis of special product or
process parameters. The organization shall
determine which parameters to include in such
analysis.
1.9
Does management review
and verify bake oven logs for
parts requiring hydrogen
embrittlement relief every 24
hours?
Management shall review the oven monitoring
systems/logs at intervals not to exceed 24 hours or
prior to parts being released for shipment. The
plater shall have reaction plans for non-
conformances to process requirements. This is to
contain, at minimum, requirements for quarantining
material and notifying customer.
1.10
Are internal assessments
being completed on an
annual basis, at a minimum,
incorporating AIAG PSA?
The organization shall conduct internal assessments
on an annual basis, at a minimum, using the AIAG
PSA. Concerns shall be addressed in a timely
manner.
1.11
Is there a system in place to
authorize reprocessing and is
it documented?
The quality management system shall include a
documented process for reprocessing that shall
include authorization from a designated individual.
The reprocessing procedure shall describe product
characteristics for which reprocessing is allowed as
well as those characteristics for which reprocessing
is not permissible. All reprocessing activity shall
require a new processing control sheet issued by
qualified technical personnel denoting the necessary
plating modifications. Records shall clearly indicate
when and how any material has been reprocessed.
The Quality Manager or a designee shall authorize
the release of reprocessed product.
1.12
Does the Quality Department
review, address, and
document customer and
internal concerns?
The quality management system shall include a
process for documenting, reviewing, and addressing
customer concerns and any other concerns internal
to the organization. A disciplined problem-solving
approach shall be used.
1.13
Is there a continual
improvement plan applicable
to each process defined in
the scope of the assessment?
The plater shall define a process for continual
improvement for each plating process identified in
the scope of the PSA. The process shall be
designed to bring about continual improvement in
quality and productivity. Identified actions shall be
prioritized and shall include timing (estimated
completion dates). The organization shall show
evidence of program effectiveness.
1.14
Does the Quality Manager or
designee authorize the
disposition of material from
quarantine status?
The Quality Manager or designee is responsible for
authorizing and documenting appropriate personnel
to disposition quarantine material.
1.15
Are there procedures or work
instructions available to
plating presonnel that define
the plating process?
There shall be procedures and work instructions
available to plating personnel covering the plating
process. These procedures or work instructions shall
include methods of addressing potential
emergencies (such as power failure), equipment
start-up, equipment shut-down, product segregation
(See 2.8), product inspection, and general operating
procedures. These procedures or work instructions
shall be accessible to shop floor personnel.
Question
Number
Question Requirements and Guidance Objective Evidence N/A Satisfactory
Not
Satisfactory
Needs Immediate
Action
Special Process: Plating Process Assessment (General Facility Overview)
Assessment
Section 1 - Management Responsibility and Quality Planning
Index Page Cover Page
1.16
Is management providing
employee training for plating?
The organization shall provide employee training for
all plating operations. All employees, including
backup and temporary employees, shall be trained.
Documented evidence shall be maintained showing
the employees trained and the evidence shall
include an assessment of the effectiveness of the
training. Management shall define the qualification
requirements for each function, and ongoing or
follow-up training shall also be addressed.
1.17
Is there a responsibility matrix
to ensure that all key
management and supervisory
functions are performed by
qualified personnel?
The organization shall maintain a responsibility
matrix identifying all key management and
supervisory functions and the qualified personnel
who may perform such functions. It shall identify both
primary and secondary (backup) personnel for the
key functions (as defined by the organization). This
matrix shall be readily available to management at all
times.
1.18
Is there a preventive
maintenance program? Is
maintenance data being
utilized to form a predictive
maintenance program?
The organization shall have a documented
preventive maintenance program for key process
equipment (as identified by the organization). The
program shall be a closed-loop process that tracks
maintenance efforts from request to completion to
assessment of effectiveness. Equipment operators
shall have the opportunity to report problems, and
problems shall also be handled in a closed-loop
manner. Company data, e.g., downtime, quality
rejects, first time-through capability, recurring
maintenance work orders, and operator-reported
problems, shall be used to improve the preventive
maintenance program. Maintenance data shall be
collected and analyzed as part of a predictive
maintenance program.
1.19
Has the plater developed a
critical spare part list and are
the parts available to
minimize production
disruptions?
The plater shall develop and maintain a critical spare
parts list and shall ensure the availability of such
parts to minimize production disruptions.
2.1
Does the facility ensure that
the data entered in the
receiving system matches the
information on the customer's
shipping documents?
Documented processes and evidence of compliance
shall exist, e.g., shop travelers, work orders, etc. The
facility shall have a detailed process in place to
resolve receiving discrepancies.
2.2
Is product clearly identified
and staged throughout the
plating process?
Procedures for part and container identification help
to avoid incorrect processing or mixing of lots.
Appropriate location and staging within the facility
also help to ensure that orders are not shipped until
all required operations are performed. Customer
product shall be clearly identified and staged
throughout the plating process. Non-plated, in-
process, and finished product shall be properly
segregated and identified. All material shall be
staged in a dedicated and clearly defined area.
2.3
Is lot traceability and integrity
maintained throughout all
processes?
Out-going lot(s) shall be traceable to the incoming
lot(s). The descipline of precisely identifying lots and
linking all pertinent information to them enhances the
ability to do root cause analysis and continual
improvement.
Section 2 - Floor and Material Handling Responsibility
Question
Number
Question Requirements and Guidance Objective Evidence N/A Satisfactory
Not
Satisfactory
Needs Immediate
Action
Special Process: Plating Process Assessment (General Facility Overview)
Assessment
Section 1 - Management Responsibility and Quality Planning
Index Page Cover Page
2.4
Are procedures adequate to
prevent movement of non-
conforming product into the
production system?
The control of suspect or non-conforming product is
necessary to prevent inadvertent shipment or
contamination of other lots. Procedures shall be
adequate to prevent movement of non-conforming
product into the production system. Procedures
shall exist addressing proper disposition, product
identification and tracking of material flow in and out
of hold area. Non-conforming hold area shall be
clearly designated to maintain segregation of such
material.
2.5
Is there a system to identify
trap points in the entire
plating process to reduce risk
of mixed parts (inappropriate,
unfinished, or improperly
plated parts)?
The plater shall have documented procedures to
identify and monitor trap points for each
process/equipment. Monitoring of potential trap
points shall occur for every part changeover.
2.6
Are containers free of
innappropriate material?
Containers handling customer product shall be free
of inappropriate material. After emptying and before
re-using containers, containers shall be inspected to
ensure that all parts and inappropriate material have
been removed. The source of inappropriate material
shall be identified and addressed. This is to ensure
that no nonconforming plating parts or inappropriate
material contaminate the finished lot.
2.7
Is part loading specified,
documented and controlled?
Loading parameters shall be specified, documented
and controlled. Examples include parts per rack and
load size.
2.8
Are operators trained in
material handling,
containment action and
product segregation in the
event of an equipment
emergency including power
failure?
Unplanned or emergency downtime greatly raises
the risk of improper processing. Operators shall be
trained in material handling, containment action, and
product segregation in the event of an equipment
emergency including power failure. Training shall be
documented. Work instructions specifically
addressing potential types of equipment
emergencies and failures shall be accessible to and
understood by equipment operators. These
instructions shall address containment/reaction plans
related to all elements of the process. Evidence shall
exist showing disposition and traceability of affected
product.
2.9
Is the handling, storage and
packaging adequate to
preserve product quality?
The plater's loading/unloading systems, in process
handling and shipping process shall be assessed for
risk of part damage or other quailty concerns.
2.10
Are plant cleanliness,
housekeeping and
environmental and working
conditions conducive to
control and improved quality?
Plant cleanliness, housekeeping, environmental, and
working conditions shall be conducive to controlling
and improving quailty. The plater should evaluate
such conditions and their effect on quality. A
housekeeping policy shall be clearly defined and
executed. The facility shall be reviewed for the
following items: loose parts on floor; spillage around
tanks; overall plant lighting; fumes etc.
2.11
Are process control
parameters monitored per
frequencies specified in
Process Tables?
Process control parameters shall be monitored per
frequencies specified in Process Tables. Computer
monitoring equipment with alarms and alarm logs
satisfy the verification requirement. A designated
floor person shall verify the process parameters,
e.g., by initialing a strip chart or data log.
2.12
Are out of
control/specification
parameters reviewed and
reacted to?
Are there documented reaction plans to both out of
control and out of tolerance process parameters? Is
there documented evidence that reaction plans are
followed?
2.13
Are In-Process / Final Test
Frequencies performed as
specified in Process Tables?
In-Process / Final Test Frequencies shall be
performed as specified in Process Tables. Refer to
Process Tables.
Question
Number
Question Requirements and Guidance Objective Evidence N/A Satisfactory
Not
Satisfactory
Needs Immediate
Action
Special Process: Plating Process Assessment (General Facility Overview)
Assessment
Section 1 - Management Responsibility and Quality Planning
Index Page Cover Page
2.14
Is product test equipment
verified?
Test equipment shall be verified/calibrated per
applicable customer specific standard or per an
applicable consensus standard, e.g., ASTM, SAE,
ISO, NIST, etc. Verification/calibration results shall
be internally reviewed, approved and documented.
Refer to Process Tables for frequency of checks.
Question
Number
Question Requirements and Guidance Objective Evidence N/A Satisfactory Not Satisfactory
Needs Immediate
Action
3.1
Does plating line have
proper process control
equipment?
Refer to Process Table F for equipment
requirements.
3.2
Are process and testing
equipment calibrations
and/or verification certified,
posted, and current?
A system shall be used by the plating
facility to track calibration dates of
equipment. This system will typically be a
computerized tracking system or other
notification system. Test equipment
shall be verified/calibrated per applicable
customer specific standard or
consensus standard, e.g., ASTM, SAE,
ISO, NIST, etc. Verification/calibration
results shall be internally reviewed,
approved and documented.
3.3
Are barrels, racks, and
baskets maintained?
Supplier shall have preventative
maintenance system that is documented
and implemented.
3.4 Are rectifiers maintained?
Supplier shall have preventative
maintenance system that is documented
and implemented.
3.5
For hydrogen embrittlement
relief ovens, are
temperature uniformity
surveys performed yearly?
Uniformity survey must show that ovens
were tested both empty and with a
dense load. Parts must come up to
temperature within one hour of entering
oven and meet temperature tolerance
specified by customer.
3.6
For hydrogen embrittlement
relief ovens, are
thermocouples checked
and/or replaced quarterly?
Supplier shall have preventative
maintenance system that is documented
and implemented.
Section 3 - Zinc/ Zinc Alloy Plating Equipment
Assessment
Cover Page Index Page
N/A Satisfactory
Not
Satisfactory
Needs
Immediate
Action
4.1
Does plating line have
proper process control
equipment?
Refer to Process Table F for equipment
requirements.
4.2
Are process and testing
equipment calibrations
and/or verification certified,
posted, and current?
A system shall be used by the plating
facility to track calibration dates of
equipment. This system will typically be
a computerized tracking system or other
notification system. Test equipment shall
be verified/calibrated per applicable
customer specific standard or consensus
standard, e.g., ASTM, SAE, ISO, NIST,
etc. Verification/calibration results shall
be internally reviewed, approved and
documented. Refer to Process Table F,
for equipment certification time table
4.3 Are racks maintained?
Supplier shall have preventative
maintenance system that is documented
and implemented.
4.4 Are rectifiers maintained?
Supplier shall have preventative
maintenance system that is documented
and implemented.
4.5 Are filters maintained?
Supplier shall have preventative
maintenance system that is documented
and implemented.
4.6
Is all other applicable
equipment maintained?
Supplier shall have preventative
maintenance system that is documented
and implemented.
4.7
For all thermocouples/
thermometers are they
checked and/or replaced?
Supplier shall have preventative
maintenance system that is documented
and implemented.
4.8
Are the process and
equipment alarm checks
being tested?
Checks shall be documented. Each
alarm shall be reviewed independently
for functionality if applicable. Plater shall
have a list of alarms relevant to process.
Section 4 - Decorative (Cu, Ni, Cr) Plating Equipment
Question
Number
Question Requirements and Guidance Objective Evidence
Assessment
Index Page Cover Page
Job Identity:
Customer:
Shop Order Number:
Part Number:
Part Description:
Material:
Plating Requirements:
Question
#
Job Audit Question
Related
PSA Question #
Customer or Internal
Requirement
Job (Shop) Order or Reference
Documentation Requirement
Actual Condition
(Objective Evidence)
Pass / Fail
/ N/A
5.1 Are contract review, advance
quality planning, FMEA, control
plans, etc., performed by qualified
individuals?
1.2
1.3
1.4
1.17
N/A
5.2 Does the plater have the proper
customer specifications for the
part?
1.5 N/A
5.3 Is a shop traveler created to meet
customer requirements?
1.6
2.1
5.4 Is material identification (part
numbers, lot numbers, contract
numbers, etc.) maintained
throughout the plating process?
2.2
2.3
2.4
5.5 Is there documented evidence of
Receiving Inspection?
2.1
5.6
Are the Loading / Racking
requirements identified?
1.6
2.7
2.9
5.7
Is the proper procedure or
process specification used?
Refer to Process Tables for
specific parameters. List
parameters that were verified in
this audit in the spaces provided
below.
1.5
1.6
2.1
2.11
2.13
5.8
What are the product inspection
requirements?
2.13
5.8.1 Requirement: Plate Thickness
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
5.8.2 Requirement: Corrosion
Resistance
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
5.8.3 Requirement: Hydrogen
Embrittlement Relief (if
Applicable)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
5.8.4 Requirement: Adhesion Test
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
Section 5 - Job Audit - Finished Product Review
Each part may have one or more requirements determined by the plating
specification. Parts must meet each requirement. List each requirement below and
validate.
Cover Page Index Page
Job Identity:
Customer:
Shop Order Number:
Part Number:
Part Description:
Material:
Plating Requirements:
Question
#
Job Audit Question
Related
PSA Question #
Customer or Internal
Requirement
Job (Shop) Order or Reference
Documentation Requirement
Actual Condition
(Objective Evidence)
Pass / Fail
/ N/A
Section 5 - Job Audit - Finished Product Review
Cover Page Index Page
5.8.5
Requirement: Alloy (if Applicable)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
5.8.6 Requirement: Torque Tension (if
Applicable)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
5.8.7 Requirement: Appearance
(Decorative)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
5.8.8 Requirement: S.T.E.P.
(Decorative)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
5.8.9 Requirement: Pore Count/Size
(Decorative)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
5.8.10 Requirement: Ductility by foil
(Decorative)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
5.8.11 Requirement: Internal Stress
(Decorative)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
5.8.12 Requirement:Thermal Cycle
(Decorative Plastic)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
5.9 Were appropriate process steps
signed off?
1.4
2.2
2.3
2.11
5.10
Were all inspection steps, as
documented in the control plan
performed?
1.2
1.4
5.11
Were steps/operations performed
that were not documented in the
control plan?
1.2
1.4
1.6
Operator or Inspector Responsibilities
Job Identity:
Customer:
Shop Order Number:
Part Number:
Part Description:
Material:
Plating Requirements:
Question
#
Job Audit Question
Related
PSA Question #
Customer or Internal
Requirement
Job (Shop) Order or Reference
Documentation Requirement
Actual Condition
(Objective Evidence)
Pass / Fail
/ N/A
Section 5 - Job Audit - Finished Product Review
Cover Page Index Page
5.12 If additional steps were
performed, were they authorized?
1.2
1.4
1.6
1.11
1.17
5.13 If the order was certified, did the
certification accurately reflect the
process performed?
2.11
2.13
5.14 Was the certification signed by an
authorized individual?
1.17
5.15 Are the parts and containers free
of foreign objects or
contamination?
2.6
Packaging Requirements
5.16 Are packaging requirements
identified?
2.9
5.17 Are parts packaged to minimize
mixed parts (parts packed over
height of container)?
2.9
Shipping Requirements
5.18 Were the parts properly
identified?
2.3
5.19
Were the containers properly
labeled?
2.3
2.9
Assessor(s) shall have the following specific experience to conduct the PLATING SYSTEM ASSESSMENT:
1 Be an experienced quality management system (QMS) internal auditor (for example,
ISO/TS 16949-2002, ISO 9001:2000).
2 Assessor shall possess plating knowledge. Evidence shall include a minimum of 5 years
experience in plating and surface finishing or a combination of formal
chemsitry/chemical engineering education and plating experience totaling a minimum of 5 years.
3 Assessor shall possess knowledge of and be familiar with the application of automotive
quality core tools including statistical process control, measurement systems analysis,
part approval, failure mode and effects analysis, and advanced quality planning.
Note: If more than one assessor is required to meet the above qualifications, the lead assessor shall be the
person meeting the requirements in item # 1 above.
Index Page Cover Page
ITEM # Related PSA
Question #
Category/Process Steps Control Monitoring
1.0 Metal Cleaning
Type:
Size,volume:
Proprietary name:
Chemical supplier:
A1.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
A1.2 1.4; 2.11; 2.13 Concentration Automatic or Manual 1/Day
A1.3 1.4; 2.11; 2.13 Time Per Tech Data Sheet Per Process Sheet
A1.4 Agitation Per Tech Data Sheet Per Process Sheet
A1.5 1.4; 2.11; 2.13 Current/Voltage (As applicable) Automatic 1/Shift
A1.6 Solution Level Automatic or Manual 1/Shift
A1.7 Rinse Process Sheet 1/Shift
2.0 Acid
Type:
Size,volume:
Proprietary name:
Chemical supplier:
A2.1 1.4; 2.11; 2.13 Temperature - Optional Automatic 1/Shift
A2.2 1.4; 2.11; 2.13 Concentration Automatic or Manual 1/Shift
A2.3 1.4; 2.11; 2.13 Time (Less than 10 Minutes or Customer
Specific)
Automatic Continuous
A2.4 Inhibitor Per Tech Data Sheet N/A
A2.5 Solution Level Automatic or Manual 1/Shift
A2.6 Rinse Process Sheet 1/Shift
3.0 Acid Plating Bath
Type:
Size,volume:
Proprietary name:
Chemical supplier:
A3.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
A3.2 1.4; 2.11; 2.13 Time Automatic 1/Shift
A3.3 1.4; 2.11; 2.13 Current/Voltage Automatic 1/Shift
A3.4 Chloride Concentration Manual 1/Day
A3.5 pH Automatic or Manual 1/Shift
A3.6 Plating Test Cell (Hull) Manual 1/Day
A3.7 Metal Concentration(s) Automatic or Manual 1/Day
A3.8 Buffer (Ammonia / Boric Acid per TDS) Manual 1/Day
A3.9 Filtration Continuous 1/Shift
A3.10 Agitation (Rack only - others optional) Continuous 1/Shift
A3.11 Rinse Per Process Sheet 1/Shift
4.0 Alkaline Plating Bath
Type:
Size,volume:
Proprietary name:
Chemical supplier:
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify plater is conforming to customer requirements.
PROCESS TABLE A - Zinc - Zinc Alloy Plating
Cover Page Index Page
ITEM # Related PSA
Question #
Category/Process Steps Control Monitoring
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify plater is conforming to customer requirements.
PROCESS TABLE A - Zinc - Zinc Alloy Plating
Cover Page Index Page
A4.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
A4.2 1.4; 2.11; 2.13 Time Automatic 1/Shift
A4.3 1.4; 2.11; 2.13 Current/Voltage Automatic 1/Shift
A4.4 Caustic Concentration Manual 1/Day
A4.5 Plating Test Cell (Hull) Manual 1/Day
A4.6 Metal Concentration(s) Automatic or Manual 1/Day
A4.7 Filtration Continuous 1/Shift
A4.8 Rinse Per Process Sheet 1/Shift
5.0 Hydrogen Embrittlement Relief
3.6 Oven Type:
3.6 Oven Temperature:
6.0 Passivates
Type:
Size,volume:
Proprietary name:
Chemical supplier:
A6.1 Acid Activation Per Control Plan N/A
A6.1.1 - Concentration Automatic or Manual 1/Shift
A6.1.2 1.4; 2.11; 2.13 - Time Automatic or Manual 1/Shift
A6.2 Passivate Per Control Plan N/A
A6.2.1 - Concentration Automatic or Manual 1/Shift
A6.2.2 1.4; 2.11; 2.13 - Temperature Automatic or Manual 1/Shift
A6.2.3 1.4; 2.11; 2.13 - Time Automatic or Manual 1/Shift
A6.2.4 - pH Automatic or Manual 1/Shift
A6.2.5 - Agitation Automatic or Manual 1/Shift
A6.2.6 - Contamination (e.g. Fe, Zn) Per Process Sheet 1/week
A6.3 Rinse Per Process Sheet 1/Shift
A6.4 Dry Per Tech Data Sheet Per Process Sheet
7.0
Supplemental Treatments - Sealers and
Torque Tension Modifiers
A7.1 Concentration Automatic or Manual
Per Control Plan and
TDS
A7.2
1.4; 2.11; 2.13
Solution Temperature Automatic
Per Control Plan and
TDS
A7.3
1.4; 2.11; 2.13
Time Automatic or Manual
Per Control Plan and
TDS
A7.4 pH Automatic or Manual
Per Control Plan and
TDS
A7.5 Drying Temperature Automatic
Per Control Plan and
TDS
A7.6 Spin Speed Automatic
Per Control Plan and
TDS
A7.7 Agitation Automatic or Manual
Per Control Plan and
TDS
ITEM # Related PSA
Question #
Category/Process Steps Control Monitoring
1.0 Polishing and Buffing
B1.1 Manual
B1.2 Automatic
B1.3 Steel
B1.4 Stainless Steel
B1.5 Aluminum
B1.6 Zinc diecast
2.0 Metal Cleaning
Type:
Size,volume:
Proprietary name:
Chemical supplier:
B2.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
B2.2 1.4; 2.11; 2.13 Concentration Automatic or Manual 1/Shift
B2.3 1.4; 2.11; 2.13 Time Per TDS Per process sheet
B2.4 Agitation - Optional Per TDS Per process sheet
B2.5 4.4 Current/Voltage (As applicable) Automatic 1/Shift
B2.6 Solution Level Automatic or Manual 1/Shift
B2.7 Rinse Process Sheet 1/Shift
3.0 Pretreatment
B3.1 Strike (As applicable) N/A N/A
B3.1.1 1.4; 2.11; 2.13 - Temperature Automatic 1/Shift
B3.1.2 1.4; 2.11; 2.13 - Concentration Automatic or Manual 1/Shift
B3.1.3 1.4; 2.11; 2.13 - Time Automatic Per process sheet
B3.1.4 - Agitation - Optional Per TDS Per process sheet
B3.1.5 4.4 - Current/Voltage (if applicable) Automatic 1/Shift
B3.1.6 - Solution Level Automatic or Manual 1/Shift
B3.1.7 - Rinse Process Sheet 1/Shift
B3.2 Zincate (Aluminum Only) N/A N/A
B3.2.1 1.4; 2.11; 2.13 - Temperature Automatic 1/Shift
B3.2.2 1.4; 2.11; 2.13 - Concentration Automatic or Manual 1/Shift
B3.2.3 1.4; 2.11; 2.13 - Time Automatic Per process sheet
B3.2.4 - Agitation - Optional Per TDS Per process sheet
B3.2.5 - Solution Level Automatic or Manual 1/Shift
B3.2.6 - Dump Schedule Per TDS Per process sheet
B3.2.7 Rinse Process Sheet 1/Shift
4.0 Acid
Type:
Size,volume:
Proprietary name:
Chemical supplier:
B4.1 1.4; 2.11; 2.13 Temperature - Optional Automatic 1/Shift
B4.2 1.4; 2.11; 2.13 Concentration Automatic or Manual 1/Shift
B4.3 1.4; 2.11; 2.13 Time (Per Specification) Automatic Continuous
B4.4 Solution Level Automatic or Manual 1/Shift
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify plater is conforming to customer requirements.
PROCESS TABLE B - Surface Conditioning of Metals for Decorative
Plating
Index Page Cover Page
ITEM # Related PSA
Question #
Category/Process Steps Control Monitoring
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify plater is conforming to customer requirements.
PROCESS TABLE B - Surface Conditioning of Metals for Decorative
Plating
Index Page Cover Page
B4.5 Rinse Process Sheet 1/Shift
(Proceed to Process Table D - Decorative Plating)
ITEM # Related PSA
Question #
Category/Process Steps
Control Monitoring
1.0 Cleaning and Pre-Etch (If Applicable)
Type:
Size,volume:
Proprietary name:
Chemical supplier:
C1.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
C1.2 1.4; 2.11; 2.13 Concentration Automatic or Manual 1/Shift
C1.3 1.4; 2.11; 2.13 Time Automatic Per process sheet
C1.4 Agitation Per TDS Per process sheet
C1.5 Solution Level Automatic or Manual 1/Shift
C1.6 Rinse Process Sheet 1/Shift
2.0 Etch
Type:
Size,volume:
Proprietary name:
Chemical supplier:
C2.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
C2.2 1.4; 2.11; 2.13 Concentration Automatic or Manual 1/Shift
C2.3 1.4; 2.11; 2.13 Time Automatic Per process sheet
C2.4 Agitation Per TDS Per process sheet
C2.5 Solution Level Automatic or Manual 1/Shift
C2.6 Rinse Process Sheet 1/Shift
3.0 Neutralizer
Type:
Size,volume:
Proprietary name:
Chemical supplier:
C3.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
C3.2 1.4; 2.11; 2.13 Concentration Automatic or Manual 1/Shift
C3.3 1.4; 2.11; 2.13 Time Automatic Per process sheet
C3.4 Agitation Per TDS Per process sheet
C3.5 Solution Level Automatic or Manual 1/Shift
C3.6 Rinse Process Sheet 1/Shift
4.0 Activator
Type:
Size,volume:
Proprietary name:
Chemical supplier:
C4.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
C4.2 1.4; 2.11; 2.13 Concentration Automatic or Manual 1/Shift
C4.3 1.4; 2.11; 2.13 Time Automatic Per process sheet
C4.4 Agitation Per TDS Per process sheet
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify plater is conforming to customer requirements.
PROCESS TABLE C - Surface Conditioning of ABS & PCABS Plastic
for Decorative Plating
Cover Page Index Page
ITEM # Related PSA
Question #
Category/Process Steps
Control Monitoring
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify plater is conforming to customer requirements.
PROCESS TABLE C - Surface Conditioning of ABS & PCABS Plastic
for Decorative Plating
Cover Page Index Page
C4.5 Solution Level Automatic or Manual 1/Shift
C4.6 Rinse Process Sheet 1/Shift
5.0 Accelerator
Type:
Size,volume:
Proprietary name:
Chemical supplier:
C5.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
C5.2 1.4; 2.11; 2.13 Concentration Automatic or Manual 1/Shift
C5.3 1.4; 2.11; 2.13 Time Automatic Per process sheet
C5.4 Agitation Per TDS Per process sheet
C5.5 Solution Level Automatic or Manual 1/Shift
C5.6 Rinse Process Sheet 1/Shift
6.0 Electroless Plating
Type:
Size,volume:
Proprietary name:
Chemical supplier:
C6.1 1.4; 2.11; 2.13 - Temperature Automatic 1/Shift
C6.2 1.4; 2.11; 2.13 - Concentration Automatic or Manual 1/Shift
C6.3 1.4; 2.11; 2.13 - Time Automatic Per process sheet
C6.4 - Agitation Per TDS Per process sheet
C6.5 - Solution Level Automatic or Manual 1/Shift
C6.6 - Rinse Process Sheet 1/Shift
7.0 Electrolytic Plating - Strike
Type:
Size,volume:
Proprietary name:
Chemical supplier:
C7.1 1.4; 2.11; 2.13 - Temperature Automatic 1/Shift
C7.2 1.4; 2.11; 2.13 - Concentration Automatic or Manual 1/Day
C7.3 4.1, 4.4 - Current Automatic 1/Shift
C7.4 1.4; 2.11; 2.13 - Time Automatic 1/Shift
C7.5 - Agitation Per TDS 1/Shift
C7.6 - Solution Level Automatic or Manual 1/Shift
C7.7 - Rinse Process Sheet 1/Shift
ITEM # Related PSA
Question #
Category/Process Steps
Control Monitoring
1.0 Acid Copper (as applicable)
Type:
Size,volume:
Proprietary name:
Chemical supplier:
D1.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
D1.2 1.4; 2.11; 2.13 Concentration(s) Automatic or Manual 1/Shift
D1.3 1.4; 2.11; 2.13 Time Automatic Per process sheet
D1.4 Agitation Per TDS Per process sheet
D1.5 4.1, 4.4 Current/Voltage Per Process Sheet Per Job
D1.6 Solution Level Automatic or Manual 1/Shift
D1.7 Rinse Per Process Sheet 1/Shift
D1.8 Filtration Continuous 1/Shift
D1.9 Post Clean Per Process Sheet 1/Day
2.0 Semi-Bright Nickel
Type:
Size,volume:
Proprietary name:
Chemical supplier:
D2.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
D2.2 1.4; 2.11; 2.13 Concentration(s) Automatic or Manual 1/Shift
D2.3 1.4; 2.11; 2.13 Time Automatic Per process sheet
D2.4 Agitation Per TDS Per process sheet
D2.5 4.1, 4.4 Current/Voltage Per Process Sheet Per Job
D2.6 Solution Level Automatic or Manual 1/Shift
D2.7 4.2 pH Automatic 1/Shift
D2.8 4.2 Internal stress test Manual 1/Month
D2.9 4.2 Ductility test Manual 1/Month
D2.10 4.2 Sulfur Concentration (as deposited) Manual 1/Month
D2.11 Filtration Continuous 1/Shift
3.0 High Activity Nickel (as applicable)
Type:
Size,volume:
Proprietary name:
Chemical supplier:
D3.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
D3.2 1.4; 2.11; 2.13 Concentration(s) Automatic or Manual 1/Shift
D3.3 1.4; 2.11; 2.13 Time Automatic Per process sheet
D3.4 Agitation Per TDS Per process sheet
D3.5 4.1, 4.4 Current/Voltage Per Process Sheet Per Job
D3.6 Solution Level Automatic or Manual 1/Shift
D3.7 pH Automatic 1/Shift
D3.8 Filtration Continuous Per process sheet
4.0 Bright Nickel
Type:
Size,volume:
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify plater is conforming to customer requirements.
PROCESS TABLE D - Decorative Plating
Index Page Cover Page
ITEM # Related PSA
Question #
Category/Process Steps
Control Monitoring
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify plater is conforming to customer requirements.
