Академический Документы
Профессиональный Документы
Культура Документы
Diseño de Liofilizador
Загружено:
Ana MariaАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Diseño de Liofilizador
Загружено:
Ana MariaАвторское право:
Доступные форматы
PROPUESTA DE DISEO DE UN EQUIPO DE LIOFILIZACIN PARA EL
LABORATORIO DE OPERACIONES UNITARIAS.
STELLA ALEJANDRA ARCHILA GARCA
UNIVERSIDAD DE LA SABANA
FACULTAD DE INGENIERA
PROGRAMA DE PRODUCCIN AGROINDUSTRIAL
SANTAF DE BOGOT, D. C.
2002
PROPUESTA DE DISEO DE UN EQUIPO DE LIOFILIZACIN PARA EL
LABORATORIO DE OPERACIONES UNITARIAS.
STELLA ALEJANDRA ARCHILA GARCA
Proyecto de grado para optar al ttulo de
Ingeniero de Produccin Agroindustrial
Director
HCTOR JOS AGUILAR G.
Ingeniero de Produccin Agroindustrial
UNIVERSIDAD DE LA SABANA
FACULTAD DE INGENIERA
PROGRAMA DE PRODUCCIN AGROINDUSTRIAL
SANTAF DE BOGOT, D. C.
2002
A Dios por darme salud y
conocimiento para alcanzar
una de mis ms grandes
metas.
A mis padres por su
dedicacin, por su amor y
abnegacin, de ellos es este
triunfo.
A mis hermanos, abuelita,
tas, primos y amigos quienes
fueron un gran incentivo para
mi, brindndome su ayuda,
apoyo y confianza.
A todos gracias.
Quiero darle gracias a las personas que hicieron parte de este proyecto
aportndole esmero, tiempo y conocimientos:
Ingeniero Fernando Valencia. Gerente FRIGOVAL.
Ingeniero Uldarico Tejada. Gerente INCOLNOX Lda.
Ingeniero Hctor Jos Aguilar. Director de tesis.
Martha Archila Archila.
Nubia del Carmen Garca.
Nubia Mara Cantillo.
RESUMEN
En el presente proyecto se propone el diseo de un liofilizador a escala de planta piloto
para el laboratorio de operaciones unitarias de la Universidad de La Sabana.
El equipo diseado consta de una cmara de liofilizacin con capacidad de 4 Kg de
materia prima, dos condensadores internos, 5 placas intercambiadoras de calor donde
se pondr el producto para su congelacin y suministro de calor para la sublimacin,
una bomba de vaco, un sistema de refrigeracin para los condensadores y para la
congelacin del producto y el sistema de calefaccin.
Finalmente se hizo una comparacin entre los costos que implican la fabricacin
nacional del equipo y su importacin llegando a la conclusin que resulta ms
econmico construirlo.
ABSTRACT
In this project the design of a pilot plant freeze-drier is proposed for the unit operations
laboratory at La Sabana University.
The designed equipment consists of a lyophilization chamber with 4 Kg of raw material
capacity, two internal condensers, 5 heat exchangers plates, where will be put product
on for freezing and supply heat for sublimation, a vacuum pump and a refrigeration
system for the condensers and for the product freezing.
Finally, a comparison was made among the costs that imply the national fabrication of
the equipment and its import, reaching the conclusion that is more economic to build it.
TABLA DE CONTENIDO
pg
INTRODUCCIN.......................................................................................................................... 1
JUSTIFICACIN................................................................................................................2
OBJETIVOS................................................................................................................................... 3
OBJETIVO GENERAL ................................................................................................................. 3
OBJETIVOS ESPECFICOS....................................................................................................... 3
CAPITULO 1................................................................................................................................. 4
REVISIN BIBLIOGRFICA LIOFILIZACIN......................................................................... 4
1.1. INTRODUCCIN Y CARACTERSTICAS....................................................................... 4
1.2. FUNDAMENTOS DE LA LIOFILIZACIN....................................................................... 6
1.3. ETAPAS DE LA LIOFILIZACIN...................................................................................... 8
1.3.1. Pretratamiento del producto............................................................................................ 9
1.3.1.1 Preconcentracin (Crioconcentracin) .................................................................. 9
1.3.1.2 Reduccin de tamao............................................................................................ 10
1.3.2. Precongelacin................................................................................................................ 10
1.3.3. Congelacin..................................................................................................................... 10
1.3.3.1 Congelacin del producto en solucin................................................................. 11
1.3.3.2 Cristalizacin y velocidad de congelacin.......................................................... 11
1.3.3.3 Aplicacin de los diagramas de fase: .................................................................. 11
1.3.4. Vaco................................................................................................................................. 13
1.3.5. Sublimacin o secado primario .................................................................................... 13
1.3.5.1 Proceso de sublimacin......................................................................................... 15
1.3.5.2 Etapas de la sublimacin....................................................................................... 17
1.3.5.3 Importancia del vaco y del condensador durante la sublimacin.................. 17
1.3.5.4 Importancia del calentamiento en la sublimacin............................................. 17
1.3.5.5 Velocidad de sublimacin...................................................................................... 18
1.3.5.6 Efectos sobre la velocidad de sublimacin......................................................... 19
1.3.6. Desorcin o secado secundario................................................................................... 20
1.3.7. Ruptura del vaco............................................................................................................ 23
i
ii
iii
iii
iii
1.4. PROCESOS RELACIONADOS CON LA LIOFILIZACIN......................................... 23
1.4.1. Condensacin.................................................................................................................. 23
1.4.2. Descongelacin............................................................................................................... 24
1.5. COSTO ENERGTICO..................................................................................................... 24
1.6. EQUIPOS............................................................................................................................ 24
1.6.1. Cmara de secado ......................................................................................................... 25
1.6.2. Fuente de calor ............................................................................................................... 25
1.6.3. Condensador ................................................................................................................... 26
1.6.4. Bomba de vaco.............................................................................................................. 26
1.6.5. Medidores de Temperatura y Presin......................................................................... 27
1.7. LIOFILIZADORES INDUSTRIALES................................................................................ 27
CAPITULO 2............................................................................................................................... 29
FACTORES DE DISEO.......................................................................................................... 29
2.1. CONDICIONES TRMICAS Y DE PRESIN............................................................... 29
2.2. CAPACIDAD DEL EQUIPO.............................................................................................. 30
2.3. RESISTENCIA DE LOS MATERIALES.......................................................................... 30
2.4. CORROSIN...................................................................................................................... 30
2.5. ACABADO DE SUPERFICIES........................................................................................ 31
2.6. SISTEMAS, COMPONENTES, FUNCIONAMIENTOS Y CARACTERSTICAS..... 31
2.7. CONTROLES...................................................................................................................... 33
2.8. SEGURIDAD E HIGIENE ................................................................................................. 33
2.9. COSTOS FIJOS................................................................................................................. 33
2.10. OTROS FACTORES....................................................................................................... 33
2.10.1. El producto a liofilizar ................................................................................................... 33
2.10.2. Los locales ..................................................................................................................... 34
2.10.3. El personal..................................................................................................................... 34
2.10.4. Consumo del equipo.................................................................................................... 34
2.10.4.1 Consumo elctrico.............................................................................................. 34
2.10.4.2 Consumo de materias consumibles o de repuestos ..................................... 34
CAPITULO 3............................................................................................................................... 35
PARMETROS PARA EL DISEO......................................................................................... 35
3.1. IDENTIFICACIN DE LAS CARACTERSTICAS DE LOS PRODUCTOS A
PROCESAR................................................................................................................................. 35
3.2. IDENTIFICACIN DE LOS PARMETROS DE OPERACIN.................................. 36
CAPITULO 4 ................................................................................................................................ 38
DISEO DEL EQUIPO DE LIOFILIZACIN.......................................................................... 38
4.1. DISEO DE LA CAMARA DE LIOFILIZACIN............................................................ 38
4.1.1. Material............................................................................................................................. 39
4.1.2. Forma de la Cmara...................................................................................................... 40
4.1.3. Tamao de la Cmara................................................................................................... 41
4.1.4. Forma y espesor de las Tapas de la Cmara............................................................ 46
4.1.5. Espesor de la lmina al interior de la cmara............................................................ 48
4.1.6. Bandejas Contenedoras del Producto......................................................................... 50
4.2. AISLAMIENTO DE LA CMARA..................................................................................... 51
4.3. SISTEMA DE VACIO......................................................................................................... 55
4.3.1. Presin de trabajo................................................................................................... 55
4.3.2. Tiempo para obtener una presin dada.............................................................. 56
4.3.3. Volumen de la cmara........................................................................................... 56
4.4. SISTEMA DE REFRIGERACIN PARA LA CONGELACIN DEL PRODUCTO .. 59
4.4.1. Seleccin del Refrigerante Primario .................................................................... 59
4.4.2. Seleccin del refrigerante secundario ................................................................. 61
4.4.3. Carga de enfriamiento............................................................................................ 64
4.4.3.1. Calor cedido por el producto (Pia) ............................................................. 65
4.4.3.2. Calor cedido por el aire presente en la cmara......................................... 66
4.4.3.3. Calor cedido por las bandejas ...................................................................... 66
4.4.3.4. Calor cedido por las paredes del liofilizador ............................................... 67
4.4.3.5. Calor total cedido............................................................................................ 69
4.4.4. Especificaciones de las placas intercambiadoras de calor para el producto 69
4.4.5 Masa del Refrigerante ............................................................................................ 70
4.4.6. Velocidad del Refrigerante............................................................................................ 71
4.4.7. Rgimen del fluido.......................................................................................................... 72
4.4.8. Clculo de coeficiente de pelcula del tricloroetileno................................................ 73
4.4.9 Clculo del coeficiente de pelcula del tricloroetileno combinado del serpentn a la
Cmara......................................................................................................................................... 74
4.4.10. Coeficiente Global de Transferencia......................................................................... 75
4.4.11. Calor retirado por los intercambiadores.................................................................... 75
4.4.12. Tiempo de enfriamiento del producto.................................................................74
4.4.13. Unidad de Refrigeracin para el enfriamiento de las placas................................ 77
4.5. SISTEMA DE CALEFACCIN DE LAS PLACAS DEL PRODUCTO........................ 78
4.6. SISTEMA DE REFRIGERACIN PARA LOS CONDENSADORES......................... 80
4.6.1. Especificaciones de los condensadores ..................................................................... 80
4.6.2. Unidad de Refrigeracin para el enfriamiento de los condensadores. ................. 82
4.7. SISTEMA DE CONTROL DEL LIOFILIZADOR............................................................ 84
CAPITULO 5 ................................................................................................................................ 86
EVALUACIN DE COSTOS DE LA CONSTRUCCIN DEL EQUIPO DE
LIOFILIZACIN........................................................................................................................... 86
CONCLUSIONES....................................................................................................................... 94
RECOMENDACIONES.............................................................................................................. 95
GLOSARIO .................................................................................................................................. 96
ANEXOS..........................................................................................................................99
BIBLIOGRAFA.......................................................................................................................... 102
LISTA DE TABLAS
pg
Tabla 1. Propiedades trmicas de algunas frutas tropicales y del agua 34
Tabla 2. Parmetros de operacin del liofilizador 35
Tabla 3. Composicin qumica del acero AISI 316 y 304 38
Tabla 4. Propiedades mecnicas del acero inoxidable AISI 316 y 304 39
Tabla 5. Propiedades trmicas del acero inoxidable AISI 316 y 304 39
Tabla 6. Factores que intervienen en el clculo del tamao de la cmara 41
Tabla 7. Clculo del espesor de la lmina de las tapas de la cmara. 46
Tabla 8. Clculo del espesor de la lmina al interior de la cmara. 49
Tabla 9. Conductividad Trmica de algunos Aislantes 51
Tabla 10. Espesor del Aislante 53
Tabla 11. Caractersticas bsicas del poliuretano. 53
Tabla 12. Especificaciones de las bombas de vaco. 56
Tabla 13. Propiedades Fsica y trmicas del tricloroetileno 61
Tabla 14. Carga de refrigeracin 67
Tabla 15. Masa del Tricloroetileno en las placas. 70
Tabla 16. Velocidad del Tricloroetileno 71
Tabla 17. Nmero de Reynolds. 72
Tabla 18. Coeficiente de pelcula del tricloroetileno en las placas. 73
Tabla 19. Coeficiente global de transferencia de calor U 74
Tabla 20. Calor retirado por los intercambiadores de placas 75
Tabla 21. Tiempo de enfriamiento del producto 76
Tabla 22. Tabla de costos de la construccin del equipo 85
Tabla 23. Especificaciones del liofilizador Genesis 2000 SQ. 89
Tabla 24. Comparacin entre los equipos presentes en el mercado y el
propuesto 91
LISTA DE FIGURAS
pg
Figura 1. Diagrama de fases del agua. 7
Figura 2. Etapas de la Liofilizacin 8
Figura 3. Diagrama de fase para la solucin de un compuesto B. 13
Figura 4. Transferencia de calor y de masa durante la sublimacin. (secado
por una cara) 14
Figura 5. Influencia de la presin de trabajo sobre la velocidad de liofilizacin 20
Figura 6. Eliminacin del agua en el secado. 22
Figura 7. Equipo de Liofilizacin 25
Figura 8. Estante: arreglo de placas y bandejas 42
Figura 9. Esquema de la estantera. Dimensiones 43
Figura 10. Dimensiones de las bandejas contenedoras del producto 44
Figura 11. Dimensiones de la cmara de liofilizacin. 44
Figura 12. Profundidad de las tapas de la cmara, h. 45
Figura 13. Diagrama de la Cmara. 47
Figura 14. Bomba de Vaco. 57
Figura 15. Tomas de Vaco. 57
Figura 16. Volumen de las bandejas contenedoras del producto 66
Figura 17. Vista superior de las placas intercambiadoras de calor 69
Figura 18. Placas intercambiadoras de calor (forma de los canales) 69
Figura 19. Ciclo de refrigeracin para el enfriamiento de las placas del
producto. 77
Figura 20. Dimensiones de los condensadores 80
Figura 21. Ciclo de refrigeracin para el enfriamiento de los condensadores. 82
Figura 22. Cmara de liofilizacin marca TERMO- SAVANT RC300. 87
Figura 23. Supermodulo Condensador 220 marca TERMO- SAVANT. 88
Figura 24. Liofilizador Gnesis marca VIRTIS. 88
Figura 25. Secador por bandejas FREZONE MARCA LABCONCO MD. 78060-00 90
LISTA DE ANEXOS
pg
Anexo A. Grfica para hallar el Factor A 98
Anexo B. Grfica para hallar el Factor B 99
Anexo C. Cotizaciones realizadas por empresas especializadas 100
i
INTRODUCCIN
Uno de los problemas que siempre ha preocupado a los investigadores y cientficos, es la
caracterstica que presentan gran nmero de productos biolgicos, qumicos y alimenticios
que, al ser fcilmente desnaturalizables, no permiten su conservacin sin que sus
cualidades originales sean alteradas.
El presente proyecto, por lo tanto, busca ser un aporte para la investigacin de nuevos
procesos y contribuir en el anlisis de mtodos tradicionales para la conservacin de
productos perecederos, presentando una propuesta de diseo de un equipo de liofilizacin
para el Laboratorio de Operaciones Unitarias de la Universidad de La Sabana.
Este equipo podr emplearse como herramienta de experimentacin, y de anlisis de los
fenmenos de transferencia de calor y de masa, en operaciones de refrigeracin y secado,
favoreciendo que los estudiantes conozcan ms a fondo los diferentes principios que rigen
el proceso, as como el funcionamiento de los diferentes sistemas que componen el
equipo. De igual manera, se espera que el desarrollo del presente proyecto constituya una
herramienta valiosa para los investigadores, de tal manera que sea una fuente generadora
de nuevos productos y nuevas tecnologas aplicables a la agroindustria.
Con el fin de establecer a futuro una comparacin entre los mtodos de conservacin
basados en la reduccin de la actividad de agua, este proyecto se enfocar en el diseo de
un equipo para la liofilizacin a escala de planta piloto de productos agroindustriales,
proporcionando la posibilidad de variar los parmetros que rigen la operacin como son la
temperatura y la presin dentro de la cmara.
La ejecucin del proyecto se basa principalmente en la aplicacin de los principios tericos
en reas como resistencia de materiales, termodinmica, transferencia de calor y
transferencia de masa; as como tambin en las investigaciones realizadas sobre equipos
existentes, consultas y comparacin de costos de equipos importados y asesora de
ingenieros especializados en refrigeracin industrial.
En el desarrollo del presente trabajo, se detallan las especificaciones de cada uno de los
componentes que conforman el liofilizador, y se justifica su diseo y seleccin segn los
requerimientos de la operacin. El diseo y los clculos de los sistemas componentes del
equipo se ajustan adecuadamente con el fin de que todos los dispositivos que se utilicen se
encuentren estandarizados, de manera que comercialmente sean fciles de adquirir.
Al finalizar el diseo se presentan los costos de construccin y comparacin con algunos
equipos de caractersticas similares existentes en el mercado. Posteriormente se
presentan las recomendaciones necesarias para la correcta construccin, puesta en
marcha, implementacin y automatizacin del equipo.
ii
JUSTIFICACIN
Dentro de las lneas de investigacin del programa de Ingeniera de Produccin
Agroindustrial, la correspondiente a SECADO es una de las que actualmente se
encuentra ms adelantada por los trabajos realizados en el estudio de las operaciones
de secado por aire caliente y deshidratacin osmtica. Lo que se pretende ahora es
profundizar con otra operacin de deshidratacin que proporciona caractersticas
diferentes al producto final y que permitir contrastar los diferentes parmetros
estudiados en las otras operaciones.
El diseo del equipo es la parte inicial del proyecto de investigacin DISEO, PUESTA
EN MARCHA Y CONTROL DE PARMETROS DE OPERACIN DE UN EQUIPO DE
LIOFILIZACIN, PARA COMPARAR LOS EFECTOS EN EL PROCESAMIENTO Y
CONSERVACIN DE FRUTAS TROPICALES, CON RESPECTO A OTRAS
OPERACIONES DE DESHIDRATACIN, aprobado para su realizacin al interior del
programa de Produccin Agroindustrial, con recursos del Fondo Patrimonial Especial.
El propsito general es poder complementar los equipos que conforman el laboratorio
de operaciones unitarias y que permiten, principalmente, estudiar los fenmenos de
transferencia de calor y transferencia de masa relacionados con los procesos de
deshidratacin, los cuales constituyen una parte esencial de la formacin por
fundamentos del ingeniero de produccin agroindustrial. Posteriormente, el estudio del
equipo permitir la profundizacin en una operacin de alta tecnologa, presente en la
industria agroalimentaria. En conjunto, este proyecto apoyar la docencia del programa
y permitir continuar con trabajos en la lnea de investigacin en secado.
OBJETIVOS
OBJETIVO GENERAL
Plantear el diseo detallado de un equipo de liofilizacin para el Laboratorio de
Operaciones Unitarias de La Universidad de La Sabana.
OBJETIVOS ESPECFICOS
1) Realizar una recopilacin bibliogrfica bsica en cuanto las caractersticas, tanto
de la operacin de liofilizacin como del equipo necesario para llevarla a cabo.
2) Comparar entre si, con base en la informacin disponible, las caractersticas de
los equipos para laboratorio y a nivel de planta piloto e industrial, que se
encuentran en el mercado.
3) Identificar los parmetros que controlan el proceso y definir los rangos de trabajo
para cada uno de estos, teniendo en cuenta que se van a procesar materiales
agroindustriales, principalmente frutas tropicales.
4) Elaborar la propuesta de diseo detallada, de cada uno de los componentes del
equipo.
5) Evaluar el costo de la construccin del equipo de liofilizacin.
4
CAPITULO 1
REVISIN BIBLIOGRFICA
LIOFILIZACIN
1.1. INTRODUCCIN Y CARACTERSTICAS
La liofilizacin es un proceso que consiste en deshidratar un producto previamente
congelado, logrndose la sublimacin del hielo a baja presin, de una solucin,
suspensin o coloide, generalmente acuosos.
En este mtodo el producto se deseca congelndolo primero y sublimando despus el
hielo desde el estado congelado (BRENNAN, 1980). La sublimacin se realiza creando
un gradiente de presin de vapor entre el entorno inmediato al producto y el frente de
hielo del interior del producto.
La completa desecacin tiene lugar en tres fases (BRENNAN, 1980). Inicialmente,
mediante la congelacin, se separa el agua de los componentes hidratados del
producto mediante la formacin de cristales de hielo o mezclas eutcticas.
Subsiguientemente, al sublimar estos cristales, se elimina el agua del seno del
producto. Cuando se ha eliminado todo el hielo, los slidos remanentes todava
tendrn una cantidad de agua absorbida en el interior de la estructura de sus
componentes. Este agua residual se elimina por evaporacin.
Este tipo de secado se introdujo inicialmente a gran escala en la dcada de 1940 para
la produccin de plasma seco y productos de sangre (REY, 1975). Despus,
antibiticos y materiales biolgicos se prepararon a escala industrial por liofilizacin.
Enfriando y congelando el sistema a liofilizar, manteniendo un alto vaco y una
velocidad adecuada en el suministro de calor, se pueden tener las condiciones
necesarias para que el agua exista slo en las fases hielo-vapor. En tales
circunstancias la deshidratacin se produce en la fase hielo, que se retrae
constantemente dentro del sistema. El volumen final de slido es prcticamente igual al
de la solucin inicial congelada, obtenindose, debido a ello, que el producto seco sea
poroso, de gran superficie de contacto y de fcil rehidratacin.
Revisin Bibliogrfica: Liofilizacin 5
Esta operacin de secado ofrece las mximas garantas de calidad en lo que se refiere
a la conservacin de las cualidades organolpticas y nutritivas si se aplica a alimentos,
o farmacolgicas si se aplica a productos medicinales.
Las temperaturas bajas a las que se efecta el proceso, inhiben las reacciones
bioqumicas, bacterianas y enzimticas. El fro producido en la primera etapa de
congelacin permite desde un principio bloquear estos procesos biolgicos de
degradacin. En la segunda etapa, que consiste en la sublimacin del agua que se
efecta a baja presin, se evita llegar tambin a temperaturas altas para ciertos
productos, impidiendo la prdida de los caracteres antes mencionados.
Las ventajas de la liofilizacin se pueden resumir as (NIO, 1977);
a. Como la deshidratacin se realiza a temperaturas inferiores a 0C se evita la
accin nociva del calor sobre sustancias nutritivas y aromticas, se disminuye
la rata de reacciones qumicas y enzimticas las cuales afectan las
propiedades organolpticas del producto y adems las protenas no se
desnaturalizan, inalterando sus propiedades fsicas, qumicas y biolgicas.
b. Al sublimarse el hielo deja tras de s una estructura porosa y seca que permite
una fcil rehidratacin del producto original.
c. Los productos retienen sus propiedades y compuestos originales; por
ejemplo, la actividad enzimtica y compuestos voltiles respectivamente.
d. El producto liofilizado puede almacenarse durante mucho tiempo.
e. Los productos finales son muy livianos, lo que trae como mejora, la facilidad
de transporte y almacenamiento.
La liofilizacin se ha mostrado como un mtodo efectivo para ampliar la vida media de
los alimentos y tiene dos caractersticas importantes (BARBOSA, 2000):
1. Virtual ausencia de aire durante el proceso. La ausencia del aire y la baja
temperatura previene el deterioro debido a la oxidacin o las modificaciones
del producto.
2. Secado a una temperatura inferior a la del ambiente: Los productos que se
descomponen o sufren cambios en su estructura, textura, apariencia y/o
aromas, como consecuencia de temperaturas altas, puede secarse en vaco
con un dao mnimo.
Los productos liofilizados que han sido adecuadamente empacados pueden ser
almacenados durante tiempos ilimitados, reteniendo la mayora de propiedades fsicas,
qumicas, biolgicas y sensoriales de su estado fresco; adems, reduce las prdidas de
calidad debido a las reacciones de pardeamiento enzimtico y no enzimtico. Sin
embargo, la oxidacin de lpidos, inducidas por los bajos niveles de humedad
conseguidos durante el secado, es superior en los productos liofilizados. Esta
oxidacin lipdica puede controlarse con envasados en paquetes impermeables al paso
del oxgeno. El pardeamiento no enzimtico apenas ocurre durante el secado, ya que
la reduccin de la humedad del producto en el proceso es casi instantnea. El uso de
bajas temperaturas, tambin reduce la desnaturalizacin de protenas en este tipo de
secado.
Revisin Bibliogrfica: Liofilizacin 6
Los productos liofilizados pueden volver a su forma y estructura original por adicin de
agua. La estructura esponjosa del producto liofilizado permite una rpida rehidratacin
del mismo. La caractersticas del producto rehidratado son anlogas a las que posea
el producto fresco. La porosidad de los productos liofilizados permite una rehidratacin
mucho ms completa y rpida que la de alimentos secados con aire.
Una de las mayores desventajas de la liofilizacin son los costos energticos y los
largos perodos de secado.
Algunos de los productos comerciales obtenidos por liofilizacin son extractos (de caf y
t), verduras, frutas, carnes y pescado. Estos productos son ligeros, Poseen de un
10% a 15% del peso original y no requieren refrigeracin; incluso se puede llegar a
obtener productos con humedad inferior al 2%. Carnes, pescado y pollo, se pueden
secar sin que el producto quede aplastado o desmenuzado (BARBOSA, 2000).
1.2. FUNDAMENTOS DE LA LIOFILIZACIN
Existe un punto crtico de temperatura y presin, en la cual la transformacin de gas en
lquido y viceversa es instantnea. Igualmente sucede con el agua en estado slido, es
decir, con el hielo. El hielo sublima a una temperatura inferior de 0.01C y a una
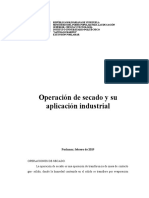
presin inferior de 6.09mbar (FERNNDEZ, 1998), tal como se muestra en el diagrama
de fases del agua en la Figura 1.
Al someter hielo a una presin inferior a la presin mxima del vapor de agua, el hielo
sublima y se transforma directamente en vapor sin pasar por su fase lquida. En esto
radica la gran ventaja de la liofilizacin. Se congela el agua contenida en los productos
y despus se elimina por sublimacin, con lo cual solo se extrae el agua en forma de
vapor, pero no las sustancias que aquella contena, puesto que stas, al no ser lquidas,
no se evaporan. El producto as obtenido exento de agua, es un polvo fino en el que
estn concentradas todas las sustancias que lo integran y que puede conservarse a
temperaturas normales, e incluso de hasta 40-50C, sin ninguna precaucin especial,
simplemente mantenindolo cerrado, al vaco o con gas neutro, a fin de evitar su
contacto con la humedad ambiente.
La eliminacin del agua constituyente del producto se realiza desde el estado
congelado. Es suficiente con efectuar un alto vaco en la cmara donde se encuentra la
sustancia congelada, disponer de una fuente de fro (condensador) donde se depositar
el hielo sublimado y calentar el producto a medida que la sublimacin del hielo tienda a
bajar demasiado su temperatura (calor latente de sublimacin del hielo).
Es necesario seguir la operacin haciendo variar los factores presin, temperatura del
condensador, y temperatura del producto a deshidratar, en funcin uno de los otros. En
efecto, las condiciones para efectuar la sublimacin, dependen de la creacin y
manutencin de una diferencia de presin de vapor del hielo o masa congelada y del
ambiente circundante. Este gradiente de presin de vapor origina el flujo constante de
las molculas de agua desde la masa hacia el ambiente; dicho gradiente se puede
establecer en la prctica operando con presiones del orden de 0.1mm Hg.
Revisin Bibliogrfica: Liofilizacin 7
Diagrama P-T del agua
1.00E-05
1.00E-04
1.00E-03
1.00E-02
1.00E-01
1.00E+00
1.00E+01
1.00E+02
1.00E+03
-120 -100 -80 -60 -40 -20 0 20 40 60 80 100
Temperatura (C)
P
r
e
s
i
n
d
e
v
a
p
o
r
d
e
a
g
u
a
(
m
b
a
r
)
SOLIDO
LQUIDO
VAPOR
Fusin
Evaporacin
Sublimacin
Punto triple
(0.01C, 6.09mbar)
Figura 1. Diagrama de fases del agua.
FUENTE: FERNNDEZ, LIOFILIZACIN DE PRODUCTOS FARMACUTICOS. 1998,19.
