Вам также может понравиться
- Eram Os Deuses Realmente Astronautas?Документ17 страницEram Os Deuses Realmente Astronautas?Mariangela Ghirotti100% (1)
- Apostila Instalações Hidráulicas III e IV Mód. EdfificaçõesДокумент72 страницыApostila Instalações Hidráulicas III e IV Mód. EdfificaçõesEmerson100% (2)
- Como Instalar Esp32 ArduinoIDE WinДокумент11 страницComo Instalar Esp32 ArduinoIDE WinFernando Santos100% (1)
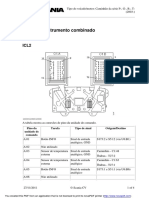
- PainelДокумент4 страницыPainelpaulojfeitoza100% (1)
- A Era Do HipertextoДокумент320 страницA Era Do HipertextoClaudiene Diniz100% (2)
- IPOG - A Importância Das Técnicas Ergonômicas No Design de Interiores PDFДокумент17 страницIPOG - A Importância Das Técnicas Ergonômicas No Design de Interiores PDFPatrícia Tiemi OsakuОценок пока нет
- Padaria Ficha TécnicaДокумент9 страницPadaria Ficha Técnicagilsonfreire50% (2)
- Avaliação Oficial I - AlgoritmosДокумент4 страницыAvaliação Oficial I - AlgoritmosKlew Cleudiney Theodoro BrandãoОценок пока нет
- Montagem e ManutençãoДокумент6 страницMontagem e ManutençãoKlew Cleudiney Theodoro BrandãoОценок пока нет
- Criterios Dimensionamento de Condutores 23Документ9 страницCriterios Dimensionamento de Condutores 23Klew Cleudiney Theodoro BrandãoОценок пока нет
- Formulário RMA Pichau 2023Документ1 страницаFormulário RMA Pichau 2023Klew Cleudiney Theodoro Brandão0% (1)
- Orientação AplicaçãoДокумент2 страницыOrientação AplicaçãoKlew Cleudiney Theodoro BrandãoОценок пока нет
- Modelo ProvaДокумент126 страницModelo ProvaKlew Cleudiney Theodoro BrandãoОценок пока нет
- HardwareДокумент3 страницыHardwareKlew Cleudiney Theodoro BrandãoОценок пока нет
- NewTone - Alternativa À Biblioteca Tone Do Arduino - Arduino e CIAДокумент2 страницыNewTone - Alternativa À Biblioteca Tone Do Arduino - Arduino e CIAKlew Cleudiney Theodoro BrandãoОценок пока нет
- MODELO PROVA HardwareДокумент5 страницMODELO PROVA HardwareKlew Cleudiney Theodoro BrandãoОценок пока нет
- Hardware 0 A12Документ155 страницHardware 0 A12Klew Cleudiney Theodoro BrandãoОценок пока нет
- Tenha Uma Fonte Ajustável para A Sua Bancada Com o Módulo Regulador de Tensão LM317 - Arduino e CIAДокумент2 страницыTenha Uma Fonte Ajustável para A Sua Bancada Com o Módulo Regulador de Tensão LM317 - Arduino e CIAKlew Cleudiney Theodoro BrandãoОценок пока нет
- Real Time Clock (RTC) DS1307 - Arduino e CIAДокумент3 страницыReal Time Clock (RTC) DS1307 - Arduino e CIAKlew Cleudiney Theodoro BrandãoОценок пока нет
- Como Usar Um Smartphone Antigo Ou Tablet Como Uma Câmera de SegurançaДокумент3 страницыComo Usar Um Smartphone Antigo Ou Tablet Como Uma Câmera de SegurançaKlew Cleudiney Theodoro BrandãoОценок пока нет
- Como Usar o Adaptador USB para ESP8266 ESP-01 - Arduino e CIAДокумент5 страницComo Usar o Adaptador USB para ESP8266 ESP-01 - Arduino e CIAKlew Cleudiney Theodoro Brandão100% (1)
- Eletrônica - Mouse PS2 e Projetos Arduino OtimouseДокумент3 страницыEletrônica - Mouse PS2 e Projetos Arduino OtimouseKlew Cleudiney Theodoro BrandãoОценок пока нет
