Вам также может понравиться
- DefectsInWheelsAndAxlesAndDetection (176 180) PDFДокумент5 страницDefectsInWheelsAndAxlesAndDetection (176 180) PDFarun13Оценок пока нет
- Forging Rolling DefectsДокумент14 страницForging Rolling DefectsRavichandran GОценок пока нет
- Forging Rolling DefectsДокумент16 страницForging Rolling DefectsAshley JacksonОценок пока нет
- UT Sec.6 Selected ApplicationДокумент342 страницыUT Sec.6 Selected ApplicationSaut Maruli Tua SamosirОценок пока нет
- Inspection and Maintenance of Steel Girders-12Документ10 страницInspection and Maintenance of Steel Girders-12vpmohammedОценок пока нет
- Zero Defect Strategy Download 17-11-09Документ9 страницZero Defect Strategy Download 17-11-09Jagadeesh NandamОценок пока нет
- Casting Defects in Low-PressureДокумент8 страницCasting Defects in Low-PressureNishant Jain100% (2)
- Rail Grinding Best Practice For Committee 4, Sub-Committee 9Документ41 страницаRail Grinding Best Practice For Committee 4, Sub-Committee 9cheikh ahmedОценок пока нет
- Procedure For Installation of Steel Stair StructureДокумент6 страницProcedure For Installation of Steel Stair StructureImamah AliОценок пока нет
- Vehicle Body Engineering by M A Qadeer SiddiquiДокумент143 страницыVehicle Body Engineering by M A Qadeer SiddiquiAbdul Qadeer Siddiqui100% (12)
- Indian Railways Presented by Y.K.Jha Sse/Nc/AiiwДокумент9 страницIndian Railways Presented by Y.K.Jha Sse/Nc/Aiiwdhanalakshmi k sОценок пока нет
- Indian Railways Presented by Y.K.Jha Sse/Nc/AiiwДокумент9 страницIndian Railways Presented by Y.K.Jha Sse/Nc/Aiiwdhanalakshmi k sОценок пока нет
- Rehabilitation of Automobile Crankshafts by Submerged-Arc WeldingДокумент18 страницRehabilitation of Automobile Crankshafts by Submerged-Arc WeldingeliiiiiiОценок пока нет
- Chapter 3 TYPICAL DAMAGES OF MACHINE PARTSДокумент19 страницChapter 3 TYPICAL DAMAGES OF MACHINE PARTSOusman ToficОценок пока нет
- Failure Analysis of A Helical GearДокумент7 страницFailure Analysis of A Helical Geartheerapat patkaewОценок пока нет
- Case Studies in Engineering Failure AnalysisДокумент6 страницCase Studies in Engineering Failure AnalysisSharwin NovОценок пока нет
- Manufacturing of Automobile Wheel Rims: ME2030-Manufacturing Science-1 SeminarДокумент18 страницManufacturing of Automobile Wheel Rims: ME2030-Manufacturing Science-1 SeminarRonak100% (1)
- CPM1 - B2 - CMT AssignmentДокумент9 страницCPM1 - B2 - CMT AssignmentShaikh Nadim AkhtarОценок пока нет
- 2005 Zoroufi Fatemi 26 FITCДокумент36 страниц2005 Zoroufi Fatemi 26 FITCShrikant ChincholkarОценок пока нет
- Defect Related FailuresДокумент24 страницыDefect Related FailuresAhmad AloudahОценок пока нет
- 1 s2.0 S1350630714002854 Main - 3 PDFДокумент9 страниц1 s2.0 S1350630714002854 Main - 3 PDFstalinrajesh143Оценок пока нет
- Casting DefectДокумент5 страницCasting DefectSaurabhОценок пока нет
- Surface PreparationДокумент13 страницSurface PreparationelangorengaОценок пока нет
- Gear Manufacturing MethodДокумент89 страницGear Manufacturing MethodRamalingam AlagarajaОценок пока нет
- Failure Analysis of Coal Pulverizer Mill PDFДокумент12 страницFailure Analysis of Coal Pulverizer Mill PDFHendraОценок пока нет
- Wire BreaksДокумент23 страницыWire BreaksAnderson LeitzkeОценок пока нет
- Wear and Repair in VehiclesДокумент51 страницаWear and Repair in Vehicles2B Dai Ko DUPLICATEОценок пока нет
- FabricationДокумент9 страницFabricationAnilkumar HatkarОценок пока нет
- Manual For Fusion Welding of Rails by The Alumino-Thermic ProcessДокумент49 страницManual For Fusion Welding of Rails by The Alumino-Thermic ProcesskrischaeverОценок пока нет
- Introduction To Rolling Element Bearing Manufacturing ProcessДокумент18 страницIntroduction To Rolling Element Bearing Manufacturing ProcessRamakanth P JoshiОценок пока нет
- Surface PreparationДокумент13 страницSurface PreparationDacher Daniel100% (1)
