Академический Документы
Профессиональный Документы
Культура Документы
(Procesos) Taller Soldadura
Загружено:
Ron Jaggermeister Olmeca GuarinАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
(Procesos) Taller Soldadura
Загружено:
Ron Jaggermeister Olmeca GuarinАвторское право:
Доступные форматы
TALLER
SOLDADURA
PRESENTADO POR:
HELVER GARZN MANRIQUE
PROFESOR:
ING. ELEACXER PINZN
ASIGNATURA:
PROCESOS INDUSTRIALES
TCNICA PROFESIONAL EN PROCESOS INDUSTRIALES
Bogot D.C mayo del 2011
GRUPO: P1A
TALLER SOBRE SOLDADURA
1) ENSAYOS DESTRUCTIVOS Y NO DESTRUCTIVOS DE LA SOLDADURA
Para entender mas afondo las temticas analizadas en este taller es necesario
explicar el proceso de soldadura, el cual radica en que dos piezas metlicas, o dos
partes de la misma pieza, se unan slidamente. Esta unin se produce con el
calentamiento de las superficies a soldar, y pueden ser puestas en contacto con o sin
aportacin de una sustancia igual o semejante a las piezas a unir. La fuente de calor
puede ser una llama, un plasma, un arco elctrico, un haz de electrones o un haz
lser. El proceso de calentamiento de las superficies a soldar puede implicar que se
fundan las zonas por donde debe realizarse la unin, o una de ellas que no se
fundan ninguna de las partes, sino que se unan mediante presin. La soldadura se
utiliza tambin para la construccin de piezas con formas complicadas y se puede
realizar elevando la temperatura, o nicamente con presin. Los procedimientos de
soldadura de metales se pueden clasificar como soldadura heterognea y soldadura
homogenea.
La soldadura heterognea: se realiza para materiales de distinta naturaleza, puede
desarrollarse con o sin metal de aportacin cuando los metales son iguales y el
metal de aportacin es distinto. Esta puede ser Blanda como en el caso de la
soldadura de Estao (Sn) y Plomo (Pb), o fuerte en el caso de la soldadura amarilla
como el cobre (Cu) y la plata (Ag).
La soldadura homognea: se lleva a cabo cuando tanto los materiales como el metal
de aportacin son iguales o de la naturaleza. Cuando la soldadura se hace sin metal
de aportacin se le conoce como autgena y se puede hacer por forja, aluminotermica
(por fusin, por presin, por fusin y presin), ultrasnica, por frotamiento y elctrica.
La soldadura elctrica se puede realizar por arco o resistencia.
Ya entendiendo un poco ms de lo que se trata el proceso de soladura, podemos
entrar a hablar sobre los mtodos de control de calidad que se aplican e este proceso
de tipo industrial, donde en este caso nos compete hablas de los tipos de ensayos
destructivos y no destructivos, empezaremos hablando de los primeros:
ENSAYOS DE TIPO DESTRUCTIVO EN LA SOLDADURA
Es cualquier tipo de prueba practicada a un material, donde se altera de manera
intermitente o permanente sus propiedades fsicas, qumicas, mecnicas o
dimensionales, estas pruebas consisten en destruccin fsica total o leve de la de la
soldadura con el fin de evaluar sus caractersticas. Esos mtodos se utilizan con
frecuencia para un nmero de aplicaciones. Algunas de estas aplicaciones incluyen la
calificacin del procedimiento de soldadura y las pruebas de rendimiento del soldador,
la inspeccin de muestreo de las soldaduras de produccin, investigacin y trabajo de
anlisis de fallas. Una serie de estos mtodos de prueba de soldadura se utilizan para
determinar la integridad de la soldadura o el rendimiento. Por lo general implican corte
y/o romper el componente de soldados, la evaluacin de diferentes caractersticas
mecnicas y fsica:
Pruebas Macro Etch
Este mtodo de prueba generalmente involucra la extraccin de pequeas muestras
de la unin soldada, Estas son pulidas a travs de su seccin transversal y despus
grabadas utilizando algn tipo de mezcla de cido dbil, dependiente de la materia
prima utilizada. El grabado cido proporciona un aspecto visual claro de la estructura
interna de la soldadura, se observa a menudo en la lnea de fusin que es la transicin
entre la soldadura y el material base. Elementos tales como la profundidad de la
penetracin, la falta de fusin, penetracin de las races inadecuada, porosidad,
grietas y las inclusiones pueden ser detectados durante la inspeccin de la muestra de
grabado al agua fuerte. Este tipo de inspeccin es obviamente una instantnea de la
calidad de longitud de soldadura en general cuando se utilizan para el muestreo de
inspeccin de soldaduras de produccin. Este tipo de prueba se utiliza a menudo con
la finalidad de identificar los problemas de soldadura, como inicio de la grieta cuando
se utiliza para los anlisis de fracaso.