PROCESS TABLE D - Decorative Plating
Index Page Cover Page
Proprietary name:
Chemical supplier:
D4.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
D4.2 1.4; 2.11; 2.13 Concentration(s) Automatic or Manual 1/Shift
D4.3 1.4; 2.11; 2.13 Time Automatic Per process sheet
D4.4 Agitation Per TDS Per process sheet
D4.5 4.1,4.4 Current/Voltage Per Process Sheet Per Job
D4.6 Solution Level Automatic or Manual 1/Shift
D4.7 pH Automatic 1/Shift
D4.8 Internal stress test Manual 1/Month
D4.9 Ductility test Manual 1/Month
D4.10 Filtration Continuous 1/Shift
5.0 Microporous Nickel
Type:
Size,volume:
Proprietary name:
Chemical supplier:
D5.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
D5.2 1.4; 2.11; 2.13 Concentration(s) Automatic or Manual 1/Shift
D5.3 1.4; 2.11; 2.13 Time Automatic Per Process Sheet
D5.4 Agitation Per TDS Per Process Sheet
D5.5 4.1,4.4 Current/Voltage Per Process Sheet Per Job
D5.6 Solution Level Automatic or Manual 1/Shift
D5.7 4.2 pH Automatic 1/Shift
D5.8 Rinse Per Process Sheet 1/Shift
D5.9 4.2 STEP Test (of final product) Manual 1/Day
6.0 Chromium
Type:
Size,volume:
Proprietary name:
Chemical supplier:
D6.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
D6.2 1.4; 2.11; 2.13 Concentration(s) Automatic or Manual 2/Shift
D6.3 1.4; 2.11; 2.13 Time Automatic Per Process Sheet
D6.4 Agitation (if applicable) Per TDS Per Process Sheet
D6.5 4.1,4.4 Current/Voltage Per Process Sheet Per Job
D6.6 Solution Level Automatic or Manual 1/Shift
D6.7 Rinse Per Process Sheet 1/Shift
D6.8 4.2 Pore Count and Pore Size Manual 1/Day
ITEM # Related PSA
Question #
Category/Process Steps Control Monitoring
1.0 Metal Cleaning (Off Line)
E1.1 1.4; 2.11; 2.13 Temperature Automatic 1/Shift
E1.2 1.4; 2.11; 2.13 Concentration Automatic or Manual 1/Shift
E1.3 1.4; 2.11; 2.13 Time Automatic or Manual Per Process Sheet
E1.4 Agitation Per TDS Per Process Sheet
E1.5 Solution Level Automatic or Manual 1/Shift
E1.6 Rinse Per Process Sheet 1/Shift
2.0 Mechanical Plating
E2.1 Load Size (e.g. weight, area, volume) Per Process Sheet per load
E2.2 Water Volume Per Process Sheet per load
E2.3 1.4; 2.11; 2.13 Temperature Per Process Sheet per load
E2.4.1 Media Mix (Ratio) - Sieve Testing Per Process Sheet 1 x per week
E2.4.2 Media (Load Volume) Per Process Sheet per load
E2.4.3 Media (Cleanliness - To Avoid
Contamination)
Per Process Sheet 1 x per week
E2.5.1 Surface Conditioner (Volume or weight) Per Process Sheet per load
E2.5.2 Surface Conditioner (Time) Per Process Sheet per load
E2.6.1 Surface preparation (Volume or weight) -
Cu Flash
Per Process Sheet per load
E2.6.2 Surface preparation (Time) Per Process Sheet per load
E2.7.1 Promoter(s) (Volume) Per Process Sheet per load
E2.7.2 Promoter (Time) Per Process Sheet per load
E2.8.1 Zinc Flash (Weight or volume) Per Process Sheet per load
E2.8.2 Zinc Flash (Time) Per Process Sheet per load
E2.9.1 Metal Addition (Weight or volume) Per Process Sheet per load
E2.9.2 Metal Addition (Number of Adds) Per Process Sheet per load
E2.10 3.2 pH adjustments (Dependent on Adds) Per Process Sheet as needed
E2.11 Metal (Thickness) Per Process Sheet per load
E2.12 Water Polish (time) Per Process Sheet per load
E2.13 Part/Media Separation Per Process Sheet per load
3.0 Passivates
PROCESS TABLE E - Mechanical Plating
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc.
When performing the job audit, the auditor shall verify plater is conforming to customer requirements.
Cover Page Index Page
ITEM # Related PSA
Question #
Category/Process Steps Control Monitoring
PROCESS TABLE E - Mechanical Plating
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc.
When performing the job audit, the auditor shall verify plater is conforming to customer requirements.
Cover Page Index Page
E3.1 Acid Activation per Control Plan
E3.1.1 1.4; 2.11; 2.13 - Concentration Per Process Sheet 1/Shift
E3.1.2 1.4; 2.11; 2.13 - Time Per Process Sheet 1/Shift
E3.2 Passivate
E3.2.1 1.4; 2.11; 2.13 - Concentration Per Process Sheet 1/Shift
E3.2.2 1.4; 2.11; 2.13 - Temperature Per Process Sheet 1/Shift
E3.2.3 1.4; 2.11; 2.13 - Time Per Process Sheet 1/Shift
E3.2.4 3.2 - pH Per Process Sheet 1/Shift
E3.2.5 - Agitation Per Process Sheet 1/Shift
E3.2.6 - Contamination (e.g. Fe, Zn) Per Process Sheet 1/week
E3.3 Rinse Per Process Sheet 1/Shift
E3.4 Dry Per Process Sheet Per Process Sheet
4.0 Supplemental Treatments - Sealers
and Torque Tension Modifiers
E4.1.1 1.4; 2.11; 2.13 - Concentration Automatic or Manual Per Control Plan and
TDS
E4.1.2 1.4; 2.11; 2.13 - Solution Temperature Automatic or Manual Per Control Plan and
TDS
E4.1.3 1.4; 2.11; 2.13 - Time Automatic or Manual Per Control Plan and
TDS
E4.1.4 3.2 - pH Automatic or Manual Per Control Plan and
TDS
E4.1.5 - Drying Temperature Automatic Per Control Plan and
TDS
E4.1.6 - Spin Speed Automatic Per Control Plan and
TDS
E4.1.7
- Agitation Automatic or Manual Per Control Plan and
TDS
ITEM # Related PSA
Question #
Zinc/Zinc
Alloy
Decorative
Plating
EQUIPMENT TYPE Verification
Frequency
Calibration
Frequency
F1 2.14; 3.1; 4.1; 4.2 X X pH Meter/Probe Daily Yearly
F1.2 2.14; 3.1; 4.1; 4.2 X X Wet Analysis N/A N/A
F1.3 2.14; 3.1; 4.1; 4.2 X X Atomic Absorption (Optional)
F1.4 3 X Salt Spray Cabinet N/A Yearly
F1.5 3.2 & 4.2 X X Thickness Tester Daily Yearly
F1.6 2.14; 3.1; 4.1; 4.2 X STEP N/A Yearly
F1.7 2.14; 3.1; 4.1; 4.2 X CASS N/A Yearly
F1.8 2.14; 3.1; 4.1; 4.2 X Microscope N/A Yearly
F1.9 2.14; 3.1; 4.1; 4.2 X Freezer (POP only) N/A Yearly
F1.10 2.14; 3.1; 4.1; 4.2 X Lab Oven (POP only) N/A Yearly
F1.11 2.14; 3.1; 4.1; 4.2 X Stress (External Testing Acc.) N/A Yearly
F1.12 2.14; 3.1; 4.1; 4.2 X Sulfur by Foil (External
Testing Acc.)
Daily Yearly
F2 2.14; 3.1; 4.1; 4.2 X Ductility (External Testing
Acc.)
N/A Yearly
F2.1 2.14; 3.1; 4.1; 4.2 X Pore Count/Active Sites N/A N/A
F2.2 2.14; 3.1; 4.1; 4.2 X Pull Tester N/A Yearly
F2.3 3.2 & 4.2 X X Lab Rectifier N/A Yearly
ITEM PSA Clause
Number
Zinc &
Zinc Alloy
Plating
Decorative
Plating
EQUIPMENT TYPE Verification
Frequency
Calibration
Frequency
F3 X X Machine - Return type
automatic
3.3 & 4.3 X X Rack
Rack Size
3.3 X Barrel
Horizontal
Oblique
Barrel Size
-volume
-dimensions
F3.1 X X Hoist
Manual
Automatic
Rack Size
Barrel Size
F3.2 3.4 & 4.4 X X Rectifier Type
Water cooled
Air cooled
Amperage controlled
PROCESS EQUIPMENT
PROCESS TABLE F - EQUIPMENT
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. The
auditor shall verify plater is conforming to customer requirements.
LABORATORY EQUIPMENT
MINIMUM REQUIRED TESTING CAPABILITY
Cover Page Index Page
PROCESS TABLE F - EQUIPMENT
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. The
auditor shall verify plater is conforming to customer requirements.
Cover Page Index Page
ITEM PSA Clause
Number
Zinc &
Zinc Alloy
Plating
Decorative
Plating EQUIPMENT TYPE
Verification
Frequency
Calibration
Frequency
Voltage controlled
F3.3 X X Filters
Pre-pack
Cartridge
Other
F3.4 3.5 X Oven type
Continious
Batch
3.5 X Chart recorder
3.6 X Themocouples
number
3.3 X Basket type
Expanded metal
Perforated
Solid
Size
F3.5 X X Controllers
Automatic feeders
Timers
Temperature
Volume
F3.6 X X Agitation type
Air
Cathode rod
F3.7 X X Water source
Tap
RO
Deionized
Instructions for completing the Cover Sheet
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
observed during the assessment.
Number of "Needs Immediate Action" Findings: Enter the number of "Needs Immediate
Action" findings observed during the assessment.
implementation of the corrective action(s), has been observed. Also, the "Number of Not
Satisfactory Findings" shall be modified as appropriate.
The date of the re-assignment shall be given here, and the appropriate Question(s) from Sections
1 - 3, in the original assessment, shall be modified to reflect that the evidence, relating to the
available, of the auditor/assessor(s).
Number of "Not Satisfactory" Findings: Enter the number of "Not Satisfactory" findings
from the job audit.
Facility Name: Name of the facility being assessed.
Personnel Contacted: List the name(s), title(s), phone number(s), and email address(es), if
Number of "Fail" Findings in the Job Audit(s): Enter the number of "Fail" findings observed
available, of the principal participants from the coater's organization.
Auditors/Assessors: List the name(s), Company(ies), phone number(s) and email address(es), if
original assessment, then the coater shall address each item and determine correct action,
including root cause analysis and implementation of the corresponding corrective action(s).
assessment by the customer shall also be given.
Date of Re-assessment (if necessary): If "Not Satisfactory" findings were observed from the
System Assessment.
Current Quality Certification(s): the coater shall list their current quality certifications, e.g.,
ISO/TS 16949, ISO 9001-2000. Certifications may be from 3rd party sources or customer
quality certifications. If customer quality certification is given, then the year of the last
Phone Number: The phone number of the facility.
If there is no common phone number for the facility, the phone number of the Operations
System Assessment of this facility.
Type(s) of Coating at this Facility: Place a checkmark to designate the coating process(es)
Number of Coating Employees at this Facility: The number of employees, salaried and hourly,
associated with the coating operation at this facility.
Captive Coater (Y/N): Enter "Y" if this facility coats components for their own company. Enter
"N" if the company does not coat any components for their own company.
Date of Assessment: Enter the date(s) of the assessment. An alphanumeric format shall be used
to avoid confusion with different numeric formats.
Commercial Coater (Y/N): Enter "Y" if this facility coats components for companies other than
their own company. Enter "N" if this facility does not coat any components for other companies.
Manager or Quality Manager shall be used.
Fax number: The fax number of the facility.
performed at this facility. This information determines the appropriate Process Table that shall be
used during the assessment. Processes not listed on the cover sheet are not part of the Coating
Date of Previous Assessment: List the date of the previous CQI-12 Special Process: Coating
Specialist) or different management system, then these locations shall be considered as separate facilities.
Address: The street address of the facility being assessed; P.O. Box numbers may be given as
additional information.
CQI-12 COATING SYSTEM ASSESSMENT
One form shall be used for each facility. The facility may have several buildings or physical locations
in the same general area. If there is a separate management team (Quality Manager and Coating
Cover Page Index Page
Facility Name:
Phone Number:
Fax Number: Process Table A
Aqueous Cleaning
Process Table B
Mechanical Cleaning
Captive Coater (Y/N): Process Table C
Commercial Coater (Y/N): Phosphating
Process Table D
Date of Assessment: Powder Coating
Process Table E
Date of Previous Assessment: Electrocoat
Process Table F
Spray
Process Table G
Dip/Spin
Process Table H
Autophoretic
Process Table I
Convective Cure
Process Table J
Equipment
Name: Title: Phone:
0 0
0 0
0 0
0 0
Name: Company: Phone:
0
0
0
0
Number of "Fail" Findings in the Job Audit(s):
Special Process: Coating System Assessment
Address:
Type(s) of Coating Processes at this Facility:
Number of Coating Employees at this Facility:
Email:
Personnel Contacted:
Current Quality Certification(s):
Date of Re-assessment (if necessary):
Number of "Needs Immediate Action" Findings:
Auditors/Assesors:
Email:
Number of "Not Satisfactory" Findings:
Index Page Cover Page
Question
Number
Question Requirements and Guidance Objective Evidence N/A Satisfactory
Not
Satisfactory
Needs
Immediate
Action
1.1
Is there a dedicated and
qualified coating person on-
site?
To ensure readily available expertise, there shall be a
dedicated and qualified coating person on the site.
This individual shall be a full-time employee and the
position shall be reflected in the organization chart. A
job description shall exist identifying the qualifications
for the position including chemical and coating
knowledge. The qualifications shall include a
minimum of 5 years experience in coating operation
or a combination of a minimum of 5 years of formal
chemical education and coating experience.
1.2
Does the coater perform
advanced quality planning?
The organization shall incorporate a documented
advanced quality planning procedure. A feasibility
study shall be performed and internally approved for
each new part or process. Similar parts can be
grouped into part families for this effort as defined by
the organization. After the part approval process is
approved by the customer, no process changes are
allowed unless approved by the customer. The coater
shall contact the customer when clarification of
process changes is required. This clarification of
process changes shall be documented.
1.3
Are the coater's FMEA's up to
date and reflecting current
processing?
The organization shall incorporate the use of a
documented Failure Mode and Effects Analysis
(FMEA) procedure and ensure the FMEAs are
updated to reflect current part quality status. The
FMEA shall be written for each part or part family or
they may be process-specific and written for each
process. In any case, they shall address all process
steps from part receipt to part shipment and all key
coating process parameters as defined by the
organization. A cross-functional team shall be used in
the development of the FMEA. All special
characteristics, as defined by the organization and its
customers, shall be identified, defined, and
addressed in the FMEA.
1.4
Are finish process control
plans up to date and
reflecting current processing?
The organization shall incorporate the use of a
documented Control Plan procedure and ensure the
Control Plans are updated to reflect current controls.
The Control Plans shall be written for each part or
part family or they may be process-specific and
written for each process. In any case, they shall
address all process steps from part receipt to part
shipment and identify all equipment used and all key
coating process parameters as defined by the
organization. A cross-functional team, including a
production operator, shall be used in the
development of Control Plans, which shall be
consistent with all associated documentation such as
work instructions, shop travelers, and FMEAs. All
special characteristics, as defined by the organization
and its customers, shall be identified, defined, and
addressed in the Control Plans. Sample sizes and
frequencies for evaluation of process and product
characteristics shall also be addressed consistent
with the minimum requirements listed in the Process
Tables.
Special Process: Coating System Assessment (General Facility Overview)
Assessment
Section 1 - Management Responsibility and Quality Planning
Index Page Cover Page
Question
Number
Question Requirements and Guidance Objective Evidence N/A Satisfactory
Not
Satisfactory
Needs
Immediate
Action
Special Process: Coating System Assessment (General Facility Overview)
Assessment
Section 1 - Management Responsibility and Quality Planning
Index Page Cover Page
1.5
Are all coating related and
referenced specifications
current and available? For
example: SAE, AIAG, ASTM,
General Motors, Ford, and
DaimlerChrysler.
To ensure all customer requirements are both
understood and satisfied, the organization shall have
all related coating and customer referenced
standards and specifications available for use and a
method to ensure that they are current. Such
standards and specifications include, but are not
limited to, those relevant documents published by
SAE, AIAG, ASTM, General Motors, Ford, and
DaimlerChrysler. The organization shall have a
process to ensure the timely review, distribution, and
implementation of all customer and industry
engineering standards and specifications and
changes based on customer-required schedule. This
process shall be executed as soon as possible and
shall not exceed two weeks. The organization shall
document this process of review and implementation,
and it shall address how customer and industry
documents are obtained, how they are maintained
within the organization, how the current status is
established, and how the relevant information is
cascaded to the shop floor within the two-week
period. The organization shall identify who is
responsible for performing these tasks.
1.6
Is there a written process
specification for all active
processes?
The coater shall have written process specifications
for all active processes and identify all steps of the
process including relevant operating parameters.
Examples of operating parameters include process
temperatures, cycle times, load rates, rectifier
settings, etc. Such parameters shall not only be
defined, they shall have operating tolerances as
defined by the organization in order to maintain
process control. All active processes should have a
written process specification. These process
specifications may take the form of work instructions,
job card, computer-based recipes, or other similar
documents.
1.7
Has a valid product capability
study been performed initially
and after process change?
To demonstrate each process is capable of yielding
acceptable product, the organization shall perform
product capability studies for the initial validation of
each process, after relocation of any process
equipment, and after a major rebuild of any
equipment. The organization shall define what
constitutes a major rebuild. Initial product capability
studies shall be conducted for all coating processes
per line as defined in scope of work and in
accordance with customer requirements. Capability
study techniques shall be appropriate for the coating
product characteristics, e.g., coating thickness,
corrosion resistance, etc.. Any specific customer
requirements shall be met. In the absence of
customer requirements, the organization shall
establish acceptable ranges for measures of
capability. An action plan shall exist to address the
steps to be followed in case capability indices fall
outside customer requirements or established
ranges.
1.8
Does the coater collect and
analyze data over time, and
react to this data?
The analysis of products and processes over time
can yield vital information for defect prevention
efforts. The organization shall have a system to
collect, analyze, and react to product or process data
over time. Methods of analysis shall include ongoing
trend or historical data analysis of special product or
process parameters. The organization shall
determine which parameters to include in such
analysis.
1.9
Are internal assessments
being completed on an
annual basis, at a minimum,
incorporating AIAG CSA?
The organization shall conduct internal assessments
on an annual basis, at a minimum, using the AIAG
CSA. Concerns shall be addressed in a timely
manner.
Question
Number
Question Requirements and Guidance Objective Evidence N/A Satisfactory
Not
Satisfactory
Needs
Immediate
Action
Special Process: Coating System Assessment (General Facility Overview)
Assessment
Section 1 - Management Responsibility and Quality Planning
Index Page Cover Page
1.10
Is there a system in place to
authorize reprocessing and is
it documented?
The quality management system shall include a
documented process for reprocessing that shall
include authorization from a designated individual.
The reprocessing procedure shall describe product
characteristics for which reprocessing is allowed as
well as those characteristics for which reprocessing is
not permissible. All reprocessing activity shall require
a new processing control sheet issued by qualified
technical personnel denoting the necessary coating
modifications. Records shall clearly indicate when
and how any material has been reprocessed. The
Quality Manager or a designee shall authorize the
release of reprocessed product.
1.11
Does the Quality Department
review, address, and
document customer and
internal concerns?
The quality management system shall include a
process for documenting, reviewing, and addressing
customer concerns and any other concerns internal
to the organization. A disciplined problem-solving
approach shall be used.
1.12
Is there a continual
improvement plan applicable
to each process defined in
the scope of the assessment?
The coater shall define a process for continual
improvement for each coating process identified in
the scope of the CSA. The process shall be designed
to bring about continual improvement in quality and
productivity. Identified actions shall be prioritized and
shall include timing (estimated completion dates). The
organization shall show evidence of program
effectiveness.
1.13
Does the Quality Manager or
designee authorize the
disposition of material from
quarantine status?
The Quality Manager or designee is responsible for
authorizing and documenting appropriate personnel
to disposition quarantine material.
1.14
Are there procedures or work
instructions available to
coating personnel that define
the coating process?
There shall be procedures or work instructions
available to coating personnel covering the coating
process. These procedures or work instructions shall
include methods of addressing potential emergencies
(such as power failure), equipment start-up,
equipment shut-down, product segregation (See 2.8),
product inspection, and general operating
procedures. These procedures or work instructions
shall be accessible to shop floor personnel.
1.15
Is management providing
employee training for
coating?
The organization shall provide employee training for
all coating operations. All employees, including
backup and temporary employees, shall be trained.
Documented evidence shall be maintained showing
the employees trained and the evidence shall include
an assessment of the effectiveness of the training.
Management shall define the qualification
requirements for each function, and ongoing or follow-
up training shall also be addressed.
1.16
Is there a responsibility matrix
to ensure that all key
management and supervisory
functions are performed by
qualified personnel?
The organization shall maintain a responsibility matrix
identifying all key management and supervisory
functions and the qualified personnel who may
perform such functions. It shall identify both primary
and secondary (backup) personnel for the key
functions (as defined by the organization). This
matrix shall be readily available to management at all
times.
Question
Number
Question Requirements and Guidance Objective Evidence N/A Satisfactory
Not
Satisfactory
Needs
Immediate
Action
Special Process: Coating System Assessment (General Facility Overview)
Assessment
Section 1 - Management Responsibility and Quality Planning
Index Page Cover Page
1.17
Is there a preventive
maintenance program? Is
maintenance data being
utilized to form a predictive
maintenance program?
The organization shall have a documented
preventive maintenance program for key process
equipment (as identified by the organization). The
program shall be a closed-loop process that tracks
maintenance efforts from request to completion to
assessment of effectiveness. Equipment operators
shall have the opportunity to report problems, and
problems shall also be handled in a closed-loop
manner. Company data, e.g., downtime, quality
rejects, first time-through capability, recurring
maintenance work orders, and operator-reported
problems, shall be used to improve the preventive
maintenance program. Maintenance data shall be
collected and analyzed as part of a predictive
maintenance program.
1.18
Has the coater developed a
critical spare part list, and are
the parts available to
minimize production
disruptions?
The coater shall develop and maintain a critical spare
parts list and shall ensure the availability of such
parts to minimize production disruptions.
2.1
Does the facility ensure that
the data entered in the
receiving system matches the
information on the customer's
shipping documents?
Documented processes and evidence of compliance
shall exist, e.g., shop travelers, work orders, etc. The
facility shall have a detailed process in place to
resolve receiving discrepancies.
2.2
Is product clearly identified
and staged throughout the
coating process?
Procedures for part and container identification help
to avoid incorrect processing or mixing of lots.
Appropriate location and staging within the facility
also help to ensure that orders are not shipped until
all required operations are performed. Customer
product shall be clearly identified and staged
throughout the coating process. Non-coated, in-
process, and finished product shall be properly
segregated and identified. All material shall be staged
in a dedicated and clearly defined area.
2.3
Is lot traceability and integrity
maintained throughout all
processes?
Out-going lot(s) shall be traceable to the incoming
lot(s).
The descipline of precisely identifying lots and linking
all pertinent information to them enhances the ability
to do root cause analysis and continual improvement.
2.4
Are procedures adequate to
prevent movement of non-
conforming product into the
production system?
The control of suspect or non-conforming product is
necessary to prevent inadvertent shipment or
contamination of other lots. Procedures shall be
adequate to prevent movement of non-conforming
product into the production system. Procedures shall
exist addressing proper disposition, product
identification and tracking of material flow in and out
of hold area. Non-conforming hold area shall be
clearly designated to maintain segregation of such
material.
2.5
Is there a system to identify
trap points in the entire
process to reduce risk of
mixed parts (inappropriate,
unfinished or improperly
coated parts)?
The coater shall have documented procedures to
identify and monitor trap points for each
process/equipment. Monitoring of potential trap
points shall occur for every part changeover.
2.6
Are containers free of
inappropriate material?
Containers handling customer product shall be free of
inappropriate material. After emptying and before re-
using containers, containers shall be inspected to
ensure that all parts and inappropriate material have
been removed. The source of inappropriate material
shall be identified and addressed. This is to ensure
that no nonconforming coated parts or inappropriate
material contaminate the finished lot.
2.7
Is part loading specified,
documented and controlled?
Loading parameters shall be specified, documented
and controlled. Examples include parts per rack and
load size.
Refer to Process Tables for frequency of checks.
Section 2 - Floor and Material Handling Responsibility
Question
Number
Question Requirements and Guidance Objective Evidence N/A Satisfactory
Not
Satisfactory
Needs
Immediate
Action
Special Process: Coating System Assessment (General Facility Overview)
Assessment
Section 1 - Management Responsibility and Quality Planning
Index Page Cover Page
2.8
Are operators trained in
material handling,
containment action and
product segregation in the
event of an equipment
emergency including power
failure?
Unplanned or emergency downtime greatly raises the
risk of improper processing. Operators shall be
trained in material handling, containment action, and
product segregation in the event of an equipment
emergency including power failure. Training shall be
documented. Work instructions specifically
addressing potential types of equipment emergencies
and failures shall be accessible to and understood by
equipment operators. These instructions shall
address containment/reaction plans related to all
elements of the process. Evidence shall exist
showing disposition and traceability of affected
product.
2.9
Is the handling, storage and
packaging adequate to
preserve product quality?
The coater's loading/unloading systems, in-process
handling and shipping process shall be assessed for
risk of part damage or other quailty concerns.
2.10
Are plant cleanliness,
housekeeping, environmental
and working conditions
conducive to control and
improved quality?
Plant cleanliness, housekeeping, environmental, and
working conditions shall be conducive to controlling
and improving quality. The coater should evaluate
such conditions and their effect on quality. A
housekeeping policy shall be clearly defined and
executed. The facility shall be reviewed for the
following items: loose parts on floor; spillage around
tanks; overall plant lighting; fumes etc.
2.11
Are process control
parameters monitored per
frequencies specified in
Process Tables?
Process control parameters shall be monitored per
frequencies specified in Process Tables. Computer
monitoring equipment with alarms and alarm logs
satisfy the verification requirement. A designated
floor person shall verify the process parameters, e.g.,
by initialing a strip chart or data log.
2.12
Are out of
control/specification
parameters reviewed and
reacted to?
There are documented reaction plans to both out of
control and out of tolerance process parameters.
There is documented evidence that reaction plans
are followed.
2.13
Are In-Process / Final Test
Frequencies performed as
specified in Process Tables?
In-Process / Final Test Frequencies shall be
performed as specified in Process Tables. Refer to
Process Tables
2.14
Is product test equipment
verified?
Test equipment shall be verified/calibrated per
applicable customer specific standard or per an
applicable consensus standard, e.g., ASTM, SAE,
ISO, NIST, etc. Verification/calibration results shall
be internally reviewed, approved and documented.
Refer to Process Tables for frequency of checks.
Job Identity:
Customer:
Shop Order Number:
Part Number:
Part Description:
Coating Requirements:
Question # Job Audit Question
Related
CSA Question #
Customer or Internal
Requirement
Job (Shop) Order or
Reference Documentation
Requirement
Actual Condition
(Objective Evidence)
Pass /
Fail / N/A
3.1
Is contract review and advanced
quality planning, FMEA, control
plans, etc., performed by qualified
individuals?
1.1
1.2
1.3
1.4
1.6
N/A
3.2
Does the Coater have the proper
customer specifications for the
part?
1.5
N/A
3.3
Is a shop traveler created to meet
customer requirements?
1.6
2.1
3.4
Is material identification (part
numbers, lot numbers, contract
numbers, etc.) maintained
throughout the coating process?
2.2
2.3
2.4
3.5
Is there documented evidence of
Receiving Inspection?
2.1
3.6
Are the Loading / Racking
requirements identified?
1.6
2.7
2.9
3.7
Is the proper procedure or process
specification used? Refer to
Process Tables for specific
parameters. List parameters that
were verified in this audit in the
spaces provided below.
1.5
1.6
2.1
2.11
2.13
3.8
What are the product inspection
requirements?
1.5
2.13
2.14
3.8.1 Requirement: Coating Thickness
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
3.8.2
Requirement: Corrosion
Resistance (if applicable).
Test Method(s):
Test frequency or quantity:
Selection of samples:
Specification:
3.8.3
Requirement: Hydrogen
Embrittlement Relief (if applicable)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
3.8.4 Requirement: Adhesion
Test Method(s):
Test frequency or quantity:
Selection of samples:
Specification:
3.8.5 Requirement: Cure
Test Method:
Test frequency or quantity:
Selection of samples:
Each part may have one or more requirements determined by the coating specification.
Parts must meet each requirement. List each requirement below and validate.
(Listed below are some examples)
Section 3 - Job Audit - Finished Product Review
Index Page Cover Page
Job Identity:
Customer:
Shop Order Number:
Part Number:
Part Description:
Coating Requirements:
Question # Job Audit Question
Related
CSA Question #
Customer or Internal
Requirement
Job (Shop) Order or
Reference Documentation
Requirement
Actual Condition
(Objective Evidence)
Pass /
Fail / N/A
Section 3 - Job Audit - Finished Product Review
Index Page Cover Page
Specification
3.8.6
Requirement: Torque Tension (if
applicable)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
3.8.7
Requirement: Appearance
(Decorative)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification
3.8.8
Requirement: Dimensional (if
applicable)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
3.8.9
Requirement: Color and Gloss
(Decorative)
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
3.8.10 Requirement: Customer Specific
Test Method(s):
Test frequency or quantity:
Selection of samples:
Specification:
3.9
Were appropriate process steps
signed off?
1.4
1.6
2.2
2.3
2.11
3.10
Were all inspection steps, as
documented in the control plan
performed?
1.2
1.4
3.11
Were steps/operations performed
that were not documented in the
control plan?
1.2
1.4
1.6
3.12
If additional steps were performed,
were they authorized?
1.2
1.4
1.6
1.10
1.16
3.13
Does the governing specification
allow reprocessing or rework?
1.5
1.10
3.14
If the order was certified, did the
certification accurately reflect the
process performed?
2.11
2.13
3.15
Was the certification signed by an
authorized individual?
1.16
3.16
Are the parts and containers free of
inappropriate objects or
contamination?
2.6
Packaging Requirements
3.17
Are packaging requirements
identified?
2.6
2.7
2.9
3.18
Are parts packaged to minimize
mixed parts (for example, parts
packed over height of container)?
2.6
2.7
2.9
Operator or Inspector Responsibilities
Job Identity:
Customer:
Shop Order Number:
Part Number:
Part Description:
Coating Requirements:
Question # Job Audit Question
Related
CSA Question #
Customer or Internal
Requirement
Job (Shop) Order or
Reference Documentation
Requirement
Actual Condition
(Objective Evidence)
Pass /
Fail / N/A
Section 3 - Job Audit - Finished Product Review
Index Page Cover Page
Shipping Requirements
3.19
Were the parts properly identified? 2.3
2.9
3.20
Were the containers properly
labeled?
2.3
2.9
Assessor(s) shall have the following specific experience to conduct the COATING SYSTEM ASSESSMENT:
1 Be an experienced quality management system (QMS) internal auditor (for example,
ISO/TS 16949-2002, ISO 9001:2000).
2 Assessor shall possess coating knowledge. Evidence shall include a minimum of 5
years experience in coating or a combination of formal chemical education and
coating experience totaling a minimum of 5 years.
3 Assessor shall possess knowledge of and be familiar with the application of automotive
quality core tools including statistical process control, measurement systems analysis,
part approval, failure mode and effects analysis, and advanced quality planning.
Note: If more than one assessor is required to meet the above qualifications, the lead assessor shall be the
person meeting the requirements in item # 1 above.
Index Page Cover Page
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
1.0
AQUEOUS CLEANING PROCESS (Alkaline
or Acid)
A1.1 1.4
There shall be an incoming part assessment
procedure with criteria.
Per Control Plan Per lot
2.0 Cleaning Bath(s)
A2.1 2.11
The following checks shall be performed
during production:
A2.2
1.4
2.11
2.12
Pressure/Agitation Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
A2.3
1.4
2.11
2.12
Temperature Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
A2.4
1.4
1.6
2.11
2.12
Time Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
A2.5
1.4
1.6
2.11
2.12
Chemical Concentration Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
A2.6
1.4
2.11
2.12
Impurity Content (e.g. acid split) Manual
Per Control Plan/Log Sheet
(1/shift minimum)
A2.7 2.11 There is a dump schedule for cleaning baths. Manual Per Control Plan/Log Sheet
3.0 Rinse Bath(s)
A3.1 2.11
The following checks shall be performed
during production:
A3.2
1.4
2.11
2.12
Pressure/Agitation Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
A3.3
1.4
2.11
2.12
Temperature Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
PROCESS TABLE A - Pretreatment (Aqueous)
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing
the job audit, the auditor shall verify coater is conforming to customer requirements.
Cover Page Index Page
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
PROCESS TABLE A - Pretreatment (Aqueous)
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing
the job audit, the auditor shall verify coater is conforming to customer requirements.
