Вам также может понравиться
- Saudi Aramco Typical Inspection Plan: Welding & Site Assembly of Spherical Vessel SATIP-W-010-02 31-Dec-14 MechanicalДокумент5 страницSaudi Aramco Typical Inspection Plan: Welding & Site Assembly of Spherical Vessel SATIP-W-010-02 31-Dec-14 MechanicalpravinОценок пока нет
- Repair Procedure For Rubber LiningДокумент1 страницаRepair Procedure For Rubber LiningChuah Cheong JinОценок пока нет
- Insulation Inspection ReportДокумент2 страницыInsulation Inspection ReportKarthik100% (1)
- Scaffold ChecklistДокумент5 страницScaffold ChecklistMohamed GhariebОценок пока нет
- G. Std. ITP For Pipeline Job PDFДокумент4 страницыG. Std. ITP For Pipeline Job PDFAnonymous 4e7GNjzGWОценок пока нет
- Saudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 MechДокумент15 страницSaudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 Mechpookkoya thangalОценок пока нет
- Storage Tank Foundation Settlement Quality Control and Inspection Report FormДокумент1 страницаStorage Tank Foundation Settlement Quality Control and Inspection Report FormKhepa BabaОценок пока нет
- ELECT-TIC-2.8 (Torque Testing and Final Inspection)Документ4 страницыELECT-TIC-2.8 (Torque Testing and Final Inspection)Muhammad IrfanОценок пока нет
- API 1104 InterpretationДокумент6 страницAPI 1104 Interpretationhekayat71Оценок пока нет
- ITP-000 Piping Fabrication (Exemple)Документ5 страницITP-000 Piping Fabrication (Exemple)alinor_tn100% (1)
- Iqwq Ce1092 Qpqac 00 0002 - 0 Quality Control Procedure for Piping管道质量控制程序Документ54 страницыIqwq Ce1092 Qpqac 00 0002 - 0 Quality Control Procedure for Piping管道质量控制程序Ali Majeed100% (1)
- Itp - 002 - Duct Installation - IfrДокумент3 страницыItp - 002 - Duct Installation - IfrMari BelajarОценок пока нет
- PPR Pipe Method Statement For Pipe and Fitting Installation and Testing Commissioning PDFДокумент14 страницPPR Pipe Method Statement For Pipe and Fitting Installation and Testing Commissioning PDFBuraq Aircondition Cont & Gen Maint LLC BuraqОценок пока нет
- A.9.02 - CPCL Itp For Utility Boiler PackageДокумент3 страницыA.9.02 - CPCL Itp For Utility Boiler PackageGanesh EshwarОценок пока нет
- Offshore Marinetech PVT - LTD: Electrode Baking RegisterДокумент3 страницыOffshore Marinetech PVT - LTD: Electrode Baking RegisterPrathamesh OmtechОценок пока нет
- Hydrotest Check List PDFДокумент1 страницаHydrotest Check List PDFSaut Maruli Tua Samosir100% (1)
- ITP InstrumentationДокумент9 страницITP InstrumentationzhangyiliОценок пока нет
- Itp Electrical SwitchgearДокумент4 страницыItp Electrical SwitchgearpertmasterОценок пока нет
- CHECK-LIST PL-01 Pipeline Material Selection Report - Fr.enДокумент4 страницыCHECK-LIST PL-01 Pipeline Material Selection Report - Fr.enYousef SalahОценок пока нет
- Checksheet - Installation, Testing of Fuel Oil SystemДокумент7 страницChecksheet - Installation, Testing of Fuel Oil Systemvhin84Оценок пока нет
- MIR FormatДокумент3 страницыMIR Formatalisha karimОценок пока нет
- Iqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Документ37 страницIqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Ali MajeedОценок пока нет
- WPQ TemplateДокумент1 страницаWPQ Templatejoshrathburn1980Оценок пока нет
- CPVC ChecklistДокумент1 страницаCPVC Checklistchakravarthi kanugulaОценок пока нет
- ITPДокумент1 страницаITPVenkatesh PethurajОценок пока нет