Filete de soldadura prueba de Quiebre
Esta tipo de prueba consiste en romper un cordn de soldadura de la muestra que
est soldada en un solo lado. La muestra cuenta con la carga aplicada a su lado sin
soldar, transversal a la soldadura y dirigida a su lado sin soldar (por lo general en una
prensa). La carga se incrementa hasta que la soldadura falle. La muestra no es
entonces una inspeccin que determine la presencia y el alcance de las
discontinuidades de soldadura. Esta prueba le dar una buena indicacin sobre el
alcance de las discontinuidades en toda la longitud de soldadura de prueba
(normalmente de 6 a 12 pulgadas). Este tipo de inspeccin de soldaduras puede
detectar elementos como:
La falta de fusin, porosidad y las inclusiones de escoria. Este mtodo de prueba se
utiliza a menudo en combinacin con la prueba de grabar macros. Estos dos mtodos
se complementan entre s, proporcionando informacin en detalle sobre las
caractersticas similares y diferentes.
Ensayo de Tensin Transversal
Como una gran proporcin de diseo se basa en las propiedades de traccin de la
unin soldada, es importante conocer las propiedades de traccin del metal base y del
metal de soldadura, el vnculo entre la base y la soldadura, y los afectados por el calor,
zona de ajustarse a los requisitos de diseo. La resistencia a la traccin de la unin
soldada se obtiene con ensayos apruebe de error. La resistencia a la traccin se
determina dividiendo la carga mxima requerida durante las pruebas por el rea de
corte transversal. El resultado ser en unidades de tensin por cada rea de la
seccin. Esta prueba casi siempre se requiere como parte de la prueba mecnica en la
calificacin de las especificaciones de procedimiento de soldadura para soldaduras de
ranura.
Guiada Bend Test
Este es un mtodo de ensayo en el que un espcimen se dobla a un radio de
curvatura especificado. Varios tipos de ensayos de flexin se utilizan para evaluar la
ductilidad y la solidez de las uniones soldadas. Las pruebas se toman generalmente
transversalmente al eje de soldadura y se puede doblar en las mquinas de mbolo de
ensayo o en plantillas de ensayo envolvente curva. Las pruebas se hacen con la cara
de soldadura de la tensin y la raz. Al doblar las placas de las pruebas de espesor,
del lado doble, las muestras suelen ser cortadas de la unin soldada y se inclina con la
seccin transversal de la tensin de soldadura. La gua ensayo de plegado es ms
utilizada en el procedimiento de soldadura y las pruebas de rendimiento de calificacin
del soldador. Este tipo de pruebas son particularmente buenas para encontrar defectos
de lnea de fusin, que a menudo se abren en la superficie de la placa durante el
procedimiento de prueba.
ENSAYOS DE TIPO NO DESTRUCTIVO EN LA SOLDADURA
Un ensayo no destructivo es cualquier tipo de prueba practicada a un material, sin
alterar de manera permanente sus propiedades fsicas, qumicas, mecnicas o
dimensionales, aunque sobre esta ltima, pueden implicar un dao imperceptible o
nulo. Los diferentes mtodos de ensayos no destructivos se basan en la aplicacin de
fenmenos fsicos tales como ondas electromagnticas, acsticas, elsticas, emisin
de partculas subatmicas, capilaridad, absorcin y cualquier tipo de prueba que no
implique un dao considerable a la pieza evaluada.