- J Csefa 2017 02 001Документ21 страницаJ Csefa 2017 02 001giri10 krishnaОценок пока нет
- Failure Analysis of A Helical Gear in A Gearbox Used in A Steel Rolling MillДокумент7 страницFailure Analysis of A Helical Gear in A Gearbox Used in A Steel Rolling MillymsyaseenОценок пока нет
- Microstructure Characterization and Mechanical Properties of Aa6061 Alloy and Brass Alloy Joint Using Rotary Friction WeldingДокумент14 страницMicrostructure Characterization and Mechanical Properties of Aa6061 Alloy and Brass Alloy Joint Using Rotary Friction Weldinghisyam todakОценок пока нет
- Case Studies in Engineering Failure Analysis: Souvik Das, Goutam Mukhopadhyay, Sandip BhattacharyyaДокумент6 страницCase Studies in Engineering Failure Analysis: Souvik Das, Goutam Mukhopadhyay, Sandip BhattacharyyaJader PitangueiraОценок пока нет
- Brass DefectsДокумент9 страницBrass DefectstechopelessОценок пока нет
- International Journal of Chemtech Research: Krishnakumar. K, Arockia Selvakumar. AДокумент6 страницInternational Journal of Chemtech Research: Krishnakumar. K, Arockia Selvakumar. ASamar SawantОценок пока нет
- Rail CorrosionДокумент71 страницаRail CorrosionkishanrwtОценок пока нет
- Brazing:: 1 - Discuss The Details of Brazing, Soldering and Riveting Welding TechniquesДокумент8 страницBrazing:: 1 - Discuss The Details of Brazing, Soldering and Riveting Welding Techniquessofyan samОценок пока нет
- Bridge Crossings No. 17Документ6 страницBridge Crossings No. 17apply19842371Оценок пока нет
- Fatigue Analysis PDFДокумент6 страницFatigue Analysis PDFPallavit NigamОценок пока нет
- Common Surface Defects of Wire Rod and Steel Bar and Treatment MethodsДокумент4 страницыCommon Surface Defects of Wire Rod and Steel Bar and Treatment Methodsdofan thrimavithanaОценок пока нет
- WSN 118 2019 181 193 PDFДокумент13 страницWSN 118 2019 181 193 PDFgeeteshmalhotra1Оценок пока нет
- Rehabilitation (Repair and Renovation) Metal Structures: Course 3Документ31 страницаRehabilitation (Repair and Renovation) Metal Structures: Course 3Alina CiuraruОценок пока нет
- Manual de SoldaduraДокумент28 страницManual de SoldadurakarumaОценок пока нет
- Calculation of Possibility For Parameter Design in Changing Central Cooling System To Revolver Cooling System For Continuous Casting RollersДокумент6 страницCalculation of Possibility For Parameter Design in Changing Central Cooling System To Revolver Cooling System For Continuous Casting RollersThaiminh VoОценок пока нет
- A 385 - 01 - Qtm4ns1sruqДокумент10 страницA 385 - 01 - Qtm4ns1sruqHans AbantoОценок пока нет
- Surface Preparation Guide PDFДокумент13 страницSurface Preparation Guide PDFait.koufiОценок пока нет
- Acri 2019Документ28 страницAcri 2019Ilter KilerciОценок пока нет
- Spot Welding Interview Success: An Introduction to Spot WeldingОт EverandSpot Welding Interview Success: An Introduction to Spot WeldingОценок пока нет
- Corrosion and its Consequences for Reinforced Concrete StructuresОт EverandCorrosion and its Consequences for Reinforced Concrete StructuresОценок пока нет
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkОт EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkОценок пока нет
- Reinforced Concrete Buildings: Behavior and DesignОт EverandReinforced Concrete Buildings: Behavior and DesignРейтинг: 5 из 5 звезд5/5 (1)
- Standard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsОт EverandStandard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsОценок пока нет
- Brittle Fracture in Steel StructuresОт EverandBrittle Fracture in Steel StructuresG.M. BoydОценок пока нет
- Triangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsОт EverandTriangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsРейтинг: 5 из 5 звезд5/5 (1)
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesОт EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesОценок пока нет