Cover Page Index Page
A3.4
1.4
1.6
2.11
2.12
Time Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
A3.5
1.4
2.11
2.12
Impurity Concentration Manual
Per Control Plan/Log Sheet
(1/shift minimum)
A3.6
1.4
2.11
2.12
Overflow Rate Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
A3.7 2.11 There is a dump schedule for rinses. Manual Per Control Plan/Log Sheet
A3.8
1.4
2.11
There is a visual inspection (e.g. water break)
after each post cleaning rinse bath where
possible. (not applicable for bulk)
Manual
Per Control Plan/Log Sheet
(1/shift minimum)
A3.9
1.4
2.11
There is a final rinse. It shall be monitored for
presence of bacteria. (for plastic substrate)
Manual
Per Control Plan/Log Sheet
(1/shift minimum)
A3.10
1.4
2.11
For Metals -- Corrosion inhibitor concentration
is checked. (If applicable)
Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
Item #
Related
CSA
Question #
Category/Process Steps Control Monitoring
1.0 ABRASIVE BLAST PROCESS
B1.1 1.4
There shall be an incoming part assessment
procedure with criteria.
Per Control Plan Per lot
B1.2 2.11
The following checks shall be performed during
production:
B1.3
1.4
1.6
2.11
2.12
Abrasive media flow Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
B1.4
1.4
1.6
2.11
2.12
Nozzle air pressure Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
B1.5
1.4
1.6
2.11
2.12
Dwell time Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
B1.6
1.4
2.11
2.12
Dust collector efficiency/air flow Automatic
Per Control Plan/Log
Sheet (2/shift minimum)
B1.7
1.4
2.11
2.12
Working mix Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
PROCESS TABLE B - Pretreatment (Mechanical)
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
Item #
Related
CSA
Question #
Category/Process Steps Control Monitoring
PROCESS TABLE B - Pretreatment (Mechanical)
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
B1.8
1.4
2.11
Surface cleanliness is checked after process. Manual
Per Control Plan/Log
Sheet (1/shift minimum)
B1.9
1.4
2.11
2.13
Surface profile is checked after process (if
applicable).
Manual Per lot
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
1.0 Conversion Coating
C1.1 1.4
There shall be an incoming part
assessment procedure with criteria.
Per Control Plan Per lot
2.0 Rinse Conditioner (If Applicable)
C2.1 2.11
The following checks shall be performed
during production:
C2.2
1.4
2.11
2.12
Pressure/Agitation Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
C2.3
1.4
1.6
2.11
2.12
Time Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
C2.4
1.4
2.11
2.12
Chemical Concentration Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
C2.5 2.11
There is a dump schedule for rinse
conditioner.
Manual
Per Chemical
Manufacturer's Guideline
3.0 Conversion Coating Bath
PROCESS TABLE C - Pretreatment (Phosphating)
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
PROCESS TABLE C - Pretreatment (Phosphating)
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
C3.1 2.11
The following checks shall be performed
during production:
C3.2
1.4
2.11
2.12
Pressure/Agitation Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
C3.3
1.4
2.11
2.12
Temperature Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
C3.4
1.4
1.6
2.11
2.12
Time Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
C3.5
1.4
2.11
2.12
Chemical Concentration (Free Acid, Total
Acid, Iron Content, pH, Accelerator Amount
as Applicable)
Automatic/Manual
Per Control Plan/Log
Sheet (2/shift minimum)
C3.6
1.4
2.11
2.12
Fluoride Ion Concentration (if aluminum is
being coated)
Automatic/Manual
Per Control Plan/Log
Sheet (2/shift minimum)
C3.7
1.4
1.6
2.11
2.12
Coating Weight Manual
Per Control Plan/Log
Sheet (1/shift minimum)
C3.8
1.4
2.11
2.12
Crystal Size (If applicable) Manual Per customer requirement
4.0 Rinse After Phosphate
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
PROCESS TABLE C - Pretreatment (Phosphating)
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
C4.1 2.11
The following checks shall be performed
during production:
C4.2
1.4
2.11
2.12
Impurity Concentration (e.g. Titration,
Conductivity)
Manual
Per Control Plan/Log
Sheet (1/shift minimum)
C4.3
1.4
2.11
2.12
Pressure/Agitation Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
C4.4
1.4
1.6
2.11
2.12
Time Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
C4.5 2.11 There is a dump schedule for rinses Manual
Per Chemical
Manufacturer's Guideline
5.0 Seal Rinse
C5.1 2.11
The following checks shall be performed
during production:
C5.2
1.4
2.11
2.12
Pressure/Agitation Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
C5.3
1.4
1.6
2.11
2.12
Time Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
PROCESS TABLE C - Pretreatment (Phosphating)
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When
performing the job audit, the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
C5.4
1.4
2.11
2.12
Chemical Concentration Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
C5.5
1.4
2.11
2.12
Temperature (If applicable) Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
C5.6 2.11 There is a dump schedule for seal rinse. Manual
Per Chemical
Manufacturer's Guideline
6.0 Dry-Off (If Applicable)
C6.1
1.4
2.11
2.12
Air temperature is monitored and
controlled.
Automatic
Per Control Plan/Log
Sheet (1/shift minimum)
C6.2
1.4
2.11
There is a procedure to ensure dryness of
parts prior to susequent coating.
Visual Each Lot
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
1.0 Powder Paint Application
D1.1
1.4
2.11
Parts are checked exiting dry-off oven for cleanliness and trapped
water, prior to entering powder booth.
Manual
Per Control Plan/Log
Sheet (1 per hour)
2.0 Powder Booth and Equipment
D2.1
1.4
2.11
2.12
The temperature of parts entering the coating booth is monitored. Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
D2.2
1.4
1.6
1.17
2.11
2.12
The conveyor is operating at the proper line speed (no abrupt
movement or contact between parts).
Automatic
Per Control Plan/Log
Sheet (1/shift minimum)
D2.3
1.4
2.11
2.12
The ground is checked using a 500 volt megohm meter (less than
1megohm resistance).
Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
D2.4
1.4
1.17
2.11
2.12
The air dryer and filter are on main compressed air line. Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
D2.5
1.4
1.17
2.11
2.12
The booth temperature and humidity are checked. Manual
Per Control Plan/Log
Sheet (1/shift minimum)
D2.6
1.4
2.11
2.12
The air balance in the powder booth is checked. Manual
Per Control Plan/Log
Sheet (1/day minimum)
D2.7
1.4
1.17
2.11
2.12
The rotary seive is clean and operational. Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
D2.8
1.4
2.11
2.12
The powder flow on seive is monitored. Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
D2.9
1.4
2.11
2.12
The vent assist air pressure is checked. Manual
Per Control Plan/Log
Sheet (1/shift minimum)
D2.10
1.4
2.11
2.12
The vent on feed hopper is checked. Manual
Per Control Plan/Log
Sheet (1/shift minimum)
D2.11
1.4
1.17
2.11
2.12
The reclaim seive is operating properly. Manual
Per Control Plan/Log
Sheet (1/shift minimum)
D2.12
1.4
1.17
2.11
2.12
All guns are operational and in good repair. Manual
Per Control Plan/Log
Sheet (1/shift minimum)
D2.13
1.4
1.17
2.11
2.12
The venturis in the feed pumps and the pick up tubes in the hopper
are checked.
Manual Per PM schedule
D2.14
1.4
2.11
2.12
The feed hoses are checked to ensure that they have no excessive
bends and kinks.
Manual
Per Control Plan/Log
Sheet (1/day minimum)
D2.15
1.4
2.11
2.12
The virgin/reclaim ratio is checked. (feed pressure) Manual
Per Control Plan/Log
Sheet (1/shift minimum)
PROCESS TABLE D - Powder
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
PROCESS TABLE D - Powder
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
D2.16
1.4
1.17
2.11
2.12
The static pressure gauges on primary and final filters are
checked.
Manual
Per Control Plan/Log
Sheet (1/shift minimum)
D2.17
1.4
1.11
2.12
2.13
Appearance of parts exiting booth is checked. Manual
Per Control Plan/Log
Sheet (1 per hour)
D2.18
1.4
2.11
2.12
The powder supply and atomizing air pressure are checked. Manual
Per Control Plan/Log
Sheet (1/shift minimum)
3.0 Cure (See Convective Cure Process Table I)
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
1.0 Pre-Electrocoat Paint Application Part Appearance
E1.1
1.4
2.11
Incoming parts are inspected for cleanliness and/or uniform
phosphate coating (when phosphate is used).
Manual
Per Control Plan/Log
Sheet (1 per hour)
2.0 Electrocoat Laboratory
E2.1 2.14 Laboratory equipment is calibrated and in good working order. N/A
E2.2 2.14
Laboratory standards and reagents are properly stored, labeled,
and not expired.
N/A
E2.3 2.14
Laboratory records, internal and external, are filed and
accessible for review.
N/A
Per Control Plan/Log
Sheet (1/shift minimum)
3.0 Electrocoat Tank
E3.1
1.4
2.11
2.12
Bath parameters (pH, conductivity, solid content, temperature,
voltage) are checked and adjusted.
Automatic/Manual
Per Control Plan/Log
Sheet
E3.2
1.4
1.6
2.11
2.12
Line speed setup is checked. Automatic/Manual
Per Control Plan/Log
Sheet
E3.3
1.4
2.11
2.12
Line speed is verified. Manual Once/week minimum
E3.4
1.4
2.11
2.12
There is circulation and it is monitored. (flow meter, pressure
gage)
Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
E3.5
1.4
2.11
2.12
Bag filter pressures are monitored. Bags changed when psi
differential. >5-10 PSI.
Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
E3.6
1.4
2.11
2.12
Flow direction is checked (for monorail system). Manual
Per Control Plan/Log
Sheet (1/shift minimum)
E3.7
1.4
2.11
2.12
Flow over the weir is checked. Manual
Per Control Plan (1/shift
minimum)
E3.8
1.4
2.11
2.12
Bath is checked for microbial contamination. Manual
Per Control Plan/Log
Sheet (1/ per week
minimum)
E3.9
1.4
2.11
2.12
Incoming DI / RO water is checked for cleanliness. (conductivity) Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
E3.10
1.4
1.17
2.11
2.12
Paint racks are being maintained. Automatic/Manual As needed
E3.11
1.4
1.17
2.11
2.12
There is a paint rack maintenance schedule. Manual Required
E3.12
1.4
1.17
2.11
2.12
There is a tank clean up schedule. Manual
Required (1/year
minimum)
4.0 Anolyte System
E4.1
1.4
2.11
2.12
The anolyte solution is being controlled within the required
conductivity limits.
Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
PROCESS TABLE E - Electrocoat
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit,
the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
PROCESS TABLE E - Electrocoat
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit,
the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
E4.2
1.4
2.11
2.12
The conductivity reading on the anolyte tank has been confirmed
in the laboratory.
Automatic/Manual
Per Control Plan/Log
Sheet 1 / week
E4.3
1.4
2.11
2.12
The pH of the anolyte solution has been checked. Automatic/Manual
Per Control Plan/Log
Sheet (1 per shift)
E4.4
1.4
2.11
2.12
Anodes have been inspected. Manual
Per Control Plan/Log
Sheet (1 per six months)
E4.5
1.4
2.11
2.12
The anolyte solution is being circulated to each cell. Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
E4.6
1.4
2.11
2.12
Dump and clean schedule for anolyte being maintained. Manual
Per Control Plan/Log
Sheet
E4.7
1.4
2.11
2.12
Amperage draw has been checked on each anode. Automatic/Manual
Per Control Plan/Log
Sheet
5.0 Rectifier
E5.1
1.4
1.6
2.11
2.12
The proper voltage is being used for the load size. Manual per Equip. Mfg.
E5.2
1.4
2.11
2.12
The ramp up time to full voltage has been verified. Automatic/Manual
Per Control Plan/Log
Sheet (1 per shift)
E5.3 2.10
There is a safety beacon to alert personnel when system is
energized.
E5.4
1.4
1.17
2.11
2.12
The ripple of the rectifier has been checked by an approved
electrician.
Automatic/Manual
Per Control Plan / material
supplier
6.0 Rinse System
E6.1
1.4
2.11
2.12
Immersion rinse tanks are operating at the proper levels and
tanks are being agitated correctly.
Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
E6.2
1.4
2.11
2.12
There is sufficient permeate supplied to the rinse. Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
E6.3
1.4
2.11
2.12
The pH and conductivity of the rinse have been recorded. Manual
Per Control Plan/Log
Sheet (1/shift minimum)
E6.4
1.4
2.11
2.12
There is microbial testing of rinses. Manual
Per Control Plan / material
supplier
E6.5
1.4
2.11
2.12
The ultrafilters are operating at proper pressures and bag filters
are being used. What size bags?
Automatic/Manual
Per Control Plan/Log
Sheet (1/shift minimum)
E6.6
1.4
1.17
2.11
2.12
Rinses have been cleaned per maintenance schedule. Manual
Per Control Plan / material
supplier
7.0 Cure (See Convective Cure Process Table I)
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
1.0 Part Appearance
F1.1
1.4
2.11
Incoming parts are inspected for cleanliness, trapped water or
water spots as well as uniform phosphate coating (when
phosphate is used).
Manual
Per Control Plan/Log Sheet
(1 per hour)
F1.2 1.14 Inspection criteria are posted.
F1.3 2.10 Adequate lighting is in place.
F1.4
1.4
2.9
Mutilation prevention items (i.e. gloves, belt buckle covers, watch
covers, etc.) are in place.
F1.5
1.4
1.17
2.11
2.12
Paint racks are maintained. Manual
2.0 Paint Mixing
F2.1
1.4
2.11
2.12
Paint mixing rooms are controlled (mixing tank grounding, closed
container, properly enclosed space, temperature, clean
environment).
Automatic/Manual
Per Paint Manufacturer
Recommendation
F2.2
1.4
2.11
2.12
FIFO system is being utilized. Manual
Per Paint Manufacturer
Recommendation
F2.3
1.4
1.6
1.17
2.11
2.12
Paint agitation/time and reduction (solvent package) are proper
and documented.
Manual
Per Paint Manufacturer
Recommendation
F2.4
1.4
1.6
1.17
2.11
2.12
Viscosity and temperature are in operational limits and
documented.
Manual
Per Control Plan/Log
Sheet/Paint Manufacturer
Recommendation
F2.5
1.4
1.6
1.17
2.11
2.12
The proper filter size and type are in place. Manual
Per Control Plan/Log
Sheet/Paint Manufacturer
Recommendation
F2.6
1.4
1.6
1.17
2.11
2.12
Pump pressures are set within operational limits. Manual
Per Control Plan/Log
Sheet/Paint Manufacturer
Recommendation
F2.7
1.4
2.11
2.12
Circulation (flow meter, pressure gage) is monitored. Automatic/Manual Per Control Plan/Log Sheet
F2.8
1.4
2.11
2.12
Bag filter pressures are monitored (bags are changed when psi
differential >5-10 PSI).
Automatic/Manual Per Control Plan/Log Sheet
3.0
Substrate Conditioning (Flame, Plasma, etc) (If
applicable)
F3.1
1.4
2.11
Incoming parts are inspected to ensure that they are free of dirt
and contamination.
Manual
F3.2
1.4
1.17 2.11
2.12
Flame/Plasma is set at operational limits per equipment and
material supplier recommendations.
Automatic
Per control plan and
equipment and substrate
suppliers recommendations
F3.3
1.4
2.11
2.13
Final surface tension is within specifications. Manual Per Control Plan
PROCESS TABLE F - Spray
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit,
the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
PROCESS TABLE F - Spray
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit,
the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
4.0 Primer/Promoter
F4.1
1.4
2.11
Incoming parts are inspected to ensure that they are free of dirt
and contamination.
Manual
Per Control Plan/Log Sheet
(1/shift minimum)
F4.2
1.4
1.17
2.11
2.12
Destaticizing air is operational. (Plastic parts only) Automatic
Per Control Plan/Log Sheet
1 / week
F4.3
1.4
2.11
2.12
Booth balance is monitored. Manual
Per Control Plan/Log Sheet
1 / week
F4.4
1.4
1.6
1.17
2.11
2.12
Booth temperature and humidity are monitored (or set within
operational limits if controlled).
Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
F4.5
1.4
2.11
2.12
Film thickness is per customer requirements. Manual
Per control plan and
customer requirements
F4.6
1.4
1.6
1.17
2.11
2.12
Atomizer parameters (fluid flow, air pressures (atomizing fan,
shaping), electrostatics and mixing) are set within operational
limits.
Automatic/Manual
Per Control Plan/Log Sheet
(1 per month minimum)
5.0 Basecoat (If applicable)
F5.1
1.4
2.11
Incoming parts are inspected to ensure that they are free of dirt
and contamination.
Manual
Per Control Plan / material
supplier (once per shift
minimum)
F5.2
1.4
1.6
2.11
2.13
Flashtimes between coats are set at suppliers recommended
times.
Automatic/Manual
Per Control Plan/material
supplier
F5.3
1.4
1.6
1.17
2.11
2.12
Booth temperature and humidity are monitored or set within
operational limits if controlled. (Required for waterborne
coatings)
Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
F5.4
1.4
1.6
1.17
2.11
2.12
Atomizer parameters (fluid flow, air pressures (atomizing fan,
shaping), electrostatics and mixing) are set within operational
limits.
Automatic/Manual
Per Control Plan/Log Sheet
(1 per month minimum)
F5.5
1.4
2.11
2.13
Film builds are per supplier recommendations. Manual
Per Control Plan and
suppliers recommendations
6.0 Basecoat Heated Flash (Waterborne Materials Only)
F6.1
1.4
1.6
2.11
2.13
Set point is at suppliers recommended time, temperature and
energy type (convection/IR/UV/etc.).
Manual
Per Control Plan / material
supplier
F6.2
1.4
1.6
2.11
2.13
Percent solids after pre-dry is at the suppliers recommended
percentage.
Manual
Per Control Plan/Log Sheet
(1/shift minimum)
F6.3
1.4
1.17
2.11
2.12
The pre-dry oven is maintained. Manual
Per Control Plan / material
supplier
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
PROCESS TABLE F - Spray
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit,
the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
7.0 Clearcoat
F7.1
1.4
2.11
Incoming parts are inspected to ensure that they are free of dirt
and contamination.
Manual
Per Control Plan / material
supplier (once per shift
minimum)
F7.2
1.4
1.6
2.11
2.13
Flashtimes between coats are set at suppliers recommended
times.
Automatic/Manual
Per Control Plan/material
supplier
F7.3
1.4
1.6
1.17
2.11
2.12
Booth temperature and humidity are monitored or set within
operational limits if controlled. (Required for waterborne
coatings)
Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
F7.4
1.4
1.6
1.17
2.11
2.12
Atomizer parameters (fluid flow, air pressures (atomizing fan,
shaping), electrostatics and mixing) are set within operational
limits.
Automatic/Manual
Per Control Plan/Log Sheet
(1 per month minimum)
8.0 Cure (See Convective Cure Process Table I)
9.0 Final Part Inspection
F9.1 1.14 Inspection criteria are posted.
F9.2 2.10 There is adequate lighting in inspection area.
F9.3
1.4
2.9
Mutilation prevention items are in place.
F9.4
1.4
1.8
1.12
2.13
Defects are being tracked. Manual Per Control Plan
F9.5
1.4
2.13
FTT is being monitored. Manual Per Control Plan
F9.6
1.10
1.11
1.12
Scrap and repaints are being tracked. Manual Per Control Plan
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
1.0 Coating Material Application
G1.1
1.4
2.11
After pretreatment, parts are inspected for flash rust,
wetness, oil or other defects.
Manual
Per Control Plan/Log Sheet
(each lot)
G1.2
1.4
2.11
If phosphated, parts are checked for uniformity of
phosphate coating.
Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
G1.3
2.6
1.17
Skids/bins used to hold parts between coating
operations are free of oil, grease or other
contaminants.
Manual
Per Control Plan/Log Sheet
(each lot)
2.0 Coating Bath
G2.1
1.4
2.11
2.12
Incoming paint viscosity is checked. Manual Each New Lot of Paint
G2.2
1.4
2.11
2.12
Incoming solids checks are performed. Manual Each New Lot of Paint
G2.3
1.4
1.17
2.11
2.12
Appropriate mixing equipment is used, capable of
dispersing settled solids.
Manual Ongoing
G2.4
2.9
2.10
Paint is stored properly, away from high humidity and
temperature extremes.
Manual Ongoing
G2.5
2.9
2.10
Paint is kept covered and/or sealed when not in use. Manual Ongoing
G2.6
2.9
2.10
Paint storage room is organized so each paint is easily
found to prevent contamination.
Manual Ongoing
G2.7
2.9
2.10
Paint storage room is kept clean. Manual Ongoing
G2.8
The following checks shall be performed during
production:
G2.9
1.4
2.11
2.12
Paint Temperature. Manual
Per Control Plan/Log Sheet
(3/shift minimum)
G2.10
1.4
2.11
2.12
Viscosity. Manual
Per Control Plan/Log Sheet
(3/shift minimum)
G2.11
1.4
2.11
2.12
% Solids (by weight). Manual
Per Control Plan/Log Sheet
(1/Day minimum)
G2.12
1.4
2.11
2.12
Volume (paint depth in coating vat). Automatic/Manual
Per Control Plan/Log Sheet
(3/shift minimum)
G2.13
1.4
2.11
2.12
Vibratory feed tables are cleaned (if used). Manual
Per Control Plan/Log Sheet
(as needed)
PROCESS TABLE G - Dip/Spin
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job
audit, the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
PROCESS TABLE G - Dip/Spin
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job
audit, the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
G2.14
1.4
1.17 2.11
2.12
Basket condition (basket mesh clean and
undamaged).
Manual
Per Control Plan/Log Sheet
(as needed)
G2.15
1.4
2.11
2.12
Paint and/or solvent additions are documented. Manual
Per Control Plan/Log Sheet
(each addition)
G2.16 2.10 Viscosity cups are cleaned after each use. Manual
Per Control Plan/Log Sheet
(each check)
G2.17
2.14
1.17
Viscosity cups are verified. Manual 2/Month minimum
G2.18
2.14
1.17
Thermometers are calibrated/verified. Manual Once/Month minimum
3.0 Application Parameters
G3.1
1.4
1.6
A system is in place to ensure proper basket weights
for specific parts, such as processing manual,
traveller, or process recipe.
Automatic/Manual
Per Control Plan/Log Sheet
(each lot)
G3.2
1.4
1.6
Baskets are kept less than 2/3 full. Automatic/Manual
Per Control Plan/Log Sheet
(each lot)
G3.3
1.4
1.6
Dip time is controlled. Automatic/Manual
Per Control Plan/Log Sheet
(each lot)
G3.4
1.4
1.6
Spin speed (RPM) is controlled. Automatic/Manual
Per Control Plan/Log Sheet
(each lot)
G3.5
1.4
1.6
1.17
The coating unit has an attached RPM indicator.
G3.6
1.4
1.6
1.17
RPM's can be adjusted easily.
G3.7
1.4
1.6
Spin time is controlled. Automatic/Manual
Per Control Plan/Log Sheet
(each lot)
G3.8
1.4
1.6
The number of spins is adjustable (single, double,
triple).
Automatic/Manual
G3.9
1.4
1.6
Tumble time is in/out of coating controlled (if
applicable).
Automatic/Manual
Per Control Plan/Log Sheet
(each lot)
G3.10
1.4
1.6
1.17
There is an adequate system to keep parts level going
into the oven (raking, vibe table, etc.).
Automatic/Manual
Per Control Plan/Log Sheet
(each lot)
G3.11 2.10 Vibratory feed tables are cleaned (if used). Manual
Per Control Plan/Log Sheet
(as needed)
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
PROCESS TABLE G - Dip/Spin
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job
audit, the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
G3.12 2.9
There is evidence of steps taken to assist in soft
handling of parts (shallow drops, lined chutes and
hoppers, bumper boards, etc.).
Automatic/Manual
Per Control Plan/Log Sheet
(each lot)
G3.13
1.4
2.9
2.11
Parts are cool to to touch before each coating step. Manual Per Control Plan (each lot)
4.0 Cure (See Convective Cure Process Table I)
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
1.0 3.1 Coating Bath
H1.1
1.4
2.11
2.12
Mixer speed and direction are monitored and
adjusted.
Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
H1.2
1.4
1.6
2.11
2.12
Time (hoist program) is verified. Automatic/Manual
Per Control Plan/Log Sheet
(1/day minimum)
H1.3
1.4
1.17
2.11
2.12
Conveyor speed is verified (if applicable). Manual Annually or after repair
H1.4
1.4
1.6
2.11
2.12
Temperature is monitored and controlled. Automatic
Per Control Plan/Log Sheet
(1/shift minimum)
H1.5
1.4
2.11
2.12
Humidity level is monitored. Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
H1.6
1.4
2.11
2.12
101 (fluoride) and ORP levels are checked. Automatic/Manual
Per Control Plan/Log Sheet
(every 2 hours minimum)
H1.7
1.4
2.11
2.12
Chemical concentration (% solids, starter/iron
titration, conductivity) is checked and maintained.
Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
H1.8
1.4
1.17
2.11
2.12
Bath transfer is maintained. Manual
Per PM schedule
(1/year minimum)
2.0 1.18 Tap Rinse After Coating
H2.1
1.4
2.11
2.12
Pump pressure or agitator speed is monitored. Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
H2.2
1.4
2.11
2.12
Impurity concentration (conductivity) is checked. Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
3.0 3.2 Reaction Rinse
H3.1
1.4
2.11
2.12
Chemical concentration (titration, conductivity,
pH, Hach Meter Test) is checked and
maintained.
Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
H3.2
1.4
2.11
2.12
Pump pressure or agitator speed is monitored. Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
H3.3
1.4
2.11
2.12
Temperature is monitored and controlled (if
applicable).
Automatic/Manual
Per Control Plan/Log Sheet
(1/shift minimum)
H3.4
1.4
1.17
2.11
2.12
There is a dump schedule. Manual
Per Chemical Manufacturer's
Guideline (minimum 3 times per
year)
4.0 Cure (See Convective Cure Process Table I)
PROCESS TABLE H - Autophoretic
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job
audit, the auditor shall verify coater is conforming to customer requirements.
Index Page Cover Page
Item #
Related
CSA Question #
Category/Process Steps Control Monitoring
1.0
I1.1
1.4
1.6
2.11
2.12
Oven temperature set point and limits are checked and
documented.
Automatic
1/shift minimum or at every material
change. Per coating supplier
recommendation
I1.2 1.17 Part temperature profile is monitored. Manual 1/month minimum
I1.3
1.4
1.6
2.11
2.12
Proper cure time is maintained (if applicable). Automatic/Manual Per coating supplier recommendation
I1.4
1.4
1.6
1.17
2.11
2.12
Conveyor speed is maintained (if applicable). Automatic 1/month minimum (after PM)
I1.5
1.4
2.11
2.12
Airflow is measured (if required by coating supplier). Automatic/Manual Per coating supplier recommendation
I1.6 1.17 Air filter change is scheduled. Manual
Per oven manufacturer, filter supplier
recommendation
I1.7 1.17 Thermocouple for oven control is calibrated.
I1.8 2.13 Cure testing is conducted by laboratory. Manual Per coating supplier recommendation
I1.9 2.13 Final color is monitored. Manual
Per Control Plan/Log Sheet
(1/shift or color change minimum)
I1.10 2.13 Film thickness/coating weight is monitored. Manual
Per Control Plan/Log Sheet
(1/shift or color change minimum)
I1.11 2.13 Gaugeability is checked (if applicable). Manual Per customer requirements
I1.12 2.13 Paint adhesion is monitored. Manual
Per Control Plan/Log Sheet
(1/shift or color change minimum)
PROCESS TABLE I - Convective Cure
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor shall
verify coater is conforming to customer requirements.
Index Page Cover Page
Item #
Related
CSA Question #
Pretreatment
Powder
Coat
E-Coat Spray Dip/Spin A-Coat Cure Verification Frequency
Calibration
Frequency
Comment
1.1 2.14 X X X X X pH Meter/Probe Daily Yearly
1.2 2.14 X X X X X X X Temperature Controller At Start-up 2x/Year
1.3 2.14 X X Rectifier At Start-up N/A
1.4 2.14 X X X X X Wet Analysis
Phosphate - 3hr min.
Paint Lines - Before Run
E-Coat - 1x/Shift min.
N/A
1.5 2.14 X Atomic Absorption (Optional)
1.6 2.14 X X X X X X X Filters * N/A * As needed based on pressure.
1.7 2.14 X X X Balance 1x/Week Yearly
1.8 2.14 X X Coductivity Meter Before Use Yearly
1.9 2.14 X X Viscosity Measurement Hourly Monthly
1.10 2.14 X Thermocouple N/A 2x/Year
2.1 2.14 X X X X X X Salt Spray Cabinet
2.2 2.14 X X X X X Water Immersion Tank
2.3 2.14 X Environmental Chamber
2.4 2.14 X Cure Testing (chemical rubbing)
2.5 2.14 X X X X X X Adhesion Testing
2.6 2.14 X X X X X X Thickness Testing
2.7 2.14 X X X X X X Microscope (when applicable)
2.8 2.14 X Freezer (plastic substrate)
2.9 2.14 X Lab Oven
PROCESS TABLE J - EQUIPMENT
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor shall verify coater is conforming to customer requirements.
PROCESS EQUIPMENT
MINIMUM REQUIRED TESTING CAPABILITY
Cover Page Index Page
Instructions for completing the Cover Sheet
1
2
3
4
5
6
7
8
9
10
11
12
Address: The street address of the facility being assessed; P.O. Box numbers may be given as
CQI-15 WELDING SYSTEM ASSESSMENT
Facility Name: Name of the facility being assessed.
One form shall be used for each facility. The facility may have several buildings or physical locations
in the same general area. If there is a separate management team (Quality Manager and Welding
Specialist) or different management system, then these locations shall be considered as separate facilities.
"N" if the company does not weld any components for their own company.
additional information.
Phone Number: The phone number of the facility.
If there is no common phone number for the facility, the phone number of the Operations
Fax number: The fax number of the facility.
Commercial Welder (Y/N): Enter "Y" if this facility welds components for companies other than
their own company. Enter "N" if this facility does not weld any components for other companies.
Date of Assessment: Enter the date(s) of the assessment. An alphanumeric format shall be used
to avoid confusion with different numeric formats.
Manager or Quality Manager shall be used.
Number of Welding Employees at this Facility: The number of employees, salaried and hourly,
associated with the welding operation at this facility.
Captive Welder (Y/N): Enter "Y" if this facility welds components for their own company. Enter
original assessment, then the wleder shall address each item and determine correct action,
including root cause analysis and implementation of the corresponding corrective action(s).
Date of Previous Assessment: List the date of the previous CQI-15 Special Process: Welding
System Assessment of this facility.
Type(s) of Welding at this Facility: Place a checkmark to designate the welding process(es)
performed at this facility. This information determines the appropriate Process Table that shall be
used during the assessment. Processes not listed on the cover sheet are not part of the Welding
System Assessment.
Current Quality Certification(s): the welder shall list their current quality certifications, e.g.,
ISO/TS 16949, ISO 9001-2000. Certifications may be from 3rd party sources or customer
quality certifications. If customer quality certification is given, then the year of the last
assessment by the customer shall also be given.
Date of Re-assessment (if necessary): If "Not Satisfactory" findings were observed from the
The date of the re-assignment shall be given here, and the appropriate Question(s) from Sections
1 - 3, in the original assessment, shall be modified to reflect that the evidence, relating to the
implementation of the corrective action(s), has been observed. Also, the "Number of Not
Satisfactory Findings" shall be modified as appropriate.
Cover Page
13
14
15
16
17
Auditors/Assessors: List the name(s), Company(ies), phone number(s) and email address(es), if
available, of the auditor/assessor(s).
Personnel Contacted: List the name(s), title(s), phone number(s), and email address(es), if
available, of the principal participants from the welder's organization.
Number of "Fail" Findings in the Job Audit(s): Enter the number of "Fail" findings observed
from the job audit.