Los ensayos no destructivos proveen datos menos exactos acerca del estado del
defecto a medir que los ensayos destructivos, sin embargo, suelen ser ms baratos
para el propietario de la pieza a examinar, ya que no implican la destruccin de la
misma. En ocasiones los ensayos no destructivos buscan nicamente verificar la
homogeneidad del material analizado, por lo que se complementan con los datos
provenientes de los ensayos destructivos.
Ensayo visual (VT)
Es una de las pruebas no destructivas ms utilizadas, gracias a ella, es posible
obtener informacin inmediata de la condicin superficial de los materiales que estn
siendo evaluados ya que permite observar muchas caractersticas de una unin
soldada, algunas relacionadas con las dimensiones y otras acerca de la presencia de
discontinuidades dentro de las piezas soldadas.
Como su nombre lo dice, el ensayo o inspeccin visual consiste en recorrer
detenidamente la superficie, en este caso de la soldadura y con la ayuda de una lupas,
linterna, espejo tipo odontolgico, galgas e instrumentos de medicin como
fluxmetros y reglas, e identificar discontinuidades y determinar si dicha unin tiene
una calidad adecuada para su aplicacin. Para definir esto el inspector comparara lo
observado con las caractersticas y criterios de aceptacin de calidad en soldadura, los
cuales provienen de diversas fuentes, como dibujos de fabricacin que muestren el
tamao de los cordones permitido, su longitud precisa y ubicacin requerida. Estos
requisitos dimensionales han sido establecidos a travs de clculos tomados de
diseos que cumplen los estndares de la unin soldada.
Quien realiza este ensayo debe ser un inspector de soldadura formalmente calificado,
con conocimientos y experiencia para llevar a cabo dicha inspeccin. A nivel
internacional existe un programa, para el entrenamiento, capacitacin y certificacin de
inspectores de soldadura, el cual fue creado en Estados Unidos y es administrado y
avalado por la American Welding Society (AWS). Tambin es importante aadir que
la inspeccin visual de toda la soldadura, comienza por el mismo soldador.
A pesar de que este ensayo sea practicado por personal altamente calificado, por ser
de tipo visual solo permite reconocer discontinuidades que aparecen sobre la
superficie por lo tanto muchas veces requiere tcnicas de ensayos no destructivos
complementarias.
Ensayo con lquidos penetrantes (PT)
Este tipo de ensayo es empleado para detectar e indicar discontinuidades abiertas a la
superficie en materiales slidos no porosos y se puede aplicar perfectamente para la
exanimacin de los acabados de soldadura.
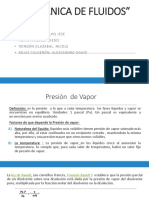
El mtodo o prueba de lquidos penetrantes es basado en el principio fsico conocido
como capilaridad, el cual consiste en los fluidos gracias a su tensin superficial
originan una cohesin entre las molculas superficiales y resisten una determinada
tensin. De esta manera, un primer lquido con baja tensin superficial penetra los
poros y es retenido en las discontinuidades y fisuras. Como dato importante la
penetracin ocurre independientemente de la orientacin de las grietas, ya que no es
la gravedad la que hace introducirse el lquido en la discontinuidad.
Posteriormente se limpia y se aplica un lquido absorbente, comnmente llamado
revelador que es de color diferente al lquido penetrante, de esta manera se
incrementa la evidencia de las discontinuidades, tal que puedan ser vistas ya sea
directamente o por medio de una lmpara o luz negra.
Procedimiento para ensayo de lquidos penetrantes
Los diferentes parmetros que se deben tener en cuenta al momento de la realizacin
de este ensayo son uncialmente la limpieza. Consiste en eliminar de la zona a
inspeccionar cualquier resto de contaminante que dificulte, tanto la entrada del
penetrante en las discontinuidades como la posterior eliminacin del que queda sobre
la superficie. La limpieza se puede realizar con detergente, disolvente, vapor
desengrasante, limpiadores alcalinos, ultrasonidos, decapantes, ataque acido o
mediante medios mecnicos.
Posteriormente se lleva a cabo la aplicacin del liquido cubriendo la superficie a
inspeccionar, dependiendo de la forma y el tamao de la pieza, el penetrante se
puede aplicar por inmersin, brocha o pincel o por pulverizacin. Hay un tiempo de
penetracin necesario para que dicho lquido pueda llenar por capilaridad las
discontinuidades.
