Вам также может понравиться
- Estructura y Mecanismos de Las Enzimas. Cofactores y Coenzimas. Función Biológica y Control de La Actividad.Документ6 страницEstructura y Mecanismos de Las Enzimas. Cofactores y Coenzimas. Función Biológica y Control de La Actividad.Marina100% (1)
- Manual JCB 535-125 PDFДокумент309 страницManual JCB 535-125 PDFNour SkyperОценок пока нет
- Listado de Equipos Medicion y EnsayoДокумент2 страницыListado de Equipos Medicion y EnsayoMarvin William Montes CristoОценок пока нет
- G03DC Acc Accc LVC 002Документ2 страницыG03DC Acc Accc LVC 002Marvin William Montes CristoОценок пока нет
- Data Sheet Tanque API 650 Prointeca 2021Документ7 страницData Sheet Tanque API 650 Prointeca 2021Marvin William Montes Cristo100% (1)
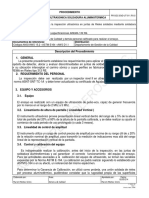
- Procedimiento de Evaluacion e Inspeccion de TK A1Документ12 страницProcedimiento de Evaluacion e Inspeccion de TK A1marvin montesОценок пока нет
- G03DC Acc Accc LVC 001 - 1Документ2 страницыG03DC Acc Accc LVC 001 - 1Marvin William Montes CristoОценок пока нет
- G03DC Acc Accc LVC 005Документ2 страницыG03DC Acc Accc LVC 005Marvin William Montes CristoОценок пока нет
- Registro de Evaluacion de Junta X Ultrasonido PROINTECA 2022Документ1 страницаRegistro de Evaluacion de Junta X Ultrasonido PROINTECA 2022Marvin William Montes CristoОценок пока нет
- Mantenimiento Preventivo Separador de Prueba .Rv1Документ12 страницMantenimiento Preventivo Separador de Prueba .Rv1Marvin William Montes CristoОценок пока нет
- Presentacion Oficial M&C INGENIERIA PLUS 2022 EneroДокумент13 страницPresentacion Oficial M&C INGENIERIA PLUS 2022 EneroMarvin William Montes CristoОценок пока нет
- Plan de Calidad Del Proyecto Ingenieria 4 03 2021 RV AДокумент52 страницыPlan de Calidad Del Proyecto Ingenieria 4 03 2021 RV AMarvin William Montes CristoОценок пока нет
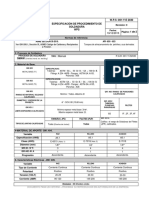
- W.P.S - 001-Y-E 2030Документ2 страницыW.P.S - 001-Y-E 2030Marvin William Montes CristoОценок пока нет
- G03DC Acc Accc LVC 001Документ2 страницыG03DC Acc Accc LVC 001Marvin William Montes CristoОценок пока нет
- Certificación de Prueba Hidrostática-ProintecaДокумент1 страницаCertificación de Prueba Hidrostática-ProintecaMarvin William Montes CristoОценок пока нет
- Manual PDFДокумент19 страницManual PDFJesus Cruz DiazОценок пока нет
- Laboratorio de sueloДокумент2 страницыLaboratorio de sueloMarvin William Montes CristoОценок пока нет
- G03DC Acc Accc LVC 005Документ2 страницыG03DC Acc Accc LVC 005Marvin William Montes CristoОценок пока нет
- Liquidos Penetrantes CAP IV VДокумент48 страницLiquidos Penetrantes CAP IV Vjosedgon_852757974Оценок пока нет
- G03DC Acc Accc LVC 004Документ2 страницыG03DC Acc Accc LVC 004Marvin William Montes CristoОценок пока нет
- Separadores de Prueba Petropiar. Version 1Документ12 страницSeparadores de Prueba Petropiar. Version 1Marvin William Montes CristoОценок пока нет
- Curso de Inspeccion VisualДокумент130 страницCurso de Inspeccion Visualharold castillo100% (1)
- Manual Modbat PC Ed Rev2011Документ4 страницыManual Modbat PC Ed Rev2011Marvin William Montes CristoОценок пока нет
- Configuración y operación de instrumentos LWD y MWDДокумент123 страницыConfiguración y operación de instrumentos LWD y MWDMarvin William Montes CristoОценок пока нет
- Inspección ultrasónica soldadura aluminotérmicaДокумент3 страницыInspección ultrasónica soldadura aluminotérmicaMarvin William Montes Cristo100% (2)
- Curso UT Nivel II 2Документ152 страницыCurso UT Nivel II 2Marvin William Montes Cristo100% (1)
- Electrodo Alfa 70A1Документ2 страницыElectrodo Alfa 70A1Marvin William Montes CristoОценок пока нет
- HOJA TECNICA ALFA 74 AWS E7024 Mod. 05 SEP 2020 CEVCTER IIIДокумент2 страницыHOJA TECNICA ALFA 74 AWS E7024 Mod. 05 SEP 2020 CEVCTER IIIMarvin William Montes CristoОценок пока нет
- Alfa 60 Hoja Tecnica PDFДокумент2 страницыAlfa 60 Hoja Tecnica PDFMarvin William Montes CristoОценок пока нет