Number of "Not Satisfactory" Findings: Enter the number of "Not Satisfactory" findings
observed during the assessment.
Number of "Needs Immediate Action" Findings: Enter the number of "Needs Immediate
Action" findings observed during the assessment.
Address: The street address of the facility being assessed; P.O. Box numbers may be given as
CQI-15 WELDING SYSTEM ASSESSMENT
Facility Name: Name of the facility being assessed.
One form shall be used for each facility. The facility may have several buildings or physical locations
in the same general area. If there is a separate management team (Quality Manager and Welding
Specialist) or different management system, then these locations shall be considered as separate facilities.
"N" if the company does not weld any components for their own company.
additional information.
Phone Number: The phone number of the facility.
If there is no common phone number for the facility, the phone number of the Operations
Fax number: The fax number of the facility.
Commercial Welder (Y/N): Enter "Y" if this facility welds components for companies other than
their own company. Enter "N" if this facility does not weld any components for other companies.
Date of Assessment: Enter the date(s) of the assessment. An alphanumeric format shall be used
to avoid confusion with different numeric formats.
Manager or Quality Manager shall be used.
Number of Welding Employees at this Facility: The number of employees, salaried and hourly,
associated with the welding operation at this facility.
Captive Welder (Y/N): Enter "Y" if this facility welds components for their own company. Enter
original assessment, then the wleder shall address each item and determine correct action,
including root cause analysis and implementation of the corresponding corrective action(s).
Date of Previous Assessment: List the date of the previous CQI-15 Special Process: Welding
System Assessment of this facility.
Type(s) of Welding at this Facility: Place a checkmark to designate the welding process(es)
performed at this facility. This information determines the appropriate Process Table that shall be
used during the assessment. Processes not listed on the cover sheet are not part of the Welding
System Assessment.
Current Quality Certification(s): the welder shall list their current quality certifications, e.g.,
ISO/TS 16949, ISO 9001-2000. Certifications may be from 3rd party sources or customer
quality certifications. If customer quality certification is given, then the year of the last
assessment by the customer shall also be given.
Date of Re-assessment (if necessary): If "Not Satisfactory" findings were observed from the
The date of the re-assignment shall be given here, and the appropriate Question(s) from Sections
1 - 3, in the original assessment, shall be modified to reflect that the evidence, relating to the
implementation of the corrective action(s), has been observed. Also, the "Number of Not
Satisfactory Findings" shall be modified as appropriate.
Cover Page Index Page
Auditors/Assessors: List the name(s), Company(ies), phone number(s) and email address(es), if
available, of the auditor/assessor(s).
Personnel Contacted: List the name(s), title(s), phone number(s), and email address(es), if
available, of the principal participants from the welder's organization.
Number of "Fail" Findings in the Job Audit(s): Enter the number of "Fail" findings observed
from the job audit.
Number of "Not Satisfactory" Findings: Enter the number of "Not Satisfactory" findings
observed during the assessment.
Number of "Needs Immediate Action" Findings: Enter the number of "Needs Immediate
Action" findings observed during the assessment.
Captive Weld Organization (Y/N)
Commercial Weld Organization
(Y/N)
Date of Assessment:
Date of Previous Assessment:
Personnel Contacted:
Name Title
0 0
Special Process: Welding System Assessment
Facility Name:
Address:
Phone Number:
Fax Number:
Number of Welding Employees at this Facility:
Date of Re-assessment (if necessary):
Current Quality Certification(s)
0 0
0 0
0 0
Auditors/Assessors
Name Company
0
0
0
0
Number of "Needs Immediate Action" Findings
Number of "Fail" Findings in the Job Audit(s)
2010 Automotive Industry Action Group (AIAG)
Number of "Not Satisfactory" Findings
Process Table A - Arc Welding
Arc Stud/Fastener Welding
Flux Cored Arc Welding
Gas Metal Arc Welding
Submerged Arc Welding
Shielded Metal Arc Welding
Plasma Arc Welding
Gas Tungsten Arc Welding
Gas Metal Arc Braze Welding
Process Table B - Resistance Welding
Resistance Spot Welding
Projection Welding
Resistance Seam Welding
High-frequency Seam Welding
Induction Seam Welding
Mash Seam Welding
Flash Welding
Process Table C - Laser Welding
Nd YAG Welding
CO2 Welding
Diode Welding
Wire Fed
Process Table D - Solid State Welding
Inertia Friction Welding
Direct Drive Friction Welding
Friction Stir Welding
Flash Butt Welding
Resistance Butt Welding
Ultrasonic Welding
Phone
Special Process: Welding System Assessment
Facility Name:
Address:
Type(s) of Weld Processing at this Facility:
Date of Re-assessment (if necessary):
Email
Cover Page Index Page
Phone Email
Question
Number
Question Requirements and Guidance
1.1
Is there a dedicated and
qualified technical welding
person on-site?
To ensure readily available expertise, there shall be a
dedicated and qualified welding person on site. This
individual shall be one of the following: Degreed Welding
Engineer, or equivalent science degree, Certified Welding
Inspector from approved internationally recognized body,
or person agreed upon between customer and supplier.
This person shall be a full-time employee and the position
shall be reflected in the organization chart. A job
description shall exist identifying the qualifications for the
position including metallurgical and welding knowledge.
The qualifications shall include a minimum of 5 years
experience in welding operations or a combination of a
minimum of 5 years of formal metallurgical education and
welding experience.
1.2
Is there a responsibility matrix
to ensure that all key
management and supervisory
functions are performed by
qualified personnel?
The organization shall maintain a responsibility matrix
identifying all key management and supervisory functions
and the qualified personnel who may perform such
functions. It shall identify both primary and secondary
(backup) personnel for the key functions (as defined by
the organization). This matrix shall be readily available to
management and customer at all times.
1.3
Do you use only qualified
welders (personnel)?
The organization shall provide employee training for all
welding operations specific to their job function. All
welding employees, including backup and temporary
employees, shall be trained. Documented evidence shall
be maintained showing the employees were trained; the
evidence shall include an assessment of the effectiveness
of the training, must prove knowledge of the customer's
specific requirements and internal standards, and where
appropriate, employee certification, such as for a manual
welder. Management and customer shall define the
qualification requirements for each function and ongoing
or follow-up training shall also be addressed.
Special Process: Welding System Assessment
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or
disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a
violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive Industry Action Group
Section 1 - Management Responsibility & Quality Planning
1.4
How do you maintain welder
certification?
Required qualification maintenance. If the welder has not
welded in the specific operation in a 6 month time frame,
the welder must be requalified to that operation. Based
on the welder's quality performance, it must be
established when retraining and requalification of the
individual must be performed.
1.5
Is set-up practice in
compliance with documented
work instructions?
Set-up verification to the procedures (as example:
equipment settings, clamping sequence, weld sequence,
direction of travel and other process controls) in
compliance to documented work instructions.
1.6
Does the welding organization
perform advanced quality
planning?
The organization shall incorporate a documented advance
quality planning procedure. A feasibility study shall be
performed and internally approved for each part. Similar
parts can be grouped into part families for this effort as
defined by the organization. After the part approval
process is approved by the customer, no process
changes are allowed unless approved by the customer.
The welding organization shall contact the customer when
clarification of process changes is required. This
clarification of process changes shall be documented.
1.7
Are welding FMEA's up to
date and reflecting current
processing?
The organization shall incorporate the use of a
documented Failure Mode and Effects Analysis (FMEA)
procedure and ensure the FMEA's are updated to reflect
current part quality status.
The FMEA shall be written for each part or part family or
they may be process-specific and written for each
process. In any case, they shall address all process steps
from part receipt to part shipment and all key welding
process parameters as defined by the organization. A
cross-functional team shall be used in the development of
the FMEA. All special characteristics, as defined by the
organization and its customers, shall be identified,
defined, and addressed in the FMEA.
1.8
Are welding process control
plans up to date and reflecting
current processing?
The organization shall incorporate the use of a
documented Control Plan procedure and ensure the
Control Plans are updated to reflect current controls. The
Control Plans shall be written for each part or part family
or they may be process-specific and written for each
process. They shall address all process steps from part
receipt to part shipment and identify all equipment used
and all essential welding process parameters as defined
by the relevant individual process tables or non-essential
as agreed upon between supplier and customer. A cross-
functional team, including a production operator, shall be
used in the development of Control Plans, which shall be
consistent with all associated documentation such as work
instructions, shop travelers, and FMEA's. All special
characteristics, as defined by the organization and its
customers, shall be identified, defined, and addressed in
the Control Plans. Sample sizes and frequencies for
evaluation of process and product characteristics shall
also be addressed consistent with the minimum
requirements listed in the Process Tables.
1.9
Are all welding related and
referenced specifications
current and available? For
example: SAE, AIAG, ASTM,
ASME, AWS, ISO, General
Motors, Honda, Ford, Toyota
and Chrysler.
To ensure all customer requirements are both understood
and satisfied, the organization shall have all specifically
related welding and customer referenced standards and
specifications available for use and a method to ensure
that they are current. Such standards and specifications
may include, but are not limited to, those relevant
documents published by SAE, AIAG, ASTM, ASME, AWS,
ISO, General Motors, Honda, Ford, Toyota, and Chrysler.
The organization shall have a process to ensure the timely
review, distribution, and implementation of all customer
and industry engineering standards/specifications and
changes based on customer-required schedule. Timely
review should be as soon as possible and shall not
exceed two working weeks. The organization shall
document this process of review and implementation, and
it shall address how customer and industry documents are
obtained, how they are maintained within the organization,
how the current status is established, and how the
relevant information is cascaded to the shop floor within
the two-week period. The organization shall identify who
is responsible for performing these tasks.
1.10
Is there a written process
specification for all active
processes?
The welding organization shall have written process
specifications for all active processes and repair
processes which identify all steps of the process including
relevant operating parameters. Examples of operating
parameters as defined by the relevant process tables.
Such parameters shall not only be defined, they shall have
operating tolerances as defined by the organization in
order to maintain process control.
These process specifications may take the form of work
instructions, job card, set-up sheets, or other similar
documents.
The organization shall perform product capability studies
for the initial validation of each process, after relocation of
any process equipment, and after a major process change
of any equipment or parameter. The organization and
customer shall define what constitutes a major process
change. Initial product capability studies shall be
conducted for all welding processes per each process
path defined in scope of work and in accordance with
customer requirements. In the absence of customer
requirements, the organization shall establish acceptable
ranges for measures of capability. An action plan shall
exist to address the steps to be followed in case capability
indices fall outside customer requirements or established
ranges.
Each process path includes all combinations of equipment
that are integrated in the performance of a welding
process, e.g., weld cell with A and B side fixture feeding
another weld cell with A and B side fixture or multiple
machines. Capability study techniques shall include
boundary sample conditions as defined by the control plan
that are robust and meet all customer requirements.
Example, any combination of tolerances as defined by
Process Tables.
1.12
Does the welding organization
monitor and analyze data over
time, and react to this data?
The analysis of products or processes over time can yield
vital information for defect prevention efforts. The
organization shall have a system to collect, analyze, and
react to product or essential process data over time.
Methods of analysis shall include ongoing trend or
historical data analysis of product or process parameters.
The organization shall determine which parameters to
include in such analysis.
1.13
Is management reviewing the
weld control system at a
frequency determined by the
control plan?
Management shall review the weld process control
systems. The management review shall include efforts to
detect out-of-control conditions or alarm conditions. The
process of reviewing the control system shall be
documented and recorded in the control plan.
1.11
Has a valid product capability
study been performed initially
and after process changes?
1.14
Are internal assessments
being completed on an annual
basis, at a minimum, using
AIAG WSA?
The organization shall conduct internal assessments on
an annual basis, at a minimum, using the AIAG WSA.
Concerns shall be addressed in a timely manner.
1.15
Does the Quality Department
review, address, and
document customer and
internal concerns?
The quality management system shall include a process
for documenting, reviewing, and addressing customer
concerns and any other concerns internal to the
organization. A disciplined problem-solving approach shall
be used.
1.16
Is there a continual
improvement plan applicable
to each process defined in the
scope of the assessment?
The welding organization shall define a process for
continual improvement for their welding processes
identified in the scope of the WSA. The continual
improvement process shall be designed to bring about
improvements in quality and productivity. Identified actions
shall be prioritized and shall include timing (estimated
completion dates). The organization shall show evidence
of program effectiveness.
1.17
Does the Quality Manager or
designee authorize the
disposition of material from
quarantine status?
The Quality Manager or designee is responsible for
authorizing and documenting the disposition of
quarantined material.
1.18
Are there procedures or work
instructions available to the
welding personnel that define
the welding process?
There shall be procedures or work instructions available to
welding personnel covering the welding process. These
procedures or work instructions shall include methods of
addressing potential emergencies (such as power failure),
equipment start-up, equipment shut-down, product
segregation (See 2.8), product inspection, safety, house-
keeping, and general operating procedures. These
procedures or work instructions shall be accessible to
shop floor personnel.
1.19
Is there a preventive
maintenance program? Is
maintenance data being
utilized to form a predictive
maintenance program?
The organization shall have a documented preventive
maintenance program for process equipment (as
identified by the Process Tables). The program shall be a
closed-loop process that tracks maintenance efforts from
request to completion to assessment of effectiveness.
Equipment operators shall have the opportunity to report
problems, and problems shall also be handled in a closed-
loop manner.
Company data, e.g., downtime, quality rejects, first-time-
through capability, recurring maintenance work orders,
and operator-reported problems, shall be used to improve
the preventive maintenance program.
Maintenance data shall be collected and analyzed as part
of a predictive maintenance program.
1.20
Has the welding organization
developed a critical spare part
list and are the parts available
to minimize production
disruptions?
The welding organization shall develop and maintain a
critical spare parts list and shall ensure the availability of
such parts to minimize production disruptions.
1.21
How does the organization
document and respond to
quality spills,
nonconformance, customer
concerns?
Reaction plans are to be followed per the control plan and
PFMEA or, in the case of newly indentified issues PFMEA
and control plan must be updated to reflect the new failure
mode and reaction steps taken.
1.22
What is the process deviation
requirements of your
customer?
If there are to be changes in process outside of the
current control plan and last agreed upon process and
parts sign off, do you know what your customer
requirements are, have you notified your customer, and
do you have customer approval prior to making the
change?
1.23
Is there a system in place to
authorize reprocessing and
repair? Is it documented?
The quality management system shall include a
documented process for reprocessing and repair that shall
include authorization from a customer designated
individual. The process shall describe product
characteristics for which reprocessing is allowed as well
as those characteristics for which reprocessing is not
permissible. Any reprocessing activity shall require a new
processing control sheet issued by qualified technical
personnel denoting the necessary welding modifications.
Records shall clearly indicate when and how any material
has been reprocessed. The Quality Manager or a
designee shall authorize the release of reprocessed
product.
2.1
Does the facility ensure that
the data entered in the
receiving system matches the
information on the customer's
shipping documents?
It is critical that all customer requirements and lot
identification be adequately transferred to internal welding
documents. The facility shall ensure that the data entered
in the receiving system match the information on the
customer's shipping documents. Documented processes
and evidence of compliance shall exist, e.g., shop
travelers, work orders, etc. Sometimes the material
received does not precisely correspond to customer
shipping documents. The facility shall have a detailed
process in place to resolve receiving discrepancies.
The requirements stated above also apply to captive
welding departments. This process refers to receiving
and shipping the parts in and out of the welding
department.
2.2
Is product clearly identified
and staged throughout the
welding process?
Procedures for part and container identification help to
avoid incorrect processing or mixing of lots. Appropriate
location and staging within the facility also help to ensure
that orders are not shipped until all required operations
are performed. Customer product shall be clearly
identified and staged throughout the welding process.
Non-welded, in-process, and finished product shall be
properly segregated and identified. All material shall be
staged in a dedicated and clearly defined area.
Section 2 - Floor and Material Handling Responsibility
2.3
Is lot traceability and integrity
maintained throughout all
processes?
Out-going lot(s) shall be traceable to the incoming lot(s).
The discipline of precisely identifying lots and linking all
pertinent information to them enhances the ability to do
root cause analysis and continual improvement.
2.4
Are procedures adequate to
prevent movement of non-
conforming product into the
production system?
The control of suspect or non-conforming product is
required to prevent inadvertent shipment or contamination
of other lots. Procedures shall be adequate to prevent
movement of non-conforming product into the production
system. Procedures shall exist addressing proper
disposition, product identification, and tracking of material
flow in and out of the hold area. A non-conforming hold
area shall be clearly designated to maintain segregation of
such material.
2.5
Are containers free of
inappropriate material and
contaminants?
Containers handling customer product shall be free of
inappropriate material and contaminants. After emptying
and before re-using containers, containers shall be
inspected to ensure that all parts and inappropriate
material have been removed. The source of inappropriate
material shall be identified and addressed. This is to
ensure that no nonconforming welded parts or
inappropriate material contaminate the finished lot.
2.6
Is part loading specified,
documented and controlled?
Loading parameters shall be specified, documented, and
controlled. Examples include part load sequence and
clamp sequence.
2.7
Is there a containment
reaction plan and are
operators trained in the
process?
Operators shall be trained in material handling,
containment action, and product segregation in the event
of an equipment emergency including power failure.
Training shall be documented. Work instructions
specifically addressing potential types of equipment
emergencies and failures shall be accessible to and
understood by equipment operators. These instructions
shall address containment/reaction plans related to all
elements of the welding process. Evidence shall exist
showing disposition and traceability of affected product.
Unplanned or emergency downtime greatly raises the risk
of improper processing.
2.8
Is the handling, storage and
packaging adequate to
preserve product quality?
The welders loading system, in-process handling, and
shipping process shall be assessed for risk of part
damage or other quality concerns.
Other practices such as stacking of overloaded containers
can also increase the risk of part damage.
2.9
Are plant cleanliness,
housekeeping, environmental
and working conditions
conducive to control and
improved quality?
Plant cleanliness, housekeeping, environmental, and
working conditions shall be conducive to controlling and
improving quality. The welding organization shall evaluate
such conditions and their effect on quality. A
housekeeping policy shall be clearly defined and
executed. The facility shall be reviewed for conditions that
are detrimental to quality processing such as loose parts
on floor, contaminants, oil, inadequate plant lighting,
fumes, etc.
2.10
Are parts free from
contaminants that would be
detrimental to the quality of
the welding processes,
subsequent processes, or the
product?
Parts shall be free from contaminants that are detrimental
to the quality of the welding processes, subsequent
processes, or the product. If applicable, pre-wash and
post-wash parameters shall be monitored and
documented.
3.1
Are the facilities sufficient for
the welding operation?
This could include but is not limited to, facilities
capabilities such as safely, environmental
regulations/practice, sufficient incoming power (balance
and loading), air (sizing, filtering and cleanliness), water,
power supply grounding per OEM and regulatory
specifications, gas mixing system (equipment and sizing),
ventilation, and adequate lighting.
3.2
Are the power supplies
sufficiently sized?
The power supply should be adequate for the
manufacturing process with consideration not limited to
output energy, duty cycle, cooling, flow rates and
grounding.
3.3
Are process equipment
calibrations and/or verification
certified, documented,
available, and current?
The calibration and certification of the process equipment
shall be checked at regular specified intervals. Refer to
the applicable Process Tables.
3.4
Has a preventative
maintenance program been
established and documented?
Supplier shall have a preventative maintenance program
that is documented and implemented. Refer to Section
1.19 and the applicable Process Tables.
3.5
Have the necessary
replacement parts and
process consumables been
identified and made readily
available?
The replacement parts and process consumables shall be
identified, maintained in the appropriate volumes and
proper storage. Consumables must be on the customer's
approved source list (if applicable). Refer to the applicable
Process Tables, Section 2.0 and Section 1.19. This shall
be captured in tools such as the set up procedure,
PFMEA and Control Plans. It should be included in the
layered process audit or other similar type quality review
process.
Section 3 - Equipment / Facilities/Controls
3.6
Are the process, equipment,
and safety alarm checks being
tested at the required
frequency or after any repair
or rebuild?
The welding operation shall have a list of welding
process, equipment, and safety alarms. These alarms
shall be individually tested at the required frequency as
listed in the control plan, and after any repair, process
change or rebuild. These checks shall be documented.
4.1
Is there a record of the design
and set-up of the fixture?
Supplier shall have documentation of the fixture design,
that are stored properly and accessible. Proper
identification and revision level on the fixture or related to
the fixture. Documented fixture set-up (i.e., clamps, pins,
locating devices)
4.2
Is the positioning of each part
being controlled?
A method to detect proper fixture and part position is
required for each part, such as the use of proximity
switches, optical sensors, mechanical probes, part
presence or poke yokes., etc.
4.3
Has fixturing/tooling
preventative maintenance
program been established?
Supplier shall have a preventative maintenance program
that is documented and implemented. Refer to Section
1.18 and the applicable Process Tables. Examples:
cleaning, degreasing, and fixturing integrity.
4.4
Are the fixture components
robust?
Gas, air, sensors, control cables, etc. are adequately
protected for the process environment.
4.5
Are the tooling components
designed for the welding
process?
Fixturing/tooling was developed considering movement,
reach, accessibility, tool center point, maintenance, and
ergonomics (manual, automatic, and robotics)
5.1
Does welding operation
include the following?
Identify the process control equipment necessary to
monitor, control and provide feedback on all essential
process variables as listed below and in the applicable
Process Tables.
5.1.1
Logic has been established to effectively identify and
address process or equipment faults.
5.1.2
With over rides or resets, logs must be maintained.
5.1.3
Weld faults audible, visible and line shut down.
5.1.4
At weld cycle interrupt, part must not be removed or
passed until dispositioned by appropriate personnel.
5.1.5
Calibration of meters and system controls.
5.1.6
Inter-locking of previous operations have occurred and
quality of parts has been verified before the next operation
begins.
5.1.7
Secure backups of all programs and procedures
(electronic preferred).
5.1.8
High/Low limit alarms established by actual data.
Section 4 - TOOLING/FIXTURING
Section 5 - PROCESS CONTROLS AND CONFIRMATION
5.1.9
Process variables have been defined and developed by
data and shown to be statistically capable.
5.1.10
Acceptable traceability (sequence/date coding)
5.1.11
All tooling and process changes are documented.
5.1.12
Documented welding procedures for each weld location
and each process variable.
5.1.13
Change over procedure (filler material, fixtures)
5.1.14
Must have documented start-up and shut-down
procedure.
5.2
Are process control
parameters monitored at
established frequencies?
Process control parameters shall be monitored per
frequencies established in the control plan. An appropriate
person shall verify the process control parameters.
Management review is required per Question 1.13.
5.3
How does the organization
review and react to out of
control/specification
parameters?
Are there documented reaction plans with appropriate
levels of containment for both out of control and out of
tolerance process parameters? Is there documented
evidence that reaction plans are followed?
5.4
How does the organization
handle changes to process
control parameters after initial
customer approval?
There shall be a hierarchy established for making and
approving process changes. Each process should be
acted on according to the level of change. Review
process changes with your customer.
5.5
Are In-Process and Final
Tests performed at
established frequencies?
In-Process and Final Tests shall be performed per
frequencies in the control plan as agreed upon between
the supplier and the customer.
5.6
Are weld quality requirements
clearly defined per customer
specifications?
Weld quality requirements per internal and customer
specifications, such as but not limited to the following
testing methodology:
5.6.1
Cut and etch
5.6.2
Part location, warping, gap, and dimensional
requirements
5.6.3
Correct number of welds
5.6.4
Weld length/size
5.6.5
Weld location
5.6.6
Non Destructive Testing (NDT)
5.6.7
Spatter, undercut, porosity, discontinuities,
5.6.8
Weld direction confirmation
5.6.9
Destructive testing
5.6.10
Additional testing
2010 Automotive Industry Action Group (AIAG)
Objective Evidence N/A Satisfactory Not Satisfactory
Needs Immediate
Action
Special Process: Welding System Assessment
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or
disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a
violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive Industry Action Group
Assessment
Section 1 - Management Responsibility & Quality Planning
Cover Page Index Page
Section 2 - Floor and Material Handling Responsibility
Section 3 - Equipment / Facilities/Controls
Section 4 - TOOLING/FIXTURING
Section 5 - PROCESS CONTROLS AND CONFIRMATION
Section 6 - Job Audit
Job Identity:
Customer:
Shop Order Number:
Part Number:
Part Description:
Base Metal Specifications:
Filler Metal Specification (if required):
Welding Process(es):
Question # Job Audit Question
Related
WSA Question #
6.1
Has the welding operation identified the
process control equipment necessary to
monitor, control and provide feedback on all
essential process variables as listed in the
applicable Process Tables?
1.8
5.1
5.2
6.2
Has the logic been established to effectively
identify and address process or equipment
faults?
5.1
6.3
Are over rides or resets logs maintained? 5.1.2
6.4
Are weld faults audible, visible and does the
line shut down?
5.1.3
6.5
If the weld cycle is interrupted, is the part
controlled or contained until dispositioned by
appropriate personnel?
2.7
5.1.4
6.6
Are the meters and feed back controls
calibrated per established frequencies?
5.1.5
3.3
6.7
If applicable, is there an inter-locking of the
previous operation and has the quality of
parts been verified?
5.1.6
6.8
Are there secure backups of all programs
and procedures (electronic preferred)?
5.1.7
6.9
Are high/low limit alarms established by
actual data.
5.1.8
5.1.1
6.10
Have process variables been defined and
developed by data and shown to be
statistically capable?
5.1.9
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered
or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright
6.11
Is there acceptable traceability
(sequence/date coding)?
5.1.10
5.1.11
2.3
2.7
6.12
Is there traceability of all process and tooling
changes?
4.1
5.1.11
5.4
6.13
Are there documented welding procedures
for each weld location and each process
variable?
5.1.12
1.5
1.10
6.14
Is there a documented change over
procedure (filler material, fixtures)?
1.5
5.1.13
3.6
6.15
Is there a documented start-up and shut-
down procedure?
1.5
1.10
5.1.14
6.16
Are process control parameters monitored
at established frequencies?
5.2
6.17
Are there documented reaction plans with
appropriate levels of containment to both out
of control and out of tolerance process
parameters and provide documented
evidence that reaction plans are followed?
5.3
1.21
5.6
1.8
2.7
6.18
How does the organization handle changes
to process control parameters after initial
customer approval and how do you notify
your customer?
1.6
5.4
1.22
1.16
6.19
Are In-Process and Final Tests performed at
established frequencies?
1.8
5.5
6.20
Are weld quality requirements clearly
defined per customer specifications?
1.9
5.6
6.20.1 Test Type:
Test Method:
Test Frequency and Quantity:
Specification:
6.20.2 Test Type:
Test Method:
Test Frequency and Quantity:
Specification:
6.20.3 Test Type:
Test Method:
Test Frequency and Quantity:
Specification:
6.20.4 Test Type:
Test Method:
Test Frequency and Quantity:
Specification:
2010 Automotive Industry Action Group (AIAG)
Customer or Internal
Requirement
Job (Shop) Order or
Reference Documentation
Requirement
Actual Condition
(Objective Evidence)
Pass / Fail
/ N/A
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered
or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright
Cover Page Index Page
Each part may have one or more requirements determined by the welding specification.
Parts must meet each requirement. List requirements below and validate.
Item #
Related WSA
Question #
Category/Process Steps
Arc Stud/
Fastener
Welding
(SW)
1.0 1.7, 1.8 Arc welding specific essential variables which shall be
addressed in the FMEA, control plan and welding
procedures
A1.1 Arc voltage
A1.2 Amperage x
A1.3 Current type (AC/DCEN/DCEP) x
A1.4 Wire feed speed
A1.5 Pulse setting variables specific to the OEM of the welding
equipment must be documented and controlled.
A1.6 Stud gun/torch position work angle, travel angle
x
A1.7 Contact tip-to-work distance
A1.8 Electrode-to-work distance
A1.9
Lift height of stud x
A1.10 Fastener coating (determines current type)
x
A1.11 Plunge control mode force or position
x
A1.12 Flux classification and depth
A1.13 Flux removal and reclaimation plan
A1.14 Gas flow pre-flow, post-flow, rate and type(s)
x
2
A1.15 Electrode and/or filler metal type, diameter, and
classicifacation
x
A1.16 Travel speed
A1.17 Gas nozzle size and type
x
2
PROCESS TABLE A- Arc Welding Processes
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or disseminated, published, or transferred in part of such content. The
information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered
service marks of the Automotive Industry Action Group
All control of variables given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor shall verify welding is conforming
to the customer's requirements.
Dashes below indicate "not applicable".
X indicates an essential variable which shall be documented and controlled.
indicates that procedure should be reviewed and documented when necessary.
A1.18
Arc starting parameters
A1.19
Arc end parameters
A1.20
Wire burnback settings
A1.21
Plunge depth
x
A1.22
Arc time
x
A1.23
Fastener geometry per material type
x
A1.24
Nozzle cleaning and cleaners, replacement
A1.25
Tip changes
A1.26
Wire liners/conduits cleaning and replacing
A1.27
Drive roll changes
A1.28
Wire guide tube change
A1.29
Antispatter Application (spray/dip and equipment)
A1.30
Electrode and stud collet change
A1.31
O rings in gas system maintenance
A1.32
Gas delivery and mixing system x
2
A1.33
Flux delivery systems maintenance
A1.34
Flux removal (screens size and magnetic separators)
A1.35
Electrode sharpening
A1.36
Slag removal
A1.37
Wire dereelers maintenance
A1.38
Wire brake adjustment
A1.39
Integrity of ground system
x
1
: Processes can be used both with and without filler metal.
x
2
: These welding processes are designated for either gas shielded, self shielded or gasless.
x
3
: Arc Spot welding applicactions only.
2010 Automotive Industry Action Group (AIAG)
What are your
procedures for:
Flux-
Cored Arc
Welding
(FCAW)
Gas Metal
Arc
Welding
(GMAW)
Submerged
Arc Welding
(SAW)
Shielded
Metal Arc
Welding
(SMAW)
Plasma Arc
Welding
(PAW)
Gas
Tungsten
Arc
Welding
(GTAW)
Gas Metal
Arc Braze
Welding
x
x x x x x
x
x x x x x x
x
x x x x x x
x
x x x
1
x
1
x
x x x x
x x x x x x x
x x x x
x x
x
x
x
2
x x x x
x x x x x
1
x
1
x
x
x x
x x x
x
2
x x x x
PROCESS TABLE A- Arc Welding Processes
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or disseminated, published, or transferred in part of such content. The
information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered
service marks of the Automotive Industry Action Group
All control of variables given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor shall verify welding is conforming
to the customer's requirements.
Dashes below indicate "not applicable".
X indicates an essential variable which shall be documented and controlled.
indicates that procedure should be reviewed and documented when necessary.
Cover Page
Index Page
x
x x
x x x
x
x x x x x
x
x x x
x
3
x
3
x
3
x
3
x
2
x x x x
x x x
x
2
: These welding processes are designated for either gas shielded, self shielded or gasless.
Item #
Related WSA
Question #
Category/Process Steps
2.0 1.7, 1.8 Resistance welding specific essential variables which
shall be addressed in the FMEA, control plan and
welding procedures
B2.1 Weld force
B2.2 Clamp force
B2.3 Forge force
B2.4 Forge delay
B2.5 Amperage
B2.6 Voltage
B2.7 Power
B2.8 Frequency
B2.9 Pulsation
B2.10 Squeeze time/cycles
B2.11 Weld time/cycles
B2.12 Hold time/cycles
B2.13 Quench time/cycles
B2.14 Temper time
B2.15 Cool time/cycles
B2.16 Upslope time/cycles
B2.17
Stepper programs
B2.18
Tip/electrode/wheel dressing
B2.19
Weld travel speed
PROCESS TABLE B- Resistance Welding Processes
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or disseminated, published, or transferred in part of
such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry
Action Group are registered service marks of the Automotive Industry Action Group
All control of variables given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor shall verify welding is
conforming to the customer's requirements.