Simultneamente, con la creacin de este gradiente de presin es necesario suplir el
calor latente de sublimacin del hielo a la temperatura a que se efecta el cambio de
estado, de modo de mantener una cierta velocidad de sublimacin. Dicho calor, sin
embargo, no debe llegar a fundir el hielo, lo cual destruir la masa porosa, por otra
parte, la fusin del hielo ocasionara la modificacin de la forma y volumen del producto
procesado. Como norma general se trata que la temperatura a que se mantiene el
producto congelado sea lo ms alto posible. El lmite ms bajo de temperatura de
congelacin es aquel en que la presin de vapor de hielo sea igual a la presin de
vapor del sistema. En la prctica esta temperatura debe ser algo mayor, para
establecer el gradiente de presin. La manutencin de la velocidad de deshidratacin
Revisin Bibliogrfica: Liofilizacin 8
as mismo las condiciones en las que se desenvuelve la sublimacin dependen en alto
grado del suministro de calor a la masa congelada.
Una vez sublimada el agua del sistema congelado, queda todava agua adsorbida en
las estructuras internas del producto. La eliminacin de esta humedad residual es parte
importante del proceso, constituyendo la fase llamada desorcin.
1.3. ETAPAS DE LA LIOFILIZACIN
Tal como se mencion anteriormente el proceso de liofilizacin consta de dos etapas
principales: Congelacin y secado. La etapa de secado se realiza generalmente a
presiones bajas para permitir la sublimacin del hielo, segn el diagrama de fases del
agua que se presenta en la Figura 1.
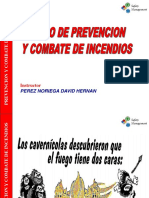
La figura 2 es la representacin grfica de las diferentes etapas de la liofilizacin.
Figura 2. Etapas de la Liofilizacin
FUENTE: RAMREZ, REFRIGERACIN ,1994, 410.
En la liofilizacin se deben considerar tres variables de diseo importante (BARBOSA,
2000): (1) el vaco en el interior de la cmara de secado, (2) el flujo de energa aplicado
al alimento, y (3) la temperatura del condensador. La velocidad inicial de secado es alta
ya que la resistencia a los flujos de masa y energa, es pequea. Sin embargo se
Revisin Bibliogrfica: Liofilizacin 9
acumula una pequea capa seca y porosa alrededor del producto congelado que hace
decaer la velocidad del secado a medida que avanza este. Esta capa sirve de aislante
y afecta la transmisin de calor hacia el frente de hielo. Adems, la transferencia de
materia desde el frente de hielo se reduce a medida que el espesor de la capa seca
aumenta. Ello es debido a la reduccin de la difusin desde la interfase de sublimacin
hacia la superficie del producto.
Especficamente, la liofilizacin de cualquier producto consta de las siguientes etapas.
Pretratamiento del producto
Precongelacin
Congelacin
Vaco
Sublimacin
Desorcin
Ruptura del vaco
Acondicionamiento final
1.3.1. Pretratamiento del producto
El pretratamiento consiste en darle un manejo al producto antes a ser liofilizado con el
fin de reducir el tiempo de secado y aumentar la eficiencia del proceso.
El procesamiento previo puede ser por reduccin de tamao si el producto es slido, o
una preconcentracin si es lquido.
1.3.1.1 Preconcentracin
La preconcentracin del producto antes de la congelacin y secado es una
consideracin importante para reducir el tiempo de secado y aumentar la eficiencia del
proceso, por lo tanto para un producto lquido existe el inters de que la cantidad de
agua a eliminar sea mnima. Por ejemplo, un extracto de caf o de zumo de fruta
puede ser sometido a crioconcentracin. En cualquier caso, la tcnica de
concentracin escogida debe ser suave con el fin de que el producto que se introducir
en el liofilizador sea de calidad satisfactoria. Si esta calidad no se obtiene, sera
absurdo secar un producto mediante una tcnica tan costosa como la liofilizacin, que
a pesar de su modo de actuacin no permite obtener un producto de mejor calidad que
el inicial.
A la eliminacin de agua de los alimentos antes de someterlos a un proceso formal de
secado se le denomina preconcentracin. El agua se puede eliminar en forma slida
como hielo, en forma lquida mediante smosis inversa, o como gas en forma de vapor
mediante evaporacin. En el caso de la liofilizacin, la crioconcentracin es la
operacin ms compatible ya que la baja temperatura de procesado la hace adecuada
para la concentracin de alimentos sensibles al calor. Se pueden conseguir niveles de
concentracin del 40% al 55% en peso (BARBOSA, 2000).
Revisin Bibliogrfica: Liofilizacin 10
1.3.1.2 Reduccin de tamao
En caso de tratarse de un producto slido, puede disminuirse el tiempo de secado
dividiendo su volumen (cortado, raspado, triturado, etc.) con el fin de aumentar la
superficie de transferencia. Se debe reducir a un tamao que presente la mayor
superficie y tenga el mnimo espesor, con el fin de que facilite la trasmisin del calor y
la salida del vapor de agua, separando las grasas que dificulten su paso.
Los pescados y carnes se filetean o cortan en rebanadas de poco espesor; las frutas se
cortan en rodajas o se trituran formando masas pastosas. En algunos casos, como
pltanos, se pelan y liofilizan enteros o cortados (RAMREZ, 1994).
1.3.2. Precongelacin
La precongelacin se utiliza para reducir el tiempo del ciclo de liofilizacin. Una vez que
el producto es congelado, las condiciones de congelacin se mantienen mediante un
sistema de refrigeracin hasta que el producto est listo para el secado. Los sistemas
de congelacin se clasifican en dos grupos: sistemas de contacto directo y de contacto
indirecto (BAGRBOSA, 2000).
1.3.3. Congelacin
La temperatura y el tiempo de congelacin de productos alimentarios son funcin de los
solutos que contienen. La temperatura de congelacin para el agua pura permanece
constante en el punto de congelacin hasta que el agua se ha congelado. Para los
alimentos, la temperatura de congelacin es ms baja que para el agua pura, ya que los
solutos del agua no congelada se van concentrando y la temperatura de congelacin
va disminuyendo continuamente hasta que la solucin queda congelada. Al final de la
congelacin la masa entera del producto se ha convertido en rgida, formando un
eutctico, que consiste en cristales de hielo y componentes del alimento. Se requiere
llegar al estado eutctico para asegurar la eliminacin de agua slo por sublimacin y
no por combinacin de sublimacin y evaporacin. Se debe evitar una fusin y una
inadecuada congelacin, ya que la formacin de sustancias porosas y gomosas
apareceran en el producto final. El punto de congelacin debe encontrarse ligeramente
por debajo de la temperatura eutctica del producto, para que ste se halle
completamente solidificado.
La permeabilidad de la superficie congelada, puede verse afectada por la migracin de
componentes solubles durante la etapa de congelacin. Sin embargo, la eliminacin de
la fina capa de la superficie del producto congelado, o la congelacin bajo condiciones
que inhiban la separacin de la fase de concentrado, da lugar a mejores condiciones
de secado.
Las temperaturas finales de congelacin son muy variadas, dependiendo de cada
producto. Normalmente oscilan entre 20C y 70C (RAMREZ, 1994)
Revisin Bibliogrfica: Liofilizacin 11
1.3.3.1. Congelacin del producto en solucin
Durante la congelacin de una solucin acuosa binaria diluida consistente de un soluto
en agua, el hielo puro se separa y la solucin residual (fluido intersticial), se vuelve ms
concentrado con respecto al soluto, hasta que se forma una composicin en la cual el
agua y el soluto solidifican. La temperatura a la cual ocurre la solidificacin final se le
llama Temperatura eutctica y la composicin correspondiente de la solucin
concentrada, antes mencionada, se la llama composicin eutctica.
La temperatura eutctica es la ms baja a la cual el material no congelado existe en
equilibrio con el material congelado.
En un ciclo normal de liofilizacin, el material se enfra hasta el rededor de 5 -10C
(FERNNDEZ, 1998) por debajo del punto eutctico y se mantiene a esta temperatura
por lo menos dos o tres horas con el objeto de asegurar la completa solidificacin,
elevando despus la temperatura hasta la temperatura de secado (sublimacin), y en
esta etapa es importante que el agua est completamente congelada.
En el conocimiento acerca de los diagramas de fase es muy importante saber la
posicin del punto o rango eutctico y descubrir las fases metaestables.
1.3.3.2. Cristalizacin y velocidad de congelacin
Un factor importante a considerar antes de la etapa del secado primario es el grado de
cristalizacin del agua, la fraccin del agua que cristaliza como hielo en el material. En
caso extremo, cuando el grado de cristalizacin es cero, el producto no puede ser
liofilizado realmente. En este caso, la cristalizacin del agua metaestable puede ser
inducida por tratamiento trmico, mencionado en el punto 1.3.3.2 (c). Conforme los
cristales de hielo van sublimando se van formando capilares en forma de largos poros
en la masa congelada. A travs de stos poros el agua cristalizada de las capas ms
profundas de la cama va escapando hacia fuera por sublimacin. La congelacin lenta
produce cristales grandes, y la congelacin rpida produce cristales pequeos. Una
velocidad de congelacin se elige, a menudo, para proteger clulas de posible dao
mecnico, previniendo el crecimiento de cristales. Sin embargo, las relaciones
detalladas entre la velocidad de congelacin empleada y el resultado de
actividad/sobrevivencia biolgicas, puede ser muy complicado y debe ser determinado
en esa nueva composicin. En varios casos deben encontrarse velocidades optimas de
congelacin, tomando lineamientos de las referencias de la literatura. Puede decirse
que tanto altas como bajas velocidades de congelacin deben evitarse, cuando se trata
de liofilizar suspensiones de clulas. Por otra parte el tamao de los cristales de hielo
no depende nicamente de la velocidad de congelacin, sino tambin intervienen: la
composicin del producto y la viscosidad de la solucin acuosa.
1.3.3.3. Aplicacin de los diagramas de fase:
La construccin de los diagramas de fase est basada en la regla de fase de Gibbs:
2 + r N F (FERNNDEZ, 1998)
Revisin Bibliogrfica: Liofilizacin 12
Figura 3. Diagrama de fase para la solucin de un compuesto B.
FUENTE: JENNINGS. INSIGHT JOURNAL. Vol. 1. No10. 1998.
donde:
N = Nmero de componentes.
r = Nmero de fases.
F = Nmero de grados libertad, representa el nmero de variables intensivas.
(ejemplo; temperatura, presin y concentracin)
El punto eutctico, E, se representa en el diagrama de fase de la figura 3 y segn la
ecuacin es cuando F= 0. En una solucin de dos componentes, agua y un compuesto
B, el punto eutctico ser cuando estn presentes las cuatro fases; solucin, solucin +
hielo, slido B + solucin saturada, slido B + hielo. As que mientras estn presentes
las cuatro fases, el sistema permanecer en el punto eutctico. La temperatura
Eutctica T(e), es aquella temperatura en la que estn presentes todas las fases. La
lnea del diagrama de la figura 3 definida entre T(1) y T(e) (donde la concentracin de B
est entre el rango 0% y Y%), representa la depresin del punto de congelacin por el
aumento de la concentracin de B. La solubilidad de B como funcin de la temperatura
est representada por la lnea de T(e) a T(1), donde la concentracin de B va de Y% a
100%. La interseccin de estas dos lneas da el punto E, donde la solucin tiene una
composicin de agua del X% y de B del Y%, donde se define la temperatura Eutctica
T(e).
Para un sistema de n componentes., el nmero de fases en el punto etutctico ser
de n+2. Entonces para una formulacin que comprende de 5 componentes, las 7 fases
tendrn que estar presentes para tener el punto eutctico. La composicin de la
solucin en el punto E debe permanecer constante a lo largo del proceso de
congelacin. Si la composicin de la solucin del punto E no permanece constante o
uno de los componentes no esta en la solucin, entonces el punto eutctico no es
representativo de la formulacin.
Revisin Bibliogrfica: Liofilizacin 13
1.3.4. Vaco
La sublimacin del hielo slo puede realizarse cuando la presin de vapor del aire
dentro de la cmara de liofilizacin es inferior a la presin del vapor del agua encima del
producto.
Tan pronto el vaco en la cmara alcanza la presin propicia, el hielo empieza a
sublimarse. A medida que la presin disminuye en la cmara la sublimacin se
acenta, pero se ha comprobado experimentalmente que sta aceleracin no es
indefinida y que la velocidad mxima se alcanza cuando el vaco de la cmara llega al
50% de la presin de vapor encima del producto (INSTITUT INTERNATIONAL DU
FROID, 1973).
No es necesario tener un vaco muy avanzado durante el perodo de sublimacin,
porque, por debajo del limite que se ha definido, de una parte el vaco no aporta
ninguna mejora en la rapidez de evaporacin del producto y de otra parte, el vaco
demasiado profundo se vuelve un obstculo importante en la transferencia
indispensable de calor de la placa calentadora hacia el producto.
La accin de vaco no es rigurosamente obligatoria: Puede liofilizarse a presin
atmosfrica mediante corriente de aire o de nitrgeno fro, con la condicin de que la
presin parcial del agua en el gas sea inferior a la presin de vapor de hielo. En este
caso, la liofilizacin ya no puede compararse a un proceso de deshidratacin por
evaporacin, sino a un proceso por arrastre. Sin embargo, el vaco tiene como objetivo
disminuir los riesgo de fusin del hielo y acelerar el secado si el mecanismo limitante es
la difusin de vapor a travs de la masa del producto. Si el mecanismo limitante es la
transferencia de calor interno como ocurre a menudo, al menos al principio de la
liofilizacin, es interesante trabajar a temperaturas de sublimacin bajas y por lo tanto a
bajas presiones, del orden de 0.3 a 1 Torr o incluso netamente ms bajas (KING, 1971).
1.3.5. Sublimacin o secado primario
Durante el proceso de liofilizacin, se pueden distinguir dos etapas de secado. La
primera de ellas es la sublimacin del hielo bajo vaco. El hielo sublima cuando se
suministra la energa correspondiente al calor latente debido a la baja presin en la
cmara de secado, el vapor de agua generado en interfase de sublimacin es eliminado
a travs de los poros. El condensador previene el retorno del vapor de agua hacia el
producto. La fuerza impulsora de la sublimacin es la diferencia de presin entre la
presin del vapor de agua en la interfase del hielo y la presin parcial del vapor de agua
en la cmara de secado. La energa para la sublimacin del hielo (calor latente) es
suministrada por radiacin o conduccin a travs del producto congelado, o por
irradiacin con microondas de las molculas de agua.
Los fenmenos de transferencia de materia y calor durante la liofilizacin se puede
resumir en trminos de difusin de vapor de agua del frente de sublimacin y radiacin
y conduccin de calor de la placa radiante (FRANCO, 1983).
La Figura 4 representa una placa de producto en la que la sublimacin tiene lugar en
una sola direccin del espacio. A lo largo del tiempo, progresa la capa ya seca en
Revisin Bibliogrfica: Liofilizacin 14
disminucin de la capa todava congelada. El lmite entre las dos capas se denomina
frente de sublimacin. Una fuente de calor provoca la sublimacin, que es un
fenmeno endotrmico. Por lo tanto, como en todo proceso de eliminacin de agua por
va trmica se est produciendo simultneamente transferencia de calor y transferencia
de materia. En la liofilizacin, las transferencias limitantes siempre son las internas, de
modo que nicamente se consideran stas, cuando el equipo est bien diseado.
Figura 4. Transferencia de calor y de masa durante la sublimacin. (secado por una cara)
FUENTE: MAFART, INGENIERA INDUSTRIAL ALIMENTARA. 1994, 245.
La transferencia interna de calor por conduccin se escribe, de acuerdo con MAFART
(1994):
( )
x s
T T
x
KA
Q
.
.
Q = Flujo de calor
K = Conductividad trmica del producto
A = Superficie de la placa del producto
x = Posicin del frente de sublimacin
T
s
= Temperatura de la superficie del producto
T
x
= Temperatura en el frente de sublimacin
Si el proceso ocurre en estado estacionario a velocidad de sublimacin constante, el
caudal de evaporacin
.
G es tal que:
. .
G Q
= Calor latente de sublimacin.
Por lo tanto,
Revisin Bibliogrfica: Liofilizacin 15
X
T T K
G
X S
) (
.
En cuanto a la transferencia interna de masa, los mecanismos ms habitualmente
considerados son la difusin molecular y la difusin del vapor. En la difusin molecular,
se trata de un verdadero transporte de masa, segn la ley de Fick, se escribe:
( )
S X
X
P P
RT
DA
G
.
D = Difusividad del producto.
R = Constante de los gases ideales.
P
s
= Presin parcial del agua en la superficie del producto.
P
x
= Presin parcial del agua en el frente de congelacin.
En la difusin de vapor, se trata de un transporte de cantidad de movimiento que sigue
la ley de Darcy y se escribe:
( )
S X
P P
x
pA
G
.
p = Permeabilidad del producto
P
s
= Presin total en la superficie del producto
P
x
= Presin total en el frente de congelacin
Por regla general, conductividad trmica y permeabilidad varan en sentido inverso: si
se refiere a un producto compacto del tipo de una pasta, la conductividad trmica es
elevada, pero la estructura del producto har que la difusin del vapor sea difcil. Por el
contrario, en el caso de un producto poroso o granuloso, la permeabilidad a la difusin
de vapor ser excelente, pero la conductividad trmica ser muy baja.
Si se trata de un producto del primer tipo se tendr un dbil gradiente de temperatura,
pero elevado gradiente de presin, que repercutir sobre P
x
, ya que P
s
es constante y
depende del vaco realizado por la bomba. En este caso, existe el riesgo de que se
produzca fusin del hielo y ebullicin a nivel del frente de sublimacin. Para evitarlo, la
nica manera de evitar el gradiente de presin es trabajar en capas de poco grosor.
Si por el contrario se trata de un producto permeable pero trmicamente aislante, la
capa seca ejerce el papel de pantalla trmica de modo que el gradiente de temperatura
ser elevado, con el consiguiente riesgo de quemadura del producto en superficie. En
este caso es preferible regular la fuente de calor colocando la termocupla en la
superficie del producto.
1.3.5.1. Proceso de sublimacin
Al establecer las condiciones necesarias para iniciar la sublimacin, el vapor de agua se
separa primeramente de la superficie congelada del hielo puro, luego ms lentamente
del interior de la masa y de las soluciones congeladas despus, por cuanto stas
ltimas tiene menor presin de vapor que el hielo puro.
Revisin Bibliogrfica: Liofilizacin 16
Durante el secado primario (sublimacin), el solvente (vapor) es extrado directamente
del material (congelado).
Casi invariablemente, se usa agua como solvente; el hielo nicamente se sublima por
debajo del punto triple del agua (0.001C y 6.09mbar) (NOYES, 1968). El secado
empieza siempre por la parte superior del material congelado (cuando se trata de
masas congeladas en recipientes tales como ampolletas o viales), o bien de la
superficie exterior (cuando la masa est en forma esfrica u otra semejante). En los
lugares en donde sublima el hielo se forman pequeos orificios que no se perciben
fcilmente a primera vista.
A travs de estos pequeos orificios, el agua en forma de vapor escapa de las capas
cada vez ms bajas o profundas de la masa congelada. El grosor o espesor de la capa
seca, aumenta gradualmente durante el proceso de secado y el vapor de agua
experimenta un aumento de resistencia a escapar en la capa seca. De este modo, la
velocidad de sublimacin va disminuyendo durante el proceso. En general el flujo de
vapor de agua, se impide por dos tipos de resistencia, a saber (FERNNDEZ, 1998):
Resistencia de la capa de producto seco.
Resistencia de la cmara de liofilizacin (debido a su diseo geomtrico
especfico).
El suministro de calor al nivel de sublimacin es un factor determinante para lograr
una velocidad ptima en esta etapa del proceso. La temperatura de sublimacin debe
alcanzarse, tan alto como sea posible, sin permitir la fusin de la masa congelada, a
modo de obtener la mayor diferencia de temperatura, as como la mxima diferencia de
presin de vapor de agua entre el producto y el condensador de hielo cuya posicin se
encuentra alejada lo ms posible del producto en proceso, denominada fuerza
impulsora de sublimacin.
De este modo, se lleva a cabo un transporte de masa y calor: La transferencia de calor
se realiza de la bandeja al producto congelado y la transferencia de masa (vapor de
agua), del producto congelado al condensador. Este proceso consume una gran
cantidad de energa. Para sublimar 1Kg de hielo se consumen 680 Kcal
(FERNNDEZ, 1998).
El calor se aplica durante esta fase para suministrar el calor latente de sublimacin y
de este modo mantener la velocidad de secado.
La capa seca se enfra al escapar el vapor de agua (pues consume calor latente de
sublimacin), hasta que el hielo ha sido sublimado completamente de la bandeja. Si el
proceso de sublimacin se detiene demasiado pronto antes de que todo el hielo haya
sublimado, la matriz puede sufrir colapso cuando el vaco se interrumpe.
El punto final de sublimacin y la iniciacin del secado secundario puede apreciarse
automticamente por medio de la mediciones de presin baromtrica, con el uso de un
dispositivo microprocesador.
Cuando la sublimacin termina generalmente es necesario iniciar el secado secundario
para disminuir el contenido de humedad residual de la pasta liofilizada.
Revisin Bibliogrfica: Liofilizacin 17
1.3.5.2 Etapas de la sublimacin
Se puede decir que esta operacin se realiza en forma esquemtica, en dos etapas
(WEIR, 1960):
a. Primera etapa: Representa la sublimacin del hielo superficial que se realiza a la
mxima velocidad de evacuacin del vapor de agua.
La duracin de esta etapa depende de la cantidad de hielo superficial, de la
temperatura superficial del producto, de la presin absoluta de la cmara, de la
capacidad de evacuacin del sistema vaco y de la transferencia de calor.
b. Segunda etapa: se caracteriza porque la velocidad de sublimacin es menor, y
ya no es superficial. La fase hielo se va reduciendo hacia el interior de la masa del
producto, al tiempo que la capa deshidratada porosa y aislante, va aumentando de
espesor.
La mxima transferencia de calor compatible con la sensibilidad superficial del producto
deshidratado y la no fusin del producto congelado, regula en esta etapa la velocidad
de sublimacin.
La sublimacin del hielo y su condensacin, se prolongara indefinidamente si no se
restituyera al producto a liofilizar las caloras utilizadas por la sublimacin del hielo. El
producto congelado se enfra an ms ya que con la evaporacin del agua, la
temperatura del sistema disminuira (calor latente de sublimacin). Es entonces
necesario suministrar calor al sistema a liofilizar.
1.3.5.3 Importancia del vaco y del condensador durante la sublimacin
El hielo sublima y el vapor de agua es eliminado por succin por el vaco producido y
nuevamente congelado sobre un condensador refrigerado, o bien eliminndolo con
trampas de absorcin. De este modo el vaco tiene por misin disminuir la presin de
los gases incondensables, generalmente aire, a fin de facilitar la transferencia de vapor
de agua, pero son el condensador o los eyectores, los que eliminan constantemente el
enorme volumen de vapor de agua emitido por el producto.
1.3.5.4 Importancia del calentamiento en la sublimacin
Un calentamiento excesivo trae el riesgo de producir una fusin parcial o total del
producto congelado. Puede entonces producirse muy graves alteraciones y
eventualmente una ebullicin desordenada bajo vaco (fenmeno conocido como
puffing) produciendo la prdida del producto procesado. El aporte calrico queda
determinado por la mxima temperatura que no produce peligro de fusin.
El control de calentamiento representa la parte ms delicada de la operacin y
demandara la verificacin permanente de las temperaturas, a riesgo de producirse el
puffing, que por otra parte adems de dar lugar a las prdidas de producto, puede
ocasionar alteraciones qumicas irreversibles. Es necesario determinar las zonas de
temperaturas dentro de la cual se puede operar con seguridad y con cierta fluidez.
Revisin Bibliogrfica: Liofilizacin 18
El procedimiento ms utilizado est basado en la medicin de la presin de vapor de
agua que est en equilibrio con la superficie del hielo a su temperatura de
sublimacin.
Cuando la fase hielo empieza a retroceder, el efecto de enfriamiento de la sublimacin
se reduce y la capa de producto seco comienza a elevar su temperatura. Este proceso
es relativamente lento porque el calor debe atravesar una barrera aislante de sustancia
seca que crece continuamente. En estas condiciones los ciclos pueden ser
excesivamente largos.
En estos casos es conveniente utilizar la energa de microondas ya que stas
atraviesan la capa seca y es absorbida directamente por el hielo. De este modo el calor
se aplica donde se necesita, adecuando el proceso sin afectar las zonas externas del
producto que permanece a baja temperatura.
1.3.5.5 Velocidad de sublimacin
La velocidad de sublimacin disminuye dentro del proceso de liofilizacin, debido al
aumento de grosor o espesor de la capa de material seco. Sin suministro adicional de
calor, el proceso es altamente consumidor de tiempo. De este modo, es importante
mantener la velocidad de sublimacin, creando una gran diferencia de presin de vapor
entre el producto y el comportamiento del condensador. Para conseguir esto, es
necesario lograr que la diferencia de temperatura entre la bandeja y el condensador sea
lo ms grande posible; se debe estar seguro que el calor total suministrado se est
usando para la sublimacin y no para un calentamiento innecesario del producto. Con
la ayuda del control microprocesador es posible mantener una velocidad adecuada de
sublimacin, por medio de la regulacin automtica de la presin de vapor.
La velocidad de sublimacin S, puede expresarse matemticamente por medio de la
ecuacin que se muestra a continuacin (FERNNDEZ, 1998):
( ) ( ) RT M Pv Ps a
cm Seg
cm seg g S
2
) (
2 1
2 1
donde:
a = constante
M = peso molecular (en gramos)
R = Constante de los gases (0.082Lt/atm/mol/ K)
T = Temperatura del producto (en K)
Pv = Presin de vapor de agua por encima del producto
Ps = Presin de vapor a saturacin.
En esta ecuacin, si Pv es menor que Ps la velocidad de sublimacin ser proporcional
a Ps.
A causa de razones econmicas, una mxima velocidad de sublimacin, es por dems
deseable. Esto es posible, mediante liofilizacin a una presin tan alta, como sea
aceptable, dentro de ciertos lmites; la temperatura a esta presin deber mantenerse
Revisin Bibliogrfica: Liofilizacin 19
algunos grados por debajo de la temperatura de fusin inicial. Aunque el aumento de
presin dentro de la cmara, da ms eficientes transferencias de calor al producto, otras
consideraciones limitan la extensin de dicho aumento.
La resistencia trmica de la solucin parcialmente congelada y parcialmente liofilizada
(seca), puede expresarse como funcin de la resistencias trmicas del slido y los
poros, pero tambin como funcin de la porosidad. Durante la sublimacin de los
cristales de hielo se desarrollan poros, a travs de los cuales el vapor de agua escapa
de las capas ms bajas. El aumento del tamao de los poros da como resultado un
aumento de la resistencia trmica de los mismos. Una alta resistencia trmica causa
un largo tiempo de sublimacin debido a que el suministro de calor de sublimacin
resulta impedido.
A pesar de los beneficios econmicos, no siempre es preferible acelerar la velocidad de
sublimacin; algunos experimentos en los cuales los efectos de la deshidratacin y las
altas temperaturas se combinan, revelan que una rpida liofilizacin puede disminuir la
solubilidad y/o la velocidad de disolucin de las protenas. El calor que se aplica
durante el proceso de liofilizacin por acelerar la deshidratacin puede inducir
insolubilidad en la parte ya seca, mientras que la parte que no se ha secado,
permanece sin cambio.
1.3.5.6 Efectos sobre la velocidad de sublimacin
La velocidad de sublimacin se encuentra influenciada por diferentes factores que se
describirn a continuacin (MAFART, 1994):
Influencia de la presin de la cmara de secado: Como se observa en la Figura 5,
la velocidad de secado en funcin de la presin pasa por un mximo a una presin
comprendida generalmente entre 0.01 y 1Torr.
El hecho que al sobrepasar la presin ptima disminuye la velocidad de sublimacin, se
presenta evidente: por una parte, al aumentar la presin se disminuye el gradiente de
presin entre el frente de sublimacin y la superficie del producto; por otra parte, se
aumenta la temperatura de sublimacin, lo que provoca la disminucin del gradiente de
temperatura. Por lo tanto, el aumento de presin disminuye y simultneamente, la
cantidad de transferencia de masa y la cantidad de transferencia de calor.
Es ms fcil de interpretar la otra parte de la curva en la que se observa disminucin de
la velocidad de sublimacin cuando se desciende por debajo de la presin ptima.