Despus se limpia el exceso de lquido. Existen penetrantes lavables con agua,
penetrantes post-emulsionables y penetrantes eliminables con disolvente. Se procede
a secar la superficie evaluada y se aplica el revelador en forma seca o finamente
pulverizado en una suspensin acuosa o alcohlica de rpida evaporacin, . Existen
varias tcnicas recomendadas para una aplicacin eficaz de los distintos tipos de
reveladores. Estas son mediante espolvoreado, inmersin, lecho fluido y pulverizacin.
La fina capa de revelador absorbe el lquido penetrante retenido en las
discontinuidades llevndolo a la superficie para hacerlo visible, pudiendo as registrar y
evaluar las indicaciones. Hay diferentes tcnicas de interpretacin y evaluacin segn
sea el tipo de lquido penetrante utilizado, as como mtodos de fijado y registro de las
indicaciones obtenidas.
Las limitaciones generales del ensayo son que slo se puede aplicar a defectos
superficiales y a materiales no porosos. La superficie a ensayar tiene que estar
completamente limpia. No se puede utilizar en piezas pintadas o con recubrimientos
protectores.
PARTCULAS MAGNTICAS (MT)
La prueba de partculas magnticas es un mtodo de prueba no destructivo para la
deteccin de imperfecciones sobre o justamente debajo de la superficie de metales
ferrosos que tambin se puede aplicar en soldadura. Es una tcnica rpida y confiable
para deteccin y localizacin de grietas superficiales. Un flujo magntico es enviado a
travs del material y en el lugar de la imperfeccin se forma un campo de fuga que
atrae el polvo de hierro que se roca sobre la superficie, as la longitud de la
imperfeccin puede ser determinada de forma muy confiable. La prueba de Partcula
magntica no indica la profundidad de la imperfeccin y los criterios de aceptacin
definen si la indicacin es o no aceptable, es decir si se trata de un defecto o no.
En el ensayo no destructivo de partculas magnticas inicialmente se somete a la
pieza a inspeccionar a una magnetizacin adecuada y se espolvorea partculas finas
de material ferro magntico. As es posible detectar discontinuidades superficiales y
subsuperficiales en materiales ferromagnticos. Cuando un material ferro magntico
se magnetiza, aplicando a dos partes cualesquiera del mismo los polos de un imn, se
convierte en otro imn, con sus polos situados inversamente respecto del imn
original. La formacin del imn en la pieza a ensayar implica la creacin en su interior
de unas lneas de fuerza que van desde el polo del imn inductor al otro, pasando por
una zona inerte denominada lnea neutra. Estas lneas de fuerza forman un flujo
magntico uniforme, si el material es uniforme. Sin embargo, cuando existe alguna
alteracin en el interior del material, las lneas de fuerza se deforman o se producen
polos secundarios. Estas distorsiones o polos atraen a las partculas magnticas que
se aplican en forma de polvo o suspensin en la superficie a inspeccionar y que por
acumulacin producen las indicaciones que se observan visualmente de manera
directa o bajo luz ultravioleta.
J OKE Instrumento para realizacin de ensayos de partculas magnticas.
La gran limitacin es que nicamente detecta discontinuidades perpendiculares al
campo y solamente se puede aplicar en materiales ferromagnticos. La capacidad de
penetracin sigue siendo limitada. En cuanto al manejo del equipo en campo puede
ser costoso y lento.
Radiografa y rayos X (RT)
La radiografa es un mtodo de inspeccin no destructiva que se basa en la propiedad
de los rayos X o Gamma de atravesar materiales opacos a la luz sin reflejarse ni
refractarse, produciendo una impresin fotogrfica de la energa radiante transmitida.
Dichas radiaciones X o Gamma inciden sobre la pieza a inspeccionar, que absorber
una cantidad de energa radiante que depende de la densidad, la estructura y la
composicin del material. Estas variaciones de absorcin son detectadas y registradas
como se menciona anteriormente en una pelcula radiogrfica obtenindose una
imagen de la estructura interna de una pieza. Las radiaciones electromagnticas de
los rayos X se propagan a la velocidad de la luz (300.000 km s-1), aunque tienen
menor longitud de onda, mayor energa y ms penetracin no sufren desviacin
alguna por efecto de campos magnticos o elctricos ya que no son partculas
cargadas, ni sus espines estn orientados por lo cual se propagan por tanto en lnea
recta y excitan la fosforescencia e impresionan una placa fotogrfica.