Dashes below indicate "not applicable".
X indicates an essential variable which shall be documented and controlled.
indicates that procedure should be reviewed and documented when necessary.
B2.20
Adequate electrode follow up in weld force / distance
B2.21
System cooling-transformers, electrodes, etc.
B2.22
Tip/electrode/wheel/coil change frequency
B2.23
Tip/electrode/wheel/coil alignment
B2.24
Electrode selection/type (material type etc.)
B2.25
Electrode geometry
B2.26
Induction coil geometry
B2.27 Secondary loop electrical conductors (cables, leaf shunts,
etc.) and mechanical joints maintenance
B2.28
Projection weld geometry and size
*Flash Welding is a Solid State process, however, the process controls most resemble a resistance weld process.
Refer to Table D for other requirements on Flash Welding
2010 Automotive Industry Action Group (AIAG)
What are your
procedures for:
Resistance
Spot
Welding
(RSW)
Projection
Welding
(PW)
Resistance
Seam
Welding
(RSEW)
High-
Frequency
Seam
Welding
(RSEW-HF)
Induction
Seam
Welding
(RSEW-I)
Mash
Seam
Welding
(RSEW-
MS)
Flash
Welding*
(FW)
X X
X X X
X X
X X
X X X X
X X
X X X X X
X X X X
X X
X X
X X
X X X
X
X X X X
X X
X X
X
X X X X X X
X
X X
X X X X
X X X X
PROCESS TABLE B- Resistance Welding Processes
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or disseminated, published, or transferred in part of
such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry
Action Group are registered service marks of the Automotive Industry Action Group
All control of variables given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor shall verify welding is
conforming to the customer's requirements.
Dashes below indicate "not applicable".
X indicates an essential variable which shall be documented and controlled.
indicates that procedure should be reviewed and documented when necessary.
Cover Page
Index Page
X X
X
X X
X X X X X
X X
X X X X X
X X
X X X X X
*Flash Welding is a Solid State process, however, the process controls most resemble a resistance weld process.
Item #
Related WSA
Question #
Category/Process Steps
Nd YAG
(LBW)
3.0
1.7, 1.8 Welding specific essential variables which shall be
addressed in the FMEA, control plan and welding
procedures
Equipment
C3.1 Beam quality X
C3.2 Optic cleanliness X
C3.3 Cross jet or laser knife X
C3.4 Beam configuration (split, single) X
C3.5 Focal length X
C3.6 Beam spot size X
C3.7
Gas tube angle/arrangement
X
C3.8 Optics purge gas (flow and quality)
C3.9
Mirror cleanliness
X
C3.10
Mirror degradation
X
C3.11
Beam sharing
X
C3.12 Split beam X
C3.13
Tip changes
C3.14
O rings in gas system
C3.15
Gas nozzle
C3.16
Torch angles
C3.17
Chillers (internal - external)
X
PROCESS TABLE C- Laser Welding Processes
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered
or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright
infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive Industry Action
Group.
All control of variables given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job
audit, the auditor shall verify welding is conforming to the customer's requirements.
Dashes below indicate "not applicable".
X indicates an essential variable which shall be documented and controlled.
indicates that procedure should be reviewed and documented when necessary.
C3.18
- Flow rate
X
C3.19
- Water quality
X
C3.20
- Type of coolant
X
C3.21
- Additive concentration
X
C3.22
- Temperature control (rate of change and range)
X
C3.23
Wire feed system
C3.24 - Wire feed speed
C3.25
- Wire liners/conduits cleaning and replacing
C3.26
- Drive roll changes
C3.27
- Wire guide tube
C3.28
- Wire derealers
C3.29
- Wire brake adjustment
C3.30
- Wire cleaners/wipers
C3.31
- Contact tip to work distance
C3.32
- Wire position to laser focal point
Beam Delivery
C3.33 Direct
C3.34 Fiber X
C3.35 - Fiber diameter X
C3.36 - Fiber lengths X
C3.37 - Bend radius X
C3.38 - Condition of fiber X
C3.39 - Fiber ends (condition of fiber ends) X
C3.40 - Fiber end cooling X
C3.41 Mirror
C3.42 - Power loss though the delivery system
C3.43 - Alignment
C3.44 - Cleanliness
C3.45 - Coatings of mirror
C3.46 - Mirror type
C3.47 - Optic and mirror cooling
Process Variables
C3.48 Shielding gas type - flow rate X
C3.49 Weld travel speed control (rate of change, and velocity
control)
X
C3.50 Power Output Control X
C3.51 Power ramping/program (start, weld, end) X
C3.52 Power at the work piece X
C3.53 Offset of beam to joint X
C3.54
Continuous wave
X
C3.55
Pulsation
X
C3.56
Angle of Incidence
X
C3.57
Focus point
X
C3.58
Direction of welding (trailing or lead)
X
C3.59
Beam quality burn-in
X
C3.60
Power output control calibration
X
C3.61
Plasma suppression
C3.62
- Monitoring Back scatter for control process
Fixtures/Part
C3.63
- Stability and/or vibration isolation
X
C3.64
- Articulation system (smoothness of motion and accuracy)
X
C3.65
Part fit up
C3.66
Seam tracking
C3.67
Edge condition
C3.68
Coatings
2010 Automotive Industry Action Group (AIAG)
What are your
procedures for
controlling:
CO2
(LBW)
DIODE
(LBW)
With Wire
Feed
System
X
X X
X
X X
X
X X
X
X X
X
X X
X X X
X
X X
X
X
X
X
X
X
X
X X
X
X X
X
X
X
X
X
X X
PROCESS TABLE C- Laser Welding Processes
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered
or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright
infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive Industry Action
Group.
All control of variables given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job
audit, the auditor shall verify welding is conforming to the customer's requirements.
Dashes below indicate "not applicable".
X indicates an essential variable which shall be documented and controlled.
indicates that procedure should be reviewed and documented when necessary.
Cover Page Index Page
X
X X
X
X X
X
X X
X
X X
X
X X
X
X
X
X
X
X
X
X
X
X
X X
X X
X X
X X
X X
X X
X X
X X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X
X
X X
X
X X
X
X X
X
X X
X
X X
X
X X
X
X X
X
X X
X
X X
X
X X
X
X X
X
X X
X
X
X
X X
X
X X
Item #
Related WSA
Question #
Category/Process Steps
Inertia
Friction
Welding
(FRW-I)
4.0
1.7, 1.8 Welding specific essential variables which shall be
addressed in the FMEA, control plan and welding
procedures
D4.1 Tolerances on axial alignment X
D4.2 Faying surface area X
D4.3 Faying surface cleanliness X
D4.4 Initial spindal speed X
D4.5 Welding spindal speed
D4.6 Spindal torque - to not damage equipment X
D4.7 Flywheels; total moment of inertia X
D4.8 Spindle clamp pressure X
D4.9 Fixture clamp pressure X
D4.10 Part stickout X
Preheat (First friction phase) if needed
D4.11 -Projection on faying surface
X
1
D4.12 -Preheat force
X
1
D4.13 -Preheat time or RPM
X
1
D4.14 Preheat burnoff length-amount of dimension loss during
preheat
Weld Heat (Second friction phase)
D4.15
-Friction weld force
X
D4.16
-Friction speed at which forging begins X
Forging Stage
PROCESS TABLE D - Solid State Welding Processes
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or disseminated, published, or
transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law subject to criminal and civil
penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive Industry Action Group.
All control of variables given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor
shall verify welding is conforming to the customer's requirements.
Dashes below indicate "not applicable".
X indicates an essential variable which shall be documented and controlled.
indicates that procedure should be reviewed and documented when necessary.
D4.17 -Forging speed
X
D4.18 -Forge force
X
D4.19 -Forge time
D4.20 -Forge length if limited upset is used
D4.21 -Forge delay
D4.22 -Upset distance
D4.23 -Upset removal / management
X
D4.24 -Upset hold time
X
D4.25 -Upset rate
X
D4.26 -Friction upset distance and time
D4.27 Brake setting or stopping time dimensions and tolerences
D4.28 Brake force
D4.29 Brake delay prior to upset
D4.30 Final position
D4.31 Postweld heat treatment if needed based on materials joined
D4.32 Protective atmosphere if necessary for the base material
D4.33 Total burnoff-amount of dimension loss during total process
FSW
D4.34
Primary control (position or force)
D4.35
Tool to weld joint alignment during length of travel
Tool
D4.36
-Pin to shoulder ratio
D4.37
-Pin length
D4.38
-Included angle for pin
D4.39
-Included angle for shoulder
D4.40
-Thread on pin surface
D4.41
-Pin material
Plunge Practice
D4.42 -Speed of plunge
D4.43 -Spindal speed during plunge
D4.44 -Preheat dwell time after plunge
D4.45 -Plunge force
Weld
D4.46 -Weld force
D4.47
-Travel speed
D4.48
-Tool tilt angle
D4.49
-Weld spindal speed
Weld termination
D4.50
-Exit motion of tool such as tilt angle rotation
D4.51
-Spindal speed at tool extraction
D4.52
-Dwell at end of travel
FBW RBW
D4.53
Electrode design-eliminate die burns
D4.54
Electrode/Die cleanliness
D4.55
Electrode/Die clamping pressure
D4.56
Part cleanliness and scale removal
D4.57
Part alignment
D4.58
Joint geometry preporation
D4.59
Initial martial stickout or extension beyond electrodes
Preheat
D4.60
-Preheat force
D4.61
-Tap selection
D4.62
-Percent heat
D4.63
-Off time during initial die opening
Initial Flashing
D4.64
-Initial die opening
D4.65
-Initial flashing rate
D4.66
-Type of platten movement (linear or parabolic)
D4.67
-Voltage
D4.68
-Initial flashing distance or time
D4.69
-Percent heat
D4.70
-Tap selection
Flashing
D4.71
-Flashing rate
D4.72
-Type of platten movement (linear or parabolic)
D4.73
-Voltage
D4.74
-Flashing distance or time
D4.75
-Percent heat
D4.76
-Tap selection
Weld Stage 1
D4.77
-Percent heat
D4.78
-Tap selection voltage
D4.79
-Force
D4.80
-Pulsation (on, off and number of pulses)
D4.81
-Off time before stage change
Weld Stage 2 (can be multiple stages with different parameters)
D4.82
-Percent heat
D4.83
-Tap selection voltage
D4.84
-Force
D4.85
-Pulsation (on, off and number of pulses)
Forge/Upset
D4.86
-Forge rate
D4.87
-Forge force
D4.88
-Forge distance / total upset
D4.89
-Upset time
D4.90
-Upset current
D4.91
-Flashing voltage cut off
D4.92
-Flashing removal / management
Post weld heat treatment if needed
D4.93
-Heat treatment clamping distance
D4.94
-Quench time
D4.95
-Tap selection
D4.96
-Precent heat
D4.97
-Temper time
D4.98
Final die opening
Ultrasonic Metal weld
D4.99 Tap selection / design of ribbon structure
D4.100 Frequency of power supply for application (40/30/20kHz)
D4.101 Fixture & part design with max dimension deviation and material specs
Upset and Monitoring (windowing)
D4.102 Welding-Energy
D4.103 Welding-Time
D4.104 Welding-Amplitude
D4.105 Welding-Force
D4.106 Welding-Current
D4.107 Welding pre Height and travel (compaction)
D4.108 Energy with height compensation
D4.109 Weld Head Cooling
D4.110 Environmental conditions control (i.e., temperature, humidity, dust, etc.)
D4.111
TAP/Die cleanliness
D4.112 TAP/Die clamping pressure
D4.113 Part cleanliness and scale removal
D4.114 Part alignment
x
1
: If required to achieve heat balance. Example thin part to thick part or various hardnesses.
2010 Automotive Industry Action Group (AIAG)
Direct Drive
Friction
Welding
(FRW-DD)
Friction
Stir
Welding
(FSW)
Flash Butt
Welding
(FW)
Resistance
Butt
Welding
(UW)
Ultrasonic
Welding
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
1
X
1
X
1
X
1
X X
X
X
PROCESS TABLE D - Solid State Welding Processes
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or disseminated, published, or
transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law subject to criminal and civil
penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive Industry Action Group.
All control of variables given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor
shall verify welding is conforming to the customer's requirements.
Dashes below indicate "not applicable".
X indicates an essential variable which shall be documented and controlled.
indicates that procedure should be reviewed and documented when necessary.
Cover Page Index Page
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X
X X
X X
X X
X X
X X
X X
X X
X X
X X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X
X X
X X
X X
X X
X
X X
X X
X
X
X
X
X
X
X
Instructions for completing the Cover Sheet
1
2
3
4
5
6
7
8
9
10
11
12
Address: The street address of the facility being assessed; P.O. Box numbers may be given as
CQI-17 SOLDERING SYSTEM ASSESSMENT
Facility Name: Name of the facility being assessed.
One form shall be used for each facility. The facility may have several buildings or physical locations
in the same general area. If there is a separate management team (Quality Manager and Soldering
Specialist) or different management system, then these locations shall be considered as separate facilities.
"N" if the company does not solder any components for their own company.
additional information.
Phone Number: The phone number of the facility.
If there is no common phone number for the facility, the phone number of the Operations
Fax number: The fax number of the facility.
Commercial Solder (Y/N): Enter "Y" if this facility solders components for companies other than
their own company. Enter "N" if this facility does not solder any components for other companies.
Date of Assessment: Enter the date(s) of the assessment. An alphanumeric format shall be used
to avoid confusion with different numeric formats.
Manager or Quality Manager shall be used.
Number of Soldering Employees at this Facility: The number of employees, salaried and hourly,
associated with the soldering operation at this facility.
Captive Solder (Y/N): Enter "Y" if this facility solders components for their own company. Enter
original assessment, then the solderer shall address each item and determine correct action,
including root cause analysis and implementation of the corresponding corrective action(s).
Date of Previous Assessment: List the date of the previous CQI-17 Special Process: Soldering
System Assessment of this facility.
Type(s) of Soldering at this Facility: Place a checkmark to designate the soldering process(es)
performed at this facility. This information determines the appropriate Process Table that shall be
used during the assessment. Processes not listed on the cover sheet are not part of the Soldering
System Assessment.
Current Quality Certification(s): the solderer shall list their current quality certifications, e.g.,
ISO/TS 16949, ISO 9001-2000. Certifications may be from 3rd party sources or customer
quality certifications. If customer quality certification is given, then the year of the last
assessment by the customer shall also be given.
Date of Re-assessment (if necessary): If "Not Satisfactory" findings were observed from the
The date of the re-assignment shall be given here, and the appropriate Question(s) from Sections
1 - 3, in the original assessment, shall be modified to reflect that the evidence, relating to the
implementation of the corrective action(s), has been observed. Also, the "Number of Not
Satisfactory Findings" shall be modified as appropriate.
Cover Page
13
14
15
16
17
Auditors/Assessors: List the name(s), Company(ies), phone number(s) and email address(es), if
available, of the auditor/assessor(s).
Personnel Contacted: List the name(s), title(s), phone number(s), and email address(es), if
available, of the principal participants from the solderer's organization.
Number of "Fail" Findings in the Job Audit(s): Enter the number of "Fail" findings observed
from the job audit.
Number of "Not Satisfactory" Findings: Enter the number of "Not Satisfactory" findings
observed during the assessment.
Number of "Needs Immediate Action" Findings: Enter the number of "Needs Immediate
Action" findings observed during the assessment.
Address: The street address of the facility being assessed; P.O. Box numbers may be given as
CQI-17 SOLDERING SYSTEM ASSESSMENT
Facility Name: Name of the facility being assessed.
One form shall be used for each facility. The facility may have several buildings or physical locations
in the same general area. If there is a separate management team (Quality Manager and Soldering
Specialist) or different management system, then these locations shall be considered as separate facilities.
"N" if the company does not solder any components for their own company.
additional information.
Phone Number: The phone number of the facility.
If there is no common phone number for the facility, the phone number of the Operations
Fax number: The fax number of the facility.
Commercial Solder (Y/N): Enter "Y" if this facility solders components for companies other than
their own company. Enter "N" if this facility does not solder any components for other companies.
Date of Assessment: Enter the date(s) of the assessment. An alphanumeric format shall be used
to avoid confusion with different numeric formats.
Manager or Quality Manager shall be used.
Number of Soldering Employees at this Facility: The number of employees, salaried and hourly,
associated with the soldering operation at this facility.
Captive Solder (Y/N): Enter "Y" if this facility solders components for their own company. Enter
original assessment, then the solderer shall address each item and determine correct action,
including root cause analysis and implementation of the corresponding corrective action(s).
Date of Previous Assessment: List the date of the previous CQI-17 Special Process: Soldering
System Assessment of this facility.
Type(s) of Soldering at this Facility: Place a checkmark to designate the soldering process(es)
performed at this facility. This information determines the appropriate Process Table that shall be
used during the assessment. Processes not listed on the cover sheet are not part of the Soldering
System Assessment.
Current Quality Certification(s): the solderer shall list their current quality certifications, e.g.,
ISO/TS 16949, ISO 9001-2000. Certifications may be from 3rd party sources or customer
quality certifications. If customer quality certification is given, then the year of the last
assessment by the customer shall also be given.
Date of Re-assessment (if necessary): If "Not Satisfactory" findings were observed from the
The date of the re-assignment shall be given here, and the appropriate Question(s) from Sections
1 - 3, in the original assessment, shall be modified to reflect that the evidence, relating to the
implementation of the corrective action(s), has been observed. Also, the "Number of Not
Satisfactory Findings" shall be modified as appropriate.
Cover Page Index Page
Auditors/Assessors: List the name(s), Company(ies), phone number(s) and email address(es), if
available, of the auditor/assessor(s).
Personnel Contacted: List the name(s), title(s), phone number(s), and email address(es), if
available, of the principal participants from the solderer's organization.
Number of "Fail" Findings in the Job Audit(s): Enter the number of "Fail" findings observed
from the job audit.
Number of "Not Satisfactory" Findings: Enter the number of "Not Satisfactory" findings
observed during the assessment.
Number of "Needs Immediate Action" Findings: Enter the number of "Needs Immediate
Action" findings observed during the assessment.
Facility Name:
Phone Number
Fax Number Process Table A -
Process Table B -
Captive Soldering Organization (Y/N) Process Table C -
Commercial Soldering Organization (Y/N) Process Table D -
Date of Assessment: Process Table E -
Date of Previous Assessment: Process Table F -
Process Table G -
Process Table H -
Process Table I -
Process Table J -
Name Title Phone
0 0
0 0
0 0
0 0
Name Company Phone
0
0
0
0
Special Process: Soldering System Assessment
Address
Type(s) of Soldering at this Facility:
Number of Soldering Employees at this Facility:
Auditors/Assessors
Current Quality Certification(s)
Date of Re-assessment (if necessary):
Personnel Contacted:
Number of "Not Satisfactory" Findings
Number of "Needs Immediate Action" Findings
Number of "Fail" Findings in the Job Audit(s)
2010 Automortive Industry Action Group (AIAG)
Special Process: Soldering System Assessment
Address
Type(s) of Soldering at this Facility:
Process Table K -
Process Table M -
Process Table N -
Process Table O -
Process Table P -
Process Table Q -
Process Table R -
Process Table L -
Process Table S -
Auditors/Assessors
Personnel Contacted:
Cover Page Index Page
Question
Number
Question Requirements and Guidance
1.1
Is there a dedicated and
qualified soldering expert on-
site?
To ensure readily available expertise, there shall be a
dedicated and qualified soldering expert on site. This
individual shall be a full-time employee and the
position shall be reflected in the organization chart. A
job description shall exist identifying the qualifications
for the position including metallurgical and soldering
knowledge. The qualifications shall include a
minimum of 5 years experience in soldering
operations or a combination of a minimum of 5 years
of formal metallurgical education and soldering
experience.
1.2
Does the soldering
organization perform
advanced quality planning?
The organization shall incorporate a documented
advance quality planning procedure. A feasibility
study shall be performed and internally approved for
each part. Similar parts can be grouped into part
families for this effort as defined by the organization.
After the part approval process is approved by the
customer, no process changes are allowed unless
approved by the customer. The soldering
organization shall contact the customer when
clarification of process changes is required. This
clarification of process changes shall be
documented.
Special Process: Soldering Process Assessment (General Facility Overview)
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or disseminated, published, or transferred in part of such
content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action
Group are registered service marks of the Automotive Industry Action Group.
Section 1 - Management Responsibility and Quality Planning
1.3
Are soldering FMEA's up to
date and reflecting current
processing?
The organization shall incorporate the use of a
documented Failure Mode and Effects Analysis
(FMEA) procedure and ensure the FMEA's are
updated to reflect current part quality status.
The FMEA shall be written for each part or part family
or they may be process-specific and written for each
process. In any case, they shall address all process
steps from part receipt to part shipment and all key
soldering process parameters as defined by the
organization. A cross-functional team shall be used in
the development of the FMEA. All special
characteristics, as defined by the organization and its
customers, shall be identified, defined, and
addressed in the FMEA.
1.4
Are soldering process control
plans up to date and reflecting
current processing?
The organization shall incorporate the use of a
documented Control Plan procedure and ensure the
Control Plans are updated to reflect current controls.
The Control Plans shall be written for each part or
part family or they may be process-specific and
written for each process. In any case, they shall
address all process steps from part receipt to part
shipment and identify all equipment used and all key
solder process parameters as defined by the
organization.
A cross-functional team, including a production
operator, shall be used in the development of Control
Plans, which shall be consistent with all associated
documentation such as work instructions, shop
travelers, and FMEA's. All special characteristics, as
defined by the organization and its customers, shall
be identified, defined, and addressed in the Control
Plans. Sample sizes and frequencies for evaluation of
process and product characteristics shall also be
addressed consistent with the minimum requirements
listed in the Process Tables.
1.5
Are all soldering related and
referenced specifications
current and available? For
example: IPC, SAE, AIAG,
ASTM, General Motors,
Honda, Ford, and Chrysler.
To ensure all customer requirements are both
understood and satisfied, the organization shall have
all related solder and customer referenced standards
and specifications available for use and a method to
ensure that they are current. Such standards and
specifications include, but are not limited to, those
relevant documents published by IPC, SAE, AIAG,
ASTM, General Motors, Honda, Ford, and Chrysler.
The organization shall have a process to ensure the
timely review, distribution, and implementation of all
customer and industry engineering standards /
specifications and changes based on customer-
required schedule. Timely review should be as soon
as possible and shall not exceed two working weeks.
The organization shall document this process of
review and implementation, and it shall address how
customer and industry documents are obtained, how
they are maintained within the organization, how the
current status is established, and how the relevant
information is cascaded to the shop floor within the
two-week period. The organization shall identify who
is responsible for performing these tasks.
1.6
Is there a written process
specification for all active
processes?
The solder organization shall have written process
specifications for all active processes and identify all
steps of the process including relevant operating
parameters. Examples of operating parameters
include process temperatures, cycle times,
atmosphere or gas flow settings, belt speeds, etc.
Such parameters shall not only be defined, they shall
have operating tolerances as defined by the
organization in order to maintain process control.
These process specifications may take the form of
work instructions, job card, computer-based recipes,
or other similar documents.
1.7
Has a valid process capability
study been performed initially
and after process equipment
has been relocated, or had a
major rebuild?
To demonstrate each process is capable of yielding
acceptable product the organization shall perform
process capability studies for the initial validation of
each process, after relocation of any process
equipment, & after a major rebuild of any equipment.
The organization shall define what constitutes a major
rebuild. Initial process capability studies shall be
conducted for all solder processes per manufacturing
line defined in scope of work & in accordance with
customer requirements. A manufacturing line may
include a combination of equipment that is integrated
in the performance of a solder process, e.g., printing,
placement, and reflow. Capability study techniques
shall be appropriate for the solder product
characteristics, e.g., paste height and thermal
profiling. Any specific customer requirements shall
be met, in the absence of customer requirements, the
organization shall establish acceptable ranges for
measures of capability. An action plan shall exist to
address the steps to followed in case capability
indices fall outside customer requirements or
established ranges.
1.8
Does the solder organization
collect and analyze data over
time, and react to this data?
The analysis of products and processes over time
can yield vital information for defect prevention
efforts. The organization shall have a system to
collect, analyze, and react to product or process data
over time.
Methods of analysis shall include ongoing trend or
historical data analysis of product or process
parameters. The organization shall determine which
parameters to include in such analysis.
1.9
Is management reviewing the
soldering process data every
24 hours?
Management shall review the soldering process data
at intervals not to exceed 24 hours. The soldering
process data includes but is not limited to thermal
profiles, SPC, set up sheets and maintenance logs,
through-put, etc.
The management review shall include efforts to
detect out-of-control conditions or alarm conditions.
The process of reviewing the soldering process data
shall be documented and this requirement also
applies to computerized data.
1.10
Are internal assessments
being completed on an annual
basis, at a minimum, using
AIAG SSA?
The organization shall conduct internal assessments
on an annual basis, at a minimum, using the AIAG
SSA.
1.11
Is there a system in place to
authorize rework or repair and
is it documented?
The quality management system shall include a
documented process for rework and repair that shall
include authorization from a designated individual, a
recognized team of experts, or customer requirement.
The rework and repair procedures shall describe
product characteristics for which rework and repair is
allowed as well as those characteristics for which
rework is not permissible.
Any rework or repair activity shall require a
processing control sheet issued by qualified technical
personnel denoting the necessary solder rework or
repair. Records shall clearly indicate when and how
any material has been reworked or repair. Repaired
parts shall meet inspection standards, and must be
verified by a secondary process such as in-circuit
test.
1.12
Does the Quality Department
review, address, and
document customer and
internal concerns?
The quality management system shall include a
process for documenting, reviewing, and addressing
customer concerns and any other concerns internal to
the organization. A disciplined problem-solving
approach shall be used.
1.13
Is there a continual
improvement plan applicable
to each process defined in the
scope of the assessment?
The solder organization shall define a process for
continual improvement for each solder process
identified in the scope of the SSA. The process shall
be designed to bring about continual improvement in
quality and productivity. Identified actions shall be
prioritized and shall include timing (estimated
completion dates). The organization shall show
evidence of program effectiveness.
1.14
Does the Quality Manager or
designee authorize the
disposition of material from
quarantine status?
The Quality Manager is responsible for authorizing
and documenting appropriate personnel to disposition
quarantine material, such as components that are out
of tolerance.
1.15
Are there procedures or work
instructions available to the
solder personnel that define
the soldering process?
There shall be procedures or work instructions
available to soldering personnel covering the
soldering process. These procedures or work
instructions shall include methods of addressing
potential emergencies (such as power failure),
equipment start-up, equipment shut-down, product
segregation (See 2.8), product inspection, and
general operating procedures. These procedures or
work instructions shall be accessible to shop floor
personnel.
1.16
Is management providing
employee training for
soldering?
The organization shall provide employee training for
all soldering operations. All employees associated
with the soldering process, including backup and
temporary employees, shall be trained. Documented
evidence shall be maintained showing the employees
trained and the evidence shall include an assessment
of the effectiveness of the training. Management
shall define the qualification requirements for each
function, and ongoing or follow-up training shall also
be addressed.
1.17
Is there a responsibility matrix
to ensure that all key
management and supervisory
functions are performed by
qualified personnel?
The organization shall maintain a responsibility matrix
identifying all key management and supervisory
functions and the qualified personnel who may
perform such functions. It shall identify both primary
and secondary (backup) personnel for the key
functions (as defined by the organization). This matrix
shall be readily available to management at all times.
1.18
Is there a preventive
maintenance program? Is
maintenance data being
utilized to form a predictive
maintenance program?
The organization shall have a documented preventive
maintenance program for key process equipment (as
identified by the organization). The program shall be a
closed-loop process that tracks maintenance efforts
from request to completion to assessment of
effectiveness. Equipment operators shall have the
opportunity to report problems, and problems shall
also be handled in a closed-loop manner.
Company data, e.g., downtime, quality rejects, first-
time-through capability, recurring maintenance work
orders, and operator-reported problems, shall be
used to improve the preventive maintenance
program. Furnaces and generators shall be
scheduled for burn-out at frequencies determined by
the organization. Maintenance data shall be collected
and analyzed as part of a predictive maintenance
program.
1.19
Has the soldering organization
developed a critical spare part
list and are the parts available
to minimize production
disruptions?
The soldering organization shall develop and maintain
a critical spare parts list and shall ensure the
availability of such parts to minimize production
disruptions.
Section 2 - Floor and Material Handling Responsibility
2.1
Does the facility ensure that
the data entered in the
receiving system matches the
information on the customer's
shipping documents?
Documented processes and evidence of compliance
shall exist, e.g., shop travelers, work orders, etc. The
facility shall have a detailed process in place to
resolve receiving discrepancies.
2.2
Is product clearly identified
and staged throughout the
manufacturing soldering
process?
Procedures for part and container identification help
to avoid incorrect processing or mixing of lots.
Appropriate location and staging within the facility
also help to ensure that orders are not shipped until
all required operations are performed. Customer
product shall be clearly identified and staged
throughout the soldering process. Unsoldered
product, in-process, and finished product shall be
properly segregated and identified. All material shall
be staged in a dedicated and clearly defined area.
2.3
Is lot traceability and integrity
maintained throughout all
processes?
Out-going lot(s) shall be traceable to the incoming
lot(s). The discipline of precisely identifying lots and
linking all pertinent information to them enhances the
ability to do root cause analysis and continual
improvement.
Traceability should include bulk packed components
used for manual insertion processes.
2.4
Are procedures adequate to
prevent movement of non-
conforming product/material
into the production system?
The control of suspect or non-conforming
product/material is necessary to prevent inadvertent
shipment or contamination of other lots. Procedures
shall be adequate to prevent movement of non-
conforming product into the production system.
Procedures shall exist addressing proper disposition,
product identification and tracking of material flow in
and out of hold area. Non-conforming hold area shall
be clearly designated to maintain segregation of such
material. The soldering organization shall have
documented procedures to identify and segregate
improperly soldered parts for each
process/equipment resulting from equipment
failures/e-stop/loss of power.
2.6
Are containers free of
inappropriate material?
Containers handling customer product shall be free of
inappropriate material. After emptying and before re-
using containers, containers shall be inspected to
ensure that all parts and inappropriate material have
been removed. The source of inappropriate material
shall be identified and addressed. This is to ensure
that no nonconforming soldered parts or inappropriate
material contaminate the finished lot.
2.7
Is part loading specified,
documented and controlled?
Loading parameters shall be specified, documented
and controlled. Examples include parts per rack and
load size.
2.8
Are operators trained in
material handling,
containment action and
product segregation in the
event of an equipment
emergency including power
failure?
Unplanned or emergency downtime greatly raises the
risk of improper processing. Operators shall be
trained in material handling, containment action, and
product segregation in the event of an equipment
emergency including power failure. Training shall be
documented. Work instructions specifically
addressing potential types of equipment emergencies
and failures shall be accessible to and understood by
equipment operators. These instructions shall
address containment/reaction plans related to all
elements of the process. Evidence shall exist
showing disposition and traceability of affected
product.
2.9
Is the handling, storage and
packaging adequate to
preserve product quality?
The soldering organization loading/unloading
systems, in process handling and shipping process
shall be assessed for risk of part damage or other
quality concerns for proper ESD prevention and
detection (example proper operator ESD protection,
work station and storage grounding). Also all material
storage must meet supplier recommendation
(example humidity, temperature and expiration date).
2.10
Are plant cleanliness,
housekeeping, environmental
and safe working conditions
conducive to control and
improved quality?
Plant cleanliness, housekeeping, environmental, and
working conditions shall be conducive to controlling
and improving quality. The soldering organization
shall evaluate such conditions and their effect on
quality. A housekeeping policy shall be clearly defined
and executed. The facility shall be reviewed for the
following items: loose parts on floor; spillage around
tanks; overall plant lighting; fumes, temperature and
humidity controlled per customer expectation.
