Designation: B 865 96a
Standard Specication for
Precipitation Hardening Nickel-Copper-Aluminum Alloy
(UNS N05500) Bar, Rod, Wire, Forgings, and Forging Stock
1
This standard is issued under the xed designation B 865; the number immediately following the designation indicates the year of
original adoption or, in the case of revision, the year of last revision. A number in parentheses indicates the year of last reapproval. A
superscript epsilon (e) indicates an editorial change since the last revision or reapproval.
1. Scope
1.1 This specication covers nickel-copper-aluminum alloy
(UNS N05500) in the form of rounds, squares, hexagons, or
rectangles, and forgings and forging stock, manufactured either
by hot working or cold working, and cold-worked wire.
1.2 The values stated in inch-pound units are to be regarded
as the standard. The values given in parentheses are for
information only.
2. Referenced Documents
2.1 ASTM Standards:
E 8 Test Methods for Tension Testing of Metallic Materials
2
E 18 Test Methods for Rockwell Hardness and Rockwell
Supercial Hardness of Metallic Materials
2
E 29 Practice for Using Signicant Digits in Test Data to
Determine Conformance with Specications
3
E 112 Test Methods for Determining the Average Grain
Size
2
E 140 Hardness Conversion Tables for Metals
2
E 602 Test Method for Sharp-Notch Tension Testing with
Cylindrical Specimens
2
E 1473 Test Methods for Chemical Analysis of Nickel,
Cobalt, and High-Temperature Alloys
4
2.2 Federal Standards:
Fed. Std. No. 102 Preservation, Packaging, and Packing
Levels
Fed. Std. No. 123 Marking for Shipment (Civil Agencies)
Fed. Std. No. 182 Continuous Identication Marking of
Nickel and Nickel-Base Alloys
2.3 Military Standards:
MIL-STD-129 Marking for Shipment and Storage
MIL-STD-271 Nondestructive Testing Requirements for
Metals
3. Terminology
3.1 Denitions of Terms Specic to This Standard:
3.1.1 bar, , nmaterial of rectangular (ats), hexagonal, or
square solid section up to and including 10 in. (254 mm) in
width and
1
8 in. (3.2 mm) and over in thickness in straight
lengths.
3.1.2 rod, , nmaterial of round solid section furnished in
straight lengths.
3.1.3 wire, , na cold-worked solid product of uniform
round cross section along its whole length, supplied in coil
form.
4. Ordering Information
4.1 Orders for material to this specication should include
the following information:
4.1.1 ASTM designation and year of issue,
4.1.2 Alloy name or UNS number (see Table 1),
4.1.3 Shaperod (round) or bar (square, hexagonal, or
rectangular),
4.1.3.1 Forging (sketch or drawing),
4.1.4 Dimensions, including length, (see Tables 2 and 3),
4.1.5 Condition (see Table 4, Table 5, and Table 6),
4.1.6 Forging stockSpecify if material is stock for reforg-
ing,
4.1.7 Finish,
4.1.8 Quantityfeet or number of pieces, and
4.1.9 CerticationState if certication or a report of test
results is required (Section 15),
4.1.10 Samples for product (check) analysisState whether
samples for product (check) analysis should be furnished, and
4.1.11 Purchaser inspectionIf purchaser wishes to witness
tests or inspection of material at place of manufacture, the
purchase order must so state indicating which test or inspec-
tions are to be witnessed.
5. Chemical Composition
5.1 The material shall conform to the composition limits
specied in Table 1.
5.2 If a product (check) analysis is performed by the
purchaser, the material shall conform to the product (check)
analysis variations in Table 1.
6. Mechanical Properties
6.1 Mechanical PropertiesThe material in the unaged
condition shall conform to the mechanical properties specied
in Table 4. After aging the material shall conform to the
mechanical properties specied in Table 5 and Table 6.
1
This specication is under the jurisdiction of ASTM Committee B-2 on
Nonferrous Metals and Alloys and is the direct responsibility of Subcommittee
B02.07 on Rened Nickel and Cobalt, and Alloys Containing Nickel or Cobalt or
Both as Principal Constituents.
Current edition approved Oct. 10, 1996. Published December 1996. Originally
published as B 865 95. Last previous edition B 865 96.
2
Annual Book of ASTM Standards, Vol 03.01.
3
Annual Book of ASTM Standards, Vol 14.02.
4
Annual Book of ASTM Standards, Vol 03.06.
1
AMERICAN SOCIETY FOR TESTING AND MATERIALS
100 Barr Harbor Dr., West Conshohocken, PA 19428
Reprinted from the Annual Book of ASTM Standards. Copyright ASTM
7. Dimensions and Permissible Variations
7.1 Diameter, Thickness, or WidthThe permissible varia-
tions from the specied dimensions as measured on the
diameter or between parallel surfaces of cold-worked rod and
bar shall be as prescribed in Table 7; of hot-worked rod and bar
as prescribed in Table 2; and of wire as prescribed in Table 7.
7.2 Out-of-RoundHot-worked rods and cold-worked rods
(except forging quality) of all sizes, in straight lengths, shall
not be out-of-round by more than one half the total permissible
variations in diameter shown in Table 2 and Table 7, except for
hot-worked rods
1
2 in. (12.7 mm) in diameter and under, which
may be cut-of-round by the total permissible variations in
diameter shown in Table 2. Cold-worked wire shall not be
out-of-round by more than one-half the total permissible
variations in diameter shown in Table 7.
7.3 EdgesSquare, rectangular, and hexagonal bar and rod
shall have angles and corners consistent with commercial
practice.
7.4 Machining Allowances for Hot-Worked Materials
When the surfaces of hot-worked products are to be machined,
the allowances prescribed in Table 8 are recommended for
normal machining operations.
7.5 LengthThe permissible variations in length of cold-
worked and hot-worked rod and bar shall be as prescribed in
Table 9.
7.5.1 Rods and bars ordered to random or nominal lengths
will be furnished with either cropped or saw-cut ends; material
ordered to cut lengths will be furnished with square, saw-cut,
or machined ends.
7.6 Straightness:
7.6.1 The permissible variations in straightness of
precision-straightened cold-worked rod and bar as determined
by the departure from straightness shall be as specied in Table
3.
7.6.2 The permissible variations in straightness of hot-
worked, cold-worked, rough-turned, and machined rod and bar
as determined by the departure from straightness shall be as
specied in Table 10.
7.6.2.1 In determining straightness in the standard 42-in.
(1.07-mm) distance between supports or, when specied, in
determining straightness in length not in excess of those shown
in Table 3, the rod shall be placed on a precision table equipped
TABLE 1 Chemical Requirements
Element Composition Limits, %
Product (check) analysis
variations, under min or
over max, of the specied
limit of element, %
Nickel
A
63.0 min 0.45
Aluminum 2.303.15 0.20
Carbon 0.18 max 0.01
Iron 2.0 max 0.05
Manganese 1.5 max 0.04
Silicon 0.50 max 0.03
Titanium 0.350.85 0.03 min
0.04 max
Sulfur 0.010 max 0.003
Copper 27.033.0 0.15 min
0.20 max
A
The nickel content shall be determined arithmetically by difference.