Gracias a este tipo de ensayo no destructivo, los defectos de los materiales como
grietas, bolsas, inclusiones, absorben las radiaciones en distinta proporcin que el
material base, de forma que estas diferencias generan detalles de contraste claro-
oscuro en. Esto es lo que permite identificar defectos en la inspeccin de una
soldadura por radiografa. Para facilitar la labor se usan colecciones de radiografas
patrn, en las cuales los defectos estn claramente identificados para unas
condiciones dadas de tipo de material y tipo de soldadura
Para realizar el ensayo radiogrfico se pueden utilizar fundamentalmente dos tipos de
fuentes. La primera mediante generadores de rayos x que constan de un cilindro de
alimentacin donde se ha hecho el vaco previamente y que presentan un ctodo que
al calentarse emite electrones. Estos electrones se aceleran por medio de un campo
elctrico hacia el nodo sobre el que inciden con una alta energa. Solamente el 1% de
esta energa se transforma en rayos X, transformacin que tiene lugar en el foco
trmico. Tambin se pueden obtener los rayos X mediante fuentes isotpicas las
cuales estn constituidas fundamentalmente por una fuente radiactiva, un dispositivo
para exponer dicha fuente y un blindaje. La fuente radiactiva consta de una
determinada cantidad de istopo radiactivo que se descompone de forma natural
dando lugar a la radiacin gamma.
CAPACIDAD DE PENETRACIN EN DIFERENTES MATERIALES DE LOS RAYOS X.
Con esta prueba aumenta la posibilidad de evaluar mejor los defectos presentes en la
soldadura. Existe una normatividad existente que corresponde a la UNE 14011, la cual
describe los tipos 7 de defectos mayormente detectables con los rayos X sobre las
uniones soldadas. Los defectos ms fcilmente detectables son aquellos cuya mxima
dimensin est orientada en la direccin de propagacin de los rayos X. Son
difcilmente detectables los defectos de poco espesor, aunque sean muy extensos,
dispuestos perpendicularmente a la direccin de las radiaciones. Por este motivo el
objeto debe ser examinado en distintas direcciones.
Defectos Captados Por Rayos X: porosidad, escoria, falta de penetracin, falta de despego,
mordedura, exceso de penetracin.
Ultrasonido (UT)
El ensayo de ultrasonidos es un mtodo de ensayo no destructivo que se basa en el
uso de una onda acstica de alta frecuencia, no perceptible por el odo humano, que
se transmite a travs de un medio fsico, para la deteccin de discontinuidades
internas y superficiales o para medir el espesor de paredes. Para llevarlo a cabo se
utiliza un material piezoelctrico insertado dentro de un pallador. Ese cristal
piezoelctrico transmite a la pieza una onda ultrasnica que se propaga a travs de la
pieza. Al incidir con una superficie lmite, ya sea una discontinuidad o el borde de una
pieza, tiene lugar la reflexin de la onda. La onda reflejada es detectada por el mismo
cristal, originando una seal elctrica que es amplificada e interpretado en forma de
eco por el equipo de medida. La posicin de este eco en la pantalla del equipo es
proporcional al tiempo de retorno de la seal y al espacio recorrido por la seal hasta
la superficie lmite. Las ondas ultrasnicas que se propagan a travs de un cuerpo
elstico pueden ser de 3 tipos:
-Las ondas longitudinales son ondas cuyas partculas oscilan en la direccin de
propagacin de la onda pudiendo ser transmitidas en slidos, lquidos o gases.
-Las ondas transversales son aquellas ondas cuyas partculas vibran en direccin
perpendicular a la de propagacin pudiendo ser transmitidas solamente en slidos.
-Las ondas de superficie o de raleig son ondas transversales que se propagan
solamente en la superficie de cuerpos elsticos.
