Академический Документы
Профессиональный Документы
Культура Документы
Manulabo 4
Загружено:
Victor ParedesОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Manulabo 4
Загружено:
Victor ParedesАвторское право:
Доступные форматы
Per- Lima, 2014
FUNDICIN CENTRIFUGA DE
METALES
Universidad Ricardo Palma
Escuela Acadmico Profesional de Ingeniera
Industrial
Facultad de Ingeniera
Profesor:
Amado Crisgono Castro
Chonta
Alumnos:
Paredes Guillen, Vctor
Humberto
Zavaleta , Patricia
Curso:
Procesos de Manufactura I
Laboratorio N 4
Contenido
ndice
1. Resumen
2. Objetivos
3. Fundamentos Tericos
4. Cuestionario
5. Conclusiones
6. Bibliografa
1. Resumen
La fundicin centrfuga, es un proceso por el cual el metal fundido se vaca en un
molde que est rotando durante la solidificacin. La velocidad de la rotacin y la
velocidad del vaciado del metal varan con la aleacin y el tamao y la forma de los
moldes.
El proceso de fundicin centrifugada o centrfuga, consiste en depositar una capa de
fundicin lquida en un molde de revolucin girando a gran velocidad y solidificar
rpidamente el metal mediante un enfriamiento continuo del molde o coquilla. Las
aplicaciones de este tipo de fundicin son muy variadas, yendo desde la fabricacin
de telescopios o partes de joyera hasta las tuberas, este procedimiento
frecuentemente utilizado para la fabricacin de tubos sin costura, camisas y dems
objetos simtricos.
2. Objetivos
Conocer las tcnicas y tipos del Proceso de Manufactura de fundicin
centrifuga de metales.
Conocer los procedimientos y el funcionamiento de las mquinas que son
utilizadas en este proceso.
Conocer los materiales y herramientas que se utilizan en este proceso de
manufactura
Conocer y aplicar las condiciones de operacin de este proceso de fundicin.
Conocer las limitaciones y aplicaciones de este proceso.
3. Fundamento terico
Ya al principio del siglo XIX naci la idea de emplear la fuerza centrfuga para
fundir los objetos de metal; perteneci a Antonio Eckhardt (patente en el ao
1809), pero la insuficiencia tcnica de las mquinas frenaba su aplicacin prctica
por la imposibilidad de conseguir el nmero necesario de revoluciones que dieran la
fuerza centrfuga necesaria. En el ao 1848 fue otorgada la primera patente en los
Estados Unidos a T.G. Lovegrove, de Baltimore. Poco despus de progresar la
tcnica Fernando Arens, en colaboracin con Sensaud de De Lavaud, en Brasil,
lograron por fin, en 1914, aplicar la fuerza centrfuga en la fundicin de metales a
escala industrial. Desde el ao 1915 se fabrican en Argentina, en los talleres Tamet,
tubos centrifugados con una mquina de tipo Arens y De Lavaud. En 1867 Joseph
Monier puso en circulacin los tubos de hormign armado. En 1913 los italianos
Diego Matteo y Adolfo Mazza ofrecieron otra variedad de tubos de cemento.
ltimamente, la tcnica de la construccin se enriqueci con muestras de vidrio
termo aislante como material bsico en la fabricacin. Bloques de vidrio huecos,
placas de revestimiento y paneles decorativos hicieron su aparicin. En 1941