TABLE 2 Permissible Variations in Diameter or Distance
Between Parallel Surfaces of Hot-Worked Rod and Bar
A
Specied Dimension,
B
in. (mm)
Permissible Variations from
Specied Dimensions, in. (mm)
Plus Minus
Rod and bar, hot worked:
1 (25.4) and under 0.016 (0.41) 0.016 (0.41)
Over 1 (25.4) to 2 (50.8), incl 0.031 (0.79) 0.016 (0.41)
Over 2 (50.8) to 4 (101.6), incl 0.047 (1.19) 0.031 (0.79)
Over 4 (101.6) 0.125 (3.18) 0.063 (1.60)
Rod, rough-turned or ground:
Under 1 (25.4) 0.005 (0.13) 0.005 (0.13)
1 (25.4) and over 0.031 (0.79) 0
Round rod, semi-smooth, machined:
Over 3
1
2 (88.9) 0.031 (0.79) 0
Round rod, smooth nished, machined:
Over 3
1
2 (88.9) 0 0.005 (0.13)
Forging quality bolt stock (rounds only):
1
4 (6.4),
5
16 (7.9) 0 0.0062 (0.16)
3
8 (9.5),
7
16 (11.1),
1
2 (12.7) 0 0.0066 (0.17)
9
16 (14.3),
5
8 (7.9),
11
16 (17.5),
3
4 (19.1),
13
16 (20.6),
7
8 (22.2)
0 0.0082 (0.21)
5
16 (7.9), 1 (25.4) 0 0.0098 (0.25)
1
1
16 to 1
1
2 (27.0 to 38.1), in
1
16 (1.6)
increments
0 0.0112 (0.28)
A
Not applicable to forging stock.
B
Dimensions apply to diameter of rods, to distance between parallel surfaces of
hexagons and squares, and separately to width and thickness of rectangles.
TABLE 3 Permissible Variations in Straightness of Precision
Straightened Cold-Worked Shafting
Specied Dimension,
in. (mm)
Standard Distance
Between Supports,
in. (mm)
Permissible Variations
Throw In One Revolution
From Straightness,
in. (mm)
1
2 (12.7) to
15
16 (23.8),
incl
42 (1070) 0.005 (0.13)
Over
15
16 (23.8) to
1
15
16 (49.2), incl
42 (1070) 0.006 (0.15)
Over 1
15
16 (49.2) to
2
1
2(63.5), incl
42 (1070) 0.007 (0.18)
Over 2
1
2 (63.5) to 4
(101.6), incl
42 (1070) 0.008 (0.20)
3
4(19.0) to
15
16 (23.8),
incl
Specied lengths of 3 to 10
ft (0.91 to 3.05 m)
0.004 (0.10) plus 0.0025
(0.064) for each foot, or
fraction thereof, in excess
of 3 ft (0.91 m)
Over
15
16 (23.8) to 4
(101.6), incl
Specied lengths of 20 ft
(6.10 m) and less
0.005 (0.13) plus 0.0015
(0.038) for each foot, or
fraction thereof, in excess
of 3 ft (0.91 m)
TABLE 4 Mechanical PropertiesUnaged
A
(Bar, Rod, Forgings)
Form Condition
Hardness
Brinell
3000 kg, max
Rockwell, max
Rounds,
B
hexagons,
squares, rectangles, and
forgings
Hot-worked 245 C23
Hexagons Cold-worked 260 C26
Rounds:
1
4 (6.4 mm) to 1 in.
(25.4 mm), incl
Cold-worked 280 C29
Over 1 (25.4 mm) to 3
in. (76.2 mm), incl
Cold-worked 260 C26
Over 3 (76.2 mm) to 4
in. (101.6 mm), incl
Cold-worked 240 C22
Rounds, hexagons,
squares, rectangles, and
forgings
Hot-worked or cold-
worked and annealed
185 B90
A
No tensile tests are required except as provided for in 9.2.3.
B
Rounds over 4
1
4 in. (108.0 mm) in diameter shall have hardness of 260 BHN,
max.
B 865
2
with ball bearing rollers and a micrometer or dial indicator. The
rod then shall be rotated slowly against the indicator, and the
deviation from straightness in any portion of the rod between
the supports shall not exceed the permissible variations pre-
scribed in Table 10. The deviation from straightness (throw in
one revolution) is dened as the difference between the
maximum and minimum readings of the dial indicator in one
complete revolution of the rod.
7.7 ForgingDimensions and tolerances shall be as speci-
ed on the order, sketch, or drawing.
7.8 Forging StockDimensions and tolerances shall be as
agreed upon between the purchaser and the manufacturer.
8. Workmanship, Finish, and Appearance
8.1 The material shall be uniform in quality and condition,
smooth, commercially straight or at, and free of injurious
imperfections.
9. Sampling
9.1 LotDenition:
9.1.1 A lot for chemical analysis shall consist of one heat.
9.1.2 A lot for mechanical properties testing shall consist of
all material from the same heat, same nominal cross-sectional
or forging size, and condition.
9.1.2.1 A lot for forging stock shall consist of one heat.
TABLE 5 Mechanical PropertiesAge-Hardened
A
(Bar, Rod, and Forgings)
Form Condition
Maximum Section
Thickness, in. (mm)
Tensile
Strength, min,
ksi (MPa)
Yield Strength
B
,
0.2 % offset,
min, ksi (MPa)
Elongation
B
in 2 in. or 4D,
min,%
Hardness
C
Brinell 3000
kg, min
Rockwell
C, min
Rounds,
D
hexagons, squares,
rectangles, and forgings
E
Hot-worked and age-
hardened
All sizes 140 (965) 100 (690) 20.0 265 27
Rounds Cold-worked and
1
4 (6.4) to 1 (25.4), incl 145 (1000) 110 (760) 15.0 300 32
age-hardened over 1 (25.4) to 3
(76.2), incl
140 (965) 100 (690) 17.0 280 29
over 3 (76.2) to 4
(101.6), incl
135 (930) 95 (655) 20.0 255 25
Hexagons Cold-worked and age-
hardened
1
4 (6.4) to 2 (50.8), incl 140 (965) 100 (690) 15.0 265 27
Rounds, hexagons, squares, Annealed and age- Up to 1 (25.4) 130 (895) 90 (620) 20.0 250 24
rectangles, and forgings hardened
F
1 (25.4) and over 130 (895) 85 (585) 20.0 250 24
A
Age hardening heat treatment:
Age hardening shall be accomplished by holding at an aim temperature of 1100F (595C) for 8 to 16 h followed by furnace cooling to 900F (480C) at a rate of 15
to 25F (10 to 15C) per hour and then air cooling. An alternate procedure consists of holding at 1100F (595C) for up to 16 h, furnace cooling to 1000F (540C), holding
for approximately 6 h, furnace cooling to 900F (480C), holding for approximately 8 h, and air cooling to room temperature.