- (Painting Works) : Inspection and Test PlanДокумент2 страницы(Painting Works) : Inspection and Test Planrize1159Оценок пока нет
- CRP Lined Pipe BrochureДокумент44 страницыCRP Lined Pipe Brochurekrishna_piping100% (2)
- Repair Works and Modification of Tank RoofДокумент2 страницыRepair Works and Modification of Tank RoofAbinadabОценок пока нет
- SATR-D-2003 Vessel Closure Inspection CertificateДокумент1 страницаSATR-D-2003 Vessel Closure Inspection CertificateAnonymous S9qBDVkyОценок пока нет
- Inspection Request: Report #: RE/INRQ/ Date: 24-Sep-17 Page: 1 of 1Документ1 страницаInspection Request: Report #: RE/INRQ/ Date: 24-Sep-17 Page: 1 of 1mansih457Оценок пока нет
- Wps FormatДокумент2 страницыWps FormatParminder SinghОценок пока нет
- KP-00+++-CQ712-G0011 - Rev.0 - ITP For For Cathodic Protection WorksДокумент7 страницKP-00+++-CQ712-G0011 - Rev.0 - ITP For For Cathodic Protection WorksUtku Can KılıçОценок пока нет
- Elding Rocedure Pecification: 7200-HDPE Butt WeldДокумент2 страницыElding Rocedure Pecification: 7200-HDPE Butt Weldsamer8saifОценок пока нет
- Cold Tap Coating Report 2Документ1 страницаCold Tap Coating Report 2Jamal BakhtОценок пока нет
- SATIP-N-001-02 Rev. 4Документ2 страницыSATIP-N-001-02 Rev. 4Anonymous 4e7GNjzGW100% (1)
- Gas Pipeline and Gas Metering and Regulating Station ProjectДокумент18 страницGas Pipeline and Gas Metering and Regulating Station ProjectAnonymous 7vljJzH100% (1)
- Inspection & Test Plan Key Valve Interlocks: To BS EN ISO 9001: 2008Документ2 страницыInspection & Test Plan Key Valve Interlocks: To BS EN ISO 9001: 2008Charles RobiansyahОценок пока нет
- Oil Pantriting ProcedureДокумент5 страницOil Pantriting ProcedureSERT-QA/QC- BUZОценок пока нет
- SAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsДокумент2 страницыSAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsAnonymous S9qBDVkyОценок пока нет
- Water Tightness Test Report For Water Retaining StructureДокумент2 страницыWater Tightness Test Report For Water Retaining StructureLakshithaGonapinuwalaWithanageОценок пока нет
- FGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDДокумент10 страницFGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDBhanu Pratap Choudhury100% (1)
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportДокумент12 страницSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- ITP's and ITR's A Necessary - Monster - PDFДокумент5 страницITP's and ITR's A Necessary - Monster - PDFshastri85Оценок пока нет
- HDPE Report v3Документ7 страницHDPE Report v3Serdar ErbayОценок пока нет
- Asf Itp 1171 001Документ7 страницAsf Itp 1171 001el_sharkawy2011Оценок пока нет
- Sprinkler System - NwpsДокумент16 страницSprinkler System - NwpsBroderick DispoОценок пока нет
- Nde MapДокумент8 страницNde MapjorgekarlosprОценок пока нет
- Cathodic Protection System MMO Grid of Tank Quality Control and Inspection Report FormДокумент5 страницCathodic Protection System MMO Grid of Tank Quality Control and Inspection Report Formjamal2877Оценок пока нет
- Spherical TankДокумент30 страницSpherical TankNuzuliana EnuzОценок пока нет
- Artson ITPДокумент8 страницArtson ITPI Kailash RaoОценок пока нет
- FInal QAP HDPE WeldingДокумент2 страницыFInal QAP HDPE Weldingkannagi198Оценок пока нет