En cuanto a las limitaciones de esta tcnica son que localiza mejor aquellas
discontinuidades que son perpendiculares al haz del sonido y est limitado por la
geometra, espesor y acabado superficial de las piezas a inspeccionar. Para quienes
deseen realizar este tipo de ensayo deben contar con personal con mucha
experiencia, pues la interpretacin de las indicaciones requiere mucho entrenamiento
por parte del operador y el equipo puede tener un coste elevado dependiendo del nivel
de sensibilidad y sofisticacin requerido. Puede existir una dificultad de inspeccin en
partes soldadas de material delgado, lo que hace difciles de inspeccionar. Tampoco
presenta buena difusin en materiales de grano grueso como en las soldaduras, por
eso requiere pulirse muy bien.
Pruebas electromagnticas
Las pruebas electromagnticas se basan en la medicin o caracterizacin de uno o
ms campos magnticos generados elctricamente e inducidos en el material de
prueba. Distintas condiciones, tales como discontinuidades o diferencias en
conductividad elctrica pueden ser las causantes de la distorsin o modificacin del
campo magntico inducido (ver figura abajo). La tcnica ms utilizada en el mtodo
electromagntico es la de Corrientes de Eddy. Esta tcnica puede ser empleada para
identificar una amplia variedad de condiciones fsicas, estructurales y metalrgicas en
materiales metlicos ferromagnticos y en materiales no metlicos que sean
elctricamente conductores. De esta forma, la tcnica se emplea principalmente en la
deteccin de discontinuidades superficiales. Sus principales aplicaciones se
encuentran en la medicin o determinacin de propiedades tales como la
conductividad elctrica, la permeabilidad magntica, el tamao de grano, dureza,
dimensiones fsicas, etc., tambin sirve para detectar, traslapes, grietas, porosidades e
inclusiones.
Este tipo de pruebas ofrecen la ventaja de que los resultados de prueba se obtienen
casi en forma instantnea, adems dado que lo nico que se requiere es inducir un
campo magntico, no hay necesidad de tener contacto directo con el material de
prueba, con esto se minimiza la posibilidad de causar algn dao al material de
prueba. Sin embargo, la tcnica est limitada a la deteccin de discontinuidades
superficiales y a materiales conductores.
2) TIPOS DE JUNTAS EN LA SOLDADURA
El rea a soldar que debe ser limpiada incluye los bordes de la junta y 50 a 75 mm de
la superficie adyacente. Una limpieza inapropiada puede causar defectos en la
soldadura tales como fisuras, porosidad o falta de fusin. La resistencia a la corrosin
de la soldadura y de la zona afectada por el calentamiento se puede reducir
sustancialmente si se deja material extrao en la superficie antes de la soldadura o
una operacin de calentamiento. Despus de limpiadas, las juntas deben ser
cubiertas, a menos que se realice inmediatamente la soldadura.
TIPOS DE JUNTAS
BORDES RECTOS
BISEL EN L
BISEL EN V SIMPLE
BISEL SIMPLE
BISEL EN U
BISEL DOBLE
EN ANGULO
A TOPE
CLASIFICACIN DE LOS CORDONES DE
SOLDADURA SEGN SU POSICIN
3) SIMBOLOGA DE LA SOLDADURA
SIMBOLOGA SOLDADURA
Son signos que indican el tipo de junta y de soldadura a
aplicar por el soldador
SMBOLOS BSICOS DE
TEMPERATURA (AWS)
Estos smbolos tiene cuatro partes
importantes
POSICIN DE LOS ELEMENTOS DE UN SMBOLO DE
SOLDADURA
TIPOS DE SOLDADURA DE ARCO Y DE GAS
SIMBOLOGA ALFABTICA DE LA
SOLDADURA
5) Que denota la sigla WPS?
WPS: Welding Procedure Specification, y su traduccin al espaol, Especificacin de
procedimiento de soldadura (EPS), Esto es un documento que relaciona las variables a
considerar en la realizacin de una soldadura especfica, determina la ejecucin de las pruebas
de calificacin. Cada fabricante debe preparar un procedimiento escrito. (WPS) con las
indicaciones para ejecutar soldaduras de produccin. Un WPS debe contener todas las
variables esenciales, no esenciales y cuando se requieran las variables esenciales
suplementarias, para cada proceso de soldadura usado en el. Tambin debe figurar el PQR o
calificacin que le sirve de soporte. Se puede incluir otra informacin adicional que pueda
ayudar a producir soldaduras de calidad. Cambios en el WPS: se pueden hacer cambios en las
variables no esenciales sin recalificar el procedimiento, Pero documentando el cambio con una
revisin con el WPS; Con respecto a las variables esenciales y esenciales suplementarias
requieren rectificar el WPS o emitir un nuevo WPS en el que se consignen las nuevas
variables, tambin se pueden calificar un nuevo PQR conteniendo las variables de cambio.