(Mill age-hardened products have been precipitation heat treated by the manufacturer and further thermal treatment normally is not required. Hot-worked, cold-worked,
or annealed material is normally age hardened by the purchaser after forming or machining.)
B
Not applicable to subsize tensile specimens less than 0.250 in. (6.4 mm) in diameter.
C
Hardness values are given for information only and are not the basis for acceptance or rejection.
D
Rounds over 4
1
4 in. (108.0 mm) in diameter shall have an elongation in 2 in. (50.8 mm) or 4D of 17 %, min.
E
When specied, for forged rings and discs, hardness measurements may be utilized in lieu of tensile test.
F
Applicable to both hot-worked and cold-worked material.
TABLE 6 Tensile Strength of Cold-Drawn Wire in Coils
Condition and Size, in. (mm)
Tensile Strength, min,
ksi (MPa)
Cold-worked, as-worked, all sizes 110155 (7601070)
A
Cold-worked and annealed, all sizes 110 (760)
B
Cold-worked, spring temper, as-drawn 0.057 (1.45)
and less
C
165 (1140)
Over 0.057 to 0.114 (1.45 to 2.90), incl 155 (1070)
Over 0.114 to 0.229 (2.90 to 5.82), incl 150 (1035)
Over 0.229 to 0.312 (5.82 to 7.92), incl 145 (1000)
Over 0.312 to 0.375 (7.92 to 9.52), incl 135 (930)
Over 0.375 to 0.437 (9.52 to 11.10), incl 125 (860)
Over 0.437 to 0.563 (11.10 to 14.30), incl 120 (825)
Cold-worked, annealed, and age-hardened,
D
all sizes 130 (895)
Cold-worked, as drawn, age-hardened,
D
all sizes 155 (1070)
Cold-worked, spring temper, and age-hardened
D
Up to 0.114 (2.90), incl 180 (1240)
Over 0.114 to 0.375 (2.90 to 9.52), incl 170 (1170)
Over 0.375 to 0.563 (9.52 to 14.30), incl 160 (1105)
A
Maximum and minimum.
B
Maximum.
C
Applicable to material in coil. For material in straightened and cut lengths,
deduct 15 ksi (105 MPa) from above values.
D
Age hardening heat treatment:
Age hardening shall be accomplished by holding at an aim temperature of
1100F (595C) for 8 to 16 h followed by furnace cooling to 900F (480C) at a rate
of 15 to 25F (10 to 15C) per hour and then air cooling. An alternate procedure
consists of holding at 1100F (595C) for up to 16 h, furnace cooling to 1000F
(540C), holding for approximately 6 h, furnace cooling to 900F (480C), holding
for approximately 8 h, and air cooling to room temperature.
(Mill age-hardened products have been precipitation heat treated by the
manufacturer and further thermal treatment is not normally required. Hot-worked,
cold-worked, or annealed material is normally age hardened by the purchaser after
forming or machining.)
TABLE 7 Permissible Variations in Diameter or Distance
Between Parallel Surfaces of Cold-Worked Rod and Bar
Specied Dimension,
A
in. (mm)
Permissible Variations From
Specied Dimension, in. (mm)
Plus Minus
Rounds:
1
16 (1.6) to
3
16(4.8), excl 0 0.002 (0.05)
3
16 (4.8) to
1
2 (12.7), excl 0 0.003 (0.08)
1
2 (12.7) to
15
16 (23.8), incl 0 0.002 (0.05)
B
Over
15
16 (23.8) to 1
15
16 (49.2), incl 0 0.003 (0.08)
B
Over 1
15
16 (49.2) to 2
1
2 (63.5), incl 0 0.004 (0.10)
B
Over 2
1
2 (63.5) to 3 (76.2), incl 0 0.005 (0.13)
B
Over 3 (76.2) to 3
1
2 (88.9), incl 0 0.006 (0.15)
B
Over 3
1
2 (88.9) to 4 (101.6), incl 0 0.007 (0.18)
B
Hexagons, squares, rectangles:
1
2 (12.7) and less 0 0.004 (0.10)
Over
1
2 (12.7) to
7
8 (22.2), incl 0 0.005 (0.13)
Over
7
8 (22.2) to 1
1
4(31.8), incl 0 0.007 (0.18)
Over 1
1
4 (31.8) to 2 (50.8), incl 0 0.009 (0.23)
A
Dimensions apply to diameter of rounds, to distance between parallel surfaces
of hexagons and squares, and separately to width and thickness of rectangles.
B
For cold-worked, age-hardened, bright nish shafting, an additional minus
0.002 (0.05) tolerance will be permitted.
B 865
3
9.1.2.2 Where material cannot be identied by heat, a lot
shall consist of not more than 500 lb (227 kg) of material in the
same size and condition.
9.2 Test Material Selection:
9.2.1 Chemical AnalysisRepresentative samples from
each lot shall be taken during pouring or subsequent process-
ing.
9.2.1.1 Product (check) analysis shall be wholly the respon-
sibility of the purchaser.
9.2.2 Mechanical PropertiesSamples of the material to
provide test specimens for mechanical properties shall be taken
from such locations in each lot as to be representative of that
lot.
9.2.3 Unaged MaterialFor material ordered in the unaged
condition, one test specimen shall be taken from each lot as
dened in 9.1.2. The specimen shall be obtained from the
actual material to be shipped or from a forged test coupon
when applicable. The specimen shall be aged, or annealed and
aged, as required by either applicable Table 5 or Table 6. Tests
need not be repeated when unaged material from the same heat
can be identied with a lot that has been tested in the specied
condition and found to meet the requirements of this speci-
cation.
10. Number of Tests
10.1 Chemical Analysisone test per lot.
10.2 Tensionone test per lot.
10.3 Hardnessone test per lot.
11. Specimen Preparation
11.1 Rod and Bar:
11.1.1 Tension test specimens shall be taken from material
in the nal condition and tested in the direction of fabrication.
11.1.2 All rod, bar, and wire shall be tested in full cross
section size when possible. When a full cross section size test
cannot be performed, the largest possible round specimen
shown in Test Methods E 8 shall be used. Longitudinal strip
specimens shall be prepared in accordance with Test Methods
E 8 for rectangular bar up to
1
2 in. (12.7 mm), inclusive, in
thicknesses that are too wide to be pulled full size.
11.1.3 Forging stock test specimens shall be taken from a
forged-down coupon or a sample taken directly from stock.
11.2 Forgings:
11.2.1 The tension test specimen representing each lot shall
be taken from a forging or from a test prolongation.
