Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Method of Statement Piping Fab. ErectionДокумент22 страницыMethod of Statement Piping Fab. Erectionhasan_676489616Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- LNG Tank Dismantling MS RevCДокумент14 страницLNG Tank Dismantling MS RevChasan_676489616100% (1)
- Cross Cut TestДокумент1 страницаCross Cut Testhasan_676489616Оценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Delayed PWHTДокумент4 страницыDelayed PWHThasan_676489616Оценок пока нет
- Acid PipingДокумент1 страницаAcid Pipinghasan_676489616Оценок пока нет
- ITP For Piping WorksДокумент91 страницаITP For Piping Workshasan_676489616100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
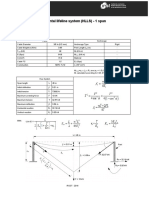
- Horizontal Life Line CalculationДокумент1 страницаHorizontal Life Line Calculationhasan_676489616100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- E SN883Документ2 страницыE SN883hasan_676489616100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- E SN834Документ3 страницыE SN834hasan_676489616Оценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Steel Grades ComparisonДокумент14 страницSteel Grades Comparisonhasan_676489616Оценок пока нет
- Weld-On Pipe Coupling SN 789: Type ASДокумент1 страницаWeld-On Pipe Coupling SN 789: Type AShasan_676489616Оценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- ITP For Piping WorksДокумент91 страницаITP For Piping Workshasan_676489616100% (1)
- OSHA - 29CFR - Construction StandardsДокумент22 страницыOSHA - 29CFR - Construction Standardshasan_676489616100% (1)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Din 55928Документ16 страницDin 55928hasan_676489616Оценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- ASME B16.47 Series B FlangeДокумент4 страницыASME B16.47 Series B Flange41h189Оценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Din 17221Документ9 страницDin 17221hasan_676489616100% (1)
- Din 30678Документ6 страницDin 30678hasan_676489616Оценок пока нет
- Din 2614Документ11 страницDin 2614hasan_676489616Оценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Din en Iso 4014Документ16 страницDin en Iso 4014hasan_676489616100% (7)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- E SN752Документ3 страницыE SN752hasan_676489616Оценок пока нет
- E SN759Документ2 страницыE SN759hasan_676489616Оценок пока нет
- Din 17240Документ24 страницыDin 17240hasan_676489616100% (1)
- DIN2391 1EN10305 1 - 2003 02 - eДокумент27 страницDIN2391 1EN10305 1 - 2003 02 - ehasan_676489616Оценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- E SN753Документ2 страницыE SN753hasan_676489616Оценок пока нет
- Din 17155Документ16 страницDin 17155hasan_676489616Оценок пока нет
- Material Price ListДокумент43 страницыMaterial Price ListSathish RagavanОценок пока нет
- Biosorption of Heavy Metals: Department of Biotechnology and Environmental SciencesДокумент25 страницBiosorption of Heavy Metals: Department of Biotechnology and Environmental SciencesYen BumОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Mechanical Properties of MaterialsДокумент24 страницыMechanical Properties of MaterialsMohannad sehwailОценок пока нет
- Chapter 2 Feasibility Study and Literature SurveyДокумент9 страницChapter 2 Feasibility Study and Literature SurveyAq AidilОценок пока нет
- Project Report On Wire RodДокумент9 страницProject Report On Wire RodEIRI Board of Consultants and Publishers100% (1)
- Iso 13734 2013 (E)Документ18 страницIso 13734 2013 (E)Freddy Santiago Cabarcas LandinezОценок пока нет
- 科莱恩塑料颜料宝旭化工Документ12 страниц科莱恩塑料颜料宝旭化工Ashesh ShahОценок пока нет
- Experimental - Investigation - of - Crude Oil DesaltingДокумент19 страницExperimental - Investigation - of - Crude Oil DesaltingElbahi DjaalabОценок пока нет