Segn diversos autores, parece que la explicacin es la siguiente: el vaco muy intenso
provoca desaireado del producto de tal manera que cesan los movimientos de
conveccin, lo que se traduce en disminucin de la conductividad trmica del producto.
En este momento, la disminucin de la velocidad de transferencia de calor es el factor
limitante, lo que provoca disminucin de la velocidad de sublimacin.
Est claro que el ptimo fsico de presin no corresponde necesariamente con el ptimo
econmico: cuanto menor es la presin, menor debe ser la temperatura del
condensador. Por otra parte, la contribucin de hacer el vaco al consumo global de
energa necesaria para la liofilizacin, no es sin mucho menos despreciable. Sin
embargo, el coste global de liofilizacin es tanto ms bajo cuando ms se reduce el
Revisin Bibliogrfica: Liofilizacin 20
tiempo de proceso.
Figura 5. Influencia de la presin de trabajo sobre la velocidad de liofilizacin
FUENTE: MAFART. INGENIERA INDUSTRIAL ALIMENTARA, 1994, 249.
Influencia del espesor de la capa del producto: La duracin de la sublimacin es
aproximadamente proporcional al cuadrado del espesor del producto, de donde se
comprende el inters por trabajar con capas delgadas o con trozos de pequeo
tamao.
Influencia de la porosidad del producto: Entendiendo la porosidad como la talla de
los poros y no como la proporcin de volumen de la fase no slida del producto; la
permeabilidad a la difusin de vapor aumenta con la porosidad, lo que se traduce en
un aumento de la velocidad de sublimacin (si el transporte de masa es limitante).
Esta es la razn por la cual la lenta velocidad de congelacin del producto provoca
rpida velocidad de secado ya que los cristales formados son voluminosos y se
transforman en poros despus de la sublimacin.
Si el producto de partida es lquido, los cristales formados durante la congelacin son
tanto ms pequeos cuanto mayor es el extracto seco inicial.
Por lo tanto, la velocidad de liofilizacin disminuye cuando aumenta el extracto seco
inicial del producto.
1.3.6. Desorcin o secado secundario
Esta etapa comienza una vez desaparecido el hielo, y corresponde a la eliminacin del
agua absorbida (desorcin).
En algunos casos esta etapa representa ms del 50% del tiempo requerido en todo el
proceso de deshidratacin (FRANCO, 1983).
Despus del secado primario, la remocin de la humedad residual del material poroso
Revisin Bibliogrfica: Liofilizacin 21
depende de la naturaleza del material, la temperatura del producto, y la presin de
vapor.
Adicionalmente, el contenido de humedad residual depende de la efectividad de secado
en la bandeja. En las partes laterales externas de la bandeja, el secado es ms
efectivo; este fenmeno parece que sucede en todo tipo de liofilizador. Por turbulencia
de las molculas de gas en las esquinas, tiene lugar una mejor conduccin de calor
(ms conveccin) entre la bandeja y el producto.
Si la cantidad de humedad residual disminuye obtenindose un producto estable, an
despus de liofilizar, el secado secundario es necesario para remover el agua
absorbida intermolecularmente; para el secado secundario, frecuentemente se elige
una temperatura ms alta, la presin dentro de la cabina tender a ser ms baja, a
diferencia del secado primario. Las condiciones ptimas del secado secundario pueden
ser adoptadas a partir de las isotermas de desorcin. Estas son curvas que muestran
la relacin entre la presin de vapor de agua y la cantidad de agua ligada por absorcin
a una temperatura constante.
El secado secundario es muy importante en el proceso de liofilizacin, sin embargo, no
es siempre adecuado, puesto que se disminuye el contenido de humedad al mximo.
Varias sustancias son ms estables cuando no estn totalmente secas.
El control del proceso se realiza por mediciones de temperatura y presin baromtricas,
para obtener un producto liofilizado con contenido bajo de humedad; con objeto de
descubrir qu tanto puede aumentar la presin en un tiempo fijo y a cul secado
secundario puede ejecutarse, se deber producir algunos lotes con diferentes presiones
y debe determinarse el contenido de humedad final del producto.
Existe una tcnica, desarrollada recientemente, que permite muestrear bajo vaco, es
decir, durante el proceso. Dicha tcnica permite el muestreo durante las diversas
etapas del secado secundario, adems de ofrecer la ventaja de slo necesitar de un
lote, para obtener las condiciones preferibles para el secado. Este aparato denominado
muestreador de vaco-cerrado se encuentra disponible en la liofilizadora Lyovac GT-
20, desde el ao de 1985 (FERNNDEZ, 1998).
La etapa secundaria de secado comienza cuando se ha agotado el hielo en el producto
y la humedad proviene del agua parcialmente ligada en el material que se est
secando, tal como se ve en la figura 6. En este momento la velocidad de calentamiento
debe disminuir para mantener la temperatura del producto por debajo de los 30-50C, lo
que evita el colapso de material (BARBOSA, 2000). Si la parte slida del material, est
demasiado caliente la estructura se colapsa, lo que se traduce en una disminucin de la
velocidad de sublimacin de hielo en el producto en el frente de hielo del producto. La
etapa secundaria de secado tomar una tercera parte del ciclo de secado en desorber
la humedad desde la superficie interior dentro del producto seco.
Todo el hielo desaparece durante la sublimacin y el agua restante se halla en forma
de agua ligada. Por ello se procede a una evaporacin a vaco manteniendo la misma
presin que durante la sublimacin, pero a temperatura positiva, superior a 20C
pudiendo llegar incluso a 60C. Con condiciones de vaco muy forzado y de
temperaturas positivas, se tiende a preocuparse por el mantenimiento de los aromas.
Afortunadamente, la difusividad de los aromas disminuye sensiblemente cuando baja la
Revisin Bibliogrfica: Liofilizacin 22
humedad. Sin embargo, un producto que ya ha sido sometido a desecacin primaria,
tiene al principio de la desorcin una humedad inferior al 15%.
Figura 6. Eliminacin del agua en el secado.
FUENTE: BARBOSA. DESHIDRATACIN DE ALIMENTOS, 2000, 208.
El tiempo de desorcin es aproximadamente proporcional al cuadrado del espesor del
producto. En la prctica, es del orden de 2 a 6 horas (MAFART, 1994).
La eliminacin de la mencionada agua ligada de la fase de soluto, sigue un patrn
descrito como isoterma de desorcin: Las isotermas individuales describen la fraccin
de presa de agua retenida por el soluto como una funcin de la disminucin de vapor,
expresada como la actividad termodinmica relativa a
w
. Las isotermas de adsorcin
describen la adsorcin de agua por el soluto cuando aumenta a
w
.
El calentamiento del producto, hacia el final del ciclo de liofilizacin, usualmente permite
la desorcin de todo el agua residual, cuando el calentamiento se inicia demasiado
pronto, la temperatura de sublimacin de la interfase puede crecer lo suficiente para
causar que el producto se colapse, lo cual ante todo se debe evitar. Cuando el
calentamiento se inicia en una etapa posterior la desorcin se promueve evitando el
riesgo de colapso.
La intercepcin o la inclinacin de la isoterma de desorcin, depende de la naturaleza
del material.
1.3.7. Ruptura del vaco
La fase final de la operacin de liofilizacin corresponde a la ruptura de vaco dentro de
la cmara. Esta maniobra debe efectuarse con las precauciones consiguientes para
evitar la delicuescencia, oxidacin por el aire, o contaminacin bacteriana, si son
productos higroscpicos, de fcil oxidacin, o fabricados en condiciones estriles, (caso
ste de productos farmacuticos inyectables). La humedad y el oxgeno son los
Revisin Bibliogrfica: Liofilizacin 23
agentes de todas las acciones posteriores ya que son adsorbidos con facilidad debido a
la gran superficie de contacto que tiene estos productos, por lo que la ruptura del vaco
debe efectuare en atmsfera de gases secos e inertes.
Con el fin de recuperar la presin atmosfrica en la cmara de secado, se abre una
vlvula que permite reducir progresivamente el vaco. Ya que el producto liofilizado
tiene un elevado poder de adsorcin, se prefiere romper el vaco con un gas neutro:
nitrgeno o dixido de carbono. Adems se toma la precaucin de alcanzar una
presin final ligeramente superior a la atmosfrica, de modo que la descarga se haga
hacia el exterior y no a la inversa. La ruptura del vaco dura en promedio de 10 a 20
minutos (EGEA, 1973).
Se debe tener en cuenta que el oxgeno que ha adsorbido durante la ruptura de vaco,
al final del secado, o ms tarde fuera del liofilizador, es imposible de eliminar, aun
estableciendo condiciones de secado adicionales.
En los casos en que el oxgeno y la humedad sean factores negativos en la calidad del
producto final, se ha introducido el envasado directo y con dosificaciones establecidas
en envases individuales, con la solucin a liofilizar (casos de frascos tipo penicilina para
productos inyectables).
1.4 PROCESOS RELACIONADOS CON LA LIOFILIZACIN
Los procesos relacionados con la liofilizacin son la condensacin y la descongelacin.
La Condensacin es necesaria porque durante el proceso de secado es muy importante
eliminar el vapor de agua liberado por el producto. En la liofilizacin el vapor de agua
es sublimado en una superficie de condensacin enfriada por debajo de 60C. Esto se
hace para evitar que el agua retorne al producto o que pase a las bombas de vaco.
A medida que progresa el secado, la cantidad de hielo depositado en el condensador
aumenta con una velocidad proporcional a la velocidad de sublimacin del producto. La
eliminacin del hielo es denominada descongelacin y es necesaria para mantener una
velocidad de trasmisin de calor adecuada en el condensador.
1.4.1. Condensacin
La liofilizacin aprovecha los condensadores de superficie que permiten un contacto
uniforme del medio de enfriamiento a travs de la superficie de transmisin de calor.
Esto evita que el vapor de agua retorne al producto o que pase a las bombas de vaco.
Existen diferentes tipos de condensadores: Carcaza y tubo, placa espiral y tubo espiral.
Los condensadores se colocan en la cmara de secado con un escudo de radiacin
adecuado para minimizar la transmisin de energa radiante. Los condensadores se
deben colocar para que el flujo de vapor a lo largo de las superficies, recoja los
componentes incondensables de la corriente de vapor eliminados por la bomba de
vaco. Esto ltimo evita la formacin de escarcha en el condensador, ya que la
escarcha reduce la capacidad de condensacin del intercambiador de calor.
Revisin Bibliogrfica: Liofilizacin 24
1.4.2. Descongelacin
El depsito de escarcha en el condensador durante la etapa de liofilizacin reduce la
velocidad de transmisin de calor y debe ser eliminado o descongelado.
El descongelacin se puede realizar pasando aire caliente, agua caliente o vapor, o
utilizando un elemento de calefaccin en el condensador.
1.5 COSTO ENERGTICO
El costo y la eficiencia son siempre factores a considerar cuando se disea un proceso
de liofilizacin.
El propio principio de la liofilizacin ya sugiere elevado coste energtico, teniendo en
cuenta los sucesivos cambios de estado del agua que pasan de lquido a slido y luego
a vapor. En realidad, los cambios de estado explican menos del 30% del consumo
global de energa, lo que ya es elevado.
Para analizar el coste energtico en un proceso de liofilizacin, se deben tener en
cuenta (MAFART, 1994).:
Energa para la congelacin
Energa para la sublimacin
Energa para la desorcin
Energa para la condensacin
Energa para la descongelacin
Consumo elctrico de la bomba de vaco
Un liofilizador tiene un consumo global de 4 700 a 4 800 KWh por tonelada de agua
eliminada (MAFART, 1994). Esta cifra tiene solo valor indicativo puesto que los
productos tratados son de naturaleza muy diferentes.
1.6 EQUIPOS
El carcter cclico de liofilizacin, en diversas fases, favorece principalmente a los
equipos que funcionan en discontinuo. Sin embargo, existe la versin en continuo y
tiende a desarrollarse. Todos los liofilizadores constan de los siguientes elementos,
como se esquematiza en la Figura 7 (EGEA, 1973):
Cmara de secado en el interior de la cual se dispone el producto sobre
una serie de bandejas paralelas y horizontales,
Fuente de calor,
Condensador,
Bomba de vaco.
Los aparatos difieren entre ellos por las variaciones y opciones elegidas para cada uno
de los elementos del liofilizador.
Revisin Bibliogrfica: Liofilizacin 25
Figura 7. Equipo de Liofilizacin
FUENTE: EGEA, OBTENCIN Y APLICACIONES INDUSTRIALES DEL VACO, 1973, 191.
1.6.1. Cmara de secado
La cmara de secado puede ser rectangular o cilndrica. Las cmaras de seccin
rectangular permiten aprovechar el espacio interior ms fcilmente. Por el contrario, el
inters de la forma cilndrica es su mejor resistencia a la presin.
1.6.2. Fuente de calor
El calor necesario para llevar a cabo el proceso de liofilizacin puede ser transmitido
mediante placas con circulacin de fluidos. De este modo las placas pueden actuar
como un congelador indirecto. Durante la sublimacin, se hace circular agua caliente
cuyo flujo se regula mediante una vlvula automtica.
Igualmente, la fuente de calor puede ser una serie de resistencias elctricas
incorporadas directamente a las bandejas.
Cada vez ms a menudo, se emplea la transferencia de calor por radiacin por medio
de infrarrojos o microondas. De este modo se puede calentar uniformemente ambos
lados de la capa del producto. As, son ms fciles la limpieza y el mantenimiento de
las bandejas que nicamente tienen papel de soporte. De manera general, el equipo es
ms simple, sobre todo este tipo de fuente de calor es el que ms se adapta al trabajo
en continuo.
Revisin Bibliogrfica: Liofilizacin 26
1.6.3. Condensador
El condensador puede ser refrigerado por el mismo equipo frigorfico que enfra las
placas, y cuya misin consiste en condensar los vapores que se producen en la
sublimacin del hielo, vapores que perjudicaran de gran manera el equipo de vaco de
llegar a l aspirados por la bomba.
Se caracteriza por su superficie, o mejor, su capacidad de condensacin, que depende
de la temperatura de su superficie. La capacidad de condensacin es del orden de 2.2
a 3Kg por hora y por m
2
(MAFART, 1994). El condensador puede ser alimentado
directamente por el fluido frigorfico, o bien puede ser alimentado por un fluido frigorfico
del tipo de agua glicolada.
Se distingue entre liofilizadores de condensador interno y aparatos con condensador
externo. Se habla de condensador interno cuando se halla en el interior de la cmara
de secado. Esta opcin es interesante desde dos puntos de vista: Por una parte,
implica un trayecto ms corto del vapor, y por otra parte, permite la fcil reconversin
del liofilizador en congelador. Por lo tanto, el condensador interno facilita la congelacin
interna.
El condensador externo se halla en un recinto separado de la cmara de secado,
comunicado con sta por una vlvulacompuerta. Esta disposicin implica cierta
independencia del condensador lo que hace ms fcil su mantenimiento o las
reparaciones. Tambin permite alternar dos condensadores independientes, de modo
que uno funciona mientras el otro est en un proceso de desescarchado, permitiendo
que el liofilizador funcione en continuo. Como contrapartida, el condensador externo
exige hacer el vaco en un recinto suplementario.
1.6.4. Bomba de vaco
El vaco se realiza inicialmente mediante una primera bomba de caudal elevado pero
con la que se consigue un vaco limitado. A continuacin toma el relevo una segunda
bomba de caudal limitado pero que permite alcanzar presiones muy reducidas. El
tiempo total para hacer el vaco es generalmente de 10 a 15 minutos.
El grupo de vaco, es comnmente de capacidad de 30 a 50m
3
/h para pequeas
instalaciones, y de 1500m
3
/h en instalaciones de tipo industrial (EGEA, 1973).
Generalmente estn constituidas por bombas de paletas o pistn oscilante, de doble
efecto y con dispositivo de entrada de aire. Para instalaciones en la que se requiere un
alto vaco se montan bombas difusoras.
1.6.5. Medidores de Temperatura y Presin
La medicin de la temperatura y presin durante el proceso, es esencial para obtener
una alta calidad de producto. La medicin de temperatura del producto, durante el
proceso es posible, mediante termopares sumergidos en el producto; sin embargo,
tambin presenta algunas desventajas tales como:
Revisin Bibliogrfica: Liofilizacin 27
a) El contacto del hielo en el producto y la termopar se pierde despus de algn
tiempo de estar secando.
b) La medicin de temperatura se hace slo en pocas muestras, por lo que no
puede ser representativa para el lote total.
Para hacer menos importantes las limitaciones anteriores de la medicin de
temperatura, debe incluirse una medicin baromtrica en la cmara, la cual resulta ser
representativa para el lote a liofilizarse, dado que se toma de manera uniforme en dicha
cmara. El mtodo est basado en la medida del incremento de presin (de vapor)
sobre el producto desde el cierre del vaco, el cual se da a partir de la conexin de la
bomba de vaco con la cmara de liofilizacin. Se interrumpe el transporte de vapor de
agua, la presin total del sistema se equilibra y la presin de vapor sobre el producto
(Pv) aumenta por arriba del equilibrio de la presin de vapor (Ps), es entonces que la
temperatura de la interfase de sublimacin puede deducirse del diagrama P-T. La
diferencia entre la presin en la cmara durante el secado y la presin despus de que
la cmara se incomunica con la bomba de vaco (Presin de equilibrio) disminuye hasta
que el producto se ha secado. La medicin de temperatura baromtrica se aplica para
establecer el punto final de sublimacin, as como del secado secundario.
1.7. LIOFILIZADORES INDUSTRIALES
La configuracin ms utilizada en la liofilizacin consiste en una cmara con bandejas
conectadas a un condensador y una bomba de vaco. En un proceso discontinuo, las
bandejas se cargan con el producto congelado, se cierra la cmara y se hace el vaco,
se lleva a la temperatura de secado durante el tiempo especificado para el ciclo. Al final
del ciclo de secado se llena la cmara con gas inerte y a continuacin se abre.
Entonces el producto se saca de la cmara y es envasado.
Recientes avances en la prctica industrial se enfocan a mtodos continuos de secado
ya que son menos laboriosos y menos costosos que los procesos discontinuos. Existen
dos tipos de secaderos continuos: Secadero de bandeja, donde el producto se coloca
en bandejas que se mueven a lo largo del secadero de forma continua, y dinmicos o
secaderos sin bandejas, donde el producto se mueve a travs del secadero mediante
cintas, placas circulantes, placas vibratorias, lecho fluidizado y pulverizadores.
La mayora de instalaciones industriales tienen una cmara de congelacin, separada
de la de secado, para acelerar la etapa inicial del proceso de liofilizacin. La
congelacin se realiza mediante tambores y cintas (enfriamiento de contacto) o con
bandejas (enfriamiento convectivo por circulacin de aire fro) entonces, el material
precongelado se carga al secadero y se procesa. El producto se mueve en las
bandejas o cintas dependiendo del tipo de secadero.
28
CAPITULO 2
FACTORES DE DISEO
Para el desarrollo del diseo de un equipo liofilizador para el laboratorio de
operaciones unitarias, los factores ms importantes que se han de tener en cuenta son
los siguientes:
Condiciones trmicas y de presin.
La capacidad del equipo.
Resistencia de los materiales.
Corrosin.
Sistemas componentes, funcionamiento y caractersticas.
Controles.
Seguridad e higiene.
Costos fijos.
Algunos de los anteriores factores se refieren directamente a las dimensiones, al
material, a los procesos de fabricacin, o bien, a la unin o ensamble de los elementos
del sistema. Otros se relacionan con la configuracin total del sistema.
Se encuentran muchos casos de diseo en los cuales se deben aplicar los principios
fundamentales de ingeniera, por lo general con enfoques fsicos o matemticos, para
poder resolver los problemas que se vayan planteando. Sin embargo, tambin se
presentan casos en los que no es necesario realizar clculos para definir un elemento o
sistema componente, sino que se deben tomar decisiones, totalmente justificadas, que
se constituyen en pasos fundamentales para la resolucin de problemas y que se
pueden denominar decisiones de diseo.
2.1. CONDICIONES TRMICAS Y DE PRESIN
El equipo liofilizador deber ser diseado para trabajar a presiones de vapor inferiores a
la del punto triple del agua; esto implica que el producto a liofilizar debe colocarse en
una cmara que pueda soportar el vaco, conservando condiciones de hermeticidad y
buena resistencia a la presin atmosfrica externa.
La temperatura de entrada del producto sin congelar a la cmara de liofilizacin puede
oscilar entre 15C y 20C y la temperatura del proceso debe estar por el orden de los
-50C. Por lo general el proceso se realiza a una presin de 0.5mm de Hg, y para
Factores de Diseo 29
lograr mantener las presiones requeridas, el sistema de condensacin deber operar a
una temperatura del orden de -70C, de tal manera que todo el vapor producido se
condense en ese sistema, siendo sta la forma en que el vaco se conserve durante
todo el proceso de liofilizacin.
2.2. CAPACIDAD DEL EQUIPO
Cuando se considera una produccin grande, parece normal escoger un aparato de
gran capacidad. Pero la capacidad del aparato no es el nico criterio a tomar en
consideracin del punto de vista de la produccin. Por consiguiente:
La duracin de la liofilizacin debe ser reducida al mximo para aumentar la
productividad del aparato, lo que impone una instalacin de regulacin
adecuada.
El aparato de liofilizacin que, dotado de todos los rganos de regulacin es un
aparato caro, no debe ser inmovilizado durante largos momentos para
operaciones de llenada, congelacin, descargue y de deshielo.
La fiabilidad del aparato y sus componentes debe ser muy grande. Problemas
con el compresor, la bomba de vaco, o la regulacin del calentamiento pueden
provocar la prdida de cargamentos completos de un valor muy importante.
Equipos de liofilizacin de dimensin inferior, pero con la posibilidad de
rentabilidad ms grande aventajan en varios aspectos a otros aparatos de talla
mediana.
2.3. RESISTENCIA DE LOS MATERIALES
Es imposible desarrollar correctamente el diseo de cualquier elemento componente del
equipo, sin llevar a cabo un anlisis de la resistencia del material del cual estar
compuesto dicho elemento. Por tal motivo se debe tener en cuenta los diferentes
clculos por resistencia que se lleven a cabo, para los distintos elementos del equipo
que requieran de este anlisis, como las paredes de la cmara de liofilizacin.
2.4. CORROSIN
Como regla general, toda instalacin o equipo que trabaje bajo condiciones extremas
de presin y temperatura, y en las cuales haya presencia de lquidos o vapores, estn
expuestos a grandes daos producidos por la corrosin. No slo debe drsele
importancia a este fenmeno para que haya continuidad en el funcionamiento, sino
tambin se debe tener en cuenta que los productos de la corrosin pueden afectar la
calidad de las sustancias que se han de procesar, y an ms en el caso del presente
Factores de Diseo 30
proyecto que el equipo ser utilizado para la deshidratacin de alimentos y/o productos
de origen biolgico y obligatoriamente se debe utilizar materiales o mtodos que
minimicen la presencia de cualquier agente corrosivo.
Por lo tanto, el gasto de conservacin o mantenimiento es a menudo una partida
importante de los costos de fabricacin, y un balance econmico comparativo entre la
seleccin de los materiales especiales y la conservacin del equipo es comn, un
problema de inters para el funcionamiento, que requiere estudio y criterio para su
solucin satisfactoria.
2.5. ACABADO DE SUPERFICIES
Es importante decidir que superficies de una parte especificada, son crticas para su
funcin de diseo y cuales no lo son. Esta decisin se debe basar en un pleno
conocimiento de las funciones de dicha parte, as como en el rendimiento de texturas
de superficie que pudieran ser especiales.
La variaciones en el acabado de una superficie crtica de una parte especfica, influyen
en la capacidad para resistir el desgaste y la fatiga segn el funcionamiento a que est
sometido: para ayudar o impedir una lubricacin efectiva, para aumentar o disminuir su
friccin, la accin abrasiva de otras partes, para resistir la corrosin, para facilitar la
transferencia de calor, as como para muchas otras propiedades que puedan llegar a
ser crticas en ciertas condiciones.
2.6. SISTEMAS, COMPONENTES, FUNCIONAMIENTOS Y
CARACTERSTICAS
Un equipo para liofilizacin discontinuo donde el proceso se lleva a cabo dentro de una
cmara sin ningn movimiento del producto a liofilizar, consta bsicamente de (EGEA,
1973):
a. Una cmara construida en acero inoxidable, provista de una puerta basculante
de cierre hermtico. En su interior se encuentran distribuidas las placas o
bandejas contenedoras del producto a liofilizar. Las placas que sostienen las
bandejas deben ir conectadas por una parte al equipo o sistema de refrigeracin
y de calentamiento. El intercalar un condensador entre la cmara y la bomba de
vaco es de vital importancia, ya que dicho condensador se encarga de recoger
el vapor de agua que procede de la cmara y que a la bomba en ningn
momento debe llegar.
b. Un condensador que se intercala entre la cmara y la bomba de vaco y que
tambin se conecta al sistema de refrigeracin.
c. El sistema de refrigeracin o de enfriamiento seleccionado, diseado y calculado
para trabajar a determinadas condiciones de temperatura y presin.
Factores de Diseo 31
d. Un grupo de vaco, formado por lo general por una bomba (a paletas de doble
efecto), la cual ser seleccionada segn las condiciones del proceso. Dicha
bomba est conectada a la cmara o al condensador externo y a un conjunto de
electrovlvulas, controles de presin y de temperatura necesarias para el buen
funcionamiento del sistema.
El funcionamiento del equipo y la forma como se lleva a cabo el proceso es el siguiente:
Los productos a liofilizar deben estar en ntimo contacto con las placas o las paredes de
las bandejas contenedoras. Una vez depositadas en las bandejas se cierra la
compuerta de la cmara y se enfran aquellas hasta alcanzar la completa congelacin
del producto. En este momento, cuando los controles indican la temperatura de
congelacin de la sustancia, se pone en funcionamiento el grupo de vaco a la vez que
se calientan las bandejas por medio de las placas calefactoras. El hielo convertido en
vapor de agua es aspirado por la bomba de vaco, solidificandose a su paso por el
condensador.
El equilibrio entre el calor suministrado a las bandejas y el calor necesario para sublimar
el hielo debe ser conseguido con gran exactitud, ya que un exceso fundira el hielo y
hara aparecer el lquido y por el contrario, de no ser suficiente, resultar difcil la
sublimacin del hielo y el equipo de vaco deber trabajar durante un tiempo superior.
Por medio del control a travs de indicadores, conociendo el porcentaje de agua
contenida en el producto y con datos experimentales de laboratorio ya obtenidos, es
posible conseguir este equilibrio.
Cuando todo el hielo ha desaparecido, se calientan las placas hasta unos 30C - 60C,
segn el tipo de producto, y se sigue manteniendo el vaco a fin de extraer los ltimos
vestigios de agua que pudieran haber quedado. Luego se procede al embalado del
producto y en estas condiciones el producto se puede almacenar por cerca de un ao
conservando todas sus propiedades originales, siempre y cuando las condiciones de
almacenamiento del producto no sobrepasen los 40C 50C.
Las caractersticas de los equipos de liofilizacin son en general, las siguientes:
Sistema de refrigeracin a base de un refrigerante capaz de alcanzar
temperaturas comprendidas entre 20C y 70C.
Sistema para el calentamiento de las bandejas, a base de resistencias elctricas
o circulacin de lquidos calientes, los cuales permiten alcanzar temperaturas
que suministren el calor necesario para la sublimacin del hielo.
Sistema para vaco, que oscila entre 50 a 100m
3
/h para equipos de nivel de
laboratorio y de 1500m
3
/h en los de tipo industrial, que alcanzan niveles de vaco
de 0.01 a 1 torr.
Sistema condensador, refrigerado por el mismo sistema de refrigeracin que
enfra las placas. Disponen de superficies de condensacin que varan desde
algunos decmetros cuadrados hasta varios metros cuadrados, dependiendo de
las condiciones de diseo.
Armario con instrumentos de control, desde donde se regulan los parmetros (la
Factores de Diseo 32
temperatura y la presin) del proceso.
De manera general, mientras ms compacto sea el aparato, ms fciles de solucionar
sern los problemas de implantacin.
La concepcin de esos tres componentes deber se tal que puedan adaptarse con
mucha flexibilidad a los diferentes casos que puedan presentarse en funcin de la
disposicin de los locales.
En el diseo y clculo de cada uno de los componentes del equipo liofilizador, se
tomarn datos bsicos que se han mencionado y que servirn como medio de
comparacin con las caractersticas generales del equipo ya mencionadas.
2.7. CONTROLES
En los equipos de liofilizacin se utilizan aparatos o controles para la presin y la
temperatura. El control del proceso ser programable y registrado para su revisin.