11.2.2 The axis of the specimen shall be located at any point
midway between the center and the surface of solid forgings
and at any point midway between the inner and outer surfaces
of the wall of hollow forgings, and shall be parallel to the
direction of greatest metal ow.
TABLE 8 Normal Machining Allowances for Hot-Worked Material
Finished-Machined
Dimensions for Finishes
as Indicated Below,
in. (mm)
A
Normal Machining Allowance, in. (mm)
On
Diameter,
for Rods
Distance
Between
Parallel
Surfaces for
Hexagonal
and Square
Bar
For Rectangular Bar
On
Thickness
On
Width
Hot-worked:
B
Up to
7
8 (22.2), incl
1
8 (3.2)
1
8 (3.2)
1
8 (3.2)
3
16 (4.8)
Over
7
8 to 1
7
8 (22.2 to
47.6), incl
1
8 (3.2)
3
16 (4.8)
1
8 (3.2)
3
16 (4.8)
Over 1
7
8 to 2
7
8(47.6 to
73.0), incl
3
16 (4.8)
1
4 (6.4) ...
3
16 (4.8)
Over 2
7
8 to 3
13
16(73.0
to 96.8), incl
1
4 (6.4) ... ...
3
16 (4.8)
Over 3
13
16 (96.8)
1
4 (6.4) ... ...
3
8 (9.5)
Hot-worked rods:
Rough-turned or rough-
ground:
C
15
16 to 4 (23.8 to
101.6), incl in diameter
1
16 (1.6) ... ... ...
Over 4 to 12 (101.6 to
304.8), incl in diameter
1
8 (3.2) ... ... ...
A
Dimensions apply to diameter of rods, to distance between parallel surfaces of
hexagonal and square bar, and separately to width and thickness of rectangular
bar.
B
The allowances for hot-worked material in Table 5 are recommended for rods
machined in lengths of 3 ft (0.91 m) or less and for bars machined in lengths of 2
ft (0.61 m) or less. Hot-worked material to be machined in longer lengths should be
specied showing the nished cross-sectional dimension and the length in which
the material will be machined in order that the manufacturer may supply material
with sufficient oversize, including allowance for out-of-straightness.
C
Applicable to 3 ft (0.91 m) max length.
TABLE 9 Permissible Variations in Length of Rods and Bars
Random mill lengths:
Hot-worked 6 to 24 ft (1.83 to 7.31 m) long with not more than 25
weight % between 6 and 9 ft (1.83 and 2.74 m)
A
Cold-worked 6 to 20 ft (1.83 to 6.1 m) long with not more than 25
weight % between 6 and 10 ft (1.83 and 3.05 m)
Multiple lengths Furnished in multiples of a specied unit length, within
the length limits indicated above. For each multiple,
an allowance of
1
4 in. (6.4 mm) will be made for
cutting, unless otherwise specied. At the
manufacturers option, individual specied unit lengths
may be furnished.
Nominal lengths Specied nominal lengths having a range of not less
than 2 ft (610 mm) with no short lengths allowed
B
Cut lengths A specied length to which all rods and bars will be
cut with a permissible variation of plus
1
8in. (3.2 mm),
minus 0 for sizes 8 in. (203 mm) and less in diameter
or distance between parallel surfaces. For larger
sizes, the permissible variation shall be +
1
4 in. (6.4
mm), minus 0.
A
For hot-worked sections weighing over 25 lb/ft (37 kg/m) and for smooth-forged
products, all sections, short lengths down to 2 ft (610 mm) may be furnished.
B
For cold-worked rods and bars under
1
2 in. (12.7 mm) in diameter or distance
between parallel surfaces ordered to nominal or stock lengths with a 2 ft (610 mm)
range, at least 93 % of such material shall be within the range specied; the
balance may be in shorter lengths, but in no case shall lengths less than 4 ft (1220
mm) be furnished.
TABLE 10 Permissible Variations in Straightness of Rod and
Bar
A
Ordered Condition, Finish,
and Specied Dimension, in. (mm)
Permissible Deviations
in Straightness, in. (mm)
Hot-worked: Depth of chord
B
Bar and rod (hot-nished surface) 0.050 (1.27) per ft (305) of length
Rounds: Throw in one revolution
C
Rough-turned or rough-ground 0.050 (1.27) per ft (305) of length
Semi-smooth machined 0.0031 (0.79) per ft (305) of length
Smooth-nished machined 0.0015 (0.038) per ft (305) of length
Cold-worked: Depth of chord
B
Rounds (diameter): Up to 4 (101.6),
incl
0.030 (0.76) per ft (305) of length
Hexagons and squares: Depth of chord
B
All sizes 0.030 (0.76) per ft (305) of length
A
Not applicable to forging stock.
B
The maximum curvature (depth of chord) shall not exceed the value indicated
multiplied by length in feet.
C
The throw in one revolution in any 20 ft (6.10 m) maximum length shall not
exceed the values indicated multiplied by length in feet.
B 865
4
11.2.3 The specimens shall be the largest possible round
type as prescribed in Test Methods E 8.
11.3 Hardness test specimens shall be taken from material in
the nal condition.
NOTE 1In order that the hardness determinations may be in reason-
ably close agreement, the following procedures are recommended:
(1) For rod less than
1
2 in. (12.7 mm) in diameter, hardness
readings shall be taken on a at surface prepared by ling or
grinding approximately
1
16 in. (1.6 mm) from the outside
surface of the rod.
(2) For rod
1
2 in. (12.7 mm) in diameter and larger, and for
hexagonal, square, and rectangular bar, all sizes, hardness
readings shall be taken on a cross section midway between the
surface and center of the section.
12. Test Methods
12.1 The chemical composition, mechanical and other prop-
erties of the material as enumerated in this specication shall
be determined, in case of disagreement, in accordance with the
following:
Test ASTM Designation
Chemical Analysis E 1473
Tension E 8
Rockwell Hardness E 18
Hardness Conversion E 140
Rounding Procedure E 29
12.2 For purposes of determining compliance with the
specied limits for requirements of the properties listed in the
following table, an observed value or a calculated value shall
be rounded in accordance with the rounding method of Practice
E 29 as follows:
Test
Rounded Unit for Observed
or Calculated Value
Chemical composition, hardness,
and tolerances (when expressed in
decimals)
Nearest unit in the last right-hand place
of gures of the specied limit. If two
choices are possible, as when
the digits dropped are exactly a 5 or a 5 f
ollowed only by zeros, choose the
one ending in an even digit, with zero
dened as an even digit.
Tensile strength and yield strength nearest 1000 psi (6.9 MPa)
Elongation nearest 1 %
13. Inspection
13.1 Inspection of the material shall be conducted as agreed
upon between the manufacturer and the purchaser as part of the
purchase contract.
