Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Unit I - Water Technology PDFДокумент14 страницUnit I - Water Technology PDFaashishОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Engineering Chemistry Semester I Common Branches Water TreatmentДокумент265 страницEngineering Chemistry Semester I Common Branches Water TreatmentAALBIN ALOYSIUSОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- 25 Water Treatment Training Boiler Water TreatmentДокумент94 страницы25 Water Treatment Training Boiler Water TreatmentMohamad Eshra100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Boiler Assessment AnswersДокумент12 страницBoiler Assessment Answers2178-gme39-jaydeepОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- MCQ-Unit-1 - Water Technology-1Документ36 страницMCQ-Unit-1 - Water Technology-1Rohit Ghere100% (3)
- M5M Watertube Boiler ManualДокумент22 страницыM5M Watertube Boiler Manualfauzi endraОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Feedwater System 2Документ45 страницFeedwater System 2ika yuliyani murtiharjonoОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Cipc 2009-010Документ8 страницCipc 2009-010Ralf JonesОценок пока нет
- Index: Bandel Thermal Power Station Project Report 2009-2010Документ46 страницIndex: Bandel Thermal Power Station Project Report 2009-2010Debaditya Nath100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- Boiler Feed Water and Boiler Water - EWT Water TechnologyДокумент2 страницыBoiler Feed Water and Boiler Water - EWT Water TechnologyEdhi SutantoОценок пока нет
- Dow Guide Condensate PolishingДокумент23 страницыDow Guide Condensate PolishingSayan Duangthong50% (2)
- 2013 Agm 3Документ8 страниц2013 Agm 3mini2018Оценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Water (Unit-Iv) : Joginpally B R Engineering CollegeДокумент20 страницWater (Unit-Iv) : Joginpally B R Engineering CollegeAIОценок пока нет
- BR BoilerHouseComponents enДокумент28 страницBR BoilerHouseComponents enJosé Pedro MagalhãesОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Boilers and Thermic Fluid HeatersДокумент54 страницыBoilers and Thermic Fluid HeatersAmit ChauhanОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Sugar Mill Boiler Water Chemistry Best PracticesДокумент8 страницSugar Mill Boiler Water Chemistry Best PracticesSrikanth BammhideОценок пока нет
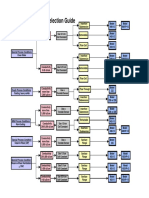
- Guia Selección Sensores de Conductividad RosemountДокумент2 страницыGuia Selección Sensores de Conductividad RosemountCristian JimenezОценок пока нет
- Boiler Safe OperationДокумент9 страницBoiler Safe OperationMARISSA DINLASANОценок пока нет
- Cause of Secondary Reformer Boiler Damage and RepairДокумент11 страницCause of Secondary Reformer Boiler Damage and Repairvaratharajan g rОценок пока нет
- PDS Test KitsДокумент68 страницPDS Test KitsSamarendu TiwariОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Power plant engineering: Rankine cycle improvements and modern coal power plant layoutДокумент74 страницыPower plant engineering: Rankine cycle improvements and modern coal power plant layoutPranesh Ka100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- OISD Standard for Preserving Idle Mechanical EquipmentДокумент28 страницOISD Standard for Preserving Idle Mechanical EquipmentIrfa Garnadi100% (4)
- HDR English ManualДокумент25 страницHDR English ManualPmohamedFazil100% (1)
- Sru Heat ExchangerДокумент29 страницSru Heat ExchangerJordan Young100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- CH-8 Boiler O&mДокумент39 страницCH-8 Boiler O&msusovan59Оценок пока нет
- Water Lecture Series: Scale, Sludge and Caustic EmbrittlementДокумент23 страницыWater Lecture Series: Scale, Sludge and Caustic Embrittlementsayan halderОценок пока нет
- Neepco Project Report-003Документ59 страницNeepco Project Report-00321UPE093 gaurav KumarОценок пока нет
- AFBC Boiler O&MДокумент134 страницыAFBC Boiler O&MVijay Raj87% (15)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Basic Training WTCДокумент244 страницыBasic Training WTCsushant100% (2)
- Achieving Zero Liquid Discharge in SAGD Heavy Oil RecoveryДокумент6 страницAchieving Zero Liquid Discharge in SAGD Heavy Oil RecoveryLuqmanОценок пока нет