2.8. SEGURIDAD E HIGIENE
La construccin y montaje de un equipo liofilizador estn influenciados por el lugar
donde ser montado y las condiciones tecnolgicas tales como ventilacin, iluminacin,
proteccin contra vibraciones y ruidos.
Es de vital importancia para el diseo del equipo las condiciones climatolgica, el grado
de humedad, presin, temperaturas ambientales y la presencia de mezclas explosivas
de gas, vapor, polvo o aire dentro de la zona de funcionamiento del equipo.
2.9. COSTOS FIJOS
Los costos de los componentes del equipo liofilizador diseado, se registran a partir de
la informacin suministrada por los fabricantes y representantes de los diferentes
componentes esenciales del equipo.
2.10. OTROS FACTORES
Otros factores importantes a tener en cuenta para el diseo de un liofilizador son:
2.10.1. El producto a liofilizar
El producto a procesar tiene una naturaleza especfica y debe llenar, despus del
Factores de Diseo 33
procesado, ciertas caractersticas.
2.10.2. Los locales
Puede tratarse de locales antiguos para arreglar, a veces locales nuevos a concebir.
La sala debe puede ser estril o no.
Las mquinas deben ser instaladas en locales separados o no.
Si se quiere disponer de una sala de control de todos los aparatos.
2.10.3. El personal
La calidad y el nmero del personal de una parte para la utilizacin de las mquinas y,
de la otra parte para el mantenimiento de esta maquinaria sern elementos importantes
que se deben tener en cuenta.
Estos factores darn una serie de opciones para escoger.
Las elecciones que se tomen no son simples y definitivas, la solucin final ser un
compromiso entre las diferentes exigencias y las opciones propuestas.
2.10.4. Consumo del equipo
El consumo del equipo en el perodo de utilizacin es un elemento importante que debe
intervenir en el estudio del precio de costo de una instalacin.
Se puede agrupar estos consumos en dos partes:
2.10.4.1. Consumo elctrico
Es evidente que si se aumenta de manera desconsiderada el tamao de las bombas de
vaco para compensar los escapes de una cmara mal concebida o la de una
instalacin frigorfica para obtener un fro que no se necesita, se traduce en el curso de
la operacin y durante muchos aos por consumos elctricos que no son despreciables.
2.10.4.2. Consumo de materias consumibles o de repuestos
El equipo debe ser provisto de materiales suficientemente resistentes para que, de una
parte no se corra el riesgo de prdida de cargamentos completos de productos nobles y
caros y, de otra parte, de no exigir para su mantenimiento grandes cantidades de
repuestos cuyo aprovisionamiento puede ser de otra parte incierto.
La fidelidad y la seguridad de funcionamiento, junto con la solidez y resistencia de
construccin, son los elementos imperativos en la escogencia del equipo,
naturalmente, eso se traduce por un precio ms elevado, pero un aparato barato no
puede ser obtenido sino sacrificando la calidad del material y de los componentes
utilizados.
34
CAPITULO 3
PARMETROS PARA EL DISEO
En el diseo del equipo se deben tener en cuenta las propiedades trmicas de los
productos a procesar, siendo stas las que establecern los parmetros con los cuales
operar el equipo.
A continuacin se harn mencin de las caractersticas o propiedades trmicas de
algunos frutos tomados como referencia para el diseo del equipo. En seguida se
establecern los rangos o parmetros con los cuales operar el aparato.
3.1 IDENTIFICACIN DE LAS CARACTERSTICAS DE LOS
PRODUCTOS A PROCESAR
El equipo ser diseado para la deshidratacin de frutas tropicales, las cuales se
tomarn como referencia para las caractersticas del producto a liofilizar.
En la Tabla 1, se reportan las propiedades de algunas frutas tropicales, para las cuales
el equipo ser diseado.
Tabla 1. Propiedades trmicas de algunas frutas tropicales y del agua
PROPIEDAD
CAF PIA MANZANA AGUACATE LIMN NARANJA DURAZNO PERA AGUA
Calor especfico arriba
del congelamiento Cp
(KJ KgC)
3.70 3.77 3.73 3.81 3.81 3.81 3.81 3.81 4.217
Calor especfico abajo
del congelamiento Cp
2
(KJ/KgC)
1.72 2.09 1.8 2.05 2.05 1.84 1.72 2.05 2.11
Calor latente de
solidificacin
sol
(KJ/Kg)
240.32
297.73 283.77 316.34 293.08 290.75 237.73 283.77 334.1
Temperatura de
congelacin (C)
-2 y
-3
-1.61 -1.72 -2.67 -2.17 -2.22 -1.56 -2.77 0
Contenido de agua % 80
88 84 94 88 81 90 84 100
Conductividad Trmica
del slido seco (W/mk)
0.016
0.035
0.0431 0.016
Fuente: DOSSAT. PRINCIPIOS DE REFRIGERACIN. 1980.
BARBOSA. DESHIDRATACIN DE ALIMENTOS. 2000, 210
Parmetros para el diseo 35
Como se observa el contenido de humedad para estos productos est entre el 80% al
94%, el punto de congelacin oscila entre 1.56C y 2.77C, el calor especfico antes
del congelamiento promedio es de 3.79KJ/KgK las cuales son propiedades con valores
comunes dada su naturaleza de un producto de origen biolgico.
El valor de la temperatura eutctica se determina experimentalmente para cada
producto, y este depende del contenido de agua, azucares, slidos, grasas, sales, etc.,
de tal forma, que se ha tomado como punto de referencia un producto ampliamente
estudiado y experimentado en el proceso de liofilizacin, como es el extracto de caf, el
cual tiene un punto eutctico aproximado de 25C (CASTELLANOS, 1984), de igual
forma el equipo debe dar la opcin de experimentar y variar todos los parmetros que
son indispensables para conducir al ptimo proceso del producto en estudio. Por ello
se tomar una temperatura eutctica mnima de 30C, con el fin de que todos los
productos a procesar estn dentro de este rango.
3.2 IDENTIFICACIN DE LOS PARMETROS DE OPERACIN
La capacidad de procesamiento del equipo ser determinada conforme a la necesidad
para la cual ser diseado, es decir, considerando que ser de uso a nivel de
laboratorio y como planta piloto. Adems, el diseo de este equipo facilitar el posterior
desarrollo de uno a mayor escala, si se requiere. Por lo tanto, una capacidad razonable
del producto a procesar es de 4 Kg de materia prima previamente acondicionada
(tajadas, pur, nctar, espumado, etc.), ya que es una cantidad de fcil manejo en
cuanto a su preparacin y manipulacin, tambin permite llegar a obtener una cantidad
de producto final aproximada de 800 g que es apropiada para los diferentes anlisis y
pruebas que se realizan para evaluar la calidad y caractersticas del producto final.
Debido a que se desea emplear el equipo para una amplia gama de alimentos, pero en
especial frutas tropicales, se tomar la caracterstica o propiedad del producto que
proporcione el mayor rango para realizar los clculos (basado en la revisin
bibliogrfica).
Para asegurar la solidificacin completa del producto, ste no es congelado nicamente
hasta su temperatura eutctica sino que la temperatura se lleva aproximadamente a
20C por debajo de la temperatura eutctica estimada.
Por lo tanto los parmetros a tener en cuenta para el diseo del equipo son:
Tabla 2. Parmetros de operacin del liofilizador
PARMETRO VALOR
Temperatura de entrada del producto 20C
Temperatura eutctica -30C
Temperatura mnima de las placas refrigeradas
Temperatura eutctica 20C
-30C 20C = -50C
Temperatura mxima del sistema de calentamiento 60C
Temperatura mnima del condensador -70C
Vaco mximo alcanzable (Presin mnima de la cmara) 0.01Torr = 1.31x10
-5
atm
FUENTE: El autor, 2001.
Parmetros para el diseo 36
Bajo estos parmetros se disear el equipo, obedeciendo a las necesidades de un
aparato de liofilizacin a nivel de laboratorio para uso pedaggico enfocado a productos
procedentes del agro.
37
CAPITULO 4
DISEO DEL EQUIPO DE LIOFILIZACIN
En el presente captulo se realiza la descripcin detallada del diseo de cada uno de los
componentes del equipo de liofilizacin propuesto para el Laboratorio de Operaciones
Unitarias de La Universidad de la Sabana.
En la primera parte de este captulo se encuentra el diseo de la cmara de liofilizacin,
en cuanto al material empleado, forma, tamao, espesor de la pared de la cmara y de
las tapas.
La segunda parte se destin a la seleccin del aislante y clculo de su espesor, con el
fin de obtener las menores prdidas de energa en el equipo durante el proceso de
liofilizacin.
La tercera parte hace referencia al sistema de vaco, la seleccin de la bomba, el
tiempo de obtencin del vaco y el vaco mximo obtenido.
En la cuarta parte del presente captulo, se realiza la seleccin del refrigerante
primario y secundario, el clculo de la carga de enfriamiento, la seleccin del tipo de las
placas intercambiadoras de calor y las especificaciones del sistema de refrigeracin,
para el congelamiento del producto.
El clculo del sistema de calefaccin que aporta el calor latente de sublimacin al
producto, se realiza en la quinta parte de este captulo.
Finalmente, la seleccin del refrigerante, descripcin del sistema de refrigeracin y
seleccin de los condensadores que atrapan el vapor proveniente de la sublimacin, es
desarrollado en el sexto apartado.
4.1. DISEO DE LA CAMARA DE LIOFILIZACIN
El diseo de la cmara se realizar teniendo en cuenta factores como:
Capacidad del equipo
Producto a procesar
Presin en el interior de la cmara
Diseo del equipo de liofilizacin 38
4.1.1. Material
El Codex Alimentarius Comit en el documento International Recommended Code of
Practice General Principles of Food Hygiene (1997), establece que todo equipo y
utensilios empleados en las reas de manipulacin de productos alimenticios y que
puedan entrar en contacto con ellos, deben ser de un material que no que no transmita
sustancias txicas, olores ni sabores, y sea inabsorbente y resistente a la corrosin, y
que sea capaz de resistir repetidas operaciones de limpieza y desinfeccin. Las
superficies habrn de ser lisas y estar exentas de poros y grietas.
En el caso de la industria de alimentos, el material ms recomendado, es el de acero
inoxidable, especialmente para las superficies que entran en contacto con el alimento.
La caracterstica de poder ser pulido con facilidad, lo seala como ideal para obtener
una superficie lisa y de fcil limpieza.
El titanio se recomienda cuando se necesita un material ms resistente a la corrosin
que el acero inoxidable.
El acero al carbono no es recomendable para las superficies en contacto con los
alimentos, debido a que fcilmente puede sufrir corrosin.
El hierro negro o fundido, no es recomendable debido a que tiene una superficie spera
y fcil de sufrir corrosin, el hierro galvanizado debe evitarse a toda costa, ya que la
superficie de zinc se gasta con gran facilidad y expone la superficie de hierro a la
corrosin, por los cidos de los alimentos.
Deber evitarse el uso de materiales que no puedan limpiarse y sanearse
adecuadamente.
En general los tipos AISI 304 y 316 son los ms recomendados. Cuando hay que
hacer soldaduras se recomienda los tipos AISI 304L y 316L, para evitar la corrosin
Intergranular, especialmente para los procesos de limpieza in situ y en tanques o
recipientes donde se almacenan materias primas o productos a granel.
La composicin qumica del acero inoxidable AISI 316 y el 304 aparece en la siguiente
tabla:
Tabla 3. Composicin qumica del acero AISI 316 y 304
AISI 316 AISI 304
CARBONO C 0.08%MX 0.08%MX
MANGANESO Mn 0.045%MX 2.0%MX
FOSFORO P 0.045%MX 0.045% MX
AZUFRE S 0.030%MX 0.030%MX
SILICIO Si 0.75%MX 0.75%MX
CROMO Cr 16.0-18.0% 18.0-20.0%
NIQUEL Ni 10.0-14.0% 8.0-10.5%
MOLIBDENO Mo 2.0-3.0% -
COMPOSICIN QUIMICA %
ACERO
FUENTE: HUY, ASME HANDBOOK. 1954
Diseo del equipo de liofilizacin 39
Las propiedades mecnicas del acero inoxidable 316 y AISI 304 son las siguientes:
Tabla 4. Propiedades mecnicas del acero inoxidable AISI 316 y 304
PROPIEDADES MCANICAS AISI 316 AISI 304
Lmite de Fluencia (Kg/mm
2
) 29 24
Resistencia a la traccin (MPa) 460-860 460-1100
Resistencia ltima (Kg/mm
2
) 58 58
Dureza Brinell 160-190 160-190
Mdulo de elasticidad (GPa) 190-210 190-210
Porcentaje de alargamiento en 2" 50 55
FUENTE: HUY, ASME HANDBOOK. 1954
Las propiedades trmicas del acero ASI 316 y del 304 son:
Tabla 5. Propiedades trmicas del acero inoxidable AISI 316 y 304
PROPIEDADES TRMICAS
AISI 316 AISI 304
Densidad 8.03g/cm
3
(0C) 8.00 g/cm
3
(0C)
Conductividad trmica 13.8 W/m.K (0C) 13.8 W/m.K (0C)
Calor especfico 0.461KJ/ Kg.K (0C) 0.462KJ/ Kg.K (0C)
FUENTE: HUY, Samuel. ASME HANDBOOK. 1954
Como se observa en las anteriores tablas 3, 4 y 5, la composicin qumica, las
propiedades mecnicas y trmicas de los dos aceros, son similares, la diferencia radica
en que el acero AISI 304 es atacado por los cidos ctrico y lctico, cidos que se
encuentran frecuentemente en los alimentos, mientras que el acero AISI 316 es ms
resistente al ataque corrosivo de estos cidos.
El acero AISI 316 es un acero austentico (contiene cromo y nquel). Esta aleacin tiene
alta resistencia a muchos cidos, incluso el cido ntrico fro o caliente.
Por lo tanto para la construccin de la cmara, las bandejas y placas se utilizar el
acero inoxidable AISI 316, mientras que para los otros componentes del equipo no ser
imperioso el uso del acero AISI 316, sino que se podr utilizar el AISI 304, en su
reemplazo.
4.1.2. Forma de la Cmara
Los parmetros a tener en cuenta en cuanto a la forma de la cmara son:
Funcin de la cmara, adems de poder ser evacuada.
Resistencia necesaria para soportar la diferencias de presiones.
Forma en la cual el material se pueda conseguir en el comercio, por ejemplo,
tubo, lmina, placa, etc.
Diseo del equipo de liofilizacin 40
Las facilidades instrumentales para la construccin del cuerpo de la cmara,
bridas, conexiones, etc., y la comodidad para el mantenimiento.
Las dos formas principales de las cmaras son la cilndrica y la cbica.
La forma elegida para la cmara es la CILNDRICA, pues es la ms adecuada para el
vaco, ya que ofrece 2 ventajas tcnicas que inciden en el funcionamiento y en el costo
final de la instalacin (EUGENE, 1992):
a. La relacin volumen contenido / rea exterior del recipiente, es la mayor para
recipientes de seccin circular.
b. La seccin circular tiene mayor resistencia para soportar la presin exterior
que es igual a la presin atmosfrica mxima, esto es 760mmHg.
Esta geometra requiere de menor rea de material empleado y debido a la resistencia
de la seccin transversal, el menor espesor, gracias a esto se emplea el menor volumen
de material, lo cual es importante cuando se construye el cilindro a partir de una lmina,
ya que el costo de la lmina depende del volumen empleado (rea x calibre) y adems
con esta geometra el peso de la cmara disminuye positivamente.
4.1.3. Tamao de la Cmara
Al establecer el tamao de la cmara se tuvieron en cuenta los siguientes factores:
Capacidad de la cmara.
Densidad del producto a procesar.
Espesor del producto.
Espacio entre placas.
Altura de las bandejas.
Espesor de las placas intercambiadoras de calor.
Nmero de bandejas y/o niveles.
Tipo de condensador (interno o externo).
La definicin y eleccin de los anteriores factores se presentan en la Tabla 6.
La capacidad de la cmara fue definida en el captulo anterior, teniendo en cuenta que
el equipo ser diseado a escala de planta piloto.
La densidad mnima del producto corresponde a la del producto espumado, este
pretratamiento forma una estructura porosa la cual permite una mayor rapidez en el
proceso de liofilizacin. Con sta densidad se va a tener un mayor volumen para la
misma masa de producto, por lo tanto la capacidad neta del equipo ser de 6 litros de
producto.
Se van a utilizar 4 niveles con una capacidad de 1Kg o 1.5L por nivel dependiendo de la
densidad del producto.
Diseo del equipo de liofilizacin 41
Tabla 6. Factores que intervienen en el clculo del tamao de la cmara
Capacidad de la cmara 4 Kg
Espumado (min.) 0.67Kg/L (FRANCO, 1983,40)
Densidad del
producto aprox. No espumado o lquido (mx.) 1.5 Kg/L
Volumen mximo de 4 Kg de producto 6L = 4 kg / 0.67 Kg/L
Nmero de niveles 4
Capacidad por nivel 1 Kg
Volumen de producto / nivel
6 L / 4 niveles = 1.5 L
= 1.5x10
-3
m
3
Nmero de placas 5
Espacio entre placas 10 cm mnimo
Altura de las bandejas 3 cm
Espesor de las placas intercambiadoras de calor 2 cm mximo
Tipo de condensador
2 condensadores internos laterales
FUENTE: El autor, 2001.
El espesor del producto para los clculos preliminares del diseo ser de 0.5 cm, ya
que se ha establecido que la velocidad de liofilizacin es directamente proporcional al
cuadrado del espesor del producto (FERNNDEZ, 1998), por lo tanto entre menor sea
el espesor del producto a liofilizar se va a tener una mayor rapidez de secado. Sin
embargo el equipo dar la posibilidad de trabajar el producto con un menor o mayor
espesor, dependiendo de las necesidades y el estudio que se desee realizar. Al
procesar un producto con un espesor menor de 0.5cm, la capacidad del equipo ser
menor a la establecida, mientras que si se procesa material con un espesor mayor de
0.5cm la capacidad del equipo aumentar.
Para un espesor mximo de 2 cm, y con la densidad del producto espumado de 0.67
Kg/L , la capacidad del equipo es de 4 veces la capacidad inicial, es decir, 16 Kg. Este
valor se emplea para el clculo del espesor de las bandejas contenedoras del producto,
la carga de refrigeracin y el condensador, ya que es la capacidad mxima del equipo.
El interior de la cmara estar dotada de 5 placas por donde circular el fluido de
transferencia de calor (para la congelacin del producto y el suministro de calor para la
sublimacin), sobre las 4 primeras irn situadas las bandejas, la quinta placa
proporcionar energa radiante a la cuarta bandeja para tener homogeneidad en la
transferencia de calor en las cuatro bandejas, ya que en todas las bandejas se tiene
transferencia de calor por conduccin (de la placa en la cual est sostenida la bandeja)
y por radiacin, (de la placa que est justo sobre la bandeja).
La distancia entre las placas ser mnimo de 10cm, lo cual permitir procesar frutas en
su tamao original, tales como pltanos, manzanas, peras, etc. Este espacio tambin
permitir el flujo del vapor de agua retirado del producto a los condensadores.
La altura de las bandejas ser de 3 cm inicialmente, pero stas podrn ser reemplazas
por bandejas de mayor o menor altura, en caso de ser necesario.
El espesor de las placas intercambiadoras de calor ser mximo de 2 cm, este espesor
Diseo del equipo de liofilizacin 42
proporcionar un rea transversal que permita el flujo del refrigerante que circular por
las placas.
Se emplearn dos condensadores laterales al interior de la cmara, con el fin de
aprovechar el espacio al interior de la cmara. En el captulo 4.6.1 se especifica la
seleccin y diseo de stos.
En la figura 8 se esquematiza el arreglo de las placas intercambiadoras de calor, de
manera que forman el estante donde sern localizadas las bandejas contenedoras del
producto.
Figura 8. Estante: arreglo de placas y bandejas
FUENTE: El autor, 2001.
Altura de la estantera:
(Nmero de placas x Espesor de las placas) + (Nmero de bandejas x Espacio entre placas)
(5 placas x 2 cm) + (4 bandejas x 10 cm) = 50 cm
La estantera tendr unos soportes cuyo espesor no ser mayor de 3 cm, por lo tanto la
altura total de la estantera ser de 53 cm.
El dimetro de la cmara se calcula teniendo en cuenta la altura de la estantera
y considerando un espacio de 5 cm entre la pared de la cmara y el vrtice de la
estantera arriba y abajo, as: 50 cm + 2(5 cm) = 60 cm
Ancho de las placas intercambiadoras:
Diseo del equipo de liofilizacin 43
Empleando el teorema de Pitgoras, el ancho de las placas es:
,
_
,
_
2
2
2
tan _
_ 2 _
tera es Longitud
cmara radio placa Ancho
=
,
_
2 2
)
2
53
( ) 30 ( 2
cm
cm = 28 cm
Dimensiones de las bandejas:
Ancho de las bandejas
Asignando un espacio de 0.5 cm a la placa para el desplazamiento de la bandeja
28 cm 0.5cm = 27.5 cm
Figura 9. Esquema de la estantera. Dimensiones
FUENTE: El autor, 2001.
Longitud de las bandejas
Volumen del producto = Espesor del producto x Ancho de la bandeja x Longitud de la bandeja
Longitud de la bandeja m
m m
m x
091 . 1
275 . 0 005 . 0
10 5 . 1
3 3
Diseo del equipo de liofilizacin 44
El manejo de una bandeja de tal magnitud es dispendioso, por lo tanto se pueden
emplear 2 bandejas de 55 cm o 4 bandejas de 27.5 cm de longitud. Con el fin de tener
un mejor manejo del producto y facilitar el anlisis de las muestras se manejarn
bandejas cuadradas, es decir, de 27.5 cm de lado. En tal caso se emplearn un total
de 16 bandejas.
La dimensiones de las bandejas se muestra en la figura 10.
Figura 10. Dimensiones de las bandejas contenedoras del producto
FUENTE: El autor, 2001.
Las dimensiones de la cmara se representan en la figura 11:
Dimetro interior = 60 cm = 1.97 ft = 23.6 in =
o
Longitud de la cmara : Considerando que la longitud total de las bandejas es de
1.091 m, y proporcionando un 10% a la longitud de la cmara para asegurar un buen
arreglo de la estantera en la cmara, la longitud de la cmara es de:
1.091 m + 10% (1.091 m) = 120 cm = 3.94 ft = 27.42 in = L
Figura 11. Dimensiones de la cmara de liofilizacin.
FUENTE: El autor, 2001.
Diseo del equipo de liofilizacin 45
4.1.4. Forma y espesor de las Tapas de la Cmara
Las tapas planas tienen dos inconvenientes; el costo y el peso que aumentan con el
dimetro, por ello resulta ms econmico utilizar tapas abombadas, por ejemplo
semiesfricas o elipsoidales (EUGENE, 1992, 31).
Debido a esto se seleccion la forma de las tapas de la cmara, elipsoidales.
El valor de la profundidad de las tapas, h, se calcula de acuerdo a la geometra de la
figura 12.
Donde;
Ro = 0.9Do (Para la forma elipsoidal segn EUGENE, 34, 1992).
Ecuacin de la circunferencia:
2 2 2
Y X Ro +
Para Y = Do/2
h = Ro X
Por lo tanto;
2 2
) 2 / (Do Ro Ro h
Figura 12. Profundidad de las tapas de la cmara, h.
FUENTE: El autor, 2001.
El valor de h, para los diferentes espesores de las tapas de la cmara, se tabulan en la
tabla 8.
Notacin:
P : Presin externa de diseo, lb/in
2
= 760 mmHg = 14.7lb/in
2
t : Espesor de pared mnimo requerido
Do : Dimetro exterior de la cabeza, in =
o
+ t
Ro : Radio exterior de la cabeza = 0.9 Do, in
Diseo del equipo de liofilizacin 46
Pa : Presin mxima de trabajo permitida, lb/in
2
El espesor de las tapas se calcula segn el siguiente procedimiento (EUGENE, 34,
1992):
1. Suponer un valor para t y calcular el valor de A usando la formula:
A = 0.125 / (Ro/t)
2. Con el valor de A entrar a la grfica del Anexo B. Seguir verticalmente hasta la
lnea de temperatura aplicable.
Desde la interseccin, desplazarse horizontalmente y leer el valor de B.
3. Calcular la presin mxima permitida:
Pa = B / (Ro/t)
Si la presin mxima de trabajo permitida Pa, calculada por la frmula anterior, es
menor que la presin de diseo, debe tomarse un valor ms grande para t y repetir el
procedimiento de clculo.
1. t = 0.0710 in
Do = 23.62 + 0.071 = 23.76 in
Ro = 0.9 ( 23.76in) = 21.39 in
2. A = 0.125 / (Ro/t) = 0.00041
3. B = 5 600
4. Pa = 5 600 / (21.39/0.071) = 18.59 psi
Pa > P
18.59 psi > 15 psi
18.59 psi > 11.03 psi
Tabla 7. Clculo del espesor de la lmina de las tapas de la cmara.
t FACTOR h
calibre
lmina
cm in
Do
in
Ro
in
A B
Pa
Psi
in cm
14 0.199 0.079 23.78 21.40 0.00046 6500 23.842 3.607 9.1606
15 0.180 0.071 23.76 21.39 0.00041 5600 18.590 3.604 9.1548
16 0.161 0.064 23.75 21.37 0.00037 5450 16.191 3.602 9.1490
17 0.146 0.058 23.74 21.36 0.00034 4750 12.785 3.600 9.1444
18 0.131 0.052 23.73 21.35 0.00030 4250 10.270 3.598 9.1399
FUENTE: El autor, 2001.
Segn estos clculos, el espesor para las tapas de la cmara que soporte una presin
de 760 mmHg ser de 0.064in (calibre 16), y que soporte una presin de 560 mmHg,
ser de 0.058 in (calibre 17). Sin embargo para la construccin del equipo es mejor
emplear un calibre mayor con el fines de doblado y soldadura. El espesor indicado es
0.138 in, calibre 10.
Diseo del equipo de liofilizacin 47
4.1.5. Espesor de la lmina al interior de la cmara
El espesor de la lmina depende de la presin externa a soportar, el dimetro, la
longitud del cilindro y la resistencia mxima del material a la temperatura del trabajo.
Notacin:
P : Presin externa de diseo, lb/in
2
= 760 mmHg = 15 lb/in
2
o
: Dimetro interior de la cmara = 0.6 m = 23.62 in
t : Espesor de pared mnimo requerido
Do : Dimetro exterior, in =
o
+ 2t
L : Longitud de la Cmara = 120 cm = 3.94 ft = 27.42 in
h : Profundidad de las tapas de la cmara. = 9.16cm.
l : Longitud de la seccin del recipiente = L + 2(h/3)
= 120 cm + 2 (9.16 cm /3)
= 49.65 in
Pa : Presin mxima de trabajo permitida, lb/in
2
En la figura 12 se representa el dimetro exterior, la longitud de la cmara y la
profundidad de las tapas.
Figura 13. Diagrama de la Cmara.
FUENTE: El autor, 2001.
Para un casco cilndrico, cuando Do/t es igual o mayor a 10, la presin mxima
permitida es (EUGENE, 34, 1992):
( )
t
Do
B
Pa
3
4
Donde B es una constante que se determina por el siguiente procedimiento (EUGENE,
34, 1992):
a. Suponer un valor para t, calcular l /Do y Do/t
Diseo del equipo de liofilizacin 48
b. Entrar a la Grfica 1 del Anexo A con el valor de l /Do
c. Seguir horizontalmente hasta la lnea que representa a Do/t. Desde el punto
de interseccin se sigue verticalmente hasta determinar el valor del factor A.
d. Entrar con el valor del factor de A a la Grfica 2 del Anexo B. Seguir
verticalmente hasta la lnea de temperatura aplicable. Si el valor de A cae a
la izquierda de la lnea aplicable de temperatura, el valor de Pa se calcula por
la formula:
( ) t Do
AE
Pa
/ 3
2
E = Modulo de elasticidad del material, 190 GPa = 27 557 459 lb/in
2
e. Desde la interseccin, seguir horizontalmente y leer el valor de B. Calcular la
presin mxima de trabajo permitida, Pa.
Si la presin mxima de trabajo permitida es menor que la presin de diseo, debe
repetirse el procedimiento de diseo aumentando el espesor del recipiente.