14. Rejection and Rehearing
14.1 Material that fails to conform to the requirements of
this specication may be rejected. Rejection should be reported
to the manufacturer or supplier promptly and in writing. In case
of dissatisfaction with the results of the test, the manufacturer
or supplier may make claim for a rehearing.
15. Certication
15.1 When specied in the purchase order or contract, a
manufacturers certication shall be furnished to the purchaser
stating that the material has been manufactured, tested, and
inspected in accordance with this specication, and that the test
results on representative samples meet specication require-
ments. When specied in the purchase order or contract, a
report of the test results shall be furnished.
16. Product Marking
16.1 The following shall be marked on the material or
included on the package, or on a label or tag attached thereto:
16.1.1 The name of the material or UNS Number,
16.1.2 Heat number,
16.1.3 Condition (temper),
16.1.4 This specication number and year of issue,
16.1.5 The size,
16.1.6 Gross, tare, and net weights,
16.1.7 Consignor and consignee address, and
16.1.8 Contract or order number or such other information
as may be dened in the contract or order.
17. Keywords
17.1 bar; forgings; precipitation; rod; UNS N05500; wire
SUPPLEMENTARY REQUIREMENTS
S1. Special End Uses
S1.1 When material is intended for nuclear applications or
other critical end uses, or when any special requirements are to
apply, the manufacturer shall be notied at the time of
placement of the inquiry or order to determine if material of
quality and inspection procedures normally employed for
commercial material to this specication is adequate. In the
event that more critical quality or more rigid inspection
standards than those called out in this specication are indi-
cated, the manufacturer and the purchaser shall agree upon
such standards prior to production.
B 865
5
The following supplementary requirements shall apply only when specied by the purchaser in the inquiry, contract, or order,
for agencies of the U.S. Government.
S2. Chemical Composition
S2.1 The chemical composition shall be per Table 1 plus
modications as per Table S2-1.
S3. Nondestructive Tests
S3.1 When specied by the purchaser, each piece of each lot
shall be inspected. The purchaser shall specify if one or both
tests are required.
S3.2 Ultrasonic Tests:
S3.2.1 General Requirements:
S3.2.1.1 Ultrasonic testing shall be performed in accordance
with MIL Std 271 and as per agreement between the purchaser
and the supplier.
S3.2.1.2 Ultrasonic testing shall be performed using either
longitudinal wave end scan or shear wave pitch-catch methods.
The exact ultrasonic testing procedures, calibration procedures,
and the acceptance/rejection criteria shall be agreed upon
between the purchaser and the supplier.
S3.3 Liquid Penetrant Inspection:
S3.3.1 ProcedureLiquid penetrant inspection shall be in
accordance with MIL-STD-271.
S3.3.2 Surface RequirementsThe surface produced by hot
working is not suitable for liquid penetrant testing. Therefore,
liquid penetrant testing will not be applicable to products
ordered with a hot-nished surface.
S3.3.3 Acceptance CriteriaLinear defects revealed by
liquid penetrant inspection shall be explored by grinding or
other suitable means. Depth of defects shall not exceed the
dimensional tolerance of the material.
S4. Tension Test
S4.1 Slow Strain Rate Tensile Test ProcedureThe slow
strain rate tensile test will determine if a lot of metal is
susceptible to intergranular cracking. For naval applications,
only laboratories qualied by the Naval Sea Systems Com-
mand shall be permitted to perform this test. For qualication
requirements, contact the Naval Sea Systems Command, Code
03M2, 2531 Jefferson Davis Highway, Arlington, VA 22242-
5160.
S4.1.1 Sampling for Slow Strain Rate Tensile TestsThree
specimens from each material heat shall be prepared and
tested. They shall be taken in the longitudinal direction from
one end of a bar, rod, or forging at the quarter diameter (half
radius). Sample material shall be in the fully worked condition
with at least a 4:1 or 75 % reduction, and shall be solution
treated and age hardened.
S4.1.2 Slow Strain Rate Tensile TestEach specimen se-
lected in accordance with S4.1.1 shall be machined to the
dimensions of the specimen of Test Method E 602 except that
the notch root radius shall be 0.002 6 0.0005 in. The tensile
test shall be conducted in accordance with Test Methods E 8 at
a temperature to be agreed upon between the supplier and the
purchaser. If no testing temperature is specied by the pur-
chaser, then the sample shall be tested at 400F (205C). The
displacement rate shall not exceed 0.001 in. per min (0.025
mm/min). Loading below one half of the minimum yield
strength of the material can be conducted at any rate under
100 000 psi/min.
S4.1.3 Grain Size DeterminationThe average grain size
from the half of the slow strain rate tensile specimen not used
for fracture surface analysis in accordance with S4.1.4, shall be
used for determination as specied in Test Methods E 112. The
grain size shall be taken parallel to the fracture surface and as
close to the fracture surface as practical.
S4.1.4 Fracture Surface AnalysisAfter fracture, the frac-
ture surface of each specimen shall be examined and the
fracture mode characterized as follows:
S4.1.4.1 Fracture Surface PhotographyA series of eight
photographs (3
1
2 by 4
1
2 in. nominal size) shall be taken of the
fracture surface at equally spaced intervals of 45 around the
specimen circumference,, with the rst site selected randomly.
Each photograph shall be taken with scanning electron micros-
copy (SEM) at 2003magnication and shall contain a sliver of
the outer edge of the specimens notch root and the maximum
amount of the fracture surface.
S4.1.4.2 Determination of Intergranular Fracture Sites
The eight photographs of S4.1.4.1 shall be used to determine
sites of intergranular fracture. A site of intergranular fracture
shall be dened as an area that exhibits at least two adjacent
and contiguous facets demarcated by a distinct grain boundary
or triple point. The facets shall be clearly identiable as a grain
surface, otherwise they shall not be considered in dening a
site of intergranular fracture. If the fracture mode cannot be
determined at 2003 magnication, higher magnications may
be used to determine fracture mode only.
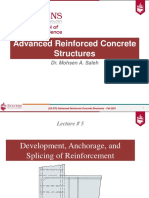
S4.1.4.3 Quantication of Intergranular Fracture Sites
The template illustrated in Fig. 1 shall be transferred to a
transparency which shall be placed over each of the 3
1
2 by 4
1
2
in. photographs obtained in S4.1.4. Intercepts of intergranular
fracture sites with the circles on the template shall be counted
for each photograph. An intercept shall be dened as the
intersection of one intergranular fracture site with a circle on
the template. If one intergranular fracture site extends over
several circles on the template, it shall be counted as one
intercept. The intercepts from all eight photographs of each
fracture surface shall be totaled.
TABLE S2-1 Chemical Composition
Elements Requirements, %
Product (check) analysis
variations, under minimum
or over maximum, of the
specied limit of element,
%
Cobalt 0.25, max 0.03
Sulfur 0.006, max 0.003
Phosphorus 0.02, max 0.005
Zinc 0.02, max 0.003
Lead 0.006, max 0.002
Tin 0.006, max 0.002
B 865
6
S4.1.4.4 Acceptance CriteriaThe total number of inter-
cepts for any fracture surface evaluated shall not exceed the
number agreed upon between the supplier and the purchaser.