- Design of Steel Structures: Materials, Connections, and ComponentsОт EverandDesign of Steel Structures: Materials, Connections, and ComponentsОценок пока нет
- General LPG Installation Guide PDFДокумент60 страницGeneral LPG Installation Guide PDFgheorghe garduОценок пока нет
- Series R: 3 Piece Ball Valves With Integrated Handle DN8 - DN50 Butt Weld, Threaded, Socket Weld and Flanged VersionДокумент2 страницыSeries R: 3 Piece Ball Valves With Integrated Handle DN8 - DN50 Butt Weld, Threaded, Socket Weld and Flanged VersionАртем КосовОценок пока нет
- Methods of Data Collection MSC N I YrДокумент256 страницMethods of Data Collection MSC N I Yrdr.anu RkОценок пока нет
- LS3954A LS3954 LS3955 LS3956 LS3958: Linear Integrated SystemsДокумент3 страницыLS3954A LS3954 LS3955 LS3956 LS3958: Linear Integrated SystemsJCMОценок пока нет
- Acm Queue PDFДокумент12 страницAcm Queue PDFShubham Anil ShahareОценок пока нет
- Engineering ChemistryДокумент21 страницаEngineering Chemistryjai kumarОценок пока нет
- Green Team Work PlanДокумент2 страницыGreen Team Work PlanScott FranzОценок пока нет
- Game Audio - Tales of A Technical Sound Designer Volume 02Документ154 страницыGame Audio - Tales of A Technical Sound Designer Volume 02Joshua HuОценок пока нет
- FWN Magazine 2018 - Leonor VintervollДокумент48 страницFWN Magazine 2018 - Leonor VintervollFilipina Women's NetworkОценок пока нет
- Material List Summary-WaptechДокумент5 страницMaterial List Summary-WaptechMarko AnticОценок пока нет
- Eat Something DifferentДокумент3 страницыEat Something Differentsrajendr200100% (1)
- Minimization Z Z Z Z Maximization Z Z : LP IPДокумент13 страницMinimization Z Z Z Z Maximization Z Z : LP IPSandeep Kumar JhaОценок пока нет
- Genstat Release 10.3de (Pc/Windows 7) 28 May 2012 06:35:59Документ6 страницGenstat Release 10.3de (Pc/Windows 7) 28 May 2012 06:35:59Anna Nur HidayatiОценок пока нет
- Chemistry For PhotographersДокумент184 страницыChemistry For PhotographersBahar ShoghiОценок пока нет
- Form IEPF 2 - 2012 2013FДокумент2 350 страницForm IEPF 2 - 2012 2013FYam ServínОценок пока нет
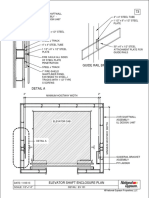
- Guide Rail Bracket AssemblyДокумент1 страницаGuide Rail Bracket AssemblyPrasanth VarrierОценок пока нет
- Chapter 1Документ20 страницChapter 1Li YuОценок пока нет
- ROBONIK - Prietest EasylabДокумент2 страницыROBONIK - Prietest EasylabAlexis Armando Ramos C.Оценок пока нет
- Personal ComputerДокумент3 страницыPersonal ComputerDan Mark IsidroОценок пока нет
- Dhulikhel RBB PDFДокумент45 страницDhulikhel RBB PDFnepalayasahitya0% (1)
- Poster@IcepeДокумент1 страницаPoster@IcepeAakash NawabОценок пока нет
- Statement 1680409132566Документ11 страницStatement 1680409132566úméshОценок пока нет
- Zoomlion Gulf FZE Introduction: 1.1 ME Service Support 1.2 Construction CasesДокумент13 страницZoomlion Gulf FZE Introduction: 1.1 ME Service Support 1.2 Construction CasesArk TradingОценок пока нет
- 11-Potential Use of Volcanic Pumice As A Construction Materialhossain2004Документ7 страниц11-Potential Use of Volcanic Pumice As A Construction Materialhossain2004afzal taiОценок пока нет
- Making Sense of The Future of Libraries: Dan Dorner, Jennifer Campbell-Meier and Iva SetoДокумент14 страницMaking Sense of The Future of Libraries: Dan Dorner, Jennifer Campbell-Meier and Iva SetoBiblioteca IICEОценок пока нет
- Case Study Managed ServicesДокумент2 страницыCase Study Managed ServicesAshtangram jhaОценок пока нет
- User Manual - Wellwash ACДокумент99 страницUser Manual - Wellwash ACAlexandrОценок пока нет
- (Guide) Supercharger V6 For Everyone, Make Your Phone Faster - Xda-DevelopersДокумент7 страниц(Guide) Supercharger V6 For Everyone, Make Your Phone Faster - Xda-Developersmantubabu6374Оценок пока нет
- OD - SAP Connector UtilityДокумент22 страницыOD - SAP Connector UtilityShivani SharmaОценок пока нет