Para el acero inoxidable AISI 316, a una presin externa de 760 Torr, presin interna
de 0.1 Torr, dimetro de la cmara de 60 cm y 120 cm de longitud; el espesor de la
lmina se ha calculado de la siguiente manera:
a. Suponiendo un espesor de la lmina t de 0.0710in (calibre 15).
Do = 23.62 in + 2(0.0710) = 23.76 in
Do/t = 23.76 in / 0.0710 in = 334.71
l /Do = 49.65 in / 23.76 in = 2.089
b. De la Grfica 1 del Anexo A
El factor A = 0.000120
c. Como el valor de A cae a la izquierda de la lnea aplicable de temperatura,
entonces se calcula el valor de Pa
( ) 71 . 334 3
27557459) )( 000120 . 0 ( 2
Pa = 6.59 lb/in
2
Pa > P
6.59 lb/in
2
> 14.7lb/in
2
, para 760 mmHg
6.59 lb/in
2
> 10.83lb/in
2
, para 560 mmHg
El valor de la presin mxima de trabajo permitida Pa se calcul para diferentes
espesores, buscando que este valor fuera mayor al de la presin de diseo, los
resultados de los clculos se tabulan en la siguiente tabla:
Diseo del equipo de liofilizacin 49
Tabla 8. Clculo del espesor de la lmina al interior de la cmara.
Lamina
Espesor
FACTOR
A
Pa
(Psi)
Pa
>
10.83lb/in
2
Pa
>
14.7lb/in
2
Calibre
cm in
Do
/Do
Do/t
10 0.351 0.138 23.898 2.077 172.927 0.000300 31.87
Si Si
11 0.313 0.123 23.869 2.080 193.582 0.000250 23.73
Si Si
12 0.275 0.108 23.839 2.083 219.916 0.000200 16.71
Si Si
13 0.237 0.093 23.809 2.085 254.913 0.000150 10.81
Si No
14 0.199 0.079 23.779 2.088 302.918 0.000150 9.10
No No
15 0.180 0.071 23.764 2.089 334.705 0.000120 6.59
No No
FUENTE: El autor, 2001.
El espesor mnimo de la lmina para que soporte una presin exterior de 560 mmHg
(Presin de la ciudad de Bogot, altura promedio 2600m) es de 0.093in (calibre 13) y
para que soporte una presin de 760 mmHg (Presin a nivel del mar) es de 0.108 in
(calibre 12). Sin embargo para la construccin del equipo es mejor emplear un calibre
mayor con el fines de doblado y soldadura. El espesor indicado es 0.138 in, calibre 10.
4.1.6. Bandejas Contenedoras del Producto
La bandejas que contienen el producto a liofilizar, deben ser fabricadas en un material
altamente resistente a la corrosin y a la oxidacin, ya que deben contener productos
delicados, como son los alimentos a procesar. Por tal motivo, se ha seleccionado
como material para las bandejas el acero inoxidable AISI 316.
La presin mxima a la cual van a estar sometidas las bandejas en el interior de la
cmara es la ejercida por el peso del producto que va a contener la bandeja, por lo
tanto para una cantidad de producto de 1000 g (empleando la mxima capacidad del
equipo de 16 Kg) el espesor de la bandeja es:
2
2
t
d P
d
(FERDINAND, 282, 1997)
d
: Esfuerzo de diseo
t : Espesor del material de las bandejas
d : Ancho de las bandejas = 27.5 cm = 10.83 in
En la grfica 10 se representan las dimensiones de las bandejas.
Dimensiones de las bandejas = 27.5 cm x 27.5 cm x t
P : Fuerza mxima a la cual estn sometidas las bandejas
0.275m 0.275m
m/s 9.81 Kg 1
2
129.72 N/m
2
= 0.019 lb/in
2
Empleando un factor de seguridad de 1.8, el esfuerzo de diseo
d
es:
t
/1.8
Diseo del equipo de liofilizacin 50
t
: Resistencia a la traccin: 80 081 lb
f
de la tabla 4.
8 . 1
/ 80081
2
d
in lb
= 44489.44 lbf
despejando t
2
2
2
00005 . 0
psi 44 . 44489
10.83in) ( x 0.019psi
in t
t = 0.022in = 0.057cm
Las bandejas contenedoras del producto a liofilizar, tendrn un espesor de 0.057cm,
diseadas para soportar un mximo de 1000 g de producto. Por razones tcnicas de
soldadura o doblado, es recomendable fijar el espesor de las placas de las bandejas en
1/16 de pulgada, ya que como se van a emplear lminas de acero inoxidable, se
tendrn problemas de doblaje y soldadura en las mismas.
4.2 AISLAMIENTO DE LA CMARA
Al interior de la cmara la temperatura estar alrededor de 50C al iniciar la operacin
de liofilizacin. Con el fin de mantener esta temperatura durante la primera etapa de
congelacin y evitar altos consumos de refrigerante, es necesario aislar la cmara del
ambiente exterior por medio de un material aislante que proporcione una alta
resistencia al flujo de calor del exterior al interior de la cmara.
La eficacia del aislante depende de varios factores. Entre los ms importantes son:
Su naturaleza
Su densidad
El espesor
La forma en que se aplique (inyeccin o en lmina)
Algunos materiales aislantes son: la fibra de vidrio, el poliestireno expandido o extrudo,
el poliuretano, la lana mineral. Se tiende a emplear cada vez ms los paneles
integrales o sandwich, constituidos bsicamente por una lmina de material aislante
(en general poliuretano) revestida por ambas caras con lminas de acero lacado. Estos
paneles presentan la ventaja de su fcil aplicacin, al poder ensamblarse con otros.
Las caractersticas bsicas de los materiales aislantes que se deben conocer son:
La conductividad trmica.
La permeabilidad al vapor de agua.
La estabilidad dimensional
La resistencia a la compresin
Diseo del equipo de liofilizacin 51
El comportamiento al fuego
Clculo del espesor del aislante:
Los factores esenciales a tener en cuenta al calcular el espesor de la lmina de aislante
son:
Las temperaturas previstas para el interior y el exterior:
Los espesores deben calcularse para las condiciones ms desfavorables, es decir,
para T mximos, teniendo en cuenta las temperaturas exteriores ms elevadas.
t
ex
= 20C; T = 20 (-50) = 70C
La conductividad del aislante
El material aislante debe ofrecer una gran resistencia al flujo de calor. En la tabla 9
se presenta el coeficiente de conductividad trmica de algunos aislantes.
Tabla 9. Conductividad Trmica de algunos Aislantes
Material Densidad
[Kg/m
3
]
Conductividad
[W/(mK)
Poliestireno
expandido
De 10 a12
De 12 a 15
De 15 a 20
De 20 a 25
De 25 a 40
0.047
0.044
0.038
0.035
0.033
Poliestireno
extrudo
De 25 a 30
De 30 a 50
0.034
0.027
Poliuretano
De 28 a32
De 32 a 40
De 40 a 80
0.023
0.020
0.017
Espumas
fenlicas
De 28 a32
De 32 a 40
De 40 a 80
0.038
0.035
0.037
Corcho
De 90 a 110
De 110 a 150
0.043
0.037
Fibra de
vidrio
De 13 a 20
De 20 a 50
De 50 a 100
0.048
0.037
0.036
Vidrio
celular
De 100 a 140
De 140 a 200
0.049
0.050
FUENTE: BARRERA, CMARAS FRIGORFICAS., 1996, 31.
Las prdidas mximas admisibles: El flujo de calor mximo permitido,
usualmente es (BARRERA, 1996, 30):
q = 8W/m
2
para conservacin
q = 6W/m
2
para congelacin
El espesor del aislante se determina con la ecuacin de flujo de calor en superficies
Diseo del equipo de liofilizacin 52
redondas:
( ) ( )
R
Ti Te
r
r
Ti Te
q
1
]
1
,
_
1
2
ln
1
2
1
(MELGAREJO, 1995, 165)
donde;
q : Flujo de calor mximo admisible (W/m de longitud)
q = 8 W/m
2
x Longitud de la circunferencia del cilindro de la cmara.
Longitud de la circunferencia = 2r
1
= 2 *0.3m =1.88m
8 W/m
2
* 1.88m = 15W/m
: Coeficiente de conductividad trmica del aislante (W/mK)
Te-Ti : Temperatura de la cara exterior e interior respectivamente(K)
20C (-50C) = 70C
r
1
: Radio interior de la tubera (m) = 0.3m
r
2
: Radio exterior de la tubera (m) + espesor de aislamiento (m)
r
2
= r
1
+
Despejando el espesor se obtiene:
( )
1
2
1
r e r
q
Ti Te
,
_
El espesor para el poliuretano de densidad 40Kg/m
3
, es:
( )
in m m e m
m W
mK W K
6 . 7 1983 . 0 3 . 0 3 . 0
2
/ 15
/ 017 . 0 70
,
_
En la tabla 10 se tabula el espesor calculado para diferentes aislantes para un flujo de
calor de 6 W/m
2
y 8 W/m
2
.
Segn la tabla 10 el aislante que necesita menor espesor para impedir un flujo de calor
no mayor a 8W/m
2
, es el poliuretano, por lo tanto, el aislante de la cmara ser de este
material, de densidad de 40Kg/m
3
y con un espesor de 8 in.
En la tabla 10, se observa que para un flujo de calor de 6 W/m
2
el espesor necesario es
de 28.2 cm, mientras que para 8 W/m
2
el espesor es de 19.32 cm, por lo tanto debido a
que el proceso de congelacin ser de una hora de duracin aproximadamente y
durante el resto del proceso ser una forma de conservacin, pues se suministrar calor
al producto, el espesor ms econmico (por precio y tamao del equipo) a emplear ser
el de 19.32 cm. Aunque el calor suministrado al producto debe ser controlado, un flujo
de 8W/m
2
no es un valor que afecte significativamente el control de la temperatura del
Diseo del equipo de liofilizacin 53
producto durante el proceso.
Tabla 10. Espesor del Aislante
Espesor (cm) Material Densidad
[Kg/m
3
]
Conductividad
[W/(mK)
6 W/m
2
8 W/m
2
De 10 a12 0.047
157.503
88.587
De 12 a 15 0.044
136.805
78.627
De 15 a 20 0.038
102.010 61.145
De 20 a 25 0.035
87.437
53.490
Poliestireno
expandido
De 25 a 40 0.033
78.627
48.747
De 25 a 30
0.034
82.946 51.084
Poliestireno
extruido De 30 a 50
0.027
55.967 36.074
De 28 a32 0.023
43.553
28.780
De 32 a 40 0.02
35.433
23.843
Poliuretano
De 40 a 80 0.017
28.210
19.320
De 28 a32 0.038
102.010 61.145
De 32 a 40 0.035
87.437
53.490
Espumas
fenlicas
De 40 a 80 0.037
96.961
58.518
De 90 a 110 0.043
130.426 75.496
Corcho
De 110 a 150 0.037
96.961
58.518
De 13 a 20 0.048
164.959
92.106
De 20 a 50 0.037
96.961 58.518
Fibra de
vidrio
De 50 a 100 0.036
92.106
55.967
De 100 a 140 0.049
172.711 95.730
Vidrio celular
De 140 a 200 0.05
180.771 99.461
FUENTE: RAMREZ, REFRIGERACIN. 1994, 117.
El poliuretano es empleado en aquellos casos en que se necesita una buena
elasticidad y adherencia a las superficies metlicas, aplicndose por proyeccin o
rociado en las paredes.
En la tabla 11 se describen las Caractersticas bsicas del aislante:
Tabla 11. Caractersticas bsicas del poliuretano.
Densidad Kg/m
3
Caracterstica
28-32 32-40 40-80
Conductividad
Kcal / (h.m.C)
0.020 0.017 0.017
Esfuerzo
Kg/cm
2
1.1 1.6 5 Resistencia
compresin Deformacin
%
8.2 6.7 4.5
Permeabilidad
(g.cm)/(m
2
.da.mmHg)
8 4.4 1.8
FUENTE: RAMREZ, REFRIGERACIN. 1994, 117.
Segn esta tabla, la densidad del poliuretano que ms se ajusta a las condiciones de la
cmara es la de 40 a 80Kg/m
3
, ya que presenta mejor resistencia a la compresin,
menor deformacin, menor permeabilidad, es decir muy resistente al paso del vapor de
agua, puesto que la cmara estar expuesta a gran humedad y poca ventilacin. La
Diseo del equipo de liofilizacin 54
conductividad trmica es la ms baja, lo cual impedir en un mayor grado la
transferencia de calor del exterior al interior de la cmara.
El poliuretano es uno de los mejores aislantes, incluso a bajas densidades, ya que
posee valores de difusividad o permeabilidad relativamente bajos para determinados
espesores.
El poliuretano es muy resistente a los microorganismos y, en todo caso, no favorece su
desarrollo.
4.3 SISTEMA DE VACIO
El propsito del sistema del vaco es evacuar los gases no condensables de la cmara,
creando la presin necesaria para la sublimacin. Esto reduce eficazmente la
resistencia del flujo de vapor de agua que migra del producto al condensador. La
ausencia de aire en el sistema tambin previene la oxidacin durante el secado. La
bomba debe ser capaz de bajar la presin dentro de la cmara de secado de la presin
atmosfrica a 0.01 Torr.
Los factores ms importantes que se deben tener en cuenta para la seleccin de la
bomba son los siguientes:
1) La presin de trabajo
2) El tiempo necesario para obtener una presin
3) El volumen de la cmara
4.3.1. Presin de trabajo
Este valor es el que determina el tipo de bomba que se debe utilizar. Tambin puede
dar una indicacin de la importancia relativa de los fenmenos de desorcin.
La presin mnima requerida para el proceso de liofilizacin propuesta para el diseo
del equipo es de 0.01Torr, ya que se ha encontrado que la velocidad de secado en
funcin de la presin pasa por un mximo a una presin comprendida generalmente
entre 0.01 y 1Torr. Por lo general la desorcin se lleva a cabo a una presin de
0.5mmHg (0.5Torr).
Se tiene que, desde la presin atmosfrica hasta aproximadamente 10
-1
mmHg y en
ciertos casos hasta 10
-2
mmHg, se pueden seleccionar mquinas giratorias de uno o dos
escalones, del tipo de bombas de paletas. Lo que ms se recomienda es que la
presin de trabajo est entre algunas decenas de mmHg y 10
-1
mmHg.
Diseo del equipo de liofilizacin 55
4.3.2. Tiempo para obtener una presin dada
El tiempo que se necesita para obtener la presin requerida no tiene influencia directa
en el proceso de liofilizacin, ya que es un tiempo relativamente bajo en comparacin al
que se utiliza durante todo el proceso de liofilizacin.
Al incorporar el sistema de refrigeracin en la cmara de secado, un tiempo suficiente
para que la bomba reduzca la presin de la cmara a 0.01 Torr es de 15 a 30 minutos,
ya que el producto no corre el riesgo de descongelarse en las bandejas.
En el caso en que el sistema de congelacin del producto no est incorporado en la
cmara de secado, es necesario emplear bombas de mayor capacidad, para que el
tiempo de evacuacin de los gases no exceda de 5 minutos. Se obtienen economas
sustanciales con bombas de vaco de menor capacidad en cmaras equipados con
placas refrigeradas.
Este factor ser el que determinar directamente la capacidad de la bomba.
El tiempo empleado para vaciar una instalacin de volumen V, se calcula por medio de
la expresin que enuncia EGEA, 1973:
P
P
Sr
V
t
1
log 3 . 2
donde:
V = volumen en litros.
Sr = Velocidad real de aspiracin en l/min.
P
1
= Presin inicial (Normalmente 760 Torr)
P
= Presin que se desea alcanzar en Torr.
t = Tiempo en minutos.
4.3.3. Volumen de la cmara
En un sistema de vaco, lo que se busca es llegar en un determinado volumen, a una
concentracin muy pequea de molculas.
As como el tiempo de bombeo, el volumen de la cmara determina la capacidad total
del grupo.
El volumen de la cmara es:
V
cmara
= Volumen del cilindro + 2x (Volumen de la tapa)
( )
3
37 . 21
77 . 17
2 2
22 . 821 37 . 21 ) ( in in R V
in
in
R
h R
o tapa
o
o
=0.002 m
3
V
cmara
= (0.3 m)
2
x 1.2 m + 2 x 0.002 m
3
= 0.343 m
3
Diseo del equipo de liofilizacin 56
Como la cmara es cilndrica se debe establecer un bombeo centrado, es decir, ubicar
la tubera de bombeo centrada en la placa por donde saldr, para asegurar gradientes
menores de presin de un punto a otro de la cmara.
El nmero de uniones o juntas, las soldaduras y el tipo de superficies, permiten prever
la importancia que se ha de dar a las fugas reales o virtuales y mejorar las capacidades
calculadas para el grupo de bombeo.
4.3.4. Seleccin de la bomba de vaco
De acuerdo con las anteriores condiciones se han seleccionado diferentes tipo de
bombas que proporcionan las caractersticas necesarias para realizar el vaco dentro
de la cmara.
El tiempo para alcanzar el vaco en la cmara con un volumen de 0.343m
3
se calcul de
la siguiente manera:
Para la bomba de referencia U-03351-20
P
P
Sr
V
t
1
log 3 . 2
min 34 . 19
045 . 0
560
log
min / 167
343
3 . 2
1
mmHg
mmHg
l
l
t
Tabla 12. Especificaciones de las bombas de vaco.
VOLTAJE
VACO
ULTIMO
CAPACIDAD TIEMPO Dimensiones PESO PRECIO REFERENCIA
VAC torr lt/min min
L x W x H Kg
$
U-03351-20 110/220 0.045 167 19.34
18 x6 x 9 32.7
$ 9.381.240
U-07159-20 208/230,4.6 0.01 155 24.17
16 x 13 x12 41.8
$ 5.806.350
U-79303-20 110/220 1.50E-03 167 26.32
18 x6 x 9 32.7
$ 9.153.540
U-07152-22 115*230 0.01 285 13.14
16 x 13 x12 42.7
$ 6.447.727
U-07164-42 208/230,4.1 0.01 170 22.03
17 X 6 X 9 18.2
$ 2.941.037
14677-00 115 1.3E-04 195 26.84
6 X 18 X 10 3/8 29.5
$ 3.185.000
FUENTE: CATALOGO COLE-PARMER. 2002
Segn la tabla 12, la bomba que ms se ajusta a las necesidades del equipo en cuanto
vaco ultimo, capacidad, tiempo en alcanzar el vaco y precio; es la correspondiente a la
referencia U-07164-42, ya que se demora 22.03 minutos en alcanzar el vaco, valor que
se encuentra dentro del rango permitido para equipos de liofilizador que tienen
integrado el sistema de refrigeracin del producto, dentro del equipo. El peso de esta
bomba es el menor (18.2Kg), y el precio es el ms econmico.
En la figura 14 se presenta la bomba de vaco seleccionada.
Diseo del equipo de liofilizacin 57
Figura 14. Bomba de Vaco U-07164-42.
FUENTE: CATALOGO COLE-PARMER. 2002
Se deben situar dos tomas de vaco, una a cada lado del liofilizador, para que los
condensadores queden interpuestos entre la cmara y la bomba de vaco, y no
permitan que el vapor de agua ingrese a esta ltima, tal como se muestra en la figura
15:
Figura 15. Tomas de Vaco
FUENTE: El autor, 2002.
Diseo del equipo de liofilizacin 58
4.4 SISTEMA DE REFRIGERACIN PARA LA CONGELACIN DEL
PRODUCTO
El equipo de liofilizacin necesita refrigerar las placas donde se pondr el producto y los
condensadores. Debido a que es necesario controlar la temperatura de las placas
durante todo el proceso, es preciso emplear un sistema de refrigeracin para los
condensadores y otro para las placas. Sin embargo en la primera etapa del proceso, es
decir, la congelacin, los condensadores no necesitan estar en funcionamiento, por lo
tanto el sistema que los refrigera ayudar a la rpida congelacin del producto,
utilizando ambos sistemas para la refrigeracin de las placas.
El primer sistema de refrigeracin se emplea para controlar la temperatura de las
placas, tanto para congelar el producto como para impedir que la temperatura de las
placas se eleve demasiado y cause la fusin del producto.
En el diseo del sistema de refrigeracin para el congelamiento del producto es
necesario conocer la carga de enfriamiento, es decir, la cantidad de calor que se
necesita retirar para alcanzar la temperatura requerida, la cual es de 20C debajo del
punto eutctico. La temperatura mnima requerida para la congelacin es de -50C. Por
lo tanto es importante la eleccin del refrigerante, el cual debe tener una temperatura de
evaporacin de 50C.
4.4.1. Seleccin del Refrigerante Primario
Los refrigerantes que trabajan a temperaturas de 70C y 50C son los freones (CFC),
el amoniaco, el nitrgeno lquido y el dixido de carbono.
El protocolo de Montreal hizo un llamado para la eliminacin de los CFCs hacia finales
de 1995. La necesidad de refrigerantes amigables al ozono, para reemplazar los CFCs
tales como R-11, R-12 y R-502 es as, extremadamente urgente.
El protocolo de Montreal, tambin hizo un llamado para un consumo limitado de HCFCs
a partir de finales de 1995 con su eliminacin total hacia 2030.
Para cumplir con estas regulaciones, los refrigerantes alternativos deben, hasta donde
sea posible, ser libres de cloro, y por lo tanto no tener potencial de agotamiento del
ozono (ODP). Deben tener tambin un potencial de agotamiento global mnimo.
Para alcanzar temperatuas inferiores a 0C, como el caso de este proyecto, era
empleado de forma casi exclusiva el refrigerante R502, pero debido al protocolo de
Montreal, este fue descontinuado hace unos aos.
A continuacin se describen algunos de los refrigerantes ms utilizados en aplicaciones
de temperaturas bajas.
Diseo del equipo de liofilizacin 59
4.4.1.1 Refrigerante R502
Es una mezcla azeotropica de R22 y R115, en proporcin 48.8% y 51.2%
respectivamente. Sus propiedades son la combinacin de la que corresponde a sus
componentes aislados. El punto de ebullicin a 760 Torr es de 45.6C y su calor de
evaporacin es de 43.5 Kcal/Kg. El rendimiento frigorfico combina mucha de las
cualidades del R22 y R12. Su aplicacin se ha extendido con preferencia al R12 y R22
cuando son necesarias temperaturas de descarga ms bajas y especialmente cuando
se necesita obtener algo ms de capacidad frigorfica o temperaturas inferiores. Las
temperaturas de descarga oscilan entre 16 y 20C.
Los refrigerantes alternativos al R 502 son: R408A, R404A, R507, R402A,B, R407A,B,
R403.
4.4.1.2 Refrigerante R507 / AZ50
Es usado para circuitos cerrados de refrigeracin en enfriamiento comercial, Industrial y
en otras aplicaciones de refrigeracin a bajas temperaturas.
Es una mezcla azeotrpica de Pentafluorethano CHF2CF3 (R125) Y 1,1, trifluoretano
CH3CF3 (R134A) en proporcin 50% y 50%.
Propiedades fsicas:
Apariencia: Incoloro en estado de gas o lquido.
Punto de evaporacin: -46.7 C
Punto de congelacin: No determinado.
Presin de vapor (Kpa a 21C): 1060
Densidad relativa (25C, 101.3KPa, Aire=1): 3.43
Rata de evaporacin: 0.1 comparado con CCl
4
= 1
% de voltiles: 100% a 20C
Estado fsico: Gas a temperatura ambiente.
Temperatura de combustin: No inflamable
Solubilidad en agua: No soluble
Peso molecular: 98.8
Gravedad especfica (agua=1): 1.07 a 21.1C
pH Neutro
Condensacin del gas: Temperatura crtica: 70.9C
Presin crtica: 3 830Kpa
Temperatura de autoignicin : No inflamable (>750C)
Olor: aroma a ter a temperatura ambiente.
Diseo del equipo de liofilizacin 60
4.4.1.3 Refrigerante R404A
Es empelado para sistemas grandes de refrigeracin comercial. Es un reemplazo para
el R502.
Es una mezcla azeotrpica de R1125 (Pentafluoretano), R143A (Trifluoretano), R134A
(tetrafluoretano) en proporcin 44%, 52% y4%.
Propiedades fsicas:
Apariencia: liquido voltil blanco con un aroma a ter
Punto de ebullicin (101.32Kpa): -46.8C
Presin de vapor (a25C) 1270Kpa
Densidad relativa (0C, 101.3Kpa):1.04
Temperatura de combustin: No inflamable
Solubilidad en agua: No determinada
Condensacin del gas: Temperatura crtica: 72.4C
Presin crtica: 3 688Kpa
Al estudiar las propiedades de los anteriores refrigerantes, se observa que el
refrigerante R404A y R507 tiene propiedades similares, lo cual nos permite utilizar
cualquiera de los dos indiferentemente. La eleccin radica en la oferta comercial de
estos refrigerantes en Colombia, por lo tanto se emplear R404A, el cual es ms fcil
de adquirir, y en caso de reposicin por fuga, no ser dispendiosa su compra.
Este refrigerante ser empleado para el sistema que enfriar las placas del producto y
el sistema de refrigeracin para los condensadores.
4.4.2. Seleccin del refrigerante secundario
En muchas aplicaciones de refrigeracin, el calor es transferido, no por el refrigerante
primario empleado en el ciclo de compresin de vapor, sino por un refrigerante
secundario, que puede ser cualquier liquido enfriado por el refrigerante y usado para la
transferencia de calor sin un cambio de estado.
En los sistemas de liofilizacin, los refrigerantes secundarios que se usan
frecuentemente son el tricloroetileno, el aceite de silicona y el lexsol.
4.4.2.1 Tricloroetileno
a. Caractersticas fsicas
El tricloroetileno es un lquido inflamable, aguado blanco, color azucarado similar al
cloroformo. La principal aplicacin est en el vapor desengrasante. Sin embargo este
solvente se utiliza en operaciones de limpieza en fro, en procesos de extraccin, en
limpieza en seco, industrialmente como un transportador o vehculo solvente.
Las propiedades fsicas y trmicas del tricloroetileno se muestran a en la tabla 13.
Diseo del equipo de liofilizacin 61
Tabla 13. Propiedades Fsica y trmicas del tricloroetileno
Peso Molecular 131.4
Punto de ebullicin 87.0C (188.6F)
Punto de Congelacin -86.4C (-123.5F)
Gravedad especfica, 25/25C 1.456
Libras por galn a 25C 12.2
Densidad del vapor (aire = 1) 4.53
Calor especfico 0.225 cal/gC 926 J/Kg K
Calor de vaporizacin BTU/lb 103
Calor de vaporizacin cal/g 57.2
Coeficiente de expansin cbica 0.00117
Viscosidad a 25C centipoises 0.58
Tensin superficial dinas/cm 20C 31.6
Punto inicio saturacin 100 ppm
Mxima concentracin permitida 100 ppm
Parmetro crtico Pc = 5.02Mpa, a 271C
Densidad Kg/m
3
1585.7 a 50C
1464 a 20C
1395 a 60C
1325 a 100C
Coeficiente de expansin
volumtrica
0.00117C
-1
entre 0 y 40C
-40C 0.142
20C 0.138
80C 0.0099
Conductividad Trmica W/mK
140C 0.071
FUENTE: RODRGUEZ, 337,1990.
b. Disponibilidad comercial:
El tricloroetileno est disponible en cuatro grados establecidos cada uno en su utilidad
para ser aplicado en ciertas condiciones especificas. A continuacin se da una lista de
los grados producidos:
Diseo del equipo de liofilizacin 62
1. Grado desengradante grado de solvente general:
Designado para aplicaciones de vapor desengrasante. Tambin puede ser usado para
operaciones de limpieza en fro. segn las especificaciones federales O-T 634b, tipo
II
2. Grado doble propsito:
Es de bajo residuo usado en desengrase de vapor como tambin en operaciones de
limpieza en fro. Rene la especificacin militar MIL-T-27602-A.
3. Grado extraccin
Grado de bajo residuo utilizado en procesos de extraccin solvente, mantiene una gran
estabilidad.
4. Grado alta pureza
Utilizado en Electrnica, grado de bajo residuo aplicado como solvente de limpieza
especial por la industrial electrnica y aeroespacial.
c. Recomendaciones de seguridad en el uso del tricloroetileno
Aunque el tricloroetileno se considera uno de los menos txicos hidrocarbonos
cloratados, el tricloroetileno es clasificado como sustancia txica, debe por consiguiente
ser usado con precaucin sobre los lmites de inicio de saturacin de 100 ppm. Ha sido
establecido por la American Conference of Gobermental Industrial Hygienists como una
concentracin tolerable promedio de peso en tiempo, antes de cualquier efecto
toxicolgico adverso pueda suceder.