2.11
Are process control
parameters monitored per
frequencies specified in
Process Tables?
Process control parameters shall be monitored per
frequencies specified in Process Tables. Computer
monitoring equipment with alarms and alarm logs
satisfy the verification requirement. A designated
floor person shall verify the process parameters, e.g.,
by initialing a strip chart or data log.
2.12
Are out of control/specification
parameters reviewed and
reacted to?
Are there documented reaction plans to both out of
control and out of tolerance process parameters? Is
there documented evidence that reaction plans are
followed?
2.13
Are In-Process / Final Test
Frequencies performed as
specified in Process Tables?
In-Process / Final Test Frequencies shall be
performed as specified for critical/function
characteristics identified in Process Tables. Refer to
Process Tables.
2.14
Is product test equipment
verified?
Test equipment shall be verified/calibrated per
applicable customer specific standard or per an
applicable consensus standard, e.g., ASTM, SAE,
ISO, NIST, etc. Verification/calibration results shall
be internally reviewed, approved and documented.
Refer to Process Tables for frequency of checks.
2010 Automortive Industry Action Group (AIAG)
Objective Evidence N/A Satisfactory
Not
Satisfactory
Needs Immediate
Action
Special Process: Soldering Process Assessment (General Facility Overview)
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or disseminated, published, or transferred in part of such
content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action
Group are registered service marks of the Automotive Industry Action Group.
Assessment
Section 1 - Management Responsibility and Quality Planning
Cover Page Index Page
Section 2 - Floor and Material Handling Responsibility
Question
Number
Question Requirements and Guidance
3.1
Does each stage of the
soldering operation have
proper process controls?
Refer to Process Tables for
requirements.
3.2
Are process and testing
equipment calibrations
and/or verification certified,
posted, and current?
A system shall be used by the soldering
facility to track calibration dates of
equipment. This system will typically be
a computerized tracking system or other
notification system. Test equipment
shall be verified/calibrated per applicable
customer specific standard or
consensus standard, e.g., ASTM, SAE,
ISO, NIST, etc. Verification/calibration
results shall be internally reviewed,
approved and documented.
3.3
Are PCB magazines, screen
printer stencils, solder
pallets, and other tooling
maintained?
Supplier shall have preventative
maintenance system that is documented
and implemented.
3.4
Are thermal profile
requirements of soldering
operations being monitored?
Supplier shall have adequate
temperature controls ensuring that PCB
assemblies are only exposed to
temperatures within the thermal
requirements of components.
3.5
For re-flow ovens and
preheating zones for wave
soldering, are temperature
monitoring devices checked
and/or replaced regularly?
Supplier shall have preventative
maintenance system that is documented
and implemented.
3.6
Do you have a process to
monitor your regulatory
requirements and safety of
your employees?
Supplier shall have implemented and
documented evidence of regulatory
requirements and safety.
Special Process: Soldering Process Assessment (Equipment)
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or disseminated, published, or
transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law subject to criminal and civil
penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive Industry Action Group.
Section 3 - Equipment
3.7
Is manual soldering and/or
re-work equipment
calibrated?
Supplier shall have set-up parameters
and calibration routines documented
and established.
3.8
Is there post soldering
inspection station?
Supplier shall have inspection method to
evaluate solder quality and feedback to
previous process.
3.9
Are ESD or EOS equipment
standards established?
All equipment shall be properly
grounded.
2010 Automortive Industry Action
Objective Evidence N/A Satisfactory Not Satisfactory
Needs Immediate
Action
Special Process: Soldering Process Assessment (Equipment)
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or disseminated, published, or
transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law subject to criminal and civil
penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive Industry Action Group.
Assessment
Section 3 - Equipment
Cover Page Index Page
This section includes final product and final product assembly and packaging
Job Identity:
Customer:
Shop Order Number:
Part Number:
Part Description:
Material:
Soldering Requirements:
Question
#
Job Audit Question
Related
SSA Question #
Customer or Internal
Requirement
4.1 Are contract review, advance
quality planning, FMEA, control
plans, etc., performed by qualified
individuals?
1.2
1.3
1.4
1.17
4.2 Does the solder organization have
the proper customer
specifications for the part?
1.5
4.3 Does the soldering organization
have a confirmation method to
ensure correct parts and
components are installed per
customer requirements?
1.6
2.1
4.4 Is material identification (part
numbers, lot numbers, contract
numbers, etc.) and process
sequencing (repair, rework, etc.)
traceable to the part throughout
the soldering process?
2.2
2.3
2.4
4.5 Is there documented evidence of
a material certification with final
inspection?
4.6 Are final packaging requirements
indentified per customer
specifications?
1.6
2.7
2.9
4.7 Is the proper procedure or
process specification used for the
soldering process? Refer to
Process Tables for specific
parameters. List parameters that
were verified in this audit in the
spaces provided below.
1.5
1.6
2.1
2.11
2.13
Section 4 - Job Audit
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or disseminated, published, or transferred in part
of such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the
Automotive Industry Action Group are registered service marks of the Automotive Industry Action Group.
4.8 What are the product inspection
requirements?
2.13
Functional?
Dimensional?
Acceptability?
4.8.1 Requirement: Functional Test
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.8.2 Requirement: Dimensional
Requirements
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.8.3 Requirement: Environmental Test
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.8.4 Requirement: Illumination Test
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.8.5 Requirement: In-Circuit Test
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.8.6 Requirement: Conformal Coating
Conformation
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
Note: Section 4.8.7 - 4.8.12 Reserved for Auditor Observations
Each part may have one or more requirements determined by the soldering specification. Parts must meet each requirement.
List each requirement below and validate.
4.8.7 Requirement:
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.8.8 Requirement:
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.8.9 Requirement:
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.8.10 Requirement:
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.8.11 Requirement:
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.8.12 Requirement:
Test Method:
Test frequency or quantity:
Selection of samples:
Specification:
4.9 Were appropriate process steps
signed off?
1.4
2.2
2.3
2.11
4.10 Are ESD preventive methods
applied (i.e., operator apparel)
and functionally verified?
2.9
4.11 Were all inspection steps, as
documented in the control plan
performed?
1.2
1.4
4.12 Were steps/operations performed
that were not documented in the
control plan?
1.2
1.4
1.6
4.13 If additional steps were
performed, were they authorized?
1.2
1.4
1.6
1.11
1.17
Operator or Inspector Responsibilities
4.14 If the order was certified, did the
certification accurately reflect the
process performed?
2.11
2.13
4.15 Was the certification signed by an
authorized individual?
1.17
4.16 Are the parts and containers free
of foreign objects or
contamination?
2.6
Packaging Requirements
4.17 Are packaging requirements
identified?
2.9
4.18 Are parts packaged to minimize
mixed parts (parts packed over
height of container)?
2.9
Shipping Requirements
4.19 Were the parts properly
identified?
2.3
4.20 Were the containers properly
labeled?
2.3
2.9
2010 Automortive Industry Action Group (AIAG)
Job (Shop) Order or Reference
Documentation Requirement
Actual Condition (Objective Evidence)
Pass / Fail
/ N/A
N/A
N/A
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be altered or disseminated, published, or transferred in part
of such content. The information is not to be sold in part or whole to anyone within your organization or to another company. Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the
Automotive Industry Action Group are registered service marks of the Automotive Industry Action Group.
Cover Page Index Page
Each part may have one or more requirements determined by the soldering specification. Parts must meet each requirement.
List each requirement below and validate.
Operator or Inspector Responsibilities
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Printed Wiring Board Cleaning (Dry Wipe)
1.1 1.6 Lint Free Cloth Per Spec
1.2 Replacement Frequency Per Control Plan
1.3 1.6 Proper Cleaning Area Per Product Spec
1.4 1.16 Proper Operator Handling Operator Training
2.0 Material Handling
2.1
Paste:
Size,Volume,Container:
Paste Supplier:
2.1.1 Correct Material Bar Code or Manual
2.1.2 Expiration Date/Lot Control Bar Code or Manual
2.1.3 Properly Mixed Manual
2.1.4 Stabilize to Operation Temperature Bar Code or Manual
2.1.5 Open Container Disposition Bar Code / Check list
2.1.6 Excess solder paste run-out management
Manual remix /
discard
2.2
Printed Wiring Board (PWB)
Board Supplier:
2.2.1 Correct Material Bar Code or Manual
2.2.2 Expiration Date/Lot Control Bar Code or Manual
2.2.3 Environmental Control (exposure) Bar Code or Manual
2.2.4 Contamination Control Work Instruction
2.2.5 Orientation Automatic or Manual
3.0
1.4
2.11
2.12
Solder Paste Equipment
Type:
Equipment Supplier:
3.0.1 1.18 Preventive Maintenance (PM) Cleaning PM schedule
PROCESS TABLE A - Solder Paste Printing
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
2.2-2.9
3.0.2 Stencil separation speed Automatic
3.1
Stencil Control
Supplier:
Manufacturing Method:
Thickness:
3.1.1 Correct Stencil Bar Code or Manual
3.1.2
In process Bottom Side Cleaning
Type of Cleaning Method:
Chemical(s) Used:
Frequency:
Automatic or Manual
3.1.3
1.18
3.3
Preventive Maintenance Cleaning
Type:
Chemical(s) Used:
Frequency:
Confirmation method:
Automatic or Manual
3.1.4 3.3 Life Cycle Date Bar Code or Manual
3.1.5 Stencil Alignment Accuracy to Machine Automatic or Manual
3.2 PWB Registration to Stencil
3.2.1 Proper Alignment Automatic
3.2.2 PWB Securing Automatic
3.3
Squeegee
Type:
Shape:
Hardness:
Material:
3.3.1 1.6 Squeegee Material Compatibility with Solder Past Design Spec
3.3.2 Correct Squeegee Manual
3.3.3 In process (underside wipe) cleaning Manual or Automatic
3.3.4 Pressure of Squeegee Manual or Automatic
3.3.5 Angle of Squeegee Manual or Automatic
3.3.6 Squeegee Speed Manual or Automatic
3.3.7 Squeegee Stroke Manual or Automatic
3.3.8 1.18 Preventive Maintenance Cleaning/Replace PM schedule
3.4 Pro Flow Cartridge
3.4.1 Solder Flow Pressure Automatic
3.4.2 Correct Cartridge (Pb or Pb Free) Bar Code or Manual
3.4.3 Angle of Cartridge Manual or Automatic
3.4.4 Cartridge Speed Manual or Automatic
3.4.5 Cartridge Stroke Manual or Automatic
3.4.6 1.18 Preventive Maintenance Cleaning PM schedule
4.0
1.4
2.11
2.12
Post Print Inspection
4.1 Method Manual or Automatic
4.2 Frequency Manual
4.3 Reaction of Defects Per Process Controls
4.4 1.6 Proper solder paste height Per Product Spec
4.5 1.6 Proper solder pad coverage Per Product Spec
5.0
1.4
2.11
2.12
Abnormal Condition Reaction
5.1 2.8 Power failure reaction plan Control plan
5.2 2.8 Emergency-stop reaction plan Control plan
5.3 2.8 Part jam reaction plan Control plan
5.4 2.8 Drop part reaction plan Control plan
5.5 2.8 In-Process Delay Reaction Plan Control plan
5.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Continuous
Quality Audit
Quality Audit
Operator Certification
Continuous
Continuous
Continuous
Continuous
Continuous
Per Control Plan
Lot (first and last piece)
Lot (first and last piece)
Lot
Every Piece
Every Piece
PM Completion Report
PROCESS TABLE A - Solder Paste Printing
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Continuous
Every Change Over
Per Control Plan
Per Control Plan
Continuous
Start up or Change Over
Continuous
Continuous
Design Review
1/shift or Change Over
Per Control Plan
1/shift or Change Over
1/shift or Change Over
1/shift or Change Over
1/shift or Change Over
PM Completion Report
1/shift or Change Over
1/shift or Change Over
1/shift or Change Over
1/shift or Change Over
1/shift or Change Over
PM Completion Report
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Post Print Inspection
1.1 Manual
1.1.1 1.15, 1.16 Proper Operator training Operator Certification
1.1.2 Boundary Sample Available Good and Bad
1.1.3 Proper Magnification for pitch size Per IPC A 610
1.1.4 Proper illumination at inspection station Per IES
1.1.5
2.11
2.13
Frequency of sampling
Per Customer
Requirement
1.2 Automatic
1.2.1 1.7 CPK
Per Customer
Requirement
1.2.2 1.7 Boundary Sample Available
Good and Bad sample
run at change-over
and beginning of shift
1.2.3 Calibration or verification method set Per control plan
1.2.4
1.14
2.4
Non-conforming material disposition
Per Customer
Requirement
2.0
1.4
2.11
2.12
Post Component Placement
2.1 Automatic Vision System:
2.1.1 Calibration Standard Available
Per manufacture
recommendation
2.1.2 Part Present Yes/No
2.1.3 1.6 Orientation Per Specification
2.1.4 1.6 Polarity Per Specification
2.1.5 1.6 Skew Angle Per Specification
2.1.6 1.6 Off-centered Per Specification
PROCESS TABLE B - Inspection
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
2.1.7 1.6 Raised Per Specification
2.2 Manual Inspection:
2.2.1 1.15, 1.16 Proper Operator training Operator Certification
2.2.2
Boundary Sample (e.g., orientation, polarity, skew
angle, off-centered, raised, and part present)
Good and Bad
2.2.3 Proper Magnification for pitch size Per IPC A 610
2.2.4 Proper illumination at inspection station
Per IES (Illumination
Engineering Standard)
2.2.5 Frequency of sampling Per control plan
2.2.6 3.9 Proper ESD protection (work surface and operator) Per ANSI S20.20
2.3
1.14
2.4
Non-conforming material disposition Per control plan
3.0
1.4
2.11
2.12
3.8
Post Reflow Inspection
3.1 Automatic Optical Inspection (AOI)
3.1.1 1.6 Solder volumes Per Specification
3.1.2 1.6 Solder ball Per Specification
3.1.3 1.6 Solder bridge Per Specification
3.1.4 1.6 Solder skip Per Specification
3.1.5 1.6 Part present Per Specification
3.1.6 1.6 Component accuracy to solder pads Per Specification
3.1.7 1.6 Tombstoning Per Specification
3.1.8 1.6 Billboarding Per Specification
3.1.9 1.6 Lifted part Per Specification
3.1.10 1.6 Good/Bad Samples Used Per Specification
3.2 X-ray (Recommended for BGA/Flip chip)
3.2.1 1.6 Solder volumes Per Specification
3.2.2 1.6 Solder ball Per Specification
3.2.3 1.6 Solder bridge Per Specification
3.2.4 1.6 Solder skip Per Specification
3.2.5 1.6 Part present Per Specification
3.2.6 1.6 Component accuracy to solder pads Per Specification
3.2.7 1.6 Tombstoning Per Specification
3.2.8 1.6 Billboarding Per Specification
3.2.9 1.6 Lifted part Per Specification
3.2.10 1.6 Void detection Per Specification
3.2.11 1.6 Good/Bad Samples Used Per Specification
3.3 Manual Inspection
3.3.1 1.6 Solder volumes Per Specification
3.3.2 1.6 Solder ball Per Specification
3.3.3 1.6 Solder bridge Per Specification
3.3.4 1.6 Solder skip Per Specification
3.3.5 1.6 Part present Per Specification
3.3.6 1.6 Component accuracy to solder pads Per Specification
3.3.7 1.6 Tombstoning Per Specification
3.3.8 1.6 Billboarding Per Specification
3.3.9 1.6 Lifted part Per Specification
3.3.10 1.6 Void detection Per Specification
3.3.11 1.15, 1.16 Proper Operator training Operator Certification
3.3.12
Boundary Sample (e.g., orientation, polarity, skew
angle, off-centered, raised, and part present)
Good and Bad
3.3.13 Proper Magnification for pitch size Per IPC A 610
3.3.14 Proper illumination at inspection station
Per IES (Illumination
Engineering Standard)
3.3.15
2.11
2.13
Frequency of sampling Per control plan
3.3.16 3.9 Proper ESD protection (work surface and operator) Per ANSI S20.20
3.3.17 1.6 Blow hole detection Per Specification
3.3.18 1.6 Confirmation of jig removal Per Specification
3.4
1.14
2.4
Non-conforming material disposition Per control plan
4.0
1.4
2.11
2.12
3.8
Post Wave/Selective Solder Inspection
4.1 Automatic Optical Inspection (AOI)
4.1.1 1.6 Solder volumes Per Specification
4.1.2 1.6 Solder ball Per Specification
4.1.3 1.6 Solder bridge Per Specification
4.1.4 1.6 Solder skip Per Specification
4.1.5 1.6 Part present Per Specification
4.1.6 1.6 Component accuracy to solder pads Per Specification
4.1.7 1.6 Tombstoning Per Specification
4.1.8 1.6 Billboarding Per Specification
4.1.9 1.6 SMT Glue on pad Per Specification
4.1.10 1.6 Lifted part Per Specification
4.1.11 1.6 Excess Flux/flux residue Per Specification
4.1.12 1.6 Proper polarity Per Specification
4.1.13 1.6 Icicling Per Specification
4.1.14 1.6 Good/Bad Samples Used Per Specification
4.2 X-ray
4.2.1 1.6 Solder volumes Per Specification
4.2.2 1.6 Solder ball Per Specification
4.2.3 1.6 Solder bridge Per Specification
4.2.4 1.6 Solder skip Per Specification
4.2.5 1.6 Part present Per Specification
4.2.6 1.6 Component accuracy to solder pads Per Specification
4.2.7 1.6 Tombstoning Per Specification
4.2.8 1.6 Billboarding Per Specification
4.2.9 1.6 Lifted part Per Specification
4.2.10 1.6 Void detection Per Specification
4.2.11 1.6 Icicling Per Specification
4.2.12 1.6 Good/Bad Samples Used Per Specification
4.3 Manual Inspection
4.3.1 1.6 Solder volumes Per Specification
4.3.2 1.6 Solder ball Per Specification
4.3.3 1.6 Solder bridge Per Specification
4.3.4 1.6 Solder skip Per Specification
4.3.5 1.6 Part present Per Specification
4.3.6 1.6 Component accuracy to solder pads Per Specification
4.3.7 1.6 Tombstoning Per Specification
4.3.8 1.6 Billboarding Per Specification
4.3.9 1.6 Lifted part Per Specification
4.3.10 1.6 Void detection Per Specification
4.3.11 1.16 Proper Operator training Operator Certification
4.3.12
Boundary Sample (e.g., orientation, polarity, skew
angle, off-centered, raised, and part present) as
needed.
Good and Bad
4.3.13 Proper Magnification for pitch size
Per IPC A 610 or
organizations internal
requirements
4.3.14 Proper illumination at inspection station
Per IES (Illumination
Engineering Standard)
or organizations
internal requirements
4.3.15 2.13 Frequency of sampling Per control plan
4.3.16 3.9 Proper ESD protection (work surface and operator) Per ANSI S20.20
4.3.17 Blow hole detection
4.3.18 1.6 Icicling Per Specification
4.3.19 1.6 Excess Flux/flux residue Per Specification
4.3.20 1.6 SMT Glue on pad Per Specification
4.3.21 1.6 Confirmation of jig removal Per Specification
4.3.22 1.6 No foreign material Per Specification
4.3.23 1.6 Trace delamination Per Specification
4.3.24 1.6 Solder mask degradation Per Specification
4.4
1.14
2.4
Non-conforming material deposition Per control plan
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Annual Certification
Calibration Certification
Annual Certification
Set-up
Check-sheet
Continuous
Calibration Certification
Calibration Certification
Continuous
Calibration Certification
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
PROCESS TABLE B - Inspection
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Per Control Plan
Annual Certification
Calibration Certification
Annual Certification
Set-up
Check-sheet
Continuous
Continuous
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Annual Certification
Calibration Certification
Annual Certification
Set-up
Check-sheet
Continuous
Per Control Plan
Per Control Plan
Continuous
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Annual Certification
Calibration Certification
Annual Certification
Set-up
Check-sheet
Continuous
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Per Control Plan
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Cassette/Feeder Loading
1.1 Manual Control
1.1.1 1.15, 1.16 Correct loading Operator Training
1.1.2 3.9 ESD Control Per ANSI S20.20
1.1.3 Correct Part per Feeder Location Set-up Sheet
1.1.4 Operator/Traceability Control Check Sheet
1.1.5
Component supply management (part shortage
prevention)
Check Sheet
1.1.6
1.6
2.10
Humidity (MSD) Control
Per Manufacturer
Spec
1.2 Automatic Control
1.2.1 1.15, 1.16 Correct loading Operator Training
1.2.2 3.9 ESD Control Per ANSI S20.20
1.2.3 Correct Part per Feeder Location Bar Code and BOM
1.2.4 Operator/Traceability Control Bar Code Scan
1.2.5
Component supply management (part shortage
prevention)
Machine
Programming
(Placement Count)
1.2.6
1.6
2.10
Humidity (MSD) Control Per control plan
2.0
1.4
2.11
2.12
Splicing
2.1 1.15, 1.16 Correct Splicing Operator Training
2.2 3.9 ESD Control Per ANSI S20.20
2.3 1.6 Correct Orientation Per Machine Spec
2.4 Traceability Control
Check Sheet/Bar
Code
PROCESS TABLE C - Surface Mount Device Placement
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
2.5
1.6
2.10
Humidity Control Per control plan
2.6 1.6 Correct Tape Per Spec
2.7 Correct Splice Operator Training
3.0
1.4
2.11
2.12
Placement Nozzles
3.1 Manual Operation
3.1.1 1.15, 1.16 Correct nozzle selection Operator Training
3.1.2 Vacuum testing Per check sheet
3.1.3 Correct placement stroke & force Per set up sheet
3.1.4 Trigger for First Pass Yield (FPY) Maintenance Per control plan
3.2 Automatic Operation
3.2.1 1.15, 1.16 Correct magazine carrousel loading Operator Training
3.2.2 Correct placement program Per control plan
3.2.3 Initial nozzle vacuum confirmation Per program
3.2.4 Trigger for FPY Maintenance Per control plan
4.0
1.4
2.11
2.12
Vision System
4.1 1.15, 1.16 Proper set up Operator Training
4.2
Proper inspection criteria (placement accuracy,
polarity, rotation/skewing)
Per control plan
4.3 1.6 Proper focusing Per product spec
4.4 Proper illumination Per requirement
4.5 Correct operation Per golden sample
4.6 Calibration Per NIST
5.0
1.4
2.11
2.12
Bottom Side Placement
5.1 Must adhered to Items 1.0 - 4.6 above
5.2 Board flex (if top side soldered) Per IPC-A-610
6.0
1.4
2.11
2.12
Abnormal Condition Reaction
6.1 2.8 Power failure reaction plan Control plan
6.2 2.8 Emergency-stop reaction plan Control plan
6.3 2.8 Part jam reaction plan Control plan
6.4 2.8 Drop part reaction plan Control plan
6.5 2.8 In Process Delay Reaction Plan Control plan
6.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Per Training Plan
Continuous
Supervisor Audit
100%
Per Control Plan
Per Control Plan
Per Training Plan
Continuous
100%
100%
Continuous
Continuous
Per Training Plan
Continuous
100%
100%
PROCESS TABLE C - Surface Mount Device Placement
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Continuous
100%
Per Training Plan
Per Training Plan
Per change over
Per change over
100%
Per Training Plan
Per change over
100%
100%
Per training plan
100%
100%
100%
Per Control Plan
Per Control Plan
Process Set-up
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Reflow ovens
1.1 3.4 Temperature controller Automatic
1.1.1 3.4 Lead Solder Correct Profile
1.1.2 3.4 Lead Free Solder Correct Profile
1.2 1.18 Heating element Proper PM
1.3 Atmosphere control Automatic
1.3.1 Ventilation Automatic
1.3.2 Nitrogen supply system (if used) Automatic
1.3.3 Oxygen monitoring system (if used) Automatic
1.4 Conveyer width control Per set-up
1.5 Conveyer speed control
Automatic per Control
Plan
1.6 Conveyer infeed cover In place
1.7 3.5 M.O.L.E. / Surveyor
1.7.1 3.5 Thermal couple board placement Based on board layout
1.7.2 3.5 K.I.C. system (if used) Automatic
1.7.3
3.4
3.5
Profile confirmation verification Per control plan
1.7.4
3.4
3.5
Process Window (PWI)/Capability Index Per control plan
1.8 3.9 ESD Control Per ANSI S20.20
1.9 Lead/Lead free changeovers Proper oven cleaning
2.0
1.4
2.11
2.12
Loading
2.1 Correct Orientation
Automatic/operator
training
PROCESS TABLE D - Reflow Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
2.2 1.15, 1.16 Stiffeners (if used) correct placement Operator Training
2.3 Correct Spacing
Automatic/operator
training
2.4 1.15, 1.16 Proper placement in pallet (if used) Operator Training
3.0
1.4
2.11
2.12
Unloading
3.1 3.9 ESD Control Per ANSI S20.20
3.2 1.15, 1.16 Proper Handling Operator Training
3.3 Cooling/Ion Blowers
3.3.1 Filters presence Per control plan
3.3.2 Proper location on conveyor Per spec/set-up
3.3.3 Blower/ionizer power-on indicator Per control plan
3.4 3.3 Magazines / Unloading racks
3.4.1 Correct Type for product (Pb/Pb free) Per control plan
3.4.2 Correct width and height for product Per control plan
3.4.3
Correct loading sequence for contamination control
(top down)
Per control plan
3.4.4 Covered for transportation and storage Per control plan
3.5 1.14
Rejected / inspected part returned to production line
and inserted at the removal point.
Written policy
4.0
1.4
2.11
2.12
Component Compatibility
4.1 1.6 Components compatible with temperature profile Component Spec
4.2 1.6 Components compatible with solder Component Spec
5.0
1.4
2.11
2.12
Board Twist Control
5.1 Maximum diagonal twist meets standard
Per IPC-TM-650,
Section 2.4.22
6.0
1.4
2.11
2.12
Abnormal Condition Reaction
6.1 2.8 Power failure reaction plan Control plan
6.2 2.8 Emergency-stop reaction plan Control plan
6.3 2.8 Part jam reaction plan Control plan
6.4 2.8 Drop part reaction plan Control plan
6.5 2.8 In Process Delay Reaction Plan Control plan
6.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Continuous
Continuous
Continuous
PM Completion Report
Continuous
Continuous
Continuous
Continuous
Per control plan
Continuous
Continuous
Per control plan
Continuous
Per control plan
Per control plan
Continuous
Per control
plan/changeover
Continuous
PROCESS TABLE D - Reflow Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Continuous
Continuous
Continuous
Continuous
Continuous
Per Preventative
Maintenance
Daily Check Sheet
Daily Check Sheet
Continuous
Continuous
Continuous
Continuous
Control Plan
Design Review
Design Review
Changeover/profile
modification
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Glue:
Supplier:
Size, Volume, Container:
1.1 Correct Material Bar Code or Manual
1.2 Expiration Date/Lot Control Bar Code or Manual
1.3 Properly Mixed Manual
1.4 Stabilize to Operation Temperature Bar Code or Manual
1.5 Open Container Disposition Control plan
2.0
1.4
2.11
2.12
Glue Dispensing Equipment
2.1 Pin Transfer:
2.1.1 PWB Registration to Equipment Automatic
2.1.2 PWB Securing Automatic
2.1.3 1.18 Preventive Maintenance PM schedule
2.1.4 Stabilization and control of glue reservoir Automatic/Manual
2.2
Screen Printing:
Stencil Supplier:
2.2.1 PWB Registration to Equipment Automatic
2.2.2 PWB Securing Automatic
2.2.3 3.3 Correct Stencil Bar Code or Manual
2.3
In-process Bottom Side Cleaning:
Chemical(s) Used:
2.3.1 Type of Cleaning Method Automatic or Manual
2.3.2 Frequency Automatic or Manual
2.4 1.18
Preventive Maintenance Cleaning
Chemical(s) Used:
Methods Used:
PM schedule
2.5 Life Cycle Date Bar Code or Manual
2.6 Stencil Alignment Accuracy to Machine Automatic or Manual
PROCESS TABLE E - Glue Dispensing
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
2.7 Syringe:
2.7.1 PWB Registration to Equipment Automatic
2.7.2 PWB Securing Automatic
2.7.3 1.18
Preventive Maintenance Cleaning
Chemical(s) Used:
Method Used:
PM schedule
3.0
1.4
2.11
2.12
Glue Curing Process
Equipment type:
3.1 3.4 Correct Thermal Profile Automatic or Manual
3.2 Conveyer Speed Per Control Plan
3.3 Rail Width Per Control Plan
4.0
1.4
2.11
2.12
Post Glue Inspection
4.1 Glue Volume Per Control Plan
4.2 Glue Placement Per Control Plan
4.3 Verify Curing is Complete Per Control Plan
4.4 Glue Contamination on Component Pad Per Control Plan
5.0
1.4
2.11
2.12
Abnormal Condition Reaction
5.1 2.8 Power failure reaction plan Control plan
5.2 2.8 Emergency-stop reaction plan Control plan
5.3 2.8 Part jam reaction plan Control plan
5.4 2.8 Drop part reaction plan Control plan
5.5 2.8 In Process Delay Reaction Plan Control plan
5.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Every Container
Every Container
Every Container
Every Container
Continuous
Every Piece
Every Piece
PM Completion Report
Continuous
Every Piece
Every Piece
Every Change Over
Cycle
Per Control Plan
PM Completion Report
Continuous
Start up or Change Over
PROCESS TABLE E - Glue Dispensing
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Every Piece
Every Piece
PM Completion Report
1/shift or Change Over
Start up or Change Over
Start up or Change Over
Per Product Spec.
Per Product Spec.
Per Product Spec.
Per Product Spec.
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Integrated Equipment
1.1 Bubble/Foam
1.1.1 Flux coverage area Sample Board
1.1.2 Exclusion zones Sample Board
1.1.3 Uniformity Sample Board
1.1.4 Via hole penetration Actual Board
1.1.5 Density of Flux/Viscosity
Flux density
meter/Zahn Cup
1.1.6
Air Knife
Location:
Gap:
Air Pressure:
Set-up Sheet
PROCESS TABLE F -
Flux Application for Wave Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor
shall verify Soldering Organization is conforming to customer requirements.
1.1.7 1.18 Bubbler/Air Stone PM PM schedule
1.2 Spray
1.2.1 Flux coverage area
Sample Board or
Glass Plate
1.2.2 Exclusion zones
Sample Board or
Glass Plate
1.2.3 Uniformity
Sample Board or
Glass Plate
1.2.4 Via hole penetration Actual Bare Board
1.2.5 1.18
Preventive Maintenance Cleaning
Chemical(s) Used:
Method Used:
PM schedule
1.2.6
Prevention of air introduction into flux lines during
supply change/addiition of flux
Automatic
2.0
1.4
2.11
2.12
Stand Alone Equipment
2.1 Bubble/Foam
2.1.1 Flux coverage area Sample Board
2.1.2 Exclusion zones Sample Board
2.1.3 Uniformity Sample Board
2.1.4 Via hole penetration Actual Board
2.1.5 Density of Flux/Viscosity
Flux density
meter/Zahn Cup
2.1.6
Air Knife
Location:
Gap:
Air Pressure:
Set-up Sheet
2.1.7 1.18 Bubbler/Air Stone PM PM schedule
2.2 Spray Correct Profile
2.2.1 Flux coverage area Sample Board
2.2.2 Exclusion zones Sample Board
2.2.3 Uniformity Sample Board
2.2.4 Via hole penetration Actual Board
2.3 2.4
Rejected / inspected part returned to production line
and inserted at the removal point.