- Punch List Report: Client Date Project No. Discipline Location Date of InspectionДокумент1 страницаPunch List Report: Client Date Project No. Discipline Location Date of InspectionHanuman RaoОценок пока нет
- SOW Fabrikasi C-335-01 - 19.116.1Документ1 страницаSOW Fabrikasi C-335-01 - 19.116.1AlfanОценок пока нет
- PBI-ITP-QA-0001 Inspection and Test Plan Rev.0Документ7 страницPBI-ITP-QA-0001 Inspection and Test Plan Rev.0Tadaya KasaharaОценок пока нет
- Tech SpecДокумент16 страницTech SpecKingston RivingtonОценок пока нет
- DD250 MATERIAL INSPECTION AND RECEIVING REPORT TemplateДокумент1 страницаDD250 MATERIAL INSPECTION AND RECEIVING REPORT TemplateWaqar SiddiqueОценок пока нет
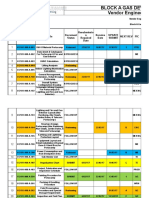
- Block A Gas Development Project Vendor Engineering Document ListДокумент11 страницBlock A Gas Development Project Vendor Engineering Document Listahmad kusumaОценок пока нет
- Nde Plan: Joint Number / Parts Before PWHT After PWHT RT Paut UT MT PT PMI RT MTДокумент2 страницыNde Plan: Joint Number / Parts Before PWHT After PWHT RT Paut UT MT PT PMI RT MTfizanlaminОценок пока нет
- 32-Ve-711 (Hydrostatic Test Procedure Piping - FT Gas) A11 PDFДокумент5 страниц32-Ve-711 (Hydrostatic Test Procedure Piping - FT Gas) A11 PDFMarlon TurnerОценок пока нет
- Fabrication of ManifoldДокумент2 страницыFabrication of Manifoldsarangpune100% (1)
- LP 7 EVS More About PlantsДокумент3 страницыLP 7 EVS More About PlantsarunradОценок пока нет
- Academic Year 2018 - 2019 Mathematics Worksheet No: 4: Abu DhabiДокумент3 страницыAcademic Year 2018 - 2019 Mathematics Worksheet No: 4: Abu DhabiarunradОценок пока нет
- Abu Dhabi Academic Year 2018-19 Notes Grade 2 Subject: English TOPIC: NounsДокумент3 страницыAbu Dhabi Academic Year 2018-19 Notes Grade 2 Subject: English TOPIC: NounsarunradОценок пока нет
- GR 2 Works HT ArticlesДокумент2 страницыGR 2 Works HT ArticlesarunradОценок пока нет
- Abu Dhabi Academic Year 2018-19 Notes Grade 2 Subject: English TOPIC: ArticlesДокумент1 страницаAbu Dhabi Academic Year 2018-19 Notes Grade 2 Subject: English TOPIC: ArticlesarunradОценок пока нет
- Resources Powerpoints Translating DataДокумент13 страницResources Powerpoints Translating DataarunradОценок пока нет
- Weekly Report 21st JuneДокумент3 страницыWeekly Report 21st JunearunradОценок пока нет
- Gr2the Ant and The GrasshopperДокумент3 страницыGr2the Ant and The GrasshopperarunradОценок пока нет
- CDC UP Risk Management Log TemplateДокумент7 страницCDC UP Risk Management Log TemplateAbid SiddIquiОценок пока нет
- GR 1 EVS Safety Rules 6337Документ2 страницыGR 1 EVS Safety Rules 6337arunradОценок пока нет
- Academic Year 2018 - 2019 Weekly Report Grade 2 Class Teacher: Blessy Susan David Date: 13th May - 17th May 2018 Class & Section: 2IДокумент3 страницыAcademic Year 2018 - 2019 Weekly Report Grade 2 Class Teacher: Blessy Susan David Date: 13th May - 17th May 2018 Class & Section: 2IarunradОценок пока нет
- Weekly Report-10thDec - 14th DecДокумент3 страницыWeekly Report-10thDec - 14th DecarunradОценок пока нет
- Academic Year 2018 - 2019 Weekly Report Grade 2 Class Teacher: Blessy Susan David Date: 3rd - 7 June 2018 Class & Section: 2IДокумент4 страницыAcademic Year 2018 - 2019 Weekly Report Grade 2 Class Teacher: Blessy Susan David Date: 3rd - 7 June 2018 Class & Section: 2IarunradОценок пока нет
- Weekly Report-10thDec - 14th DecДокумент3 страницыWeekly Report-10thDec - 14th DecarunradОценок пока нет