La mxima concentracin permitida para el tricloroetileno se ha ajustado en 200 ppm.
Este rango relativamente bajo de toxicidad junto con la baja volatilidad y libertas de
efectos acumulativos, permiten que el tricloroetileno pueda ser usado con seguridad
dentro de una variedad de condiciones.
Sin embargo, cuando se utilice tricloroetileno todas las normas de seguridad y
precauciones se deben tener en cuenta con el uso de otros solventes cloratados. Se
debe evitar la inhalacin repetida o prolongada de vapores; si un individuo es afectado
por los vapores deber ser llevado y movido a un lugar al aire fresco, si deja de respirar
se le debe dar respiracin artificial
Se debe evitar el contacto prolongado y repetido con la piel o los ojos, si esto no es
posible se debe usar equipo de proteccin. Tal como gafas, guantes, equipo de
respiracin.
Se debe evitar el contacto del solvente con llama y/o superficies calientes dado que se
puede presentar una descomposicin trmica dado como resultado una formacin de
gases txicos y corrosivos.
Diseo del equipo de liofilizacin 63
4.4.2.2 Otros refrigerantes
Los aceites de silicona pueden soportar temperaturas muy altas sin descomponerse y
son qumicamente inertes a los metales y a la mayora de los reactivos. Tambin
conservan la viscosidad a bajas temperaturas (a las que los aceites hidrocarburos
ordinarios se espesan) y a altas temperaturas (a las que los aceites ordinarios se
diluyen demasiado).
Mediante el estudio de las ventajas de uso la seleccin del refrigerante secundario se
ha enfocado en el tricloroetileno ya que como parmetro principal en el diseo del
evaporador se debe tener en cuenta que a la temperatura de 50C el tricloroetileno no
se evapora ya que no se encuentra en la lnea de saturacin y por lo tanto su fluidez la
hace de manera lquida.
Por otra parte presenta la gran ventaja de poder ser usado como refrigerante, y como
medio calefactor ya que se puede obtener dentro de la cmara a temperaturas de
hasta 70C para el proceso de sublimacin por lo que el punto mximo de ebullicin se
encuentra a una temperatura de 87C. Esta ventaja se presta para prescindir de las
resistencias calefactoras que podran instalarse dentro de la cmara. Otra ventaja que
se presenta es la propiedad de limpieza en fro y su estabilidad y su aplicacin
desengrasante en los sistemas en los cuales es utilizado.
El uso del tricloroetileno como refrigerante en el circuito secundario, da una ventaja de
diseo ya que no se establece presiones de evaporacin ni de condensacin y por lo
tanto las paredes de la cmara no se ven afectadas en la seleccin y el anlisis
constructivo del equipo, tambin permite prescindir de elementos que aumentaran los
costos de construccin.
4.4.3. Carga de enfriamiento
La carga de enfriamiento es la suma de las cargas trmicas en las que estn
involucradas diferentes fuentes. Las fuentes de calor que suministrarn calor a la
carga de refrigeracin del equipo de liofilizacin sern:
a. Calor cedido por el producto.
b. Calor cedido por el aire presente en la cmara.
c. Calor cedido por las bandejas y estantera.
d. Calor que pasa de exterior a la cmara de liofilizacin a travs de las paredes.
El calculo de la carga de enfriamiento se realizar tomando como base las propiedades
trmicas de algunas frutas tropicales. En la Tabla 1, se encuentran tabuladas estas
propiedades.
Diseo del equipo de liofilizacin 64
4.4.3.1. Calor cedido por el producto (Pia)
La carga del producto constituye el calor que debe ser eliminado del producto
refrigerado a fin de que la temperatura del mismo baje hasta el nivel deseado.
Como el producto va a ser congelado a una temperatura menor que la de su
temperatura de congelacin, la carga del producto se calcula en tres partes:
a. Calor cedido por el producto al enfriarse desde la temperatura de entrada
hasta la temperatura de congelacin (20C a 1.61C):
Q
1
= m Cp
1
T
m = Masa del producto = 4 Kg
Cp
1
= Capacidad calorfica del producto = 3.767 KJ/KgC
T = Diferencia de temperaturas = (20 (-1.61)) = 21.61C
Q
1
= 4 Kg x 3.77 KJ/KgC x 21.61C
= 325.88 KJ
b. Calor cedido por el producto durante su solidificacin o congelacin:
Q
2
= m
sol
m = Masa del producto = 4 Kg
sol
= Calor latente de solidificacin = 297.73KJ/Kg
Q
2
= 4 Kg x 297.73 KJ/Kg
= 1190.92 KJ
c. Calor cedido por el producto para enfriarse desde su temperatura de
congelacin hasta la temperatura final:
Q
3
= m Cp
2
T
m = Masa del producto = 4 Kg
Cp
2
= Capacidad calorfica del producto = 2.09 KJ/KgC
T = Diferencia de temperaturas = (-1.61-(-50)) = 48.39C
Q
3
= 4 Kg x 2.09 KJ/KgC x 48.39C
= 404.54 KJ
El calor total a retirar del producto es:
Q
producto
= Q
1
+ Q
2
+ Q
3
= 325.98 KJ + 1 190.92 KJ + 404.54 KJ
Q
producto
= 1925.34 KJ
Diseo del equipo de liofilizacin 65
4.4.3.2. Calor cedido por el aire presente en la cmara
Q
Aire
= m
aire
(U
2
U
1
)
U
2
= Energa interna del aire a 20C = 209.17 KJ/Kg (WARK, 1991, 809)
U
1
= Energa interna del aire a 50C = 159.08 KJ/Kg (WARK, 1991, 809)
m
aire
= Masa del aire presente en la cmara Kg
m
aire
= V / Ve
V = Volumen de la cmara = 0.343 m
3
Ve = Volumen especfico del aire al iniciar el proceso Kg/m
3
Ve = RT / (P M
m
)
R = Constante universal de los gases = 8.314J/mol K
T = Temperatura inicial = 20C = 293.15 K
P = Presin 560 mmHg = 0.746 x 10
5
Pa
M
m
= Masa molecular del aire = 28.84 x 10
3
Kg/mol
Ve = (8.314J/mol K) (293.15 K) .
(0.746 x 10
5
Pa) (28.84 x 10
3
Kg/mol)
= 1.13 m
3
/Kg
m
aire
= 0.343 m
3
/ 1.13 m
3
/Kg
= 0.3035 Kg
Q
Aire
= m
aire
(U
2
U
1
)
= 0.3035 Kg (209.17 - 159.08 ) KJ/Kg
= 15.20 KJ
4.4.3.3. Calor cedido por las bandejas
Q
Bandejas
= m Cp
B
T
Cp
B
= Capacidad calorfica del acero AISI 316 = 0.461 KJ/Kgk (Tabla 4)
T = Diferencia de temperatura de 20C a 50C = 70C
m = Masa de las bandejas Kg
Diseo del equipo de liofilizacin 66
Figura 16. Volumen de las bandejas contenedoras del producto
FUENTE: El autor, 2001.
La masa de las bandejas ser:
m = Vx
= Densidad del acero AISI 316 = 8 030 Kg/m
3
(Tabla 5)
V = Volumen de la bandeja = V
1
+ 4 V
2
El espesor de las bandejas ser de 1/16 in = 1.5875x10
-3
m
V
1
= (0.275m)
2
x 1.5875x10
-3
m = 1.20x10
-4
m
3
V
2
= 0.275m x 0.03m x 1.5875x10
-3
m = 1.31X10
-5
m
3
V = 1.20x10
-4
m
3
+ 4x 1.31X10
-5
m
3
= 1.72X10
-4
m
3
m = 1.72X10
-4
m
3
x 8030 Kg/m
3
= 1.38 Kg / bandeja
Q
Bandejas
= 1.38 Kg /bandeja x 0.461KJ/KgC x 70C
= 44.57 KJ/bandeja
= 44.57 KJ x 16 bandejas
= 713.12 KJ
4.4.3.4. Calor cedido por las paredes del liofilizador
Q
Paredes
= q A
q = Flujo de calor que atraviesa las paredes con aislamiento = 8 W/m
2
A = rea exterior del liofilizador = rea tapas + rea cmara
= 2(0.3 m) x 1.2 m+ 2 (0.3 m)
2
= 2.82 m
2
V
1
V
2
Diseo del equipo de liofilizacin 67
Q
Paredes
= 8 W/m
2
x 2.82 m
2
= 22.62 J/s
= 81.43 KJ/h
Tabla 14. Carga de refrigeracin
PRODUCTO
MASA
(Kg)
Q1
(KJ)
Q2
(KJ)
Q3
(KJ)
Qproducto
KJ
Q total
W
4 325,88 1190,92 404,54 1925,34 759,75
8 651,76 2381,84 809,08 3850,68 1294,56
12 977,64 3572,76 1213,62 5776,02 1829,38
PIA
16 1303,52 4763,68 1618,16 7701,36 2364,20
4 324,06 1135,08 347,62 1810,76 727,92
8 648,12 2270,16 695,23 3621,52 1230,91
12 972,19 3405,24 1042,85 5432,28 1733,90
MANZANA
16 1296,25 4540,32 1390,46 7243,03 2236,89
4 345,49 1265,36 388,11 2002,96 781,31
8 690,98 2530,72 776,21 4005,91 1337,69
12 1036,47 3796,08 1164,32 6008,87 1894,06
AGUACATES
16 1381,96 5061,44 1552,42 8011,83 2450,44
4 337,87 1172,32 392,21 1906,40 754,49
8 675,74 2344,64 784,41 3812,79 1284,04
12 1013,61 3516,96 1176,62 5719,19 1813,60
LIMONES
16 1351,48 4689,28 1568,82 7625,59 2343,15
4 338,63 1163,00 351,66 1857,29 740,85
8 677,27 2326,00 703,32 3714,59 1256,76
12 1015,90 3489,00 1054,98 5571,88 1772,68
NARANJA
16 1354,53 4652,00 1406,64 7429,17 2288,59
4 328,57 950,92 333,27 1616,76 674,03
8 657,15 1901,84 666,53 3233,52 1123,13
12 985,72 2852,76 999,80 4850,28 1572,23
DURAZNO
16 1314,30 3803,68 1333,07 6467,05 2021,33
4 347,01 1135,08 387,29 1873,38 745,32
8 694,03 2270,16 774,57 3746,76 1265,70
12 1041,04 3405,24 1161,86 5620,14 1786,08
PERA
16 1388,06 4540,32 1549,14 7493,52 2306,47
4 337,36 1336,28 422,00 2099,64 808,17
8 674,72 2672,56 844,00 4199,28 1391,40
12 1012,08 4008,84 1266,00 6298,92 1974,63
AGUA
16 1349,44 5345,12 1688,00 8398,56 2557,87
FUENTE: El autor, 2001.
Diseo del equipo de liofilizacin 68
4.4.3.5. Calor total cedido
Q
total
= Q
producto
+ Q
Aire
+ Q
Bandejas
+ Q
Paredes
1 917.68 KJ + 15.20 KJ + 713.12 KJ + 81.43 KJ
Q
total
= 2735.09 KJ
Se asume que el proceso de enfriamiento es de una hora.
Q
t
= Q
total
/ tiempo = 2 735.09 KJ/1h = 759.75 W
= 759.75 W
El clculo de la carga de refrigeracin para cada una de las frutas y diferentes
cantidades de producto (de 4 a 16Kg) se tabulan el la tabla 14.
Como muestra la tabla 14, el calor mximo a retirar corresponde al agua cuya carga de
refrigeracin para 16Kg de producto es de 2557.87W, tomando este calor como la
carga mxima de refrigeracin, se calcular el sistema de refrigeracin.
4.4.4. Especificaciones de las placas intercambiadoras de calor para el producto
El equipo de liofilizacin consta de 5 placas intercambiadoras de calor, de las cuales 4
sern empleadas para colocar el producto y la quinta proporcionar calor por radiacin
al primer conjunto de bandejas, de manera que la transferencia de calor ocurra en todas
las bandejas del liofilizador homogneamente.
Los intercambiadores de calor de placas deben permitir manejar diferentes
viscosidades, temperaturas, calidad de lquidos y presiones. El acero inoxidable 304,
316, 317, titanio, niquel, aleaciones 825, son algunas de las alternativas ofrecidas para
el conformado de las mismas. Tanto juntas como conexiones y materiales se adecuan a
cada requerimiento.
Para aplicaciones especiales, se dispone de la lnea de placas soldadas, unidades
diseadas para altas presiones y temperaturas debido al desarrollo tecnolgico vertido
sobre las placas confirindole mxima resistencia y elevada superficie de contacto.
Con el fin de ofrecer la mayor rea de superficie de contacto, el diseo de las placas es
el de un intercambiador de placas, con las siguientes caractersticas:
Segn las especificaciones del tamao de la cmara, las dimensiones de las placas
intercambiadoras de calor son de 280 mm de ancho x 1100 mm de longitud.
Los intercambiadores tendrn 14 canales con una separacin de 2cm entre ellos y el
espesor de la placa ser de 2cm. En las figuras 17 y 18 se muestran las dimensiones y
forma de las placas.
Diseo del equipo de liofilizacin 69
Figura 17. Vista superior de las placas intercambiadoras de calor
FUENTE: El autor, 2001.
Figura 18. Placas intercambiadoras de calor (forma de los canales)
FUENTE: El autor, 2001.
Debido a que el fluido refrigerante que circular al interior de las placas es
tricloroetileno, altamente corrosivo, el material a emplear para la fabricacin de las
placas es el acero inoxidable AISI 316L.
4.4.5 Masa del Refrigerante
Para calcular la masa del refrigerante que circular por los serpentines de cada placa,
se puede tomar una temperatura de 50C. Esta temperatura la alcanza el
tricloroetileno al pasar por dos intercambiadores de calor, el primero enfriado por el
sistema de refrigeracin para las placas, y el segundo, refrigerado por el sistema de
refrigeracin que luego enfriar a los condensadores.
Diseo del equipo de liofilizacin 70
Como no se conoce la temperatura de salida del refrigerante, los clculos se realizaran
para diferentes temperaturas de salida (-45, -40, -35, -30, -25C)
El flujo msico del refrigerante se calcula de acuerdo a la ecuacin de la carga trmica
en el liofilizador para el proceso de congelamiento.
Q
t
= M
refri
Cp
refri
T
Q
t
= Carga trmica en el liofilizador para el proceso de congelamiento
= 808.17 W para el total de las placas
M
refri
= Flujo msico del refrigerante Kg/s
Cp
refri
= Capacidad calorfica del refrigerante J/Kg K (para el Tricloroetileno)
= 926J/Kg K (tabla 14)
T = Diferencia de temperatura T
2
T
1
T
2
= Temperatura de salida del refrigerante = -45C
T
1
= Temperatura de entrada del refrigerante = -50C
T Cp
Q
M
refri
t
refri
) 5 ( / 926
17 . 808
K KgK J
W
M
refri
= 0.1745 Kg/s
Los resultados de los clculos se presentan en la tabla 15 .
Tabla 15. Masa del Tricloroetileno en las placas.
Masa del refrigerante Kg/s
Masa de producto 4Kg 8Kg 12Kg 16Kg
Carga de trmica W 808,17 1391,40 1974,63 2557,87
T
5 0,175 0,301 0,426 0,552
10 0,087 0,150 0,213 0,276
15 0,058 0,100 0,142 0,184
20 0,044 0,075 0,107 0,138
25 0,035 0,060 0,085 0,110
FUENTE: El autor, 2001.
4.4.6. Velocidad del Refrigerante
Para el clculo de la velocidad del refrigerante se necesita conocer las dimensiones de
los conductos por el cual circular el refrigerante.
Los conductos tienen las siguientes dimensiones:
Diseo del equipo de liofilizacin 71
Espesor de la pared = 1/16 in = 0.16 cm
Dimensiones internas del conducto: Ancho= 2 cm 0.16 cm =1.84cm
Alto = 2 cm
Dimensiones externas del conducto: Ancho= 2 cm
Alto = 2 cm + 2x 0.16cm = 2.32 cm
Permetro exterior del conducto = 2 x 2 cm + 2 x 2.32 cm = 8.64 cm
rea de flujo: = 1.84 cm x 2 cm = 3.68cm
2
= 3.68x10
-4
m
2
Permetro hmedo del canal interno = 2 x 1.84cm + 2 x 2 cm = 7.68 cm
= 0.068m
Dimetro equivalente interno =
canal del hmedo Permetro
canal del l transversa cin Area
_ _ _
_ _ _ sec _
4
=
m
m x
068 . 0
10 68 . 3
4
2 4
= 0.0216m
La velocidad del refrigerante se calcula segn la siguiente ecuacin:
n A
refri
refri
refri
M
V
M
refri
= Flujo msico del refrigerante Kg/s = 0.0175Kg/s
refri
= Densidad del refrigerante Kg/m
3
= 1585.7 Kg/m
3
A = rea de flujo m
2
= 3.68 x 10
-4
m
2
n = Nmero de conductos; 5 bandejas x 14 tubos/bandeja = 70 tubos
70 10 68 . 3 / 7 . 1585
0.0175Kg/s
V
2 4 3
refri
m x m Kg
= 0.0043 m/s
Los resultados de los clculos para los diferentes T se presentan en la tabla 16.
Tabla 16. Velocidad del Tricloroetileno
Velocidad del refrigerante m/s
Masa prod -> 4Kg 8Kg 12Kg 16Kg
Carga trmica W 808,17 1391,40 1974,63 2557,87
T
5 0,0043 0,0074 0,0104 0,0135
10 0,0021 0,0037 0,0052 0,0068
15 0,0014 0,0025 0,0035 0,0045
20 0,0011 0,0018 0,0026 0,0034
25 0,0009 0,0015 0,0021 0,0027
FUENTE: El autor, 2001.
Diseo del equipo de liofilizacin 72
4.4.7. Rgimen del fluido
El rgimen del movimiento del fluido, lo determina al nmero de Reynolds. Por medio de
la ecuacin de Nusselt, para el clculo del coeficiente de pelcula:
d V
Re
Tabla 17. Nmero de Reynolds.
Nmero de Reynolds Re
Masa producto 4Kg 8Kg 12Kg 16Kg
Carga trmica W 808,17 1391,40 1974,63 2557,87
T
5 98.560,0 169.688,3 240.816,7 311.945,0
10 49.280,0 84.844,2 120.408,3 155.972,5
15 32.853,3 56.562,8 80.272,2 103.981,7
20 24.640,0 42.422,1 60.204,2 77.986,3
25 19.712,0 33.937,7 48.163,3 62.389,0
FUENTE: El autor, 2001.
= Densidad del fluido, Kg/m
3
= 1585.7 Kg/m
3
V = Velocidad del fluido, m/s = 0,0043 m/s
d = Dimetro interno del tubo, m = 0.0216 m
= Coeficiente de viscosidad dinmica del fluido, Pa.s = 1.485x10
-6
Pa.s
6
3
10 485 . 1
0216 . 0 / 0043 . 0 / 7 . 1585
Re
x
m s m m Kg
= 99178.33
Los resultados de los clculos para se presentan en la tabla 17.
4.4.8. Clculo de coeficiente de pelcula del tricloroetileno
El calor del tricloroetileno a las paredes internas del tubo, se calcula segn la ecuacin
para el rgimen turbulento (Re>6000):
14 . 0
3 / 1
8 . 0
Pr
Pr
Pr Re 027 . 0
1
1
]
1
p
f
f io
x
d
K
h [W/m
2
C]
Donde:
K = Coeficiente de conductividad del refrigerante, W/mC
= 0.142W/mC
d = Dimetro interno del tubo, m = 0.0216 m
Re = Nmero de Reynols = 98 560
Pr
f
= Nmero de Prandtl a la temperatura del fluido.
Diseo del equipo de liofilizacin 73
Pr
f
= Cp / K
Pr
f
= (926J/KgK x 1.485x10
-6
)/0.142W/m
2
C = 0.0097
Pr
p
Pr
f
= 9.7x10
-3
Pr
p
= Nmero de Prandtl a la temperatura de la pared Pr
f
= Pr
p
h
io
= Coeficiente convectivo de traspaso de calor del refrigerante al tubo
(W/m
2
C)
Tabla 18. Coeficiente de pelcula del tricloroetileno en las placas.
Coeficiente de pelcula W/m
2
C
Masa del
producto 4Kg 8Kg 12Kg 16Kg
Carga trmica
W 808,17 1391,40 1974,63 2557,87
T
5 374,18 577,89 764,67 940,56
10 214,91 331,91 439,19 540,21
15 155,38 239,96 317,52 390,56
20 123,43 190,63 252,25 310,27
25 103,25 159,47 211,01 259,54
FUENTE: El autor, 2001.
El resultado de los clculos se exponen en la tabla 18, dependiendo de la diferencia de
temperatura.
3 / 1 8 . 0
0097 . 0 98560 027 . 0
0216 . 0
142 . 0
x h
io
= 374.18 W/m
2
C
4.4.9 Clculo del coeficiente de pelcula del tricloroetileno combinado del
serpentn a la Cmara
La ecuacin empleada es:
h
o
= (9.74 + 0.07T) W/m
2
C
h
0
= Coeficiente de radiacin y conveccin libre de las paredes al medio
circundante W/m
2
C
T = Diferencia de temperatura entre el medio circundante y la pared
se asume un valor de 70C
h
o
= (9.74 + 0.07(70C)) W/m
2
C
= 14.64W/m
2
C
Diseo del equipo de liofilizacin 74
4.4.10 Coeficiente Global de Transferencia
El coeficiente global de transferencia se calcula segn la ecuacin:
m i io
R h h
U
+ +
/ 1 / 1
1
W/m
2
C
hi
o
= Coeficiente convectivo de traspaso de calor del refrigerante al tubo
(W/m
2
C) = 374.18 W/m
2
C
h
0
= Coeficiente de radiacin y conveccin libre de las paredes al medio
circundante W/m
2
C = 14.64W/m
2
C
R
m
= Resistencia del acero inoxidable AISI 316 del serpentn m
2
C/W
R
m
= /K = 0.0016m/ 13.8W/mC = 1.15x 10
-4
m
2
C/W
= Espesor de la pared, m = 1/16 in = 0.0016 m
K = Coeficiente de conductividad trmica del acero inoxidable AISI 316
W/mC = 13.8 W/mC
4
10 15 . 1 6 . 14 / 1 18 . 374 / 1
1
+ +
x
U = 14.07 W/m
2
C
El valor de los coeficientes globales de transferencia de calor se listan en la tabla 19.
Tabla 19. Coeficiente global de transferencia de calor U
Coeficiente global de transferencia de calor
W/m
2
C
Masa de producto 4Kg 8Kg 12Kg 16Kg
Carga trmica W 808,17 1391,40 1974,63 2557,87
D T
5 14,07 14,13 14,18 14,22
10 13,68 13,79 13,88 13,94
15 13,36 13,50 13,61 13,70
20 13,07 13,24 13,38 13,49
25 12,80 13,00 13,16 13,29
FUENTE: El autor, 2001.
4.4.11 Calor retirado por los intercambiadores
El calor que retirar el tricloroetileno por medio de los intercambiadores de placa es:
Q = U A T
Donde;
Q = Calor a retirar (carga trmica)
U = Coeficiente global de transferencia de calor = 14.07 W/m
2
A = rea de transferencia de calor, = 0.28 x 1.10 m x 4 = 1.232 m
2
T = Diferencial de Temperatura.
= Temperatura del producto- Temperatura de entrada del tricloroetileno
Diseo del equipo de liofilizacin 75
= 20C-(-60C) = 80C
Q = 14.07 W/m
2
C x 1.232 m
2
x 80C
= 1386,34 W
En la tabla 20 se muestra el clculo del calor a retirar dependiendo de la temperatura de
entrada del tricloroetileno.
De la tabla 20 se observa que para 4Kg de producto, la carga trmica es de 808.17 W,
y el intercambiador de placas tiene la capacidad de retirar 1559.64W si entra a una
temperatura de 70C y el diferencial de temperatura es de 5C; es decir, que el
intercambiador de placas congelar el producto en un tiempo menor a 1 hora (tiempo
empleado para calcular la carga trmica).
Tabla 20. Calor retirado por los intercambiadores de placas
Calor retirado por las placas W
Masa de
producto 4Kg 8Kg 12Kg 16Kg
Carga trmica W 808,17 1391,40 1974,63 2557,87
Temperatura
de entrada
del
Refrigerante
D T
5 1.559,64 1.566,96 1.572,55 1.576,98
9 1.517,36 1.529,47 1.538,77 1.546,17
15 1.481,22 1.497,22 1.509,58 1.519,44
20 1.448,99 1.468,30 1.483,29 1.495,30
-70
25 1.419,61 1.441,83 1.459,14 1.473,05
5 1.386,34 1.392,85 1.397,82 1.401,76
9 1.348,77 1.359,53 1.367,79 1.374,37
15 1.316,64 1.330,86 1.341,85 1.350,61
20 1.287,99 1.305,16 1.318,48 1.329,15
-60
25 1.261,88 1.281,63 1.297,01 1.309,37
5 1.213,05 1.218,74 1.223,09 1.226,54
9 1.180,17 1.189,59 1.196,82 1.202,57
15 1.152,06 1.164,51 1.174,12 1.181,79
20 1.126,99 1.142,01 1.153,67 1.163,01
-50
25 1.104,14 1.121,42 1.134,88 1.145,70
FUENTE: El autor, 2001.
4.4.12 Tiempo de enfriamiento del producto
El tiempo que se demora el producto en enfriar depende del calor retirado por los
intercambiadores de placas y la carga de refrigeracin, as:
Q (calor retirado por los intercambiadores en KW) =
(segundos) enfri. Tiempo
KJ) en cedido (total Qtotal
Tiempo de enfriamiento = 2099,64 KJ/ 1,560KW = 1345,923 segundos = 22.44 minutos
Diseo del equipo de liofilizacin 76
Tabla 21. Tiempo de enfriamiento del producto
Masa de producto 4Kg 8Kg 12Kg 16Kg
Carga trmica KJ 2099,64 4199,28 6298,92 8398,56
D T
5 22,44 44,66 66,76 88,76
9 23,06 45,76 68,22 90,53
15 23,63 46,75 69,54 92,12
20 24,15 47,67 70,78 93,61
25 24,65 48,54 71,95 95,02
5 25,24 50,25 75,10 99,86
9 25,95 51,48 76,75 101,85
15 26,58 52,59 78,24 103,64
20 27,17 53,62 79,62 105,31
25 27,73 54,61 80,94 106,90
5 28,85 57,43 85,83 114,12
9 29,65 58,83 87,72 116,40
15 30,38 60,10 89,41 118,44
20 31,05 61,28 91,00 120,36
25 31,69 62,41 92,50 122,17
-50
Tiempo de enfriamiento del producto (minutos)
Temperatura de
entrada del
Refrigerante
-70
-60
FUENTE: El autor, 2001.
En la tabla 21 se muestra el tiempo de enfriamiento del producto dependiendo de su
masa y de la temperatura de entrada del refrigerante, dado que para una masa de 4Kg
de producto a una temperatura de entrada de refrigerante de 50C y un T de 5C, el
tiempo de enfriamiento es de 28,85 minutos, mientras que para una masa de 16 Kg de
producto bajo las mismas condiciones de temperatura del refrigerante, el tiempo de
enfriamiento es de 114,12 minutos. Por lo tanto, entre mayor cantidad de producto,
mayor ser el tiempo de enfriamiento.
4.4.13 Unidad de Refrigeracin para el enfriamiento de las placas.
Como muestra la figura 19, el sistema de refrigeracin para el enfriamiento del
tricloroetileno, consta de:
a) Un Compresor de una sola etapa (Compresor 1)
b) Un condensador enfriado por aire. (Condensador 1)
c) Una vlvula de expansin. (Vlvula de expansin 1)
d) Un intercambiador de casco y tubos para la transferencia de calor del
refrigerante primario R404A al tricloroetileno (Intercambiador 1)
e) Una bomba de circulacin del tricloroetileno (Bomba TCE)
Diseo del equipo de liofilizacin 77
Figura 19. Ciclo de refrigeracin para el enfriamiento de las placas del producto.
FUENTE: El autor, 2001.