- Programação Arduino para Iniciantes - o Controlador de Semáforo PDFДокумент10 страницProgramação Arduino para Iniciantes - o Controlador de Semáforo PDFKlew Cleudiney Theodoro BrandãoОценок пока нет
- Como Usar Um Smartphone Antigo Ou Tablet Como Uma Câmera de SegurançaДокумент11 страницComo Usar Um Smartphone Antigo Ou Tablet Como Uma Câmera de SegurançaKlew Cleudiney Theodoro BrandãoОценок пока нет
- Eletrônica - Mouse PS2 e Projetos Arduino OtimouseДокумент5 страницEletrônica - Mouse PS2 e Projetos Arduino OtimouseKlew Cleudiney Theodoro BrandãoОценок пока нет
- Recibo Do Pagador: Mensalidade UNIG 210000683 2022 1Документ1 страницаRecibo Do Pagador: Mensalidade UNIG 210000683 2022 1Isabella Frauches de CastroОценок пока нет
- Apostila Elevador Á Cabo No ModeloДокумент20 страницApostila Elevador Á Cabo No ModeloMárcio Fellipi100% (1)
- Planner Modelo 2Документ14 страницPlanner Modelo 2Roberta SilvaОценок пока нет
- Circuito Impresso PDFДокумент13 страницCircuito Impresso PDFAsrRefri-maqОценок пока нет
- Curriculum RailtonДокумент2 страницыCurriculum RailtonRailton De Andrade AndradeОценок пока нет
- Registro 003357 - 2020 - Avaliação Da ConformidadeДокумент2 страницыRegistro 003357 - 2020 - Avaliação Da ConformidadePedro AlvesОценок пока нет
- Nuage Concepcao 2817 005Документ40 страницNuage Concepcao 2817 005Ana FortunaОценок пока нет
- Tutorial de Uso JAHSHAKA 2.0Документ27 страницTutorial de Uso JAHSHAKA 2.0octavianijrОценок пока нет
- Philippe Quéau - A Quem Pertence o Conhecimento - ConhecimentoДокумент5 страницPhilippe Quéau - A Quem Pertence o Conhecimento - ConhecimentoJoseph ShafanОценок пока нет
- Formulário Check List Oficina Bau Oficina 2020Документ2 страницыFormulário Check List Oficina Bau Oficina 2020Higor RobertoОценок пока нет
- Afiliados PDFДокумент48 страницAfiliados PDFbolinhaicmОценок пока нет
- Norma GP 071 v.06Документ34 страницыNorma GP 071 v.06Carlos AlmeidaОценок пока нет
- A Historia Da Escultura 1 - As Ferramentas Re-Escrito - 3 RevisadoДокумент14 страницA Historia Da Escultura 1 - As Ferramentas Re-Escrito - 3 RevisadoFrazão AndréaОценок пока нет
- Caderno de QuestoesДокумент8 страницCaderno de QuestoesMarcia Leite de Lima100% (1)
- Typewriter-Facit 9403 9405 9412 9414Документ43 страницыTypewriter-Facit 9403 9405 9412 9414mplennaОценок пока нет
- Relatório 02 - Joule-ThomsonДокумент13 страницRelatório 02 - Joule-ThomsonFilipe1985Оценок пока нет
- Ged 22Документ42 страницыGed 22Mateus HenriqueОценок пока нет
- Roteador Tl-wr941nd v5 Qig 7106504622 BRДокумент2 страницыRoteador Tl-wr941nd v5 Qig 7106504622 BRkateborghiОценок пока нет
- cv32 MDCДокумент2 страницыcv32 MDCEvania Alfredo FranciscoОценок пока нет
- Desabilitando o Touchpad e Habilitando Trackpoint Do X1 e T430sДокумент11 страницDesabilitando o Touchpad e Habilitando Trackpoint Do X1 e T430salexandre.oneill2479Оценок пока нет
- NR 18 - Tetos Falsos e Placas de GessoДокумент2 страницыNR 18 - Tetos Falsos e Placas de GessoCPSSTОценок пока нет
- Manual de IntegracaoV1.3Документ34 страницыManual de IntegracaoV1.3cruzcvОценок пока нет
- Mecânica Dos SolosДокумент18 страницMecânica Dos SolosKlayrton TecynhaОценок пока нет