The maximum permissible intercepts may be increased as the
grain size number increases. Material represented by speci-
mens that does not meet the agreed upon acceptance criteria
shall not be offered for delivery.
S4.1.4.5 Reportable Test ResultsThe average grain size
and the number of intercepts counted and whether the lot
passes or fails shall be reported.
S4.1.5 Replacement, Retest, Rejection, and Resubmittal:
S4.1.5.1 Mechanical Property Retests:
S4.1.5.2 Defective Test SpecimensIf any test specimen
shows defective machining or develops aws that cause
inaccurate test results, it may be discarded and a replacement
test specimen substituted.
S4.1.5.3 Low ElongationsIf the percentage of elongation
of any tension test specimen is less than that specied and any
part of the fracture is outside of the middle two thirds of the
gage length or in a punched or scribed mark within the reduced
section, a retest shall be allowed.
S4.1.5.4 RetestsIf the test results of the test on one of the
specimens fails to meet the specied requirements, two addi-
tional specimens shall be taken (one from the same piece as the
failed specimen and one from a different sample piece) and
tested. The results of the tests on both of these specimens shall
meet the specied requirements.
S4.1.5.5 RejectionWhen any test specimen does not con-
form to specication requirements for the characteristics being
tested, or more than one specimen of the original sample fails
to meet the specied requirements for a particular property, the
lot represented by the specimen shall be rejected.
S5. Quality Assurance
S5.1 Responsibility for Inspection:
S5.1.1 Unless otherwise specied in the contract or pur-
chase order, the manufacturer is responsible for the perfor-
mance of all inspection and test requirements specied. Except
as otherwise specied in the contract or purchase order, the
manufacturer may use his own or any other suitable facilities
for the performance of the inspection and test requirements
unless disapproved by the purchaser at the time the order is
placed. The purchaser shall have the right to perform any of the
inspections or tests set forth when such inspections and tests
are deemed necessary to ensure that the material conforms to
prescribed requirements.
S6. Identication Marking
S6.1 All material shall be properly marked for identication
in accordance with Fed. Std. No. 182, except that the ASTM
specication number and the Alloy number shall be used.
S7. Preparation for Delivery
S7.1 Preservation, Packaging, and Packing:
S7.1.1 Military AgenciesThe material shall be separated
by size, composition, grade, or class, and shall be preserved
and packaged level A or C, and packed level A, B, or C as
specied in the contract or purchase order.
S7.1.2 Civil AgenciesThe requirements of Fed. Std. No.
102 shall be referenced for denitions of the various levels of
packaging protection.
S7.2 Marking:
S7.2.1 Military AgenciesIn addition to any special mark-
ing required by the contract or purchase order, marking for
shipment shall be in accordance with MIL-STD-129.
S7.2.2 Civil AgenciesIn addition to any special marking
required by the contract or purchase order, marking for
shipment shall be in accordance with Fed. Std. No. 123.
The American Society for Testing and Materials takes no position respecting the validity of any patent rights asserted in connection
with any item mentioned in this standard. Users of this standard are expressly advised that determination of the validity of any such
patent rights, and the risk of infringement of such rights, are entirely their own responsibility.
This standard is subject to revision at any time by the responsible technical committee and must be reviewed every ve years and
if not revised, either reapproved or withdrawn. Your comments are invited either for revision of this standard or for additional standards
and should be addressed to ASTM Headquarters. Your comments will receive careful consideration at a meeting of the responsible
technical committee, which you may attend. If you feel that your comments have not received a fair hearing you should make your
views known to the ASTM Committee on Standards, 100 Barr Harbor Drive, West Conshohocken, PA 19428.
NOTE 1The diameters of these concentric circles are
5
8 in., 1
1
4 in.,
and 2
1
2 in., respectively.
FIG. 1 Template for Slow Strain Rate Fracture Test Evaluation
B 865
7
Вам также может понравиться
- Structural Steel Design to Eurocode 3 and AISC SpecificationsОт EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsОценок пока нет
- Asme-B18.31.1m-2008 - (2016) METRIC STUD PDFДокумент25 страницAsme-B18.31.1m-2008 - (2016) METRIC STUD PDFIndana Steel Pvt.LtdОценок пока нет
- Astm A494-A494m-17Документ7 страницAstm A494-A494m-17Gabriel Perez CruzОценок пока нет
- Precipitation Hardening Nickel-Copper-Aluminum Alloy (UNS N05500) Bar, Rod, Wire, Forgings, and Forging StockДокумент6 страницPrecipitation Hardening Nickel-Copper-Aluminum Alloy (UNS N05500) Bar, Rod, Wire, Forgings, and Forging StockraulОценок пока нет
- Sae Ams 5518M-2014Документ5 страницSae Ams 5518M-2014Mehdi Mokhtari100% (1)
- B444 16e1Документ4 страницыB444 16e1Dam VoОценок пока нет
- Asme Section Ii B Sa-494Документ10 страницAsme Section Ii B Sa-494Monica SuarezОценок пока нет
- ASTM A705 Standard Specification For Age Hardening Stainless Steel ForgingsДокумент7 страницASTM A705 Standard Specification For Age Hardening Stainless Steel ForgingsJuan Luis FerretОценок пока нет
- Aerospace Material SpecificationДокумент6 страницAerospace Material Specificationvsraju2Оценок пока нет
- Steel Bars, Alloys, For NitridingДокумент2 страницыSteel Bars, Alloys, For Nitridingruben carcamoОценок пока нет
- Astm A564Документ10 страницAstm A564chetan_thakur4278100% (1)
- Astm A473-99Документ5 страницAstm A473-99NadhiraОценок пока нет
- ASTM A355 Standard Spec For Nitriding PDFДокумент3 страницыASTM A355 Standard Spec For Nitriding PDFAntonio J100% (1)
- Quenched and Tempered Carbon and Alloy Steel Forgings For Pressure Vessel ComponentsДокумент5 страницQuenched and Tempered Carbon and Alloy Steel Forgings For Pressure Vessel ComponentsJose PerezОценок пока нет