4.5 SISTEMA DE CALEFACCIN DE LAS PLACAS DEL PRODUCTO
El calor se suministra al producto congelado para obtener la migracin de vapor de
agua del producto hacia el condensador. La aplicacin de calor al producto proporciona
la energa necesaria para retirar estos vapores y elevar la temperatura del producto
(una cantidad que corresponde al aumento de presin de vapor en la interfase del
hielo). Al principio del ciclo, el volumen total del producto est congelado y admitir un
suministro alto de calor. Despus cuando una porcin del producto est seco y
ofreciendo resistencia a la salida del vapor, es necesario suministrar menor cantidad de
calor para evitar la "fusin" del producto. En la parte final del ciclo del secado, es
necesario suministrar una mayor cantidad de calor para retirar las molculas de agua
restantes. Por consiguiente, es necesario que el calor proporcionado al producto sea
controlado. Para materiales muy sensibles, se requiere aplicar alternadamente el calor
y la refrigeracin en el sistema. Para secar una variedad amplia de productos, el rango
de control debe estar entre -50C y +65C.
Diseo del equipo de liofilizacin 78
La variable ms importante durante el proceso de liofilizacin, es la temperatura del
producto, sta se debe medir continuamente, reportar y controlar directa (midiendo la
temperatura del producto) o indirectamente (midiendo la temperatura de las placas).
El dispositivo utilizado para el calentamiento debe proporcionar al producto alrededor de
700 caloras por gramo de hielo sublimado (Calor latente de sublimacin del hielo =
2838KJ/Kg). (GEANKOPLIS, 1998,631).
El dispositivo de calentamiento de un equipo de liofilizacin constituye una de las partes
esenciales de la instalacin. Las caloras son proporcionadas en la mayora de los
aparatos industriales por; circulacin con flujo de un fluido portador de calor, o
resistencias elctricas alimentadas bajo baja tensin. Estas caloras deben ser
despus trasmitidas al producto con suficiente precisin, evitando, por una parte, pasar
el punto eutctico y evitando proporcionar al producto una cantidad de calor insuficiente
y de prolongar anormalmente el tiempo de sublimacin, obteniendo en todos los
productos, una temperatura homognea.
La regulacin de la temperatura debe basarse sobre la temperatura del producto ms
caliente, pero la duracin de la liofilizacin ser funcin de la temperatura del producto
ms fro y, de todas maneras, la humedad residual en estos ltimos puntos ser ms
importante. As, mientras ms elevada sea la temperatura de liofilizacin, ms rpida
ser la liofilizacin.
Para tener un mayor control en la temperatura del producto es necesario mantener en
funcionamiento el sistema de refrigeracin del tricloroetileno con el fin de evitar la
fusin del producto en la cmara de liofilizacin en caso de un sobrecalentamiento del
fluido de transferencia de calor debido a las resistencias que lo van a calentar.
Precisamente para evitar esto, una vez salga el tricloroetileno del intercambio de calor
con el R404A, pasar por un banco de resistencias (Figura 16), el cual transferir el
calor necesario para que el tricloroetileno suministre el calor latente de sublimacin al
producto y ste se deshidrate.
El clculo de las resistencias de inmersin para el calentamiento se fundamenta en la
cantidad de calor necesaria para calentar el tricloroetileno desde una temperatura de
50C hasta una temperatura mxima de 60C, con el fin de evitar la fusin del hielo
formado durante el enfriamiento, para una carga mxima de 0.175 Kg/s de
tricloroetileno
Cpp M Q
. .
donde
Q = Cantidad de calor requerida (potencia de la resistencia)
M = Flujo msico del tricloroetileno: 0.175 Kg/s
T = Diferencia de temperaturas = 60C-(-50) = 110
Cp = Capacidad calorca del Tricloroetileno, 926J/KgC
Q = 0.175 Kg/s x 926 J/KgC x 110C = 17 825.08 W = 17.8 KW
Diseo del equipo de liofilizacin 79
Por factor de seguridad de selecciona una resistencia de 20KW.
4.6 SISTEMA DE REFRIGERACIN PARA LOS CONDENSADORES
La funcin principal del condensador, interior o externo, es quitar el vapor de agua de
los gases en el interior de la cmara a la entrada sistema de vaco. Para retirar el vapor
de agua, el condensador debe disponerse para que los gases choquen con las
superficies del condensador y la temperatura de la superficie del condensador debe ser
tal que la presin de vapor del hielo depositado sea significativamente ms baja que la
presin parcial del vapor de agua en los gases. Si la presin de vapor del hielo en el
condensador es mayor que la presin en la cmara del condensador entonces la
sublimacin puede ocurrir pero puede difundir el vapor y este entrar en el sistema de
vaco.
Debido a lo anterior, el condensador deber estar a una temperatura inferior al del
producto para que proporcione el gradiente de presin, lo cual permitir que el flujo de
vapor de agua se realice sobre el condensador y se forme la capa de hielo sobre el
mismo.
4.6.1. Especificaciones de los condensadores
En el diseo del condensador es preciso conocer la cantidad de vapor de agua que se
requiere congelar en la superficie del condensador, es decir, el flujo de vapor
proveniente de la sublimacin y desorcin del agua y el calor que debe absorber el
refrigerante para congelar ese flujo de vapor. La temperatura mnima requerida en el
condensador para que se condense el vapor de agua, es de -70C.
Se han seleccionado dos condensadores de placas al interior de la cmara para
aprovechar el espacio interno, el cual fue generado debido a la forma cilndrica de la
cmara. Para aprovechar al mximo el espacio de la cmara y crear la mayor rea de
condensacin del vapor, los condensadores tienen las siguientes caractersticas:
Forma: Semiesfrica, acoplada a la forma de la cmara.
Ubicacin: Lateral
Cantidad: Dos
Dimensiones:
o Longitud : La mxima posible, a lo largo de la cmara: 1.15 m
o Radio de curvatura: Radio de la cmara Espacio entre la cmara
300 mm 20mm = 280mm
Longitud de la curvatura: 2/4 (Radio de curvatura) = 2/4 (0.28 m)
0.43982 m = 439.82 mm
Diseo del equipo de liofilizacin 80
Superficie de transferencia de calor: 1.15 m x 0.43982 m = 0.506 m
2
Espesor del hielo formado sobre el condensador (para 4 Kg de hielo):
o Densidad del hielo a 70C = 924.2Kg /m
3
(BARBOSA, 2000)
o Espesor hielo = 4 Kg x0.506 m
2
/ 924.2Kg /m
3
= 0.22 cm
Para un total de 8 Kg de hielo el espesor es de 0.44 cm y para 16 Kg es de 0.88 cm.
Estos datos no son del todo reales, ya que debido a que el flujo de vapor no es
uniforme, ste no condensar homogneamente sobre toda la superficie
expuesta del condensador. Sin embargo ayuda a predecir si el rea de
transferencia de calor es adecuada.
Construccin de los condensadores: Compuestos cada uno por un tubo de
5/8 doblado 6 veces y con separacin entre dobleces de 6 cm. Tal como se
muestra en la figura 20.
Figura 20. Dimensiones de los condensadores
FUENTE: El autor, 2001.
El vapor de agua se produce durante el secado primario o sublimacin y en menor
cantidad en el secado secundario o desorcin.
En la sublimacin se tienen dos etapas:
a. Primera etapa: Representa la sublimacin del hielo superficial que se realiza a la
mxima velocidad de evacuacin del vapor de agua.
Diseo del equipo de liofilizacin 81
La duracin de esta etapa depende de la cantidad de hielo superficial, de la
temperatura superficial del producto, de la presin absoluta de la cmara, de la
capacidad de evacuacin del sistema vaco y de la transferencia de calor.
b. Segunda etapa: se caracteriza porque la velocidad de sublimacin es menor, y
ya no es superficial. La fase hielo se va reduciendo hacia el interior de la masa del
producto, al tiempo que la capa deshidratada porosa y aislante, va aumentando de
espesor.
La rata mxima de sublimacin en el liofilizador est definida por la densidad de flujo
de vapor de agua durante la primera etapa, esta se hallar para una temperatura
mxima de la placa de 0C para evitar la fusin parcial de la sustancia.
M
mx
= K(T
2
T
1
)
x
Los condensadores deben tener la capacidad de condensar esta mxima densidad de
flujo de vapor durante la primera etapa de la liofilizacin.
M
mx
= Densidad de flujo de vapor de agua (Kg/sm
2
)
K = Conductividad trmica del slido seco (W/mC) = 3.1W/mC (tabla 1)
T
2
= Temperatura de sublimacin = -25C
T
1
= Temperatura de la placa = 0C
= Calor latente de sublimacin = 2 843 540 J/Kg
x = Espesor de la capa = 0.005 m
M
mx
= 3.1W/mC ( 0 (-25C))C
2 843 540 J/Kg x 0.005m
M
mx
= 0.0055Kg/sm
2
rea de producto = (0.275 m x 0.275 m)/bandeja x 16 Bandejas = 1.21 m
2
Flujo de vapor = 0.0055Kg/sm
2
x 1.21 m
2
= 0.0066Kg/s
El calor que se debe evacuar en los serpentines del condensador es:
Q = M
mx
x
= 0.0066 Kg/s x 2 843 540J/Kg = 18 767.36 W
Q = 18.77 KW
4.6.2 Unidad de Refrigeracin para el enfriamiento de los condensadores.
El sistema de refrigeracin para el enfriamiento de los condensadores debe retirar un
calor total de 18.77 KW para la condensacin del vapor, procedente de la sublimacin
del agua del producto.
Diseo del equipo de liofilizacin 82
Este sistema emplear el mismo refrigerante R404A del sistema de refrigeracin de las
placas. El refrigerante evaporar en los condensadores internos de la cmara
absorbiendo el calor necesario para la condensacin del vapor (18.77KW). La
temperatura de evaporacin del R404A ser de 70C.
Figura 21. Ciclo de refrigeracin para el enfriamiento de los condensadores.
FUENTE: El autor, 2001.
Como muestra la figura 21, el sistema de refrigeracin para el enfriamiento de los
condensadores consta de:
a) Un Compresor de doble etapa (Compresor 2)
b) Un condensador enfriado por aire. (Condensador 2)
c) Una vlvula de expansin. (Vlvula de expansin 2)
Para la primera etapa de la liofilizacin, cuando los condensadores no estn en
funcionamiento, el refrigerante R404A, por medio de una vlvula, ir a un
intercambiador de casco y tubos para la transferencia de calor del refrigerante primario
R404A al tricloroetileno (Intercambiador 2).
Diseo del equipo de liofilizacin 83
4.7 SISTEMA DE CONTROL DEL LIOFILIZADOR
Naturalmente es deseable que todas las operaciones de regulacin de temperatura y de
vaco se hagan de manera automtica, dado que por la duracin de las operaciones de
liofilizacin, sera necesario vigilar permanentemente el equipo.
La primera solucin que viene consiste en proveer el aparato de sublimacin de un
regulador programado que controlara en funcin del tiempo, la temperatura de las
placas calentadoras y el grado de vaco. Desafortunadamente, este dispositivo no es
suficiente, porque para un mismo producto, las composiciones no son siempre activas.
El control del equipo est dado por un tablero elctrico de fuerza y control.
El equipo consta de:
1) Control de presin sobre la bomba de vaco con motor de 3/4HP / 220V; manejando
una presin de 0.01 torr, mediante sistema ON-OFF sobre la bomba.
2) Control de temperatura sobre los intercambiadores de placas mediante seis
termopares ubicados: dos sobre las placas y cuatro sobre el producto. La
temperatura a controlar estar entre 50C y 60C.
3) Control de temperatura sobre los condensadores mediante dos termopares;
accionando la unidad compresora de doble etapa /compresor 2), para mantener la
temperatura entre 70C y 20C, con sistema ON-OFF sobre el motor de la unidad.
4) Control de la temperatura sobre el tricloroetileno a la entrada del sistema de
calefaccin para determinar el funcionamiento de las resistencias elctricas; la
temperatura estar entre 50C y 60C.
5) Tablero elctrico con encerramiento.
6) Breaker general de fuerza.
7) Borneras de fuerza y control, as como de tierra.
4.8 DESCRIPCIN DEL FUNCIONAMIENTO Y MANEJO DEL EQUIPO
DE LIOFILIZACIN PROPUESTO
El manejo del equipo se basa en cada una de las etapas que se llevan a cabo durante
la liofilizacin, y es por eso que se deben seguir los siguientes pasos para un correcto
funcionamiento del equipo.
4.8.1 Se coloca el producto a liofilizar previamente preparado (en rodajas, pur, nctar,
etc.) sobre las bandejas, se introducen las bandejas dentro de la cmara de secado, y
se cierra la puerta.
4.8.2 Se encienden los dos sistemas de refrigeracin y se abre la vlvula del sistema
secundario para que funcione para el enfriamiento del tricloroetileno. Se enciende la
Diseo del equipo de liofilizacin 84
bomba de circulacin del tricoroetileno y se abren las vlvulas que permiten la
circulacin del tricloroetileno por las placas para lograr el congelamiento del producto.
4.8.3 Una vez el producto alcance la temperatura deseada (-20C debajo de la
temperatura eutctica, -50C aproximadamente), se mantiene a esa temperatura
durante un tiempo adecuado para que asegure la total cristalizacin del agua contenida
en el producto (tiempo no menor a 1 hora).
4.8.4 Despus de ese perodo, se cierra la vlvula del sistema de refrigeracin primario
que enfra el tricloroetileno y empieza el funcionamiento de los condensadores, cundo
los condensadores alcancen la temperatura de 70C, se enciende la bomba de vaco.
Al alcanzar los niveles de vaco para que ocurra la sublimacin, se inicia la primera
etapa del secado.
4.8.5 Mediante la programacin del sistema de calefaccin, se encienden las
resistencias para el calentamiento del tricloroetileno el cual mediante la circulacin por
las placas suministrar el calor necesario para llevar a cabo la sublimacin. El control
del calentamiento de las resistencias se hace manteniendo la temperatura del producto
debajo de su temperatura eutctica para evitar la fusin del producto.
4.8.6 Al notar que la presin en la cmara empieza a disminuir estabilizndose en otro
valor, lo que indica que la sublimacin ha terminado, empezar a elevarse la
temperatura para el inicio del secado secundario o desorcin.
4.8.7 Terminado el proceso se cierran las vlvulas que permiten el paso del
tricloroetileno a las placas, se apagan los sistemas de refrigeracin (de las placas y
condensadores) y se apaga la bomba de vaco.
4.8.8 Para retirar el producto, primero se rompe el vaco dentro de la cmara para esto
se abre la vlvula la cual puede ir conectada a un tanque con un gas inerte (argn,
nitrgeno o gas carbnico), o con aire.
CAPITULO 5
EVALUACIN DE COSTOS DE LA CONSTRUCCIN DEL
EQUIPO DE LIOFILIZACIN
El costo de la construccin del equipo depende directamente de cada uno de los
componentes que lo conforman, si son de fabricacin nacional o si son importados.
En la siguiente tabla se especifican cada uno de los componentes que conforman el
equipo y su costo segn presupuestos realizados por diferentes firmas especializadas
(Anexo C).
Tabla 22. Tabla de costos de la construccin del equipo
TABLA DE COSTOS
TEM cantidad valor
CONSTRUCCIN CMARA, PLACAS Y CONDENSADORES
Cmara de liofilizacin, con aislamiento, puerta y tapa 1
Bandejas contenedoras del producto. 16
Portabandejas 1
Soportes en tubo redondo 4
Intercambiadores de calor de placas 5
1
Condensadores de vapor 2
TOTAL TEM 1 $10,540,000
Sistema de Refrigeracin 1. (Enfriamiento de placas)
Unidad sellada de 1HP 1
Vlvula de expansin 1
Intercambiador de coraza y tubos 1
Condensacin por aire y accesorios 1
2
Tanque de expansin y Fluido 1
TOTAL TEM 2 $6,500,000
Sistema de Refrigeracin 2. (Enfriamiento de condensadores)
Compresor de dos etapas 1
Vlvula de expansin 1
Intercambiador de coraza y tubos (placas) 1
3
Condensador por aire y accesorios 1
TOTAL TEM 3 $13,500,000
Sistema de circulacin del Tricloroetileno
4
Bomba de recirculacin, vlvulas y tubera. 1
TOTAL TEM 4 $4,000,000
Sistema de vaco
5
Bomba rotatoria de dos etapas, vlvulas y tubera de vaco 1
TOTAL TEM 5 $8,000,000
Sistema de control
6
Procesador digital (Temperatura y presiones) y programador
para el control del proceso) 1
TOTAL TEM 6 $6,000,000
Sistema de Calentamiento
7
Banco de resistencias 1
TOTAL TEM 7 $1,000,000
8
Base y armario de los equipos $1,000,000
9
Accesorios y montaje $11,000,000
10
Instalaciones elctricas y electrnicas $4,000,000
SUBTOTAL $66,540,000
TOTAL + IVA 16% $77,186,400
FUENTE: Cotizaciones realizadas por diferentes firmas especializadas segn anexo C.
El valor total de la construccin del equipo es de $77,186,400, a continuacin se
realizar una comparacin con algunos equipos de caractersticas tcnicas similares
presentes en el mercado.
Se obtuvieron 3 ofertas de equipos disponibles en Colombia por sus representantes de
3 diferentes empresas especializadas en la fabricacin de equipos para la liofilizacin,
estas son; SAVANT, VIRTIS y LABCONCO.
1. SAVANT: El equipo de caractersticas similares al propuesto en este proyecto es
el SISTEMA DE LIOFILIZACIN MARCA TERMO-SAVANT RC300 CAT. # 3200VL de
gran capacidad, presentado en la figura 21.
El sistema Incluye:
Cmara de secado con bandejas RC300.
Tres estantes de temperatura controlada que proporcionan una gran rea de
trabajo para frascos o para material a granel en un ambiente controlado. El
RC300 acepta hasta 1650 frascos simultneamente. Cuando est cargado con
las bandejas a granel de producto, el RC300 aceptar hasta 4 litros de material
en un espesor de la muestra de 10mm.
Tres termopares de prueba de la temperatura del producto se proveen del
RC300 para facilitar la supervisin de temperatura en tiempo real de la muestra a
travs del proceso de secado.
Se utiliza exclusivamente con los 20 litros SuperModulyo 220 o
Supermodulyo230.
Control de temperatura digital precisa de 40 a +60C con una uniformidad de +/-
0.5C en los estantes.
Equipado con un mecanismo de sellado y vlvula de aislamiento.
Dimensiones de las bandejas : 30x 45 cm
Dimensiones generales: 102.5 x 65 x 74.5 cm
Figura 21. Cmara de liofilizacin marca TERMO- SAVANT RC300.
FUENTE: Catlogo MODULYO FREEZE DRYING de Thermo Savant, 2001.
SUPERMODULO CONDENSADOR 220: presentado por la figura 22.
La descripcin del sistema es:
Capacidad de la cmara: 20 litros
Capacidad de remocin de hielo: (12 horas) 6 Kg
Capacidad de remocin de hielo: (24 horas) 10.5Kg
Mxima capacidad de hielo: 18 Kg
Temperatura de operacin : -50C
Rango de presin en pantalla: 10bar a 5.0 mbar
Rango de temperatura en pantalla. +1000C a 100C
Capacidad de bombeo: 285L/min a 60Hz.
Mximo vaco: 1.5 Torr
Dimensiones: 90 x 65 x 70 cm
Figura 22. Supermodulo Condensador 220 marca TERMO- SAVANT.
FUENTE: Catlogo MODULYO FREEZE DRYING de Thermo Savant, 2001.
La garanta del equipo es de un ao por defectos de fabricacin, es entregado
instalado, funcionando y se ensea su manejo.
Precio del equipo incluido fletes areos, seguros y gastos es de US$41.096;
$94520.800. (Valor presupuestado por G & G Sucesores Ltda).
2. VIRTIS: Esta empresa ofrece un equipo de caractersticas similares al propuesto
en este proyecto es de la serie Gnesis, presentado en la figura 23.
Figura 23. Liofilizador Gnesis marca VIRTIS.
FUENTE: Catlogo VIRTIS, 2001.
En la tabla 23 se listan las especificaciones de operacin del equipo.
Tabla 23. Especificaciones del liofilizador Genesis 2000 SQ.
Temperatura de las bandejas (C)
-48C
Temperatura del condensador (C)
-53C
Nmero de Compresores
2
Temperatura de control en las bandejas
65C +/-0.5C, bandeja por bandeja
Sistema de vaco 255 o 400L/min. Evacua la cmara en 20min o menos
Construccin
Acero inoxidable 316L
Capacidad de los condensadores
12, 25 y 35 litros
FUENTE: Catlogo VIRTIS, 2001.
Es un liofilizador pequeo diseado para una planta experimental con una lista extensa
de las opciones de gran alcance:
CARACTERSTICAS DEL LIOFILIZADOR:
Ms de 100 configuraciones de sistema de fcil uso.
Sistemas de control del proceso, fciles de utilizar.
Diseado para fcil escalamiento.
Diseo compacto, aislado, y mvil.
Seleccin amplia del condensador y de las capacidades de la refrigeracin.
Toma de muestras opcional para facilitar anlisis de producto.
Empleo de refrigerantes CFC-free.
Sistema desmontable aislado para los productos sensibles de la humedad y al
oxgeno.
Libros de trabajo de la validacin del ndice de inteligencia y de O.Q.
Funcionamiento constante, con validacin.
Ciclos rpidos, reproductivos.
Instalacin simple, con la operacin sin problemas.
El costo del equipo es de $US 150.000, $ 345000.000, valor presupuestado
directamente por VIRTIS.
3. LABCONCO: Esta empresa ofrece liofilizadores a escala de laboratorio o para
pequeas cantidades de produccin a nivel de productos farmacuticos, si embargo el
equipo que ms se asemeja a las caractersticas del propuesto en el presente proyecto
es: SECADOR POR BANDEJAS FREZONE MARCA LABCONCO MD. 78060-00,
presentado en la figura 24.
Figura 24. SECADOR POR BANDEJAS FREZONE MARCA LABCONCO MD. 78060-00
FUENTE: Catlogo LABCONCO, 2001.
Posee 3 bandejas internas, cada bandeja tiene 210 pulg
2
de espacio. Un calentador de
200 watt en cada bandeja, aseguran la eficiencia del calor de 20C a 60C.
Un microprocesador mantiene el sistema de temperatura dentro de los 3C del punto
seleccionado.
5 monitores de prueba de temperatura de la muestra, el cual es digitalmente montado
en la pantalla LCD.
La pantalla LCD presenta el punto ajustado y la temperatura en C de cada bandeja.
Puerta de observacin en acrlico.
Vlvula de suavizado, ventila la cmara para que la puerta pueda ser abierta.
Cabina en acero con pintura esmaltada epxica.
Dimensiones generales: 60.5 x81.3 x 52.7 cm (alto x ancho x fondo)
Requerimiento elctrico: 115 Volt. 60Hz
Bandeja de calentador y sensor marca Labconco # 77608-00
SISTEMA DE LIOFILIZACIN DE CONSOLA MARCA LABCONCO MD. 77530-10 de 6
litros, presentado en la figura 25.
Figura 25. SISTEMA DE LIOFILIZACIN DE CONSOLA MARCA LABCONCO MD. 78060-00
FUENTE: Catlogo LABCONCO, 2001.
Capacidad del condensador: 6 litros, con lectura digital.
Capa de estuche para el registrador, temperatura del condensador -54C (12hp),
capacidad de sublimacin hasta 4 litros en 24 horas.
Requerimiento elctrico : 115 voltios, 60Hz.
BOMBA DE VACO ROTATORIA MARCA LABCONCO MD. 14677-00
Capacidad de bombeo: 195 litros
Precio total del equipo US$17 561 = $40 390 300
Tabla 24. Comparacin entre los equipos presentes en el mercado y el propuesto.
EQUIPOS
CARACTERISTICAS LIOFILIZADOR
PROPUESTO
SAVANT VIRTIS LABCONCO
Capacidad de La Cmara
4Kg con espesor de
5mm y de 16 Kg con
espesor de 20mm
4 Litros con
espesor de
10mm
9,6 Litros con
espesor de
13mm
1 Litro con
espesor de
10mm
Temperatura de las
bandejas
-50C a 60C -40C a 60C -48C a 65C -20C
Numero de estantes 4 3 6 3
Capacidad del
Condensador
16 Kg 18 Kg 12 litros 6 litros
Temperatura del
Condensador
-70C -50C -53C -54C
Capacidad de La Bomba 170L/min 285L/min 255L/min 195L/min
Vaco Ultimo Alcanzado 0,01Torr 1,5Torr 1,3 E-04
Condensador externo No Si Si Si
Precio $ 77.186.400 $ 94.520.800 $ 354.200.000 $ 40.390.300
FUENTE: El autor, 2001.
En la tabla 24 se presenta algunas de las caractersticas ms importantes de los
equipos descritos anteriormente frente al propuesto en el presente proyecto.
De acuerdo con la tabla 24, se observa que los equipos que ms se ajustan a las
especificaciones tcnicas del propuesto para el laboratorio de operaciones unitarias de
la Universidad de La Sabana son los de marca SAVANT y VIRTIS, pero debido a su
alto costo, es conveniente construir el sistema de liofilizacin diseado.
El equipo propuesto tiene una capacidad mayor, un rango ms amplio de operacin de
temperatura del producto, temperatura de los condensadores y presin al interior de la
cmara, lo que permite procesar una gran cantidad de productos variando los
parmetros de operacin y de esta manera experimentar bajo diferentes condiciones.
Adicionalmente el equipo fue especficamente diseado para las necesidades del
Laboratorio de Operaciones Unitarias de La Universidad de La Sabana.
93
CONCLUSIONES
De acuerdo con la revisin bibliogrfica se identificaron la temperatura y la presin
como los parmetros que controlan el proceso y teniendo en cuenta que se van a
procesar materiales agroindustriales, principalmente frutas tropicales, los rangos de
operacin del equipo se definieron de 50C a 60C para la temperatura del producto,
de 70C para los condensadores y la presin dentro de la cmara se defini de
0.01torr.
Se plante el diseo detallado de un equipo de liofilizacin para el Laboratorio de
Operaciones Unitarias de La Universidad de La Sabana, que consta de una cmara de
secado de capacidad de 4 a 16 Kg de producto inicial, de 60 cm de dimetro y 120 cm
de longitud, con 5 placas intercambiadoras de calor de 28 cm de ancho por 110 cm de
longitud, de las cuales 4 placas son utilizables para la distribucin de las bandejas
contenedoras del producto; dos condensadores internos para el mayor
aprovechamiento del espacio dentro de la cmara con un rea de transferencia de calor
de 0.506 m
2
; un sistema de vaco con una capacidad de 170 L/min yun vaco ltimo de
0.01 Torr, la cual proporciona la presin de vaco necesaria en aproximadamente 22
minutos; dos sistemas de refrigeracin uno para la refrigeracin de los condensadores
constituido por un compresor de doble etapa, y el otro sistema que controla la
temperatura de las placas intercambiadoras de calor conformado por un compresor de
una sola etapa; un sistema de calefaccin compuesto por un banco de resistencias de
20 KW y un sistema de control constituido por un tablero elctrico de fuerza y control.
Se evalu el costo de la construccin del equipo de liofilizacin con base en la
informacin presentada por diferentes firmas nacionales especializadas, para un valor
total de $77,186,400. Teniendo en cuenta que el equipo propuesto fue diseado para
procesar productos provenientes del agro, con un rango amplio en los parmetros de
presin y temperatura, con una mayor capacidad de producto y un menor costo que los
equipos de caractersticas similares presentes en el mercado, se ha llegado a la
conclusin de que la opcin que ms se ajusta a las necesidades del Laboratorio de
Operaciones Unitarias de La Universidad de La Sabana es la construccin del equipo
propuesto en el presente proyecto.
94
RECOMENDACIONES
Analizar la posibilidad de construir la puerta del liofilizador en acrlico, con el fin de
permitir la visualizacin del producto durante todo el proceso de liofilizacin.
Se recomienda ubicar unos reflectores entre los condensadores y la estantera de las
placas intercambiadoras de calor, conformadas por unas ventanillas que dirijan y
permitan el paso del vapor, aumentando de esta manera el gradiente de presin entre
el producto y el condensador.
El sistema de cierre de la cmara debe ser hermtico para evitar fugas y obtener el
mayor rendimiento en el sistema de vaco.
La seleccin del compresor, vlvula de expansin y bomba de recirculacin se deben
ajustar a las necesidades de diseo y clculo expuestos.
Analizar la opcin de emplear el equipo con un solo sistema de refrigeracin que enfre
las placas intercambiadoras y los condensadores.
Se recomienda realizar la descongelacin de los condensadores por medio de
resistencias elctricas incorporadas a los condensadores y construyendo el equipo con
una desnivelacin hacia el frente de la cmara para permitir un fcil drenaje del agua
de la cmara al finalizar el proceso.