6) Que denota la sigla PQR?
Este est denominado como Reporte de calificacin de procedimiento (PQR), Documento
que corresponde al anexo del WPS, y en el van detallados todos los pasos que conllevan a la
calificacin de un proceso, procedimiento y operarios desolladura. En el estn relacionadas las
diferentes pruebas o ensayos realizados y la certificacin de aprobacin o rechazo firmada por
inspector certificado en soldadura. Cada WPS puede contener uno o varios PQR Para efectos
contractuales y para efectuar soldaduras similares en el futuro, las pruebas realizadas son
igualmente aplicables tanto para la soldadura por mquina como para la soldadura manual, y
siempre es obligatoria cuando se trabaja conforme a cdigos. Es obviamente intil llevar a cabo
para cada pequea variacin del material, espesor o mtodo de soldadura un nuevo ensayo de
procedimiento. Por consiguiente, los materiales se dividen en grupos que comprenden
aleaciones con caractersticas similares de soldadura. Una prueba realizada sobre un metal de
uno de los grupos designados se considera aplicable a todas las dems.
Aleaciones dentro del mismo grupo. Con este principio, se dividen en grupos de espesor de
chapa o lmina, procesos de soldadura y posiciones de soldadura (vertical, horizontal, vertical
sobre cabeza y plana). Por ejemplo, el cdigo AWS D1.1 agrupa materiales de espesores
mayores a 1/8, mientras que AWS D1.3 agrupa todos los materiales delgados hasta un
mximo de 3/16 de espesor. Como constancia de haber realizado pruebas de procedimiento
se debe llevar el PQR consignando con el mayor detalle posible de las variables esenciales de
soldadura, tales como la corriente, nmero de cordones, calibre y tipo del electrodo utilizado, y,
en el caso de soldadura con mquina, las fijaciones o variables de la mquina. Estas pruebas
de calificacin se realizan bajo la supervisin de un inspector y/o ingeniero de soldadura.
Вам также может понравиться
- U2 Mantenimiento Eléctrico de TransformadoresДокумент93 страницыU2 Mantenimiento Eléctrico de TransformadoresJob Fernando Alfaro Castro100% (4)
- Fuentes ConmutadasДокумент81 страницаFuentes ConmutadasOscar Ibañez SanchezОценок пока нет
- Formulacion y Evaluacion de ProyectosДокумент202 страницыFormulacion y Evaluacion de ProyectosJosé PalaciosОценок пока нет
- Zincado de Piezas MetálicasДокумент14 страницZincado de Piezas MetálicasAlexander GarcesОценок пока нет
- SchrödingerДокумент15 страницSchrödingerJose Carlos Ramirez AguilarОценок пока нет
- Condensador de Vapor Saturado - AguaДокумент82 страницыCondensador de Vapor Saturado - Aguajizu100% (6)
- 3er Corte - TallerДокумент1 страница3er Corte - TallerRon Jaggermeister Olmeca GuarinОценок пока нет
- Para Qué Se Usan Los Tratamientos TérmicosДокумент21 страницаPara Qué Se Usan Los Tratamientos TérmicosRon Jaggermeister Olmeca GuarinОценок пока нет
- TRATAMIENTOS TERMICOS Fuente rv1 PDFДокумент143 страницыTRATAMIENTOS TERMICOS Fuente rv1 PDFRon Jaggermeister Olmeca GuarinОценок пока нет
- Taller #4 Mecanica de FluidosДокумент3 страницыTaller #4 Mecanica de FluidosRon Jaggermeister Olmeca GuarinОценок пока нет
- Catalogo de RoscasДокумент4 страницыCatalogo de RoscasMarco Tapia U.100% (1)