- Contract Review FormatДокумент2 страницыContract Review FormatarunradОценок пока нет
- It-Gr2-Ws3-2018 Ak - 7547Документ3 страницыIt-Gr2-Ws3-2018 Ak - 7547arunradОценок пока нет
- My School Notes - 9130Документ2 страницыMy School Notes - 9130arunradОценок пока нет
- Abu Dhabi 2018-19 EVS Notes - Grade 2 Our School: KeywordsДокумент2 страницыAbu Dhabi 2018-19 EVS Notes - Grade 2 Our School: KeywordsarunradОценок пока нет
- A3 Toyota 8 Step TemplatesДокумент11 страницA3 Toyota 8 Step TemplatesBharathОценок пока нет
- Abu Dhabi 2018-19 EVS Notes - Grade 2 Our School: KeywordsДокумент2 страницыAbu Dhabi 2018-19 EVS Notes - Grade 2 Our School: KeywordsarunradОценок пока нет
- Control Plan Tool AdaptiveBMSДокумент6 страницControl Plan Tool AdaptiveBMSarunradОценок пока нет
- Continous Improvement PlanДокумент112 страницContinous Improvement PlanarunradОценок пока нет
- Audit Schedule and PlanДокумент2 страницыAudit Schedule and PlaniahmedamОценок пока нет
- BOS QOS Chart AdaptiveBMSДокумент14 страницBOS QOS Chart AdaptiveBMSarunradОценок пока нет
- Academic Year 2018 - 2019 Mathematics Worksheet No: 1: Abu DhabiДокумент3 страницыAcademic Year 2018 - 2019 Mathematics Worksheet No: 1: Abu DhabiarunradОценок пока нет
- 1st School Admission FormДокумент4 страницы1st School Admission FormarunradОценок пока нет
- ISO27k Preventive Action ProcedureДокумент2 страницыISO27k Preventive Action ProcedurekittisakddОценок пока нет
- 360 Degree Feedback Excel TemplateДокумент6 страниц360 Degree Feedback Excel TemplateJorge Octavio Hurtado GonzálezОценок пока нет
- Academic Year 2018 - 2019 EVS-Worksheet 1 Name: - Date: - Class:II Section: - Topic: About MyselfДокумент2 страницыAcademic Year 2018 - 2019 EVS-Worksheet 1 Name: - Date: - Class:II Section: - Topic: About MyselfarunradОценок пока нет
- Flop BudgetДокумент42 страницыFlop BudgetPro ResourcesОценок пока нет
- Rolls Royce Technical Publications (Standard Practices Manual (RR CAEL SPM) ) (Task 70 42Документ52 страницыRolls Royce Technical Publications (Standard Practices Manual (RR CAEL SPM) ) (Task 70 42limhonghan1987Оценок пока нет
- Welding Procedure Specification (WPS) FormДокумент2 страницыWelding Procedure Specification (WPS) FormEarl Harbert0% (2)
- J STD 001DS AddendumДокумент22 страницыJ STD 001DS AddendumDott. Giuseppe MaruzzellaОценок пока нет
- Ansi-Agma 2004-C08-2008 PDFДокумент76 страницAnsi-Agma 2004-C08-2008 PDFDivoneiPaulo100% (3)
- Method Statement For Pipeline WeldingДокумент21 страницаMethod Statement For Pipeline WeldingKhwanas Luqman100% (1)
- Stainless Steel Bars and Shapes: Standard Specification ForДокумент7 страницStainless Steel Bars and Shapes: Standard Specification ForLuciano Grassi KuyvenОценок пока нет
- Drill Press Table PlanДокумент7 страницDrill Press Table Planyoranvaneekelen100% (1)
- Wkm-Dynacentric-High-Performance-Butterfly-Valves-BrochureДокумент28 страницWkm-Dynacentric-High-Performance-Butterfly-Valves-Brochuresiva8000Оценок пока нет
- Mos - Chilled Water Pipe WeldingДокумент3 страницыMos - Chilled Water Pipe WeldingUTKARSH GADVEОценок пока нет
- SMACNA 1937 Architectural Sheet Metal Inspection GuideДокумент52 страницыSMACNA 1937 Architectural Sheet Metal Inspection GuideBarbaros GülşahОценок пока нет