Para romper el vaco al interior de la cmara se sugiere emplear un filtro de partculas
slidas y de humedad, integrado a la vlvula, con el fin de que el gas que ingrese ala
cmara sea aire y no un gas inerte de alto costo y difcil de recuperar.
Analizar la opcin de realizar la congelacin bajo vaco con el fin de obtener una mayor
eficiencia durante esta etapa.
La humedad relativa del ambiente debe ser baja para impedir que el producto absorba
humedad del medio en el transcurso del retiro de la cmara a su posterior empaque,
para ello se debe controlar la temperatura y humedad del laboratorio por medio de un
sistema de acondicionamiento del ambiente, si es necesario.
95
GLOSARIO
Agua de adsorcin: Se trata de agua ms o menos fuertemente ligada a los slidos que
componen el producto, que no ha cristalizado en durante el enfriamiento, se elimina
durante la fase de desecacin secundaria.
Agua de cristalizacin: Llamada de hidratacin, forma uno o ms hidratos de
configuracin cristalogrfica definida, y de composicin y cantidad de agua conocida.
Esta agua est por lo general muy fuertemente ligada y no se elimina sino despus de la
destruccin de la estructura cristalina de la cual forma parte lo que suele ocurrir a
temperaturas muy altas.
Agua Libre: Es aquella agua que est suspendida en las superficies del producto y debe
retirarse para impedir reacciones biolgicas y qumicas que puedan alterar al producto
final. Contiene en solucin (o suspensin) todos los elementos qumicos de la sustancia;
es el solvente de la misma. Durante el proceso de congelacin cristaliza en forma de
hielo puro.
Agua Ligada: Es aquella agua que no toma parte en el proceso de congelacin. Esta
agua es a menudo necesaria para lograr la estabilidad del producto final, como las
protenas o hidratos.
Bomba de vaco: Es un dispositivo mecnico cuyo fin es reducir la presin en un
recipiente por debajo de la presin atmosfrica para que la sublimacin pueda ocurrir.
Hay tres tipos de bombas, veleta rotatoria, pistn rotatorio y propulsor mecnico.
Colapso: Es el encogimiento de la torta que generalmente ocurre durante el proceso de
secado primario cuando hay presencia de agua mvil en la regin intersticial de la
matriz. Causa un decaimiento y disminucin de las propiedades de la sustancia.
Composicin Eutctica: Composicin de la solucin concentrada al momento de
congelarse.
Compresor de una sola fase: Compresor de uso normal en refrigeracin. En el proceso
del liofilizacin se emplea para controlar la temperatura de las placas, tanto para
congelar el producto como para impedir que la temperatura de las placas se eleve
demasiado y cause la fusin del producto.
Compresores de dos etapas: Compresores especialmente construidos, cuya funcin es
lograr temperaturas bajas, operando a presiones bajas. Son dos compresores
construidos en uno. Una etapa baja conectada internamente y una etapa alta
conectada externamente por tuberas, llamadas interstage.
Glosario 96
Condensador o trampa Fra: En trminos del proceso de liofilizacin, es el dispositivo
que atrapa el vapor de agua y protege la bomba de vaco del vapor de agua que
contamina el aceite de la bomba de vaco.
Congelacin: Es la parte del proceso del liofilizacin en el que los solutos de la solucin
se separan del solvente por la formacin de cristal de hielo y la temperatura de la matriz
se baja tal que la movilidad del agua en la regin intersticial se acerca a cero.
Delicuescencia: Es el cambio que sufren ciertas sustancias, que se humedecen y se
licuan finalmente al ser expuestas al aire, debido a la baja presin del vapor de sus
soluciones saturadas.
Fase metaestable: Estado aparentemente estable, debido en general a la lentitud en
que alcanza el equilibrio.
Fluido de transferencia de calor: Fluido que se circula a travs de las placas de un
secador para congelar o calentar al producto. Es un lquido de presin de vapor y rango
de viscosidad conveniente para transferir calor de un componente, por ejemplo, una
placa o condensador en un liofilizador. La eleccin del fluido puede depender de
consideraciones de seguridad.
Fluido intersticial: Solucin residual al congelar una solucin acuosa binaria diluida
consistente de un soluto en agua, cuando el hielo se separa.
Gas inerte: Gases como el helio, radon y nitrgeno, considerados qumicamente
inactivos.
Gas-Ballast: Dispositivo incorporado en el sistema de vaco en la bomba del vaco para
eliminar aquellas cantidades pequeas de humedad en el aceite de la bomba de vaco.
Humedad residual: Agua absorbida por el producto seco y que debe estar dentro de los
lmites definidos para dar estabilidad al producto.
Intercambiador de calor del lquido: Permite la trasferencia de calor del fluido de las
placas al sistema de refrigeracin a travs de los tubos en el intercambiador.
Interfase de sublimacin: Es la regin que est localizada por encima del frente del hielo
y debajo del producto seco, es donde se tiene lugar la sublimacin.
Isoterma de desorpcin: Son curvas que muestran la relacin entre la presin de vapor
de agua y la cantidad de agua ligada por absorcin a una temperatura constante.
Matriz: Una matriz, en trminos del proceso de liofilizacin, es un sistema donde los
cristales de hielo y los slidos estn distribuidos a lo largo del producto.
Mezcla azeotropica: Mezcla de dos o ms refrigerantes que evaporan y condensan en
el sistema de refrigeracin de igual forma que lo haran actuando solos.
Punto Eutctico: Es el punto en el diagrama de fase de una solucin de dos o ms
componentes, donde se encuentran presentes todas las fases de la solucin. Es la
composicin en un diagrama de fase donde el nmero de grados de libertad es cero
Glosario 97
Reconstitucin: Es la disolucin del producto seco en un solvente o diluyente.
Refrigerante primario: Es el medio que se usa en un ciclo termodinmico para retirar
calor de una regin de temperatura baja y llevarlo a una regin de temperatura alta.
Refrigerante secundario: Un refrigerante secundario es una sustancia que transfiere
calor por transmisin y conduccin a temperaturas bajas sin la agencia de otras fuentes
de energa. Esto est en contradiccin a un refrigerante primario que transfiere calor por
la agencia de energa proporcionado de una fuente externa. Los refrigerantes
secundarios son empleado cuando el expansin directa de refrigerante primario en el
espacio enfriado es indeseable.
Ruptura del vaco: Admisin de aire o un gas seleccionado a una cmara evacuada, se
eleva la presin a la presin atmosfrica.
Torta: Estructura porosa formada por los constituyentes intersticiales secos.
Vlvula de Alivio: Se utiliza para propsitos de seguridad para prevenir dao en caso de
que la presin excesiva se encuentre.
Vlvula de expansin termosttica: Un dispositivo automtico que controla el flujo de
refrigerante lquido.
98
Anexo A. Grfica para hallar el Factor A
FUENTE: MANUAL DE RECIPIENTES A PRESIN. EUGENE. 1992.
99
Anexo B. Grfica para hallar el Factor B
FUENTE: MANUAL DE RECIPIENTES A PRESIN. EUGENE. 1992
100
Anexo C. Cotizaciones realizadas por empresas especializadas
EMPRESA Cant. Valor Unitario Valor Total
ACEROS BOHELER DE COLOMBIA S.A. BOHLER.
Ingeniero Nelson Ruiz H. - Ingeniera de Proyectos
Telfono: 3511204
Camara de liofilizacin 1 $ 2.500.000 $ 2.500.000
Bandejas 16 $ 30.000 $ 480.000
Portabandejas 1 $ 560.000 $ 560.000
Intercambiadores de calor (placas) 5 $ 420.000 $ 2.100.000
TOTAL $ 5.640.000
TOTAL + IVA $ 6.542.400
ALFATER
Ingeniero Jair Roberto Snchez - Gerente de Proyectos
Direccin: Av. Ciudad de Quito 63F-71. Bogot. Telfono: 5400745/47/49 Ext. 109
E-mail: alfaterjx@hotmail.com
Camara de liofilizacin, tapa y fondo elipsoidal, aislamiento
16 Bandejas, portabandejas, 5 placas intercambiadoras
2 Condensadores de vapor 1 $ 38.850.000 $ 38.850.000
TOTAL + IVA $ 45.066.000
INCOLNOX Ltda.
Ingeniero Uldarico Tejada - Gerente General
Direccin: Calle 26 A Sur No 59-27/35. Bogot. PBX: 4033333. Fax: 2901997
E-mail: incolnox@andinet.com
Camara de liofilizacin, tapa y fondo elipsoidal, aislamiento
16 Bandejas, portabandejas, 5 placas intercambiadoras 1 $ 12.800.000 $ 12.800.000
Condensadores de vapor 2 $ 2.450.000 $ 4.900.000
TOTAL $ 17.700.000
TOTAL + IVA $ 20.532.000
EQUINOX LTDA.
Ingeniero Ricardo Rincn - Jefe Regional de Ventas
Direccin: Av. El Dorado No. 84 A 55 Of. 309. Bogot. Telfono: 2958953.
E-mail: equinox_colombia@yahoo.com
Camara de liofilizacin, tapa y fondo elipsoidal, aislamiento
16 Bandejas, portabandejas, 5 placas intercambiadoras
2 Condensadores de vapor
1 $ 15.000.000 $ 15.000.000
TOTAL + IVA $ 17.400.000
FRIGOVAL
Ingeniero Fernando Valencia Camargo - Gerente
Direccin: Carrera 69 No 47 A-03 Sur. Bogot. Telfono: 7105410 7209740
Sistema de refrigeracin, circulacin,vaco, control y ensamble 1 $ 56.000.000 $ 56.000.000
TOTAL + IVA $ 64.960.000
FUENTE: Cotizaciones realizadas por diferentes firmas especializadas.
101
BIBLIOGRAFA
BARBOSA, CANOVAS, Gustavo. Deshidratacin de alimentos. Ed.Acribia. S.A.
Zaragoza (Espaa).2000
BARRERA, Miranda. Cmaras frigorficas. Ediciones Ceac. Barcelona - Espaa- 1996.
BRENNAN, BUTTERS, J.G. LAS OPERACIONES DE LA INGENIERA DE LOS
ALIMENTOS. Liofilizacin. Ed. Acribia. Zaragoza (Espaa). 1980.
CASTELLANOS, GARCA, Cesar Alberto. "Estudio de la prdida de voltiles durante la
liofilizacin de extractos de caf" Universidad Nacional de Colombia. Facultad de
ciencias departamento de Fsica. Bogot 1984.
CASTILLO PINZON, Ingrid. Liofilizacin de perejil y tomillo. Determinacin de las
condiciones de proceso. Bogot. Universidad Jorge Tadeo Lozano. Facultad de
Ingeniera de alimentos. 1990.
Codex Alimentarius Commitee, 1997, International Recommended Code of Practice
General Principles of Food Hygiene (CAC/RCP 1-1969, Rev.3 1997).
COPSON, David A. Microwave Heating in freeze- drying. Electronic ovens, and other
applications.1980.
DOSSAT, Roy J. Principios de refrigeracin. Compaa Editorial Continental., S.A.
Mxico (Mxico). 1980.
EGEA, Gil. Obtencin y aplicaciones industriales del vaco. Ed. Gustavo Gili, S.A.
Barcelona (Espaa). 1973.
EUGENE F. Megyesy. Manual de recipientes a presin. Diseo y clculo. Ed. LIMUSA.
Mxico D.F. 1992.
FELLOWS, Peter. Tecnologa del procesado de los alimentos: principios y prcticas.
Cap 20. Liofilizacin y concentracin por congelacin. Zaragoza (Espaa). 1994.
FERDINAND, Beer. Mecnica de materiales. McGrawHill. Mxico. 1997.
FERNANDEZ, Benjamn Adolfo. Liofilizacin de productos farmaceticos. Coleccin
textos Politcnicos. Serie biotecnologicass. Noriega. UTEHA. Ed. LIMUSA. 1998.
FRANCO, Mario y otros. La liofilizacin un aporte al desarrollo tecnologico industrial.
Universidad INCCA de Colombia. Colombia. Bogot. 1983.
GEANKOPLIS, Christie. Procesos de transporte y operaciones Unitarias. 3ra edicn.
Compaa editorial Continental S.A. Mxico. 1998.
HUY, Samuel. Asme handbook. Metals properties. McGraw-Hill. New York. 1954.
Bibliografa 102
INSTITUT INTERNATIONAL DU FROID. Lyophilisation de materies biologiques:
Freeze -drying of bilogical materilas. Paris: IIF. 1973.
KING, Cary Judson. Frezee--drying of foods. Cleveland. London. 1971.
LOPEZ G., Antonio. Las instalaciones frigorficas en las industrias agroalimentarias.
Ediciones A. Madrid Vicente. Madrid (Espaa). 1994.
MAFART, Pierre. Ingeniera industrial alimentara. Volumen I. Procesos fsicos de
conservacin. Cap. 4. Editorial ACRIBIA, S.A. Zaragoza (Espaa).1994.
MARKS, Lionel. Manual del ingeniero mecnico. Tomo 1. Mc graw-hill. Mxico. 1995.
MARTNEZ, Hctor Mauricio. Influencia de propiedades fsicas del extracto de caf y
variables de proceso sobre caractersticas finales del liofilizado. Universidad Nacional
de Colombia. Facultad de Ciencias. 1994.
MINISTERIO DE AGRICULTURA, PESCA Y ALIMENTACIN. The acelerate Freeze
drying (AFD) method os food preservation. Inglaterra - London: Her Majesty's Sationery
office. 1961.
NOYES, Robert. Freeze drying of foods and biologicals. Park Ridge, New Yersey:
Noyes Development. 1968.
REY, L. FREEZE DRYING and Advanced Food Technology, Ed. Goldblith. S.A.
Academic Press (London). New York. San Francisco. 1975.
RODRIGUEZ GONZALEZ, REYES, Diego Alberto. Desarrollo, generacin, adaptacin e
innovacin de tecnologa. diseo y clculo de un liofilizador discontinuo. Universidad
INCCA de Colombia. Bogot, D.E. 1990.
RODRIGUEZ, Alida. Liofilizacin de frutas tropicales mango y mora. Universidad
nacional de Colombia. Ingeniera qumica. Bogot, 1989.
SANTA CRUZ MAYORGA, Mara Clara. Estudio para la seleccin y montaje de equipos
para liofilizar frutas para exportacin. Pontificia universidad Javeriana. Bogot. Mayo
1989.
SECRETARIA DE SALUD SUBSECRETARUA DE REGULACIN Y FOMENTO
SANITARIO. http://www.ssa.gob.mx/unidades/dirgcbs/informacion/buenas.htm. Manual
de buenas prcticas de higiene y sanidad. Mxico, D.F. Agosto de 1999.
SINGH, DENNIS, Paul. Introduccin a la ingeniera de alimentos. Ed. Acribia, S.A.
Zaragoza (Espaa). 1998.
WEIR, Edith C. Frozen- dried and dehydrofrozen foods. Chicago. American Meat
Institute Foundation. 1960. Serie: American meat institute foundation. Circular 360.
Вам также может понравиться
- Diseño y Construcción de Liofilizador Pilotol PDFДокумент175 страницDiseño y Construcción de Liofilizador Pilotol PDFAndres Felipe Mendoza Obando100% (1)
- Investigacion BioetanolДокумент14 страницInvestigacion BioetanolGabriela MunozОценок пока нет
- Libro de Liofilizacion Del Profe OrregoДокумент169 страницLibro de Liofilizacion Del Profe OrregoEstefany Salazar Vidal100% (1)
- LibroДокумент419 страницLibroMaría Gómez Maroto80% (5)
- Tabla de EPEДокумент122 страницыTabla de EPEJesús Robles EscobarОценок пока нет
- Trabajo 9 - Reactores Quimicos e IndustrialesДокумент38 страницTrabajo 9 - Reactores Quimicos e IndustrialesMauricio MoreiraОценок пока нет
- TECNOLOGIA DE LOS BIOPROCESOS Diseno de Fermentadores y Biorreactores PDFДокумент6 страницTECNOLOGIA DE LOS BIOPROCESOS Diseno de Fermentadores y Biorreactores PDFJasón Danyau100% (2)
- Balance de Energia de Un Secador de Bandejas PDFДокумент175 страницBalance de Energia de Un Secador de Bandejas PDFJudi Pariona Cahuana40% (5)
- Evolución de Los Fluidos Refrigerantes (I) - Climatización y Refrigeración - ACR LatinoaméricaДокумент11 страницEvolución de Los Fluidos Refrigerantes (I) - Climatización y Refrigeración - ACR LatinoaméricaEduОценок пока нет
- LiofilizacionДокумент20 страницLiofilizacionmichelefres100% (2)
- Tecnologia de Evaporacion PDFДокумент24 страницыTecnologia de Evaporacion PDFisrael246100% (2)
- Como Seleccionar Una Trampa de VaporДокумент6 страницComo Seleccionar Una Trampa de VaporTecno Ingenio100% (1)
- Tratamiento TérmicoДокумент79 страницTratamiento TérmicoCeci MendezОценок пока нет
- Diapositivas SecadoДокумент43 страницыDiapositivas SecadoLizbeth Céspedes RamosОценок пока нет
- LIOFILIZACIÓNДокумент27 страницLIOFILIZACIÓNSilvia Betzabe OrdazОценок пока нет
- Acetobacter TrabajoДокумент10 страницAcetobacter TrabajoGabby Naranjo Freire80% (5)
- Extraccion Del Azucar de La RemolachaДокумент17 страницExtraccion Del Azucar de La RemolachaMelita AndreaОценок пока нет
- LIOFILIZACION Por Mercedes Fernández ArévaloДокумент46 страницLIOFILIZACION Por Mercedes Fernández Arévaloclubdelquimico.blogspot.com100% (3)
- LiofilizacionДокумент38 страницLiofilizacionmilajis50% (2)
- 1831169-Formato Planta Embotelladora de AguaДокумент18 страниц1831169-Formato Planta Embotelladora de AgualisethОценок пока нет
- Columna de Fraccionamiento ContinuoДокумент3 страницыColumna de Fraccionamiento ContinuockleinnikeОценок пока нет
- Proyecto de LiofilizacionДокумент23 страницыProyecto de Liofilizacionmaria elizabeth rojas vigoОценок пока нет
- Sistema de Limpieza CipДокумент204 страницыSistema de Limpieza Cipasuam4520Оценок пока нет
- Unidad2 SecadoДокумент50 страницUnidad2 Secadomindstorm63Оценок пока нет
- Procedimiento de Arranque de Una Caldera PirotubularДокумент1 страницаProcedimiento de Arranque de Una Caldera PirotubularLuis Vargas AvilaОценок пока нет
- Fermentacion AlcoholicaДокумент3 страницыFermentacion AlcoholicaVivian LópezОценок пока нет
- Secado de CamoteДокумент71 страницаSecado de CamoteNelson Cueva RutteОценок пока нет
- Evaporadores Con Caída de Película o Película DescendenteДокумент7 страницEvaporadores Con Caída de Película o Película DescendenteJasmin BaAl0% (1)
- Ferment AdoresДокумент12 страницFerment AdoresAnonymous lNOGuhC100% (1)
- Proceso de Obtencion de EtanolДокумент13 страницProceso de Obtencion de EtanolchuyyalvarezОценок пока нет
- Proceso de Fabricación de La CervezaДокумент24 страницыProceso de Fabricación de La CervezaKarlita SevillaОценок пока нет
- Operación de SecadoДокумент8 страницOperación de SecadoOscar RafaelОценок пока нет
- Comparación de Los Parámetros Físicos de La Sidra en El Biorreactor y La Sidra Artesanal PDFДокумент11 страницComparación de Los Parámetros Físicos de La Sidra en El Biorreactor y La Sidra Artesanal PDFJorge BravoОценок пока нет
- Practica N°5 Tecnologia de Frutas y Hortalizas Procesamiento de Pastas de VegetalesДокумент42 страницыPractica N°5 Tecnologia de Frutas y Hortalizas Procesamiento de Pastas de VegetalesRony Martin Alegria RodriguezОценок пока нет
- Método de Conservación de Cultivos Por LiofilizaciónДокумент3 страницыMétodo de Conservación de Cultivos Por LiofilizaciónangelicaОценок пока нет
- Torre de Enfriamiento FTДокумент16 страницTorre de Enfriamiento FTYoee MendozaОценок пока нет
- CstationДокумент3 страницыCstationAlvaro SecОценок пока нет
- Elaboracion de Aceites Lubricantes.Документ26 страницElaboracion de Aceites Lubricantes.Adan RamosОценок пока нет
- Estudio para La Localización y Diseño de Una Planta Procesadora de Jugo de Caña para La Obtencion de MelazaДокумент36 страницEstudio para La Localización y Diseño de Una Planta Procesadora de Jugo de Caña para La Obtencion de MelazaPedro A. Martinez Gutierrez100% (3)
- Evaporacion, Cristalizacion, Centrifugacion y Enfriamiento de La Caña de AzucarДокумент24 страницыEvaporacion, Cristalizacion, Centrifugacion y Enfriamiento de La Caña de AzucarDiego Sandoval Tocto100% (1)
- Guía LEM VДокумент2 страницыGuía LEM VPerez EriОценок пока нет
- 9 HervidoДокумент24 страницы9 HervidoLopez PedroОценок пока нет
- Para Diseñar Un BiorreactorДокумент15 страницPara Diseñar Un BiorreactorLore GvОценок пока нет
- Etapas para El Deshidratado y Secado de AlimentosДокумент3 страницыEtapas para El Deshidratado y Secado de AlimentosmartinОценок пока нет
- Diseño de Un Reactor Tipo BatchДокумент7 страницDiseño de Un Reactor Tipo BatchAlex RomeroОценок пока нет
- Proceso Frutas Cristalizadas Cascara Sandia y ChayoteДокумент15 страницProceso Frutas Cristalizadas Cascara Sandia y ChayoteElida Guzmán0% (1)
- Evaporador de Flujo ExpandidoДокумент14 страницEvaporador de Flujo ExpandidoKathe Villamarin0% (1)
- Molienda - AzúcarДокумент6 страницMolienda - AzúcarJoiss Chirinos0% (2)
- U3 ET LixiviadorДокумент39 страницU3 ET LixiviadorDiego JimenezОценок пока нет
- Optimización de Un Proceso de Congelación en Patacón-TesisДокумент131 страницаOptimización de Un Proceso de Congelación en Patacón-TesisErik RM50% (2)
- MemoriaДокумент90 страницMemoriasantiОценок пока нет
- D CD88308Документ118 страницD CD88308Guido Alonso Vasquez QuirozОценок пока нет
- D 79996 PDFДокумент216 страницD 79996 PDFVictoria RoblesОценок пока нет
- Refrigeracion ComercialДокумент168 страницRefrigeracion ComercialricardoarribastortosaОценок пока нет
- TESIS Crespo Landines-Diseño de Planta Leche de Soya.Документ168 страницTESIS Crespo Landines-Diseño de Planta Leche de Soya.AlexanderMamaniОценок пока нет
- Es - Tecnologia de La Leche en Polvo - TodoДокумент349 страницEs - Tecnologia de La Leche en Polvo - TodoBertha Dávila100% (1)
- Diseño Preliminar PDFДокумент119 страницDiseño Preliminar PDFEdwin Leonel Hernández HernándezОценок пока нет
- NOPALITOS 7°1, Diseño de Una Instalación FrigorificaДокумент35 страницNOPALITOS 7°1, Diseño de Una Instalación Frigorificaclaudia serranoОценок пока нет
- Diseño de Una Planta Deshidratadora de Banano Usando Secador de Gabinete para Producción de Harin PDFДокумент371 страницаDiseño de Una Planta Deshidratadora de Banano Usando Secador de Gabinete para Producción de Harin PDFfederiko86Оценок пока нет
- Tesis Final Optimizacion PlantaДокумент129 страницTesis Final Optimizacion PlantaJuan Bayron MuñozОценок пока нет
- Presentación para El Segundo Parcial GeneralДокумент47 страницPresentación para El Segundo Parcial Generalargenis bonillaОценок пока нет
- Que Es El Vapor de AguaДокумент156 страницQue Es El Vapor de AguaBRYAN CCOLQQUEОценок пока нет
- Estudio Climatológico PACHACAMACДокумент8 страницEstudio Climatológico PACHACAMACJesús Fernando Vargas100% (1)
- Ejercicios Resueltos Primera Ley IДокумент7 страницEjercicios Resueltos Primera Ley IOscar Jhaffet PacoОценок пока нет
- Capacitación en Prevención y Uso de Extintores - Ppt.... 1Документ55 страницCapacitación en Prevención y Uso de Extintores - Ppt.... 1Prevencionistas de Seguridad ChimboteОценок пока нет
- Aplicaciones Industriales de La EvaporaciónДокумент12 страницAplicaciones Industriales de La EvaporaciónEdwin Quispe JaraОценок пока нет
- Sitrans FX 330Документ124 страницыSitrans FX 330vm8119Оценок пока нет
- Problemas de Fluidos (Muy Interesantes) - 1 PDFДокумент73 страницыProblemas de Fluidos (Muy Interesantes) - 1 PDFRenato ParodiОценок пока нет
- Cambios de Fase de La NaftalinaДокумент9 страницCambios de Fase de La NaftalinaGiorgio ViteriОценок пока нет
- Universidad de La CostaДокумент2 страницыUniversidad de La CostaHarles Manuel Salazar Guerra0% (1)
- A7 MGMДокумент8 страницA7 MGMMark GMОценок пока нет
- Guia de Ejercicios Termo PDFДокумент4 страницыGuia de Ejercicios Termo PDFÏrvïng LöbÖzОценок пока нет
- Proceso Productivo Fundicion de CobreДокумент5 страницProceso Productivo Fundicion de CobreCarli Ex Xixi100% (3)
- Motor Stirling PartesДокумент11 страницMotor Stirling PartesAlonso YapoОценок пока нет
- Apuntes TermodinámicaДокумент12 страницApuntes TermodinámicaRay Angel Sanchez PonceОценок пока нет
- Balance de Materia y Energia YogurtДокумент6 страницBalance de Materia y Energia YogurtRenatoОценок пока нет
- CRONOGRAMA DE REMEDIAL QUÍMICA SUPERIOR LLENO 3ero BGUДокумент42 страницыCRONOGRAMA DE REMEDIAL QUÍMICA SUPERIOR LLENO 3ero BGUPablo QuiguangoОценок пока нет
- Práctica No.8 El CalorДокумент12 страницPráctica No.8 El CalorhoseokОценок пока нет
- Guía de Ejercicios Transferencia de CalorДокумент2 страницыGuía de Ejercicios Transferencia de CalorDiego Salinas FloresОценок пока нет
- Transferencia de Energía Por Calor, QДокумент15 страницTransferencia de Energía Por Calor, QkevinОценок пока нет
- Gcvi-Om-Po-Trabajos en Areas Que Presentan Ambientes de Condiciones Termicas ElevadasДокумент7 страницGcvi-Om-Po-Trabajos en Areas Que Presentan Ambientes de Condiciones Termicas ElevadasRotsen ZanОценок пока нет
- Transferencia de Calor A Través de Paredes y TechosДокумент4 страницыTransferencia de Calor A Través de Paredes y TechosCarlos Daniel MuñozОценок пока нет
- ULTRASONIDOДокумент14 страницULTRASONIDOANJHIE JULISSA DÁVILA BARBOZAОценок пока нет
- Term Odin A MicaДокумент8 страницTerm Odin A MicaYendri Silvana Camacho BonillaОценок пока нет
- Actividad de Puntos Evaluables - Escenarios 6 - PRIMER BLOQUE-CIENCIAS BASICAS - FLUIDOS Y TERMODINAMICA 22Документ5 страницActividad de Puntos Evaluables - Escenarios 6 - PRIMER BLOQUE-CIENCIAS BASICAS - FLUIDOS Y TERMODINAMICA 22Sebastian Montano100% (1)
- Conducción, Radiación, ConvecciónДокумент2 страницыConducción, Radiación, ConvecciónPatrixia CuautleОценок пока нет
- 51955947-Diseno-de-una-camara-de-congELACION para Pulpa de Aguaje y UngurahuiДокумент19 страниц51955947-Diseno-de-una-camara-de-congELACION para Pulpa de Aguaje y UngurahuiAlex Vallejo100% (1)
- Introducción A La TermodinámicaДокумент139 страницIntroducción A La TermodinámicaCliffor Jerry Herrera CastrilloОценок пока нет
- Gases TriangulacionДокумент16 страницGases TriangulacionnicoleОценок пока нет
- Texto 1Документ22 страницыTexto 1Miguel AngelОценок пока нет