- Analisis Matricial de Circuitos de Corriente Continua UsandoДокумент106 страницAnalisis Matricial de Circuitos de Corriente Continua UsandoRon Jaggermeister Olmeca GuarinОценок пока нет
- Taller 2Документ4 страницыTaller 2Ron Jaggermeister Olmeca Guarin100% (1)
- Alfaomega - Geometria Descriptiva Aplicada (Miguel Bermejo)Документ138 страницAlfaomega - Geometria Descriptiva Aplicada (Miguel Bermejo)Ron Jaggermeister Olmeca GuarinОценок пока нет
- CuestionarioДокумент5 страницCuestionarioCkandy Arcos EsquivelОценок пока нет
- 0014 DPE 01 05 2017 - Hidrocopper - 16 - HBДокумент1 страница0014 DPE 01 05 2017 - Hidrocopper - 16 - HBOscar Piqueras HernandoОценок пока нет
- Medidas de Mitigación Por TransporteДокумент36 страницMedidas de Mitigación Por TransporteMaylinOrozcoОценок пока нет
- Yacimientos de Alto Encogimiento o de Alta VolatilidadДокумент6 страницYacimientos de Alto Encogimiento o de Alta VolatilidadAlexander Escobar MoralesОценок пока нет
- Homogenizador Manual HA32022 - 3374 - SPAGNOLO PDFДокумент152 страницыHomogenizador Manual HA32022 - 3374 - SPAGNOLO PDFEsteban VásquezОценок пока нет
- Tarea InvestigacionДокумент11 страницTarea InvestigacionKalid Lemuel Alcazar CaballeroОценок пока нет
- Estados de La MateriaДокумент7 страницEstados de La MateriaWagner CastellanosОценок пока нет
- Actividad 5Документ4 страницыActividad 5Miloban Castillo ArroyoОценок пока нет
- Guia de Aprendizaje de Tecnologia Grado Octavo - Periodo2Документ28 страницGuia de Aprendizaje de Tecnologia Grado Octavo - Periodo2Lady MenaОценок пока нет
- El Calor de La TierraДокумент5 страницEl Calor de La TierraJesús emiliano Cholico GuzmánОценок пока нет
- Acueducto y Alcantarillado en ColombiaДокумент55 страницAcueducto y Alcantarillado en ColombiaMaria Alejandra Garcia-VasquezОценок пока нет
- Plan de Negocio Soluciones de PDFДокумент150 страницPlan de Negocio Soluciones de PDFManuel Alejandro San MartinОценок пока нет
- 2022 02 HazardExДокумент36 страниц2022 02 HazardExNicolas150956Оценок пока нет
- Tabla Aceites PDFДокумент453 страницыTabla Aceites PDFJoseОценок пока нет
- Golpe de ArieteДокумент14 страницGolpe de Arietejairo flores ballesterosОценок пока нет
- Fluidos ExpoДокумент18 страницFluidos ExpoElvis Jesé Salazar RíosОценок пока нет
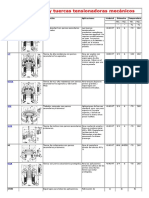
- Gama de Pernos y Tuercas TensionadorasДокумент5 страницGama de Pernos y Tuercas TensionadorasEduОценок пока нет
- FORBES 2022 13-25 Segunda PracticaДокумент90 страницFORBES 2022 13-25 Segunda PracticaGUNNAR CESAR MALLON CESPEDESОценок пока нет
- Practica 1 - Instrumentos de MedidaДокумент16 страницPractica 1 - Instrumentos de MedidaGabriela Vieira RosatoОценок пока нет
- Ficha para ImprimirДокумент2 страницыFicha para ImprimirYonny Piñan SantosОценок пока нет
- Memoria Pequeñas Unidades de Gasificación PDFДокумент122 страницыMemoria Pequeñas Unidades de Gasificación PDFcrico1535Оценок пока нет
- YiyiДокумент16 страницYiyiYireth CruzОценок пока нет
- Trabajo de Sistema de Gestion 3 CorteДокумент6 страницTrabajo de Sistema de Gestion 3 CorteŘick PerezОценок пока нет
- Venezuela y La Transición EnergéticaДокумент6 страницVenezuela y La Transición EnergéticaCarlos GenovezОценок пока нет