- Heating Catalogue 2019Документ44 страницыHeating Catalogue 2019Zoran SimanicОценок пока нет
- Casing and Cementing HardwareДокумент4 страницыCasing and Cementing Hardwarezapspaz100% (1)
- Sodium Chloride - CrystallizationДокумент8 страницSodium Chloride - CrystallizationVatra ReksaОценок пока нет
- Hempadur 15130Документ2 страницыHempadur 15130MuthuKumarОценок пока нет
- Xliil-On J. Brown. My: An Acetic Ferment Which Form CelluloseДокумент8 страницXliil-On J. Brown. My: An Acetic Ferment Which Form CelluloseFiqa SuccessОценок пока нет
- An Improved Isolation of Trimyristin From Myristica Fragrans As A Renewable Feedstock With The Assistance of Novel Cationic Gemini SurfactantДокумент16 страницAn Improved Isolation of Trimyristin From Myristica Fragrans As A Renewable Feedstock With The Assistance of Novel Cationic Gemini SurfactantNabila PutriОценок пока нет
- Rsia Artha Mahinrus: Jl. Pasar 3 No. 151 - Terusan Tuasan, 20237Документ15 страницRsia Artha Mahinrus: Jl. Pasar 3 No. 151 - Terusan Tuasan, 20237Rabyatul Maulida NasutionОценок пока нет
- Bs 16105Документ14 страницBs 16105Mohammad MiyanОценок пока нет
- FastenersДокумент178 страницFastenersthulasi_krishna100% (6)
- Sources of Drugs 2015Документ33 страницыSources of Drugs 2015Rafael Paulino RimoldiОценок пока нет
- Sist Iso 293 1996Документ8 страницSist Iso 293 1996rtplemat lemat100% (1)
- Casting DefectsДокумент24 страницыCasting DefectsMohamedSabryОценок пока нет
- Kandhal Lecture 3 On Aggregate For Bituminous Road Construction - Handouts OnlyДокумент8 страницKandhal Lecture 3 On Aggregate For Bituminous Road Construction - Handouts OnlyProf. Prithvi Singh KandhalОценок пока нет
- Protocol Hybridization Capture of Dna Libraries Using Xgen Lockdown Probes and Reagents Version 3Документ16 страницProtocol Hybridization Capture of Dna Libraries Using Xgen Lockdown Probes and Reagents Version 3Rodger12Оценок пока нет
- ACD/Percepta: Overview of The ModulesДокумент91 страницаACD/Percepta: Overview of The ModulesTinto J AlencherryОценок пока нет
- Plate Heat Exchanger Model M15-MFG - ASTM B265 Gr1 TitaniumДокумент1 страницаPlate Heat Exchanger Model M15-MFG - ASTM B265 Gr1 TitaniumCardoso MalacaoОценок пока нет
- Corrosion New Jul20Документ66 страницCorrosion New Jul20hafiz aimanОценок пока нет
- Presentation On Colorants of BeveragesДокумент12 страницPresentation On Colorants of BeveragesNISHANTОценок пока нет
- Drytec Aluminium Range Fine FiltersДокумент4 страницыDrytec Aluminium Range Fine FiltersDragoslav DzolicОценок пока нет
- 3.1 WeatheringДокумент25 страниц3.1 WeatheringSipu GiriОценок пока нет
- Pra Un Ing 2013-Paket 7Документ14 страницPra Un Ing 2013-Paket 7adela_97lineОценок пока нет
- Synthesis of New Kind of Macroporous Polyvinyl-Alcohol Formaldehyde Based Sponges and Its Water Superabsorption PerformanceДокумент11 страницSynthesis of New Kind of Macroporous Polyvinyl-Alcohol Formaldehyde Based Sponges and Its Water Superabsorption PerformanceJohan SukweenadhiОценок пока нет
- To Engineer Is Human: The Role of Failure in Successful DesignОт EverandTo Engineer Is Human: The Role of Failure in Successful DesignРейтинг: 4 из 5 звезд4/5 (138)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsОт EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsРейтинг: 4 из 5 звезд4/5 (16)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresОт EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresРейтинг: 1 из 5 звезд1/5 (2)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionОт EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionРейтинг: 3 из 5 звезд3/5 (1)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontОт EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontРейтинг: 4.5 из 5 звезд4.5/5 (18)