Written policy
2.4 1.18
Preventive Maintenance Cleaning
Chemical(s) Used:
Method Used:
PM schedule
3.0
1.4
2.11
2.12
Manual Flux Application
3.1 Brush
3.1.1 Flux coverage area Sample Board
3.1.2 Exclusion zones Sample Board
3.1.3 Uniformity Sample Board
3.1.4 Via hole penetration Actual Board
3.1.5 Brush Replacement Frequency Control Plan
3.2 Dip
3.2.1 Flux coverage area Sample Part
3.2.2 Exclusion zones Sample Part
3.2.3 Uniformity Sample Part
3.2.4 Via hole penetration Sample Part
3.2.5 Flux tank volume level control Automatic / Manual
3.3 Sponge
3.3.1 Flux coverage area Sample Board
3.3.2 Exclusion zones Sample Board
3.3.3 Uniformity Sample Board
3.3.4 Via hole penetration Actual Board
3.3.5 Sponge Replacement Frequency Control Plan
4.0
1.4
2.11
2.12
Loading (Integrated/Stand alone)
4.1 Correct Orientation
Automatic/operator
training
4.2 1.15, 1.16 Stiffeners (if used) correct placement Operator Training
4.3 Correct Spacing
Automatic/operator
training
4.4 1.15, 1.16 Proper placement in pallet (if used) Operator Training
4.5 3.9 ESD Control Per ANSI S20.20
4.6 1.15, 1.16 Proper Handling Operator Training
4.7 1.18 Equipment Cleanliness PM schedule
5.0
1.4
2.11
2.12
Unloading (Stand alone)
5.1 1.6 Proper location on conveyor Per spec/set-up
5.2 1.6 Conveyor width set properly Per spec/set-up
5.3 1.6 Conveyors covered Per spec/set-up
6.0
1.4
2.11
2.12
Component Compatibility
6.1 1.6 Flux Type correct for solder in use Component Spec
6.2 Flux Type matches Bill of Material (BOM) BOM
6.3 Proper flux storage condition/environment
Manufacturer
Specification
6.4 Proper flux for specified solder Control Plan
7.0
1.4
2.11
2.12
Abnormal Condition Reaction
7.1 2.8 Power failure reaction plan Control plan
7.2 2.8 Emergency-stop reaction plan Control plan
7.3 2.8 Part jam reaction plan Control plan
7.4 2.8 Drop part reaction plan Control plan
7.5 2.8 In-Process Delay Reaction Plan Control plan
7.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
8.0
1.4
2.11
2.12
Manual Flux Application Handling
8.1 3.9 ESD Control Per ANSI S20.20
8.2 1.15, 1.16 Proper Handling Operator Training
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Once per shift/change over
Once per shift/change over
Once per shift/change over
Once per shift/change over
Once per shift/change over
Once per shift/change over
PROCESS TABLE F -
Flux Application for Wave Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the auditor
shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
PM Completion Report
Once per shift/change over
Once per shift/change over
Once per shift/change over
For process initial set-up or
process troubleshooting
only
PM Completion Report
Continous
Once per shift/change over
Once per shift/change over
Once per shift/change over
Once per shift/change over
Once per shift/change over
Once per shift/change over
PM Completion Report
Continuous
Once per shift/change over
Once per shift/change over
Once per shift/change over
Once per shift/change over
Control Plan
PM Completion Report
Once per shift/change over
Once per shift/change over
Once per shift/change over
Once per shift/change over
Per Control Plan
Once per shift/change over
Once per shift/change over
Once per shift/change over
Once per shift/change over
Continuous / Check sheet
Once per shift/change over
Once per shift/change over
Once per shift/change over
Once per shift/change over
Per Control Plan
100%
100%
100%
100%
Continous
100%
PM Completion Report
Daily Check Sheet
Daily Check Sheet
Daily Check Sheet
Design Review
Daily Check Sheet
Supervisior review
Per
changeover/replenishment
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Pre-Heat Equipment
1.1 3.4 Temperature controller Automatic
1.1.1 3.4 Lead Solder Correct Profile
1.1.2 3.4 Lead Free Solder Correct Profile
1.2 1.18 Zone Heating element Proper PM
1.3 Atmosphere control Automatic
1.3.1 Ventilation Automatic
1.3.2 Nitrogen supply system (if used) Automatic
1.3.3 Oxygen monitoring system (if used) Automatic
1.4 Conveyer
1.4.1 Conveyer width control Per set-up
1.4.2 Conveyer speed control Automatic
1.4.3 Conveyer Finger Cleaner Per control plan
1.5 Temperature Profile Verification
1.5.1 3.5 M.O.L.E. / Surveyor Per control plan
1.5.2 3.5 Thermal couple board placement Based on board layout
1.6 3.9 ESD Control Per ANSI S20.20
2.0
1.4
2.11
2.12
Loading
2.1 3.9 ESD Control Per ANSI S20.20
2.2 Correct Orientation
Automatic/operator
training
2.3 1.15, 1.16 Stiffeners (if used) correct placement Operator Training
2.4 Correct Spacing between Boards
Automatic/operator
training
2.5 1.15, 1.16 Proper board placement in pallet (if used) Operator Training
PROCESS TABLE G - Pre-Heat for Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
2.6 Conveyer infeed cover (if required) In place
3.0
1.4
2.11
2.12
Transferring
3.1 3.9 ESD Control Per ANSI S20.20
3.2 1.15, 1.16 Proper Handling Operator Training
3.3 Conveyer cover (if required) In place
4.0
1.4
2.11
2.12
Component Compatibility
4.1 1.6 Components compatible with temperature profile Component Spec
5.0
1.4
2.11
2.12
Abnormal Condition Reaction
5.1 2.8 Power failure reaction plan Control plan
5.2 2.8 Emergency-stop reaction plan Control plan
5.3 2.8 Part jam reaction plan Control plan
5.4 2.8 Drop part reaction plan Control plan
5.5 2.8 In Process Delay Reaction Plan Control plan
5.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Continuous
Continuous
Continuous
PM Completion Report
Continuous
Continuous
Continuous
Continuous
Per control plan
Continuous
Continuous
Per control plan
Per control plan
Continuous
Continuous
100%
100%
100%
100%
PROCESS TABLE G - Pre-Heat for Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
100%
Continuous
Continuous
Continuous
Design Review
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Equipment
1.1 Flux Application - See Process Table F
1.2 Pre-heat Process - See Process Table G
1.3 Wave Solder Machine
1.3.1 Solder Pot Temperature controller Automatic
1.3.2 Lead Solder
Correct Temperature
Profile
1.3.3 Lead Free Solder
Correct Temperature
Profile
1.3.4 1.18 Pot Heating element Proper PM
1.3.5 Atmosphere control Automatic
1.3.5.1 Ventilation Automatic
1.3.5.2 Nitrogen supply system (if used) Automatic
1.3.5.3 Oxygen monitoring system (if used) Automatic
1.3.6 Conveyer width control Per set-up
1.3.7 Conveyer speed control
Automatic per Control
Plan
1.3.8 Conveyer in-feed cover In place
1.3.9 Conveyer Finger Cleaner Per control plan
1.4 Temperature Profile Verification
1.4.1 M.O.L.E. / Surveyor Per control plan
1.4.2 Thermal couple board placement Based on board layout
1.5 Wave Height Control
1.5.1 Solder pump RPM Per control plan
1.5.2 Wave Vibrational Control (if used) Per control plan
1.5.3
Solder Pump Wave Control (Pump off if no product
present)
Product sensor / timer
1.5.4 Solder pot level control Automatic
PROCESS TABLE H - Wave Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
1.6 3.9 ESD Control Per ANSI S20.20
1.7 Lead/Lead free changeovers
Proper equipment
cleaning
1.8 1.6 Equipment lead-free compatible
Per equipment
specification
1.9 Dross Removal Frequency Per control plan
2.0
1.4
2.11
2.12
Loading
2.1 3.9 ESD Control Per ANSI S20.20
2.2 Correct Orientation
Automatic/operator
training
2.3 1.15, 1.16 Stiffeners (if used) correct placement Operator Training
2.4 Correct Spacing between Boards
Automatic/operator
training
2.5 1.15, 1.16 Proper board placement in pallet (if used) Operator Training
2.6 Conveyer cover (if required) In place
3.0
1.4
2.11
2.12
Unloading
3.1 3.9 ESD Control Per ANSI S20.20
3.2 1.15, 1.16 Proper Handling Operator Training
3.3 Cooling/Ion Blowers
3.3.1 Filters presence Per control plan
3.3.2 1.6 Proper location on conveyor Per spec/set-up
3.3.3 Blower Operation indicator Per control plan
3.4 Magazines / Unloading racks
3.4.1 Correct Type for product (Pb/Pb free) Per control plan
3.4.2 Correct width and height for product Per control plan
3.4.3 Correct loading sequence (top down) Per control plan
3.4.4 Covered for transportation and storage Per control plan
3.5 Pallet Cleaning Per control plan
4.0
1.4
2.11
2.12
Component Compatibility
4.1 1.6 Components compatible with solder temperature Component Spec
4.2 1.6 Components surface finish compatible with solder Component Spec
4.3 1.6 Solder Pot Elemental Analysis Product specification
4.4 Prevention of Pb/Pb-free solder bar mix Proper error-proofing
5.0
1.4
2.11
2.12
Board Twist Control
5.1 Maximum diagonal twist meets standard
Per IPC-TM-650,
Section 2.4.22, or per
customer requirement
6.0
1.4
2.11
2.12
Abnormal Condition Reaction
6.1 2.8 Power failure reaction plan Control plan
6.2 2.8 Emergency-stop reaction plan Control plan
6.3 2.8 Part jam reaction plan Control plan
6.4 2.8 Drop part reaction plan Control plan
6.5 2.8 In Process Delay Reaction Plan Control plan
6.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Continuous
Continuous
Continuous
PM Completion Report
Continuous
Continuous
Continuous
Continuous
Per control plan
Continuous
Continuous
Continuous
Per control plan
Per control plan
Continuous
Continuous
Continuous
Continuous
PROCESS TABLE H - Wave Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Continuous
Per control
plan/changeover
Design Review
Check sheet
Continuous
100%
100%
100%
100%
100%
Continuous
Continuous
Per Preventative
Maintenance
Daily Check Sheet
Daily Check Sheet
Continuous
Continuous
Continuous
Continuous
Per Control Plan
Design Review
Design Review
Pb-free; Quarterly Lab
Results, Pb; annual lab
results
100%
Changeover/profile
modification
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Equipment
1.1 Flux Application See Process Table F
1.2 Pre-heat Process See Process Table G
1.3 Selective Soldering Machine
1.3.1 Solder Pot Temperature controller Automatic
1.3.2 Tin-Lead Solder Correct Temperature
1.3.3 Lead Free Solder Correct Temperature
1.3.4 1.18 Pot Heating element Proper PM
1.3.5 Atmosphere control
1.3.5.1 Ventilation Automatic
1.3.5.2 Nitrogen supply system (if used) Automatic
1.3.5.3 Oxygen monitoring system (if used) Automatic
1.3.6 Conveyer width control Per set-up
1.3.7 Conveyer index speed control
Automatic per Control
Plan
Conveyer Dwell Time
Automatic per Control
Plan
1.3.8 Conveyer infeed cover In place
1.3.9 Conveyer Finger Cleaner Per control plan
1.6 Conveyer Vertical Index Distance (if movable) Per machine spec
1.4 Temperature Profile Verification
1.4.1 M.O.L.E. / Surveyor Per control plan
1.4.2 Thermal couple board placement Based on board layout
1.5 Fountain Height Control
1.5.1 1.6 Nozzle Vertical Index Distance (if movable) Per machine spec
1.5.2 Solder pump RPM Per control plan
1.5.3 1.18 Nozzle cleanliness Proper PM
PROCESS TABLE I - Fountain Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
1.5.4 Solder pot level control Automatic
1.6 3.9 ESD Control Per ANSI S20.20
1.7 Lead/Lead free changeovers
Proper equipment
cleaning
1.8 1.6 Equipment lead-free compatible
Per equipment
specification
1.9 Dross Removal Frequency from Solder Pot Per control plan
1.10 Dross Removal Frequency from Nozzle area Per control plan
2.0
1.4
2.11
2.12
Transferring
2.1 3.9 ESD Control Per ANSI S20.20
2.2 1.15, 1.16 Stiffeners (if used) correct placement Operator Training
2.3 1.15, 1.16 Correct Spacing between Boards
Automatic/operator
training
2.4 1.15, 1.16 Proper board placement in pallet (if used) Operator Training
2.5 Conveyer cover (if required) In place
3.0
1.4
2.11
2.12
Unloading
3.1 3.9 ESD Control Per ANSI S20.20
3.2 1.15, 1.16 Proper Handling Operator Training
3.3 Cooling/Ion Blowers
3.3.1 Filters presence Per control plan
3.3.2 1.6 Proper location on conveyor Per spec/set-up
3.3.3 Blower Operation indicator Per control plan
3.4 Magazines / Unloading racks
3.4.1 Correct Type for product (Pb/Pb free) Per control plan
3.4.2 Correct width and height for product Per control plan
3.4.3 Correct loading sequence (top down) Per control plan
3.4.4 Covered for transportation and storage Per control plan
3.4.5 Proper ESD control Per ANSI S20.20
3.5 Pallet Cleaning Per control plan
4.0
1.4
2.11
2.12
Component Compatibility
4.1 1.6
Components compatible with solder / pre heat
temperature
Component Spec
4.2 1.6 Components surface finish compatible with solder Component Spec
4.3 1.6 Solder Pot Elemental Analysis Product specification
4.4 Prevention of Pb/Pb-free solder bar mix Proper error-proofing
5.0
1.4
2.11
2.12
Warpage Control
5.1 Maximum diagonal warpage meets standard
Per IPC-TM-650,
Section 2.4.22, or per
customer requirement
6.0
1.4
2.11
2.12
Abnormal Condition Reaction
6.1 2.8 Power failure reaction plan Control plan
6.2 2.8 Emergency-stop reaction plan Control plan
6.3 2.8 Part jam reaction plan Control plan
6.4 2.8 Drop part reaction plan Control plan
6.5 2.8 In Process Delay Reaction Plan Control plan
6.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Continuous
Continuous
Continuous
PM Completion Report
Continuous
Flow Meter
Continuous
Per control plan
Continuous
Continuous
Continuous
Continuous
Set-up Sheet
Per control plan
Per control plan
Set-up Sheet
Continuous
PM Completion Report
PROCESS TABLE I - Fountain Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page Index Page
Continuous
Continuous
Per control
plan/changeover
Design Review
Check sheet
As needed
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Per Preventative
Maintenance
Daily Check Sheet
Daily Check Sheet
Continuous
Continuous
Continuous
Continuous
Continuous
Per Control Plan
Design Review
Design Review
Pb-free; Quarterly Lab
Results, Pb; annual lab
results
100%
Changeover/profile
modification
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Dip Solder Equipment
1.1 Flux Application See Process Table F
1.2 Pre-heat Process See Process Table G
1.3 Dip Soldering Machine
1.3.1 Solder Pot Temperature controller Automatic
1.3.2 Tin-Lead Solder Correct Temperature
1.3.3 Lead Free Solder Correct Temperature
1.3.4 Pot Heating element Proper PM
1.3.5 Atmosphere control
1.3.5.1 Ventilation Automatic
1.3.5.2 Nitrogen supply system (if used) Automatic
1.3.5.3 Oxygen monitoring system (if used) Automatic
1.3.6 Conveyer width control Per set-up
1.3.7 Conveyer index speed control
Automatic per Control
Plan
1.3.8 Conveyer Dwell Time
Automatic per Control
Plan
1.3.9 Conveyer Finger Cleaner Per control plan
1.3.10 Conveyer Vertical Index Distance (if movable) Per machine spec
1.4 Temperature Profile Verification
1.4.1 M.O.L.E. / Surveyor Per control plan
1.4.2 Thermal couple board placement Based on board layout
1.5.1 Solder circulation pump (if used) Per control plan
1.5.2 Solder pot level control Automatic
1.6 3.9 ESD Control Per ANSI S20.20
1.7 Lead/Lead free changeovers
Proper equipment
cleaning
PROCESS TABLE J - Dip Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
1.8 1.6 Equipment lead-free compatible
Per equipment
specification
1.9
Dross Removal Frequency from Solder Pot (if
required)
Per control plan
2.0
1.4
2.11
2.12
Transferring
2.1 3.9 ESD Control Per ANSI S20.20
2.2 1.15, 1.16 Stiffeners (if used) correct placement Operator Training
2.3 1.15, 1.16 Correct Spacing between Boards
Automatic/operator
training
2.4 1.15, 1.16 Proper board placement in pallet (if used) Operator Training
2.5 Conveyer cover (if required) In place
3.0
1.4
2.11
2.12
Unloading
3.1 3.9 ESD Control Per ANSI S20.20
3.2 1.15, 1.16 Proper Handling Operator Training
3.3 Cooling/Ion Blowers
3.3.1 Filters presence Per control plan
3.3.2 1.6 Proper location on conveyor Per spec/set-up
3.3.3 Blower Operation indicator Per control plan
3.4 Magazines / Unloading racks
3.4.1 Correct Type for product (Pb/Pb free) Per control plan
3.4.2 Correct width and height for product Per control plan
3.4.3 Correct loading sequence (top down) Per control plan
3.4.4 Covered for transportation and storage Per control plan
3.5 Pallet Cleaning Per control plan
4.0
1.4
2.11
2.12
Component Compatibility
4.1 1.6
Components compatible with solder / pre heat
temperature
Component Spec
4.2 1.6 Components surface finish compatible with solder Component Spec
4.3 1.6 Solder Pot Elemental Analysis Product specification
4.4 Prevention of Pb/Pb-free solder bar mix Proper error-proofing
5.0
1.4
2.11
2.12
Warpage Control
5.1 Maximum diagonal warpage meets standard
Per IPC-TM-650,
Section 2.4.22, or per
customer requirement
6.0
1.4
2.11
2.12
Abnormal Condition Reaction
6.1 2.8 Power failure reaction plan Control plan
6.2 2.8 Emergency-stop reaction plan Control plan
6.3 2.8 Part jam reaction plan Control plan
6.4 2.8 Drop part reaction plan Control plan
6.5 2.8 In Process Delay Reaction Plan Control plan
6.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Continuous
Continuous
Continuous
PM Completion Report
Continuous
Flow Meter
Continuous
Per control plan
Continuous
Continuous
Continuous
Set-up Sheet
Per control plan
Per control plan
Continuous
Continuous
Continuous
Per control
plan/changeover
PROCESS TABLE J - Dip Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Design Review
Check sheet
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Per Preventative
Maintenance
Daily Check Sheet
Daily Check Sheet
Continuous
Continuous
Continuous
Continuous
Per Control Plan
Design Review
Design Review
Pb-free; Quarterly Lab
Results, Pb; annual lab
results
100%
Changeover/profile
modification
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Equipment
1.1 Flux Application See Process Table F
1.2 Pre-heat Process See Process Table G
1.3 Temperature controller Automatic
1.3.1 Tin-Lead Solder Correct Profile
1.3.2 Lead Free Solder Correct Profile
1.4 Heating element Proper PM
1.5 Atmosphere control
1.5.1 Ventilation Automatic
1.5.2 Nitrogen supply system (if used) Automatic
1.5.3 Oxygen monitoring system (if used) Automatic
1.5.4 Solder pot level control Automatic
1.6 Conveyers
1.6.1 Width control Per set-up
1.6.2 Speed control
Automatic per Control
Plan
1.6.3 Infeed cover In place
1.6.4 Finger Cleaner Per control plan
1.7 M.O.L.E. / Surveyor
1.7.1 Thermal couple board placement Based on board layout
1.7.2 Frequency of sampling Per control plan
1.8 Solder supply control
1.8.1 Solder pump RPM (if used) Per control plan
1.8.2 Wave Vibrational Control (if used) Per control plan
1.9 3.9 ESD Control Per ANSI S20.20
1.10 Lead/Lead free changeovers
Proper equipment
cleaning
PROCESS TABLE K - Selective Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
1.11 1.6 Equipment lead-free compatible
Per equipment
specification
1.12 Dross Removal Frequency Per control plan
2.0
1.4
2.11
2.12
Loading
2.1 Correct Orientation
Automatic/operator
training
2.2 1.15, 1.16 Stiffeners (if used) correct placement Operator Training
2.3 1.15, 1.16 Correct Spacing
Automatic/operator
training
2.4 1.15, 1.16 Proper placement in pallet (if used) Operator Training
3.0
1.4
2.11
2.12
Unloading
3.1 3.9 ESD Control Per ANSI S20.20
3.2 1.15, 1.16 Proper Handling Operator Training
3.3 Cooling/Ion Blowers
3.3.1 Filters presence Per control plan
3.3.2 1.6 Proper location on conveyor Per spec/set-up
3.3.3 Blower Operation indicator Per control plan
3.4 Magazines / Unloading racks
3.4.1 Correct Type for product (Pb/Pb free) Per control plan
3.4.2 Correct width and height for product Per control plan
3.4.3 Correct loading sequence (top down) Per control plan
3.4.4 Covered for transportation and storage Per control plan
3.5 Pallet Cleaning Per control plan
4.0
1.4
2.11
2.12
Component Compatibility
4.1 1.6
Components compatible with solder / pre heat
temperature
Component Spec
4.2 1.6 Components compatible with solder Component Spec
4.3 1.6 Solder Pot Elemental Analysis Product specification
4.4 Prevention of Pb/Pb-free solder bar mix Proper error-proofing
5.0
1.4
2.11
2.12
Warpage Control
5.1 Maximum diagonal warpage meets standard
Per IPC-TM-650,
Section 2.4.22, or per
customer requirement
6.0
1.4
2.11
2.12
Abnormal Condition Reaction
6.1 2.8 Power failure reaction plan Control plan
6.2 2.8 Emergency-stop reaction plan Control plan
6.3 2.8 Part jam reaction plan Control plan
6.4 2.8 Drop part reaction plan Control plan
6.5 2.8 In Process Delay Reaction Plan Control plan
6.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Continuous
Continuous
Continuous
PM Completion Report
Continuous
Continuous
Continuous
Continuous
Per control plan
Continuous
Continuous
Continuous
Per control plan
Per control plan
Continuous
Continuous
Continuous
Per control
plan/changeover
PROCESS TABLE K - Selective Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Design Review
Check sheet
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Per Preventative
Maintenance
Daily Check Sheet
Daily Check Sheet
Continuous
Continuous
Continuous
Continuous
Per Control Plan
Design Review
Design Review
Pb-free; Quarterly Lab
Results, Pb; annual lab
results
100%
Changeover/profile
modification
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Equipment
1.1 Flux Application (if used) See Process Table F
1.2 Pre-heat Process (if used) See Process Table G
1.3 Conveyer
1.3.1 Width control Per set-up
1.3.2 Speed/index control
Automatic per Control
Plan
1.3.3 Infeed cover In place
1.4 Soldering Iron
1.4.1 Temperature controller Correct Temperature
1.4.2 1.18 Heating element Proper PM
1.4.3 1.6 Iron tip temperature calibration Per specification
1.4.4 1.6 Correct Tip (shape/size/material) Per specification
1.4.5 Iron tip cleaner Per control plan
1.4.6 1.18 Iron tip maintenance Proper PM
1.5 Solder
1.5.1 1.6 Correct Solder (type/size/core) Per specification
1.5.2 Solder Lot Control Bar Code or Manual
1.6 Atmosphere control
PROCESS TABLE L - Automated Iron Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
1.6.1 Ventilation Automatic
1.6.2 Nitrogen supply system (if used) Automatic
1.6.3 Oxygen monitoring system (if used) Automatic
1.7 3.9 ESD Control Per ANSI S20.20
1.8 Pb/Pb free changeovers
Proper equipment
cleaning
1.9 Solder ball control
Solder preparation per
customer agreement
(e.g., V-groove cutter)
2.0
1.4
2.11
2.12
Automated Solder Process Control
2.1 1.6 Tip contact position Per product spec
2.2 1.6 Tip contact dwell time Per product spec
2.3 1.6 Solder contact position Per product spec
2.4 1.6 Solder feed rate Per product spec
2.5 1.6 Angle of contact Per product spec
3.0
1.4
2.11
2.12
Loading
3.1 1.15, 1.16 Correct Orientation
Automatic/operator
training
3.2 1.15, 1.16 Stiffeners (if used) correct placement Operator Training
3.3 1.15, 1.16 Correct Spacing
Automatic/operator
training
3.4 1.15, 1.16 Proper placement in pallet (if used) Operator Training
4.0
1.4
2.11
2.12
Unloading
4.1 3.9 ESD Control Per ANSI S20.20
4.2 1.15, 1.16 Proper Handling Operator Training
4.3 Cooling/Ion Blowers
4..3.1 Filters presence Per control plan
4.3.2 1.6 Proper location on conveyor Per spec/set-up
4.3.3 Blower Operation indicator Per control plan
4.4 Magazines / Unloading racks Per product spec
4.4.1 Correct Type for product (Pb/Pb free) Per control plan
4.4.2 Correct width and height for product Per control plan
4.4.3 Correct loading sequence (top down) Per control plan
4.4.4 Covered for transportation and storage Per control plan
4.5 Pallet Cleaning Per control plan
5.0
1.4
2.11
2.12
Component Compatibility
5.1 1.6 Components compatible with iron temperature Component Spec
5.2 1.6 Components compatible with solder Component Spec
6.0
1.4
2.11
2.12
Warpage Control
6.1
Maximum diagonal warpage meets standard
(warpage of the PCB cannot be affected by this
process).
Per IPC-TM-650,
Section 2.4.22
7.0
1.4
2.11
2.12
Abnormal Condition Reaction
7.1 2.8 Power failure reaction plan Control plan
7.2 2.8 Emergency-stop reaction plan Control plan
7.3 2.8 Part jam reaction plan Control plan
7.4 2.8 Drop part reaction plan Control plan
7.5 2.8 In Process Delay Reaction Plan Control plan
7.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Per control plan
Continuous
Continuous
Continuous
PM Completion Report
Per control plan
Per control plan
Continuous
PM Completion Report
Per control plan
Per control plan
PROCESS TABLE L - Automated Iron Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Continuous
Continuous
Continuous
Continuous
Per control
plan/changeover
100%
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Per Preventative
Maintenance
Daily Check Sheet
Daily Check Sheet
Per Changeover
Continuous
Continuous
Continuous
Continuous
Per Control Plan
Design Review
Design Review
Changeover/profile
modification
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Equipment
1.1 Flux Application (if used) See Process Table F
1.2 Pre-heat Process (if used) See Process Table G
1.3 Soldering Iron
1.3.1 Temperature controller Correct Temperature
1.3.2 Heating element Proper PM
1.3.3 1.6 Iron tip temperature calibration Per specification
1.3.4 1.6 Correct Tip (shape/size/material) Per specification
1.3.5 Iron tip cleaner Per control plan
1.3.6 Iron tip maintenance Proper PM
1.3.7 Iron tip cleaner Per control plan
1.4 Solder
1.4.1 1.6 Correct Solder (type/size/core) Per specification
1.4.2 Solder Lot Control Bar Code or Manual
1.5 Atmosphere control
1.5.1 Ventilation Automatic
1.5.2 Nitrogen Soldering Protection (if used)
1.6 3.9 ESD Control Per ANSI S20.20
PROCESS TABLE M - Manual Iron Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
1.7 Pb/Pb free changeovers
Proper equipment
cleaning
1.8 Solder ball control
Solder preparation per
customer agreement
(e.g., V-groove cutter)
2.0
1.4
2.11
2.12
Manual Solder Process Control
2.1
Soldering techniques, such as; dwell times, methods
of iron application to joint.