- PLAN DE INVERSION PROYECTOS MHM 2020. R1xlsxДокумент24 страницыPLAN DE INVERSION PROYECTOS MHM 2020. R1xlsxMarvin William Montes CristoОценок пока нет
- Plan de La Calidad - SCHLUMBERGER (Propuesto)Документ53 страницыPlan de La Calidad - SCHLUMBERGER (Propuesto)Marvin William Montes CristoОценок пока нет
- Plan de Inspección para Intercambiador de Calor para El Tipo Carcasa-Haz Tubular Mediante Ensayos No DestructivosДокумент75 страницPlan de Inspección para Intercambiador de Calor para El Tipo Carcasa-Haz Tubular Mediante Ensayos No DestructivosKarla FernándezОценок пока нет
- Ensayo Mito de Las CavernasДокумент1 страницаEnsayo Mito de Las CavernasAlonso Mancilla ArgoteОценок пока нет
- Testiculos de Toro (Creadillas) Por Razones ObviasДокумент3 страницыTesticulos de Toro (Creadillas) Por Razones ObviasgatitopeludoОценок пока нет
- NTC 2329: Guía de soldadura, corte y representación simbólicaДокумент7 страницNTC 2329: Guía de soldadura, corte y representación simbólicacoordinador ProyectoОценок пока нет
- Practica LuceroДокумент32 страницыPractica LuceroLucero Espinoza GarcíaОценок пока нет
- Diagrama Rígido y Configuracion Del Edificio en Planta y Elevacion - PPTXДокумент14 страницDiagrama Rígido y Configuracion Del Edificio en Planta y Elevacion - PPTXMariano KRОценок пока нет
- Altiplano y ValleДокумент5 страницAltiplano y ValleJosé Luis PérezОценок пока нет
- Pruebas de Tejidos Meltblown - Eficiencia de Filtración de BacteriasДокумент6 страницPruebas de Tejidos Meltblown - Eficiencia de Filtración de BacteriasjoseОценок пока нет
- AST - Formato Armado de AndamioДокумент3 страницыAST - Formato Armado de AndamioAnDrez AguirreОценок пока нет
- Informe de LecturaДокумент4 страницыInforme de LecturacristinaОценок пока нет
- G-5 Quimica 9 Soluciones, Tipos y Unidades de Concentración IiipДокумент6 страницG-5 Quimica 9 Soluciones, Tipos y Unidades de Concentración IiipDaniela RodriguezОценок пока нет
- TRIBOLOGIA Mecanica IndustrialДокумент84 страницыTRIBOLOGIA Mecanica Industrialbrayan ariasОценок пока нет
- Organizador Grafico Geometria DescriptivaДокумент2 страницыOrganizador Grafico Geometria DescriptivaJordi0% (1)
- Trabajo GrupalДокумент9 страницTrabajo GrupalBrayan Jeansu Taipe TunqueОценок пока нет
- Activacion Planetaria y ConexiÓn Con El Ser SuperiorДокумент4 страницыActivacion Planetaria y ConexiÓn Con El Ser Superiorapi-3781260Оценок пока нет
- Taller Evaluacion y Seleccion de ConceptosДокумент5 страницTaller Evaluacion y Seleccion de ConceptosMARIO VELASQUEZ MOLINAОценок пока нет
- 1glaucoma Primario de Ángulo Cerrado (GPAC)Документ22 страницы1glaucoma Primario de Ángulo Cerrado (GPAC)Olga Isabel Pisco ZavaletaОценок пока нет
- Descripción Anatómica Del Estómago de CaninoДокумент4 страницыDescripción Anatómica Del Estómago de CaninoDeep CutОценок пока нет
- Distribución planta ingenieríaДокумент16 страницDistribución planta ingenieríaMarcos VC100% (1)
- Taller de Educación Sexual Integral - Mitos SexualesДокумент9 страницTaller de Educación Sexual Integral - Mitos SexualesvaleriaОценок пока нет
- Evidencia Etapa 2 EticaДокумент10 страницEvidencia Etapa 2 Eticaang directionОценок пока нет
- Spad y EspectrofotometroДокумент8 страницSpad y EspectrofotometroDONALDO RASHID PONCE CARRIZALESОценок пока нет
- Vectores Ejercicios PDFДокумент3 страницыVectores Ejercicios PDFBeto YañezОценок пока нет
- Comentarios - "Alteraciones Cromosómicas"Документ9 страницComentarios - "Alteraciones Cromosómicas"AGUILAR HERNANDEZ MARIANA ITZELОценок пока нет
- Evaluación final de probabilidad y estadísticaДокумент8 страницEvaluación final de probabilidad y estadísticaedgar ramosОценок пока нет
- 4 Ciclo Menstrual y Planificación Familiar 2020-1Документ50 страниц4 Ciclo Menstrual y Planificación Familiar 2020-1AYLEEN VANESSA PACHECO MEDINAОценок пока нет
- GermanioДокумент2 страницыGermanioMay RomeroОценок пока нет
- Expo1 Materiales G7Документ16 страницExpo1 Materiales G7Andres LopezОценок пока нет
- Teoria de RestriccionesДокумент22 страницыTeoria de RestriccionesMonica Lizbeth Chacon PrietoОценок пока нет