- Aalco Metals LTD - Aluminium Alloy 5083 H32 Sheet - 140 PDFДокумент2 страницыAalco Metals LTD - Aluminium Alloy 5083 H32 Sheet - 140 PDFAhmad Renaldy Jurais0% (1)
- Hyundai Accent 2006 Body Repair ManualДокумент10 страницHyundai Accent 2006 Body Repair Manualjuan100% (28)
- VAM Field Service Training: Vallourec & Mannesmann TubesДокумент117 страницVAM Field Service Training: Vallourec & Mannesmann TubesSumesh Dethan100% (3)
- Blind Threaded Inserts: Since 1936 2010 Since 1922Документ52 страницыBlind Threaded Inserts: Since 1936 2010 Since 1922SathishbhaskarОценок пока нет
- Min Wages Metal Rolling (Ferrous)Документ3 страницыMin Wages Metal Rolling (Ferrous)Texcon HRОценок пока нет
- Quotation From Wendy To Ahmed Osta 20230315 PDFДокумент1 страницаQuotation From Wendy To Ahmed Osta 20230315 PDFمستودع حائل فرع حائلОценок пока нет
- Soluble Oakflo 800Документ2 страницыSoluble Oakflo 800slpampcpoОценок пока нет
- BS 0873-5 - 1983Документ12 страницBS 0873-5 - 1983عمر عمرОценок пока нет
- CPF2023LS Parts ListДокумент87 страницCPF2023LS Parts ListcuongОценок пока нет
- Machining In-Process Inspection ChecklistДокумент2 страницыMachining In-Process Inspection ChecklistRonnel LeanoОценок пока нет
- 4051 - RFP Document For Canted Turnout & Swing Nose CrossingДокумент16 страниц4051 - RFP Document For Canted Turnout & Swing Nose CrossingRohanSingh ThakurОценок пока нет
- Mil PRF 32187Документ9 страницMil PRF 32187muhammed emin akgülОценок пока нет
- United States Patent (19) : Iguchi Et Al. 11) Patent Number: 45) Date of PatentДокумент21 страницаUnited States Patent (19) : Iguchi Et Al. 11) Patent Number: 45) Date of PatentsieausОценок пока нет
- API 582 The Welding Solution PDFДокумент21 страницаAPI 582 The Welding Solution PDFRemmy Torres Vega75% (8)
- Instructions For E-TenderingДокумент22 страницыInstructions For E-Tendering19bt01019Оценок пока нет
- Petra University (Architecture - Ebook) - Metal - Building - Systems - Design - and - Specifications-20610-Part151Документ2 страницыPetra University (Architecture - Ebook) - Metal - Building - Systems - Design - and - Specifications-20610-Part151Bharat SinghОценок пока нет
- Roof Drain Data Sheet.Документ2 страницыRoof Drain Data Sheet.rohitОценок пока нет
- TEKS Self Drilling Fasteners Product Data 334987Документ2 страницыTEKS Self Drilling Fasteners Product Data 334987Allan PapionaОценок пока нет
- A03-Plan Amenajare - A1Документ1 страницаA03-Plan Amenajare - A1Constantin LeonОценок пока нет
- Welding - Recommendations For Welding of Metallic MaterialsДокумент32 страницыWelding - Recommendations For Welding of Metallic MaterialsBouzaida MaherОценок пока нет
- Arizona, Utah & New Mexico: A Guide to the State & National ParksОт EverandArizona, Utah & New Mexico: A Guide to the State & National ParksРейтинг: 4 из 5 звезд4/5 (1)
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptОт EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptРейтинг: 5 из 5 звезд5/5 (1)
- New York & New Jersey: A Guide to the State & National ParksОт EverandNew York & New Jersey: A Guide to the State & National ParksОценок пока нет
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensОт EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensОценок пока нет
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoОт EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoРейтинг: 5 из 5 звезд5/5 (1)