Retraining provided
when quality issues
indicate
3.0
1.4
2.11
2.12
Loading/Unloading
3.1 3.9 ESD Control Per ANSI S20.20
3.2 1.15, 1.16 Proper Handling Operator Training
3.3 Ionizers
3.3.1 Filters presence Per control plan
3.3.2 1.6 Proper location on conveyor Per spec/set-up
3.3.3 Blower Operation indicator Per control plan
3.3.4 Proper maintenance Proper PM
3.4 1.6 Magazines / Unloading racks Per product spec
3.4.1 Correct Type for product (Pb/Pb free) Per control plan
3.4.2 Correct width and height for product Per control plan
3.4.3 Correct loading sequence (top down) Per control plan
3.4.4 Covered for transportation and storage Per control plan
3.5 Pallet Cleaning Per control plan
4.0
1.4
2.11
2.12
Component Compatibility
4.1 1.6 Components compatible with iron temperature Component Spec
4.2 1.6 Components compatible with solder Component Spec
5.0
1.4
2.11
2.12
Warpage Control
5.1 Maximum diagonal warpage meets standard
Per IPC-TM-650,
Section 2.4.22
6.0
1.4
2.11
2.12
Abnormal Condition Reaction
6.1 2.8 Power failure reaction plan Control plan
6.2 2.8 Emergency-stop reaction plan Control plan
6.3 2.8 Part jam reaction plan Control plan
6.4 2.8 Drop part reaction plan Control plan
6.5 2.8 In Process Delay Reaction Plan Control plan
6.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Continuous
PM Completion Report
Per control plan
Per control plan
Continuous
PM Completion Report
Continuous
Per control plan
Per control plan
Continuous
Continuous
PROCESS TABLE M - Manual Iron Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Per control
plan/changeover
100%
Post solder inspection
Continuous
Continuous
Per Preventative
Maintenance
Daily Check Sheet
Daily Check Sheet
PM Completion Report
Per Changeover
Continuous
Continuous
Continuous
Continuous
Per Control Plan
Design Review
Design Review
Changeover/profile
modification
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Laser - Soft Beam Solder Equipment
1.1 Automated Flux Application See Process Table F
1.2 Manual Flux Application
1.2.1 1.15, 1.16 Correct Flux Type Operator Training
1.2.2 1.15, 1.16 Correct Applicator Operator Training
1.2.3 1.15, 1.16 Correct Amount and Location Operator Training
1.2.4 Time
1.3 Conveyer
1.3.1 Conveyer width control Per set-up
1.3.2 Conveyer speed control
Automatic per Control
Plan
1.3.3 Conveyer infeed cover In place
1.4 Pre-heat Process (if used) See Process Table G
2.0
1.4
2.11
2.12
Laser Equipment Controls
2.1 Correct Laser Wave Length Per Control Plan
2.2 Correct Laser Power Per Control Plan
2.3 Correct Laser Alignment Per Control Plan
2.4 Correct Laser Exposure Time Per Control Plan
PROCESS TABLE N - Laser - Soft Beam Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
2.5 Correct Laser Focus (Spot Size) Per Control Plan
3.0
1.4
2.11
2.12
Soft Beam Equipment Controls
3.1 Correct Xenon Lamp Per Control Plan
3.2 Correct Power Setting Per Control Plan
3.3 Correct Alignment Per Control Plan
3.4 Correct Exposure Time Per Control Plan
3.5 Correct Focus (Spot Size) Per Control Plan
3.6 3.9 ESD Control Per ANSI S20.20
3.7 Lead/Lead free changeovers
Proper equipment
cleaning
4.0
1.4
2.11
2.12
Loading/Unloading
4.1 3.9 ESD Control Per ANSI S20.20
4.2 1.15, 1.16 Proper Handling Operator Training
4.3 Cooling/Ionizer Blower
4.3.1 Filters presence Per control plan
4.3.2 1.6 Proper location on conveyor Per spec/set-up
4.3.3 Blower Operation indicator Per control plan
4.3.4 Proper maintenance Proper PM
4.4 1.6 Magazines / Unloading racks Per product spec
4.4.1 Correct Type for product (Pb/Pb free) Per control plan
4.4.2 Correct width and height for product Per control plan
4.4.3 Correct loading sequence (top down) Per control plan
4.4.4 Covered for transportation and storage Per control plan
4.5 Pallet Cleaning Per control plan
5.0
1.4
2.11
2.12
Component Compatibility
5.1 1.6 Components compatible with temperature profile Component Spec
5.2 1.6 Components compatible with solder Component Spec
6.0
1.4
2.11
2.12
Abnormal Condition Reaction
6.1 2.8 Power failure reaction plan Control plan
6.2 2.8 Emergency-stop reaction plan Control plan
6.3 2.8 Part jam reaction plan Control plan
6.4 2.8 Drop part reaction plan Control plan
6.5 2.8 In Process Delay Reaction Plan Control plan
6.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Per Training Plan
Per Training Plan
Per Training Plan
Per control plan
Continuous
Continuous
Per Specification
Per Set-Up Sheet
Per Set-Up Sheet
Per Set-Up Sheet
PROCESS TABLE N - Laser - Soft Beam Soldering Process
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Per Set-Up Sheet
Per Specification
Per Set-Up Sheet
Per Set-Up Sheet
Per Set-Up Sheet
Per Set-Up Sheet
Continuous
Per control
plan/changeover
Continuous
Continuous
Per Preventative
Maintenance
Daily Check Sheet
Daily Check Sheet
PM Completion Report
Per Changeover
Continuous
Continuous
Continuous
Continuous
Per Control Plan
Design Review
Design Review
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Solder Paste Control (Pre-mixed only)
1.1 1.6 Correct solder paste Specification
1.2 1.6 Correct storage conditions Specification
1.3 1.6 Correct stabilization Specification
1.4 1.6 Ambient temperature exposure Specification
2.0
1.4
2.11
2.12
Solder Paste Application
2.1 1.6 Dispensed volume Specification
2.2 1.6 Correct dispense location Specification
2.3 Nozzle condition Control Plan
3.0
1.4
2.11
2.12
Part Placement
3.1 1.6 Stationary part accuracy
Per Set-Up
Specification
3.2 1.6 Placement verification
Per Set-Up
Specification
3.3 1.6 Movable part accuracy
Per Set-Up
Specification
3.4 1.6 Movable part verification
Per Set-Up
Specification
3.5 1.6 Gap between parts to be soldered
Per Set-Up
Specification
4.0
1.4
2.11
2.12
Equipment Control
PROCESS TABLE O - Induction
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
4.1 1.6 Power Supply Frequency Per Specification
4.2 1.6 Inductive Head Position (Hot Spot position control) Per Specification
4.3 1.6 Inductive Head to Part Gap Per Specification
4.4 1.6 Power Profile Per Specification
4.5 1.6 Power Duration per Soldering Cycle Per Specification
4.6 1.6 Inductive Head Cooling Air Flow Rate Per Specification
4.7 1.6 Magnetic Flux Monitoring Per Specification
5.0
1.4
2.11
2.12
Final Inspection
5.1 1.6 Quality Inspection Audit Per Specification
5.2 Non-conforming part disposition Reaction plan
6.0
1.4
2.11
2.12
Loading/Unloading
6.1 3.9 ESD Control Per ANSI S20.20
6.2 1.15, 1.16 Proper Handling Operator Training
6.3 Cooling/Ionizer Blower
6.3.1 Filters presence Per control plan
6.3.2 1.6 Proper location on conveyor Per spec/set-up
6.3.3 Blower Operation indicator Per control plan
6.3.4 1.18 Proper maintenance Proper PM
6.4 1.6 Magazines / Unloading racks Per product spec
6.4.1 Correct Type for product (Pb/Pb free) Per control plan
6.4.2 Correct width and height for product Per control plan
6.4.3 Correct loading sequence (top down) Per control plan
6.4.4 Covered for transportation and storage Per control plan
6.5 Pallet Cleaning Per control plan
7.0
1.4
2.11
2.12
Component Compatibility
7.1 1.6 Components compatible with temperature profile Component Spec
7.2 1.6 Components compatible with solder Component Spec
8.0
1.4
2.11
2.12
Abnormal Condition Reaction
8.1 2.8 Power failure reaction plan Control plan
8.2 2.8 Emergency-stop reaction plan Control plan
8.3 2.8 Part jam reaction plan Control plan
8.4 2.8 Drop part reaction plan Control plan
8.5 2.8 In Process Delay Reaction Plan Control plan
8.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Start-up and changeover
Continuous
Start-up and changeover
Continuous
Start-up and changeover
Continuous
Start-up and changeover
Continuous
Once per Day
Continuous
Once per Day
Once per Day
PROCESS TABLE O - Induction
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Start-up and changeover
Start-up and changeover
Start-up and changeover
Start-up and changeover
Start-up and changeover
Start-up and changeover
Start-up and changeover
Per Control Plan
Per Control Plan
Continuous
Continuous
Per Preventative
Maintenance
Daily Check Sheet
Daily Check Sheet
PM Completion Report
Per Changeover
Continuous
Continuous
Continuous
Continuous
Per Control Plan
Design Review
Design Review
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Conformal Coating
1.6 Type Used: Per Specification
1.6 Curing Method: Per Specification
2.0
1.4
2.11
2.12
Preparation
2.1 Pre-Mixed:
2.1.1 1.6 Correct Storage Conditions Per Specifications
2.1.2 1.6 Stabilized to operating temperature Per Specifications
2.1.3 Correct Material Bar Code or Manual
2.1.4 Expiration Date/Lot Control Bar Code or Manual
2.1.5 Expired Material Handling Per Control Plan
2.2 On-site Mixed:
2.2.1 1.6 Correct Storage Conditions for Components Per Specifications
2.2.2 1.6 Correct mixing temperature Per Specifications
2.2.3 Correct Material Bar Code or Manual
2.2.4 Ingredient Expiration Date/Lot Control Bar Code or Manual
2.2.5 Expired ingredients handling Per Control Plan
2.2.6 Mixing tools calibrated Per Control Plan
2.2.7 Cleanliness of mixing containers and work area No foreign materials
2.2.8 1.6 Mixing time Per Specifications
2.2.9 1.6 Viscosity confirmation Per Specifications
2.2.10 1.6 Prepared conformal coating expiration date Per Specifications
PROCESS TABLE P - Conformal Coating
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
3.0
1.4
2.11
2.12
Coating Application
3.1 Spray - Automatic or Manual
3.1.1 1.6 Correct Coverage Area Per Specification
3.1.2 1.6 No Coating / Overspray In Exclusion Zone Per Specification
3.1.3 1.6 Correct Thickness / Uniformity Per Specification
3.1.4 Solution Flow Rate (if 3.1.3 not applicable) Per Control Plan
3.1.5 Solution Pressure Rate Per Control Plan
3.1.6 Nozzle Movement Speed Per Control Plan
3.1.7 1.18 Nozzle Maintenance
Per Preventive
Maintenance
Schedule
3.1.8 1.6 Masking (Manual Spray Only) Per Specification
1.6 Board and Solution Temperature
Per Product
Specification
3.2 Dip - Automatic or Manual
3.2.1 1.6 Correct Coverage Area Per Specification
3.2.2 1.6 Correct Thickness / Uniformity
Per Specification and
Control Plan
3.2.3 No Foreign Material in Pot Proper Filtering
3.2.4 1.6 Uniform viscosity maintenance
Per Product
Specification
3.2.5 Insert and Withdraw Rate / Soak Time Per Control Plan
3.2.6 1.6 Correct board orientation Per Specification
3.2.7 1.6 Board and Tank Temperature
Per Product
Specification
3.2.8 1.6 Drip Time
Per Product
Specification
3.3 Brush
3.3.1 1.6 Correct Brush Type Per Specification
3.3.2 1.6 Correct Coverage Area Per Specification
3.3.3 1.6 No Coating / Oversplash In Exclusion Zone Per Specification
3.3.4 1.6 Correct Thickness / Uniformity Per Specification
3.3.5 1.6 Masking (If Required) Per Specification
3.3.6 1.6 Uniform viscosity maintenance
Per Product
Specification
3.3.7 1.6 No Foreign Material in Pot Per Specification
3.3.8 1.6 Board and Tank Temperature
Per Product
Specification
3.3.9 Proper ESD Control Per ANSI S20.20
3.4 Selective Coverage Area
3.4.1 1.6 Correct Coverage Area Per Specification
3.4.2 1.6 No Coating / Drips In Exclusion Zone Per Specification
3.4.8 1.6 Board and Solution Temperature
Per Product
Specification
3.4.9 1.15, 1.16
Proper Coverage for Manual Applications with
controls as above
Proper Operator
Training
4.0
1.4
2.11
2.12
Curing
4.1 Ultra Violet (UV) Cure
4.1.1 1.6 Proper UV Source Per Specification
4.1.2 1.6 Proper Exposure Time Per Specification
4.1.3 1.6 Debris Control Per Specification
4.1.4 1.6 Correct Orientation Per Specification
4.1.5 Proper UV Source Maintenance
Per Preventive
Maintenance
Schedule
4.1.6 1.6 Humidity Control
Per Coating
Specifications
4.2 Humidity Cure
4.2.1 1.6 Correct Temperature / Humidity Range Per Specification
4.2.2 1.6 Proper Exposure Time Per Specification
4.2.3 1.6 Debris Control Per Specification
4.2.4 1.6 Correct Orientation Per Specification
4.3 Heat Cure
4.3.1 1.6 Correct Temperature Level Per Specification
4.3.2 1.6 Proper Exposure Time Per Specification
4.3.3 1.6 Debris Control Per Specification
4.3.4 1.6 Correct Orientation Per Specification
4.3.5 1.6 Proper Humidity Level Per Specification
4.4 Ambient Cure
4.4.1 1.6 Correct Temperature / Humidity Range Per Specification
4.4.2 1.6 Proper Cure Time Per Specification
4.4.3 1.6 Debris Control Per Specification
4.4.4 1.6 Correct Orientation Per Specification
5.0
1.4
2.11
2.12
Inspection
5.1 1.15, 1.16 Proper Coverage Area Operator Training
5.2 No Bubbles, Voids, or Inconsistencies None Allowed
5.3 Thickness Check
Per Product
Specification
5.4 1.15, 1.16 Curing Completion Operator Training
5.5 3.9 Proper ESD Control Per ANSI S20.20
6.0
1.4
2.11
2.12
General
6.1 Fixture cleaning frequency Per Control Plan
6.2 Appropriate operator protective equipement
Per work area
requirement
7.0
1.4
2.11
2.12
Abnormal Condition Reaction
7.1 2.8 Power failure reaction plan Control plan
7.2 2.8 Emergency-stop reaction plan Control plan
7.3 2.8 Part jam reaction plan Control plan
7.4 2.8 Drop part reaction plan Control plan
7.5 2.8 In Process Delay Reaction Plan Control plan
7.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Error-Proofing Check
Sheet
Error-Proofing Check
Sheet
Continuous
Check sheet
Every Container
Every Container
Per Control Plan
Per Control Plan
Check sheet
Every Container
Every Container
Per Control Plan
Per Calibration Cycle
Per Control Plan/Work
Instructions
Check sheet
Check sheet
Check sheet
PROCESS TABLE P - Conformal Coating
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Set-up Sheet
Set-up Sheet
Set-up Sheet
Set-up Sheet
Set-up Sheet
Set-up Sheet
Maintenance Check
Sheet
Continuous
Continuous
Set-up Sheet
Set-up Sheet
PM Schedule per
customer requirement
Set-up Sheet
Set-up Sheet
Continuous
Continuous
Continuous
Set-up Sheet
Set-up Sheet
Set-up Sheet
Set-up Sheet
Continuous
Set-up Sheet
Set-up Sheet
Continuous
Continuous
Set-up Sheet
Set-up Sheet
Continuous
Visual Control
Set-up Sheet
Set-up Sheet
Set-up Sheet
Continuous
Maintenance Check
Sheet
Plant Level:
Equipment Level:
Set-up Sheet
Set-up Sheet
Set-up Sheet
Continuous
Set-up Sheet
Set-up Sheet
Set-up Sheet
Continuous
Continuous
Set-up Sheet
Set-up Sheet
Set-up Sheet
Continuous
Continuous
Continuous
Per Sampling Plan
Continuous
Continuous
Per Schedule
100%
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Router
1.1 1.6 Correct router pattern Specification
1.2 1.6 Correct bit Specification
1.3 1.6 Correct bit alignment Specification
1.4 1.6 Correct RPM Specification
1.5 Correct debris removal Proper vacuum level
1.6 No abnormal board flex
Per Customer
requirement
1.7 3.9 ESD control Per ANSI S20.20
1.8 1.15, 1.16 Proper seating of PCB Operator training
1.9 1.6 Proper support for separated panels Specification
1.10 1.15, 1.16 Proper handling during loading and unloading Operator training
1.11 1.18 Established bit preventive maintenance
Per Preventive
Maintenance
Schedule
1.12 Reaction plan to broken bit Per Control Plan
2.0
1.4
2.11
2.12
Die/Punch
2.1 Correct die/punch Set-up Sheet
2.2 1.6 Correct PCB to die/punch alignment Specification
2.3 1.6 Correct force Specification
2.4 Correct debris removal Per control plan
PROCESS TABLE Q - PCB Separation
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
2.5 No abnormal board flex
Per Customer
requirement
2.6 3.9 ESD control Per ANSI S20.20
2.7 1.15, 1.16 Proper seating of PCB Operator training
2.8 1.6 Proper support for separated panels Specification
2.9 1.15, 1.16 Proper handling during loading and unloading Operator training
2.10 1.18 Established die/punch preventive maintenance
Per Preventive
Maintenance
Schedule
2.11 Reaction plan to broken die/punch Per Control Plan
3.0
1.4
2.11
2.12
Blade (V-cut)
3.1 Correct blade Set-up Sheet
3.2 1.6 Correct PCB to blade alignment Specification
3.3 1.6 Correct PCB to blade gap Specification
3.4 Correct debris removal Pre control plan
3.5 No abnormal board flex
Per Customer
requirement
3.6 3.9 ESD control Per ANSI S20.20
3.7 1.15, 1.16 Proper seating of PCB Operator training
3.8 1.6 Proper support for separated panels Specification
3.9 1.15, 1.16 Proper handling during loading and unloading Operator training
3.10 1.18 Established blade preventive maintenance
Per Preventive
Maintenance
Schedule
3.11 Reaction plan to damage blade Per Control Plan
4.0
1.4
2.11
2.12
Manual Separation
4.1 Correct debris removal Pre control plan
4.2 No abnormal board flex
Per Customer
requirement
4.3 3.9 ESD control Per ANSI S20.20
4.4
Procedure in place to ensure separation method
meets customer requirements
Per Customer
requirement
4.5 Proper handling during separation activity
Per Customer
requirement
4.6 Proper tools specified
Per Customer
requirement
5.0
1.4
2.11
2.12
Abnormal Condition Reaction
5.1 2.8 Power failure reaction plan Control plan
5.2 2.8 Emergency-stop reaction plan Control plan
5.3 2.8 Part jam reaction plan Control plan
5.4 2.8 Drop part reaction plan Control plan
5.5 2.8 In Process Delay Reaction Plan Control plan
5.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Continuous
Start-up or change over
Start-up or change over
Start-up or change over
Continuous
Start of production or
equipment
change/modification
Continuous
Continuous
Start-up or equipment
change-over
Continuous
Maintenance Check
Sheet
Continuous
Start-up or change over
Start-up or change over
Start-up or change over
Continuous
PROCESS TABLE Q - PCB Separation
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
Start of production or
equipment
change/modification
Continuous
Continuous
Start-up or equipment
change-over
Continuous
Maintenance Check
Sheet
Continuous
Start-up or change over
Start-up or change over
Start-up or change over
Continuous
Start of production or
equipment
change/modification
Continuous
Continuous
Start-up or equipment
change-over
Continuous
Maintenance Check
Sheet
Continuous
Continuous
Start of production or
equipment
change/modification
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
Automatic
1.2 Conveyer width control Per set-up
1.3 Conveyer index control
Automatic per Control
Plan
1.4 Conveyers covered Covers in place
1.5 Proper positioning for test Per set-up
1.6
Correct test set-up:
Software
Hardware
Per set-up
1.7
Correct pin set-up:
Clearance between pins
Height
Pressure
Type
Per set-up
1.8 Correct dwell (test/set) time Per set-up
1.9 Good/bad boundary sample confirmation
Start-up/changeover
and last off
1.10 Proper test equipment calibration
Per calibration
frequency
1.11 Failed part data logging Per each failed part
1.12 Failed part traceability
Per identification
method
1.13 Reaction plan to high level of false-fails Per reaction plan
1.14 Reaction plan to defective part limits Per reaction plan
1.15 1.18
Preventative maintenance performed (confirm pogo
pin inspection/replacement criteria)
Per Preventive
Maintenance
PROCESS TABLE R - In-circuit Testing (ICT)
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
1.16 3.9 ESD control Per ANSI S20.20
1.17 No abnormal board flex
Per Customer
requirement
2.0
1.4
2.11
2.12
Manual
2.1 1.15, 1.16 Correct loading/unloading Operator training
2.2 Proper positioning for test Per set-up
2.3
Correct test set-up:
Software
Hardware
Per set-up
2.4
Correct pin set-up:
Clearance between pins
Height
Pressure
Type
Per set-up
2.5 Correct dwell (test/set) time Per set-up
2.6 Good/bad boundary sample confirmation
Start-up/changeover
and last off
2.7 Proper test equipment calibration
Per calibration
frequency
2.8 Failed part data logging Per each failed part
2.9 Failed part traceability
Per identification
method
2.10 Reaction plan to high level of false-fails Per reaction plan
2.11 Reaction plan to defective part limits Per reaction plan
2.12 1.18
Preventative maintenance performed (confirm pogo
pin inspection/replacement criteria)
Per Preventive
Maintenance
Schedule
2.13 3.9 ESD control Per ANSI S20.20
2.14 No abnormal board flex
Per Customer
requirement
3.0
1.4
2.11
2.12
Abnormal Condition Reaction
3.1 2.8 Power failure reaction plan Control plan
3.2 2.8 Emergency-stop reaction plan Control plan
3.3 2.8 Part jam reaction plan Control plan
3.4 2.8 Drop part reaction plan Control plan
3.5 2.8 In-Process Delay Reaction Plan Control plan
3.6 1.11 Repair/rework procedures
Based on IPC-7711,
7721
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Per control plan
Continuous
Continuous
Per control plan
Per control plan
Per control plan
Per control plan
Per control plan
Per equipment
manufacturer
Per control plan
Continuous
Per control plan
Per control plan
Maintenance Check
Sheet
PROCESS TABLE R - In-circuit Testing (ICT)
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page Index Page
Continuous
Start of production or
equipment
Per control plan
Per control plan
Per control plan
Per control plan
Per control plan
Per control plan
Per equipment
manufacturer
recommendation
Per control plan
Continuous
Per control plan
Per control plan
Maintenance Check
Sheet
Continuous
Start of production or
equipment
change/modification
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
ITEM #
Related
SSA
Question
Category/Process Steps Control
1.0
1.4
2.11
2.12
On-line Re-work
1.1 Confirmation of defective part
Defect class defined
per customer
agreement
1.2
Procedure to track defective part from the process
through re-work
Written procedure
1.3 Traceability linked to part repair history Written procedure
1.4 Identify effective area of defect
Quality confirmation
systems
1.5 Identify defective component
Quality confirmation
systems
1.6
Identification method for reworkable components.
(Proper IC orientation / part polarity)
Written policy or
customer
requirements
1.7
Removal of conformal coating, if required (not
recommended)
Written procedure
1.8 1.15, 1.16 Operator certification for diagnostic and repairs Operator training
1.9 Repair confirmed by certified supervisor/team leader
Written policy or
customer
requirements
1.10
Repaired part returned to production line and
inserted prior to defect identification/reject point
Written policy
1.11 3.9 ESD handling procedure in place Per ANSI S20.20
PROCESS TABLE S - Solder Re-work
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
1.12 Solder ball control
Solder preparation per
customer agreement
(e.g., V-groove cutter)
2.0
1.4
2.11
2.12
Off-line Repair Procedure
2.1 Confirmation of defective part
Defect class defined
per customer
agreement
2.2
Defective parts tracked from the process through re-
work
Written procedure
2.3 Traceability linked to part repair history Written procedure
2.4 Off-line part handling and storage procedure Written procedure
2.5 Identify effective area of defect Inspection results
2.6 Identify defective component Inspection results
2.7 Identification method for reworkable components.
Written policy or
customer
requirements
2.8
Removal of conformal coating, if required (not
recommended)
Written procedure
2.9 1.15, 1.16 Operator certification for diagnostic and repairs Operator training
2.10 Repair confirmed by certified supervisor/team leader
Written policy or
customer
requirements
2.11
Repaired part returned to production line and
inserted prior to defect identification/reject point
Written policy
2.12 3.9 ESD handling procedure in place Per ANSI S20.20
3.0
1.4
2.11
2.12
Repair Equipment and Material
3.1
Work stations identified for Pb versus Pb-free
material
Visual identification
and documentation
3.2 All tools indentified for Pb versus Pb free
Visual identification
and documentation
3.3 Solder iron
3.3.1 Correct Iron Temperature Per specification
3.3.2 Heating element Per specification
3.3.3 Iron tip temperature calibration Per specification
3.3.4 Correct Tip (shape/size/material) Per specification
3.3.5 Correct Solder (type/size/core) Per specification
3.3.6 Solder Lot Control Bar Code or Manual
3.3.7 Atmosphere control Automatic
3.3.8 Ventilation Automatic
3.3.9 3.9 ESD Control Per ANSI S20.20
3.3.10 Iron tip cleaner Per control plan
3.3.11 Iron tip maintenance
Per Preventive
Maintenance
Schedule
3.4
1.4
2.11
2.12
BGA/Flip Chip/Bumped Die/Controlled Collapse
Chip Connection (C4) Repair Equipment
3.4.1 Removal - Localized pre-heat control
Automatic based on
part requirements
3.4.2 Removal - Pre-heat temperature set point
Automatic based on
part requirements
3.4.3 Removal - Pre-heat time control
Automatic based on
part requirements
3.4.4 Proper pad inspection post-removal Operator training
3.4.5 Insertion - Pre-heat control
Automatic based on
part requirements
3.4.6 Insertion - Reflow temperature control
Automatic based on
part requirements
3.4.7 Insertion - Reflow time control
Automatic based on
part requirements
3.4.8 Post insertion - Cooling profile
Automatic based on
part requirements
3.4.9 Heater head cleaning procedure
Per equipment OEM
specifications
3.5
1.4
2.11
2.12
Component Control
3.5.1 Replacement component match bill of material
BOM verification /
crosscheck
3.5.2
Proper moisture sensitive device (MSD)
environmental control/tracking
Per component
requirements
3.5.3 Component matches solder type used
BOM verification /
crosscheck
3.5.4 Disposition of defective components
Scrap / non-
conforming part
procedure
3.6
1.4
2.11
2.12
Conformal Coat removal and replacement
3.7.1 Solvent removal Procedure in place
3.7.2 Correct solvent for coating used
Procedure /
checksheet
3.7.3 1.15, 1.16 Mechanical dam installed around component
Procedure / Operator
training
3.7.4 1.15, 1.16 Filler used for solvent to prevent run out
Procedure / Operator
training
3.7.5 1.15, 1.16 Board cleaned before re-work
Procedure / Operator
training
3.8 Micro-abrasive removal
3.8.1 1.15, 1.16 Only nonconductive abrasive allowed
Procedure / Operator
training
3.8.2 1.15, 1.16 Mask used to protect surrounding components
Procedure / Operator
training
3.8.3 1.15, 1.16 Board cleaned before re-work
Procedure / Operator
training
3.9 Mechanical removal
3.9.1 1.15, 1.16 Proper tool
Procedure / Operator
training
3.9.2 1.15, 1.16 No damage allowed to solder resist
Procedure / Operator
training
3.10 1.15, 1.16 De-soldering removal
Procedure / Operator
training
3.10.1 1.15, 1.16 Proper iron temperature to vaporize coating
Procedure / Operator
training
3.10.2 1.15, 1.16 Proper ventilation for operator protection
Procedure / Operator
training
3.11 Reapplication
3.11.1 1.15, 1.16
Silicone paste conformal coat only one part moisture
cured solution allowed
Procedure / Operator
training
3.11.2 1.15, 1.16
Non-silicone paste adhesion promoter should be
used as needed
Procedure / Operator
training
3.11.3 1.15, 1.16
All repairs require at least 3 millimeters overlap of
demarcation edges of existing coatings
Procedure / Operator
training
4.0
1.4
2.11
2.12
Encapsulated / Potted Component Rework Not recommended
5.0
1.4
2.11
2.12
Proper work station cleanliness Operator training
6.0
1.4
2.11
2.12
Abnormal Condition Reaction
6.1 2.8 Power failure reaction plan Control plan
6.2 2.8 Drop part reaction plan Control plan
6.3 2.8 In Process Delay Reaction Plan Control plan
6.4 1.11 Repair/rework procedures
Based on IPC-7711,
7721
6.5 1.11 Maximum number of repairs allowed per board
Per customer product
specification
2010 Automortive Industry Action Group (AIAG)
Monitoring Auditor Notes
Automatic test
Control Plan
Control Plan
Control Plan
Control Plan
Control Plan
Control Plan
Training matrix with
annual management
review.
Control Plan
Control Plan
Continuous
PROCESS TABLE S - Solder Re-work
The contents of all published materials are copyrighted by the Automotive Industry Action Group unless otherwise indicated. All rights are preserved by AIAG, and content may not be
altered or disseminated, published, or transferred in part of such content. The information is not to be sold in part or whole to anyone within your organization or to another company.
Copyright infringement is a violation of federal law subject to criminal and civil penalties. AIAG and the Automotive Industry Action Group are registered service marks of the Automotive
Industry Action Group.
All requirements given below are subordinate to customer specific requirements.
The customer may have additional requirements, e.g., inspection testing, greater frequencies, etc. When performing the job audit, the
auditor shall verify Soldering Organization is conforming to customer requirements.
Cover Page
Index Page
100%
Automatic test
Control Plan
Control Plan
Control Plan
Control Plan
Control Plan
Control Plan
Control Plan
Training matrix with
annual management
review.
Control Plan
Control Plan
Continuous
Continuous
Continuous
Quality audit
Per PM Schedule
Per control plan
Per control plan
Per control plan
Per control plan
Continuous
Continuous
Continuous
Continuous
Maintenance Check
Sheet
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
Continuous
PM completion reports
Continuous
Continuous
Continuous
Continuous
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Supervisor confirmation
Continuous
Continuous
Continuous
Continuous
Effective tracking system
REQUIREMENT CATEGORIES
SP Special Processes
"'YES" /
"NO"
"'YES" /
"NO"
IF YOU HAVE ANSWERED "NO" TO ANY OF THE QUESTIONS BELOW IN CELLS C3, C4, OR C5,
PLEASE CLICK THE "NO" BUTTON FOR THAT LINE. THIS WILL ELIMINATE THE SPECIAL PROCESSES WORKSHEET
ATTACHED! THIS WILL REDUCE THE OVERALL SIZE OF THE WORKSHEET
1
Does this process require Heat Treat?
If "NO" Fill In and Then Click Button
If "YES" Fill in and Follow Directions Provided.
0 Heat Treat Services Provided [YES / NO]
2
Does this process require Plating?
If "NO" Fill In and Then Click Button
If "YES" Fill in and Follow Directions Provided.
0 Plating Services Provided [YES / NO]
3
Does this process require Coating?
If "NO" Fill In and Then Click Button
If "YES" Fill in and Follow Directions Provided.
0 Coating Services Provided [YES / NO]
4
Does this process require Welding?
If "NO" Fill In and Then Click Button
If "YES" Fill in and Follow Directions Provided.
0 Welding Services Provided [YES / NO]
5
Does this process require Soldering?
If "NO" Fill In and Then Click Button
If "YES" Fill in and Follow Directions Provided.
0 Soldering Services Provided [YES / NO]
Cover Page
Index Page
Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Victron Orion-Tr - Smart - DC-DC - Charger-Manual Non IsolatedДокумент19 страницVictron Orion-Tr - Smart - DC-DC - Charger-Manual Non IsolatedThomist AquinasОценок пока нет
- General Method For Cable Sizing - Electrical Installation GuideДокумент10 страницGeneral Method For Cable Sizing - Electrical Installation Guidebhaskar_dandapathakОценок пока нет
- BRSM Form 009 - QMS MDD TPDДокумент15 страницBRSM Form 009 - QMS MDD TPDAnonymous q8lh3fldWMОценок пока нет
- IJARIE Paper 17936 PDFДокумент7 страницIJARIE Paper 17936 PDFArbelyn RoblesОценок пока нет
- RCSI Dentistry PG 118 125 A Manual For Space Analysis in The Mixed DentitionДокумент8 страницRCSI Dentistry PG 118 125 A Manual For Space Analysis in The Mixed DentitionkarimelmestekawyОценок пока нет
- African Traditional Medicine A PrimerДокумент5 страницAfrican Traditional Medicine A PrimerEditor IJTSRDОценок пока нет
- AJINOMOTO 2013 Ideal Amino Acid Profile For PigletsДокумент28 страницAJINOMOTO 2013 Ideal Amino Acid Profile For PigletsFreddy Alexander Horna Morillo100% (1)
- Blood Anatomy and Physiology ReviewДокумент20 страницBlood Anatomy and Physiology ReviewStacey CamilleОценок пока нет
- 3 Growing in FaithДокумент5 страниц3 Growing in FaithJohnny PadernalОценок пока нет
- Evaluation and Comparison of Highly Soluble Sodium Stearyl Fumarate With Other Lubricants in VitroДокумент8 страницEvaluation and Comparison of Highly Soluble Sodium Stearyl Fumarate With Other Lubricants in VitroSvirskaitė LaurynaОценок пока нет
- Publication Edition 2020Документ230 страницPublication Edition 2020Mech Dept GMITОценок пока нет
- Reviewer Crim 3 FinalsДокумент6 страницReviewer Crim 3 FinalsMaria Rafaella P. DadoОценок пока нет
- ES9-62 Ingestive Cleaning PДокумент9 страницES9-62 Ingestive Cleaning PIfran Sierra100% (1)
- Applications Shaft SealДокумент23 страницыApplications Shaft SealMandisa Sinenhlanhla NduliОценок пока нет
- Siremobil Compact MaintenanceДокумент22 страницыSiremobil Compact MaintenanceRafael Tejeda100% (1)
- Blockchain Deck PDFДокумент65 страницBlockchain Deck PDFsankhaОценок пока нет
- Bakery Business PlanДокумент15 страницBakery Business PlanGayu AishuОценок пока нет
- Info-Delict-Violencia Contra Las Mujeres - Dic22Документ181 страницаInfo-Delict-Violencia Contra Las Mujeres - Dic22LPF / SKOUL BASQUETBOLОценок пока нет
- DexaДокумент36 страницDexaVioleta Naghiu100% (1)
- Structural Tanks and ComponentsДокумент19 страницStructural Tanks and ComponentsRodolfo Olate G.Оценок пока нет
- Acc030 Financial Statement & Income Statement FormatДокумент2 страницыAcc030 Financial Statement & Income Statement FormatAqilahОценок пока нет
- Standard DetailsДокумент168 страницStandard DetailsMurathan Paksoy100% (1)
- Pressure MeasurementДокумент293 страницыPressure MeasurementGlen Lauren PerezОценок пока нет
- General Leasing and Managing AuthorityДокумент14 страницGeneral Leasing and Managing AuthorityKatharina SumantriОценок пока нет
- Decide If Surrogacy Is The Right ChoiceДокумент13 страницDecide If Surrogacy Is The Right ChoiceSheen CatayongОценок пока нет
- Anti Vawc PrimerДокумент6 страницAnti Vawc PrimerCiddy Montemayor100% (1)
- PackageДокумент3 страницыPackagegvspavan67% (3)
- Sugarcane JuiceДокумент21 страницаSugarcane JuiceOk HqОценок пока нет
- Anthropocene Working Group PDFДокумент6 страницAnthropocene Working Group PDFRuth Stacy EmmanuelОценок пока нет
- Daily Lesson Log Personal Dev TДокумент34 страницыDaily Lesson Log Personal Dev TRicky Canico ArotОценок пока нет