- B574 Plfy402430879val PDFДокумент6 страницB574 Plfy402430879val PDFCarlosIkedaОценок пока нет
- ASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFДокумент4 страницыASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFRaul Dela Rosa Malanog100% (1)
- Astm B366Документ9 страницAstm B366NaOHita100% (1)
- Asme Section Ii A-2 Sa-675 Sa-675mДокумент6 страницAsme Section Ii A-2 Sa-675 Sa-675mdavid perezОценок пока нет
- E272 PDFДокумент4 страницыE272 PDFsreemoy123100% (1)
- Astm A167 PDFДокумент2 страницыAstm A167 PDFdantorrelio89Оценок пока нет
- Astm F 468Документ11 страницAstm F 468Ivan AlanizОценок пока нет
- B 29 - 14Документ4 страницыB 29 - 14ruben carcamoОценок пока нет
- Astm A484-A484m-00Документ12 страницAstm A484-A484m-00Razvan Andrei GiuscaОценок пока нет
- Astm b637 PDFДокумент6 страницAstm b637 PDFRobert SumińskiОценок пока нет
- British Standard: A Single Copy of This British Standard Is Licensed ToДокумент33 страницыBritish Standard: A Single Copy of This British Standard Is Licensed ToevangalionОценок пока нет
- Aisi 4340 Alloy Steel (Uns g43400)Документ4 страницыAisi 4340 Alloy Steel (Uns g43400)LamhotFernandoSihombingОценок пока нет
- Astm B283Документ10 страницAstm B283Natasa GrujicicОценок пока нет
- Asme Section II A Sa-276Документ10 страницAsme Section II A Sa-276Anonymous GhPzn1xОценок пока нет
- Astm B446-08Документ5 страницAstm B446-08Srinivasan KrishnamoorthyОценок пока нет
- Astm b425Документ5 страницAstm b425singaravelan narayanasamyОценок пока нет
- Nes 747 Part 2Документ22 страницыNes 747 Part 2Sharad Kokate100% (1)
- Astm B805Документ7 страницAstm B805Jonicus-DextoreОценок пока нет
- B564 Plfy402430879val PDFДокумент11 страницB564 Plfy402430879val PDFCarlosIkeda100% (1)
- High-Carbon Anti-Friction Bearing Steel: Standard Specification ForДокумент4 страницыHigh-Carbon Anti-Friction Bearing Steel: Standard Specification ForTriveni Forge QCОценок пока нет
- Astm b160Документ6 страницAstm b160Kevin Almeida100% (1)
- BS 2874Документ1 страницаBS 2874poydulefya0% (2)
- Steel Forgings, General Requirements: Standard Specification ForДокумент14 страницSteel Forgings, General Requirements: Standard Specification Forcj7man80Оценок пока нет
- Astm A 479Документ8 страницAstm A 479Arun CP100% (2)
- Astm A484Документ13 страницAstm A484alexandre5araujo-1Оценок пока нет
- Sae J496 1972 (En)Документ5 страницSae J496 1972 (En)Oh No PotatoОценок пока нет
- DIN EN 10088-3: Stainless SteelsДокумент55 страницDIN EN 10088-3: Stainless SteelsClaudio Rodrigues100% (1)
- Astm b169Документ4 страницыAstm b169ANIL100% (1)
- Alloy A286 Ams 5731 Ams 5732 Ams 5737Документ2 страницыAlloy A286 Ams 5731 Ams 5732 Ams 5737gowtham raju buttiОценок пока нет
- ASTM A276 - Stainless Steel Bars and Shapes (2017.3)Документ8 страницASTM A276 - Stainless Steel Bars and Shapes (2017.3)정영우100% (1)
- Asme Sec II Part B 2017Документ1 страницаAsme Sec II Part B 2017Lipika Gayen0% (1)
- Free-Machining Stainless Steel Bars: Standard Specification ForДокумент4 страницыFree-Machining Stainless Steel Bars: Standard Specification ForLuciano Grassi KuyvenОценок пока нет
- ASTM A703 - 2018aДокумент13 страницASTM A703 - 2018aahmad100% (2)
- A484A484M-15 Standard Specification For General Requirements For Stainless Steel Bars, Billets, and ForgingsДокумент14 страницA484A484M-15 Standard Specification For General Requirements For Stainless Steel Bars, Billets, and Forgingstjt4779100% (2)
- 14H, 22H DetailsДокумент1 страница14H, 22H DetailsmshОценок пока нет
- Stainless Steel Socket Head Cap Screws: Standard Specification ForДокумент8 страницStainless Steel Socket Head Cap Screws: Standard Specification ForMarcelo BarretosОценок пока нет
- Astm B 171 B M .04Документ7 страницAstm B 171 B M .04FrengkiОценок пока нет
- NES 830 Part 1requirements For Gunmetal Ingots and Castings - Category 3Документ22 страницыNES 830 Part 1requirements For Gunmetal Ingots and Castings - Category 3JEORJEОценок пока нет
- Sa 276Документ12 страницSa 276edisson_barreraОценок пока нет
- DIN 1681 Chemical CompositionДокумент12 страницDIN 1681 Chemical CompositionAshish Kesharwani100% (1)
- Asme Section II A Sa-193 Sa-193mДокумент18 страницAsme Section II A Sa-193 Sa-193mAnonymous GhPzn1xОценок пока нет
- Astm A182Документ2 страницыAstm A182fastenersworldОценок пока нет
- Astm A29 - A29m 12 PDFДокумент16 страницAstm A29 - A29m 12 PDFJavier Ricardo Romero Bohorquez100% (1)
- Asme2b sb-160Документ8 страницAsme2b sb-160jsskj12122Оценок пока нет
- Nickel Rod and Bar: Standard Specification ForДокумент6 страницNickel Rod and Bar: Standard Specification ForSrinivasan KrishnamoorthyОценок пока нет
- Astm B164 (1998) PDFДокумент9 страницAstm B164 (1998) PDFElmerОценок пока нет
- Flangebolting PDFДокумент2 страницыFlangebolting PDFJarbas MoraesОценок пока нет
- A216 1615228-1 PDFДокумент4 страницыA216 1615228-1 PDFRajan SteeveОценок пока нет
- A220Документ5 страницA220Jarbas MoraesОценок пока нет
- SSPCДокумент4 страницыSSPCJarbas MoraesОценок пока нет
- Stainless Steel 630Документ1 страницаStainless Steel 630manjubd1Оценок пока нет
- Astm A36 PDFДокумент3 страницыAstm A36 PDFYudi Popo Fadhillah100% (3)
- ASME B18.21.1 Arruela de Pressão PDFДокумент4 страницыASME B18.21.1 Arruela de Pressão PDFJarbas MoraesОценок пока нет
- Arame MetalizaçãoДокумент5 страницArame MetalizaçãoJarbas MoraesОценок пока нет
- Astm A153Документ4 страницыAstm A153Jarbas Moraes0% (1)
- 3051 DrawДокумент8 страниц3051 DrawJarbas MoraesОценок пока нет
- Specialty Materials Hastelloy C-276 ALLOY: Certified To Iso 9001Документ3 страницыSpecialty Materials Hastelloy C-276 ALLOY: Certified To Iso 9001Jarbas MoraesОценок пока нет
- Din 601 PDFДокумент2 страницыDin 601 PDFJarbas MoraesОценок пока нет
- Cga g-4 1 1985Документ22 страницыCga g-4 1 1985Jarbas MoraesОценок пока нет
- Tabela de Flanges ANSIДокумент10 страницTabela de Flanges ANSIJarbas MoraesОценок пока нет
- Astm b127 (Monel 400)Документ10 страницAstm b127 (Monel 400)Jarbas MoraesОценок пока нет
- Alloy: C95800: Typical UsesДокумент2 страницыAlloy: C95800: Typical UsesJarbas MoraesОценок пока нет
- Remaining Technical Challenges and Future Plans For Oil-Free TurbomachineryДокумент16 страницRemaining Technical Challenges and Future Plans For Oil-Free TurbomachinerymhyujikkОценок пока нет
- Introduction To Inorganic Chemistry (Skt1013) Solid State Chemistry 3Документ38 страницIntroduction To Inorganic Chemistry (Skt1013) Solid State Chemistry 3izz isalahОценок пока нет
- Icwe14 - Id02441 HfpiДокумент36 страницIcwe14 - Id02441 HfpiSergio StolovasОценок пока нет
- A Thermodynamic Analysis of Solid Waste Gasification in The Plasma Gasification Melting ProcessДокумент9 страницA Thermodynamic Analysis of Solid Waste Gasification in The Plasma Gasification Melting ProcessArik AprilliyantoОценок пока нет
- 11.4 Diffusion & EffusionДокумент3 страницы11.4 Diffusion & EffusionOmar AlwaerОценок пока нет
- Ejercicios PDFДокумент4 страницыEjercicios PDFserepoesia10Оценок пока нет
- Coordination ChemistryДокумент19 страницCoordination ChemistryPrityyyОценок пока нет
- Phase Behavior of Discotic Liquid Crystalline Polymers and Related Model CompoundsДокумент5 страницPhase Behavior of Discotic Liquid Crystalline Polymers and Related Model CompoundsLeoОценок пока нет
- Fixed Bed ReactorДокумент43 страницыFixed Bed ReactorMaher Al-busaidi100% (2)
- Material Selection & Design PDFДокумент9 страницMaterial Selection & Design PDFKamlesh DalavadiОценок пока нет
- Power Train: - 170 - STMGXXX 4/97Документ66 страницPower Train: - 170 - STMGXXX 4/97Evan AT YoelОценок пока нет
- Outcome1 T1 PDFДокумент12 страницOutcome1 T1 PDFM RoyОценок пока нет
- Construction: Close Coupled Centrifugal PumpsДокумент11 страницConstruction: Close Coupled Centrifugal PumpsAhmed AbarchidОценок пока нет
- r20 - Me - II Year SyllabusДокумент43 страницыr20 - Me - II Year Syllabusdurga Prasad amuduriОценок пока нет
- Sieving Methods of Sieve AnalysisДокумент6 страницSieving Methods of Sieve AnalysisAlyssa Joy Santos PaguioОценок пока нет
- Lecture 5 09-29-2021 - Development, Anchorage & Splicing of ReinforcementДокумент84 страницыLecture 5 09-29-2021 - Development, Anchorage & Splicing of ReinforcementMoh Sal100% (2)
- Roy-Mandal2020 Article Thermo-economicAnalysisAndMultДокумент15 страницRoy-Mandal2020 Article Thermo-economicAnalysisAndMultAhmed RagabОценок пока нет
- Shi 2020Документ11 страницShi 2020Ricardo Jose GuerreroОценок пока нет
- EvaporationДокумент37 страницEvaporationVimal KumarОценок пока нет
- Example 7: Reduced Diesel Fuel and Quake Variation: GRLWEAP Standard ExamplesДокумент2 страницыExample 7: Reduced Diesel Fuel and Quake Variation: GRLWEAP Standard ExamplesbozarromegustaОценок пока нет
- Coffee Brewing: Wetting, Hydrolysis & Extraction RevisitedДокумент8 страницCoffee Brewing: Wetting, Hydrolysis & Extraction Revisitedsheetalnirmal02Оценок пока нет
- SP-1176 V4.0Документ45 страницSP-1176 V4.0Ghulam HusainОценок пока нет
- Graduation Project'09 Ain Shams University: Seismic Data Processing SequenceДокумент9 страницGraduation Project'09 Ain Shams University: Seismic Data Processing SequenceAshraf SeragОценок пока нет
- The Van de Graaff GeneratorДокумент3 страницыThe Van de Graaff Generatorเจียนคาร์โล การ์เซียОценок пока нет
- Improving Air Quality of Indoor Swimming Pools: Ir. J.G. MiddendorfДокумент18 страницImproving Air Quality of Indoor Swimming Pools: Ir. J.G. MiddendorftasabajcОценок пока нет
- PARTES - TurbineMeterManual212FДокумент16 страницPARTES - TurbineMeterManual212FronaldОценок пока нет
- Calcium CarbonateДокумент116 страницCalcium CarbonatemichaelОценок пока нет
- Sorsogon National High School: Self-Directed Learning Activity Sheet in General Chemistry 1 (Las 7)Документ4 страницыSorsogon National High School: Self-Directed Learning Activity Sheet in General Chemistry 1 (Las 7)Jorgia lianne UrbanoОценок пока нет
- Absorption & Stripping of Dilute MixturesДокумент26 страницAbsorption & Stripping of Dilute MixturesMarcomexicoОценок пока нет
- Phased Array Ultrasonic Testing-BLUESTARДокумент93 страницыPhased Array Ultrasonic Testing-BLUESTARLương Hồ Vũ100% (3)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОт EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansРейтинг: 4.5 из 5 звезд4.5/5 (21)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)От EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)Оценок пока нет
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetОт EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetРейтинг: 4.5 из 5 звезд4.5/5 (10)
- To Engineer Is Human: The Role of Failure in Successful DesignОт EverandTo Engineer Is Human: The Role of Failure in Successful DesignРейтинг: 4 из 5 звезд4/5 (138)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeОт EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeРейтинг: 4.5 из 5 звезд4.5/5 (59)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyОт EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyРейтинг: 4.5 из 5 звезд4.5/5 (5)
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsОт EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsОценок пока нет
- Structural Cross Sections: Analysis and DesignОт EverandStructural Cross Sections: Analysis and DesignРейтинг: 4.5 из 5 звезд4.5/5 (19)
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownОт EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownОценок пока нет
- Geotechnical Engineering Calculations and Rules of ThumbОт EverandGeotechnical Engineering Calculations and Rules of ThumbРейтинг: 4 из 5 звезд4/5 (17)
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesОт EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesОценок пока нет
- Compendium of Best Practices in Road Asset ManagementОт EverandCompendium of Best Practices in Road Asset ManagementОценок пока нет
- CAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementОт EverandCAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementОценок пока нет
- Rock Fracture and Blasting: Theory and ApplicationsОт EverandRock Fracture and Blasting: Theory and ApplicationsРейтинг: 5 из 5 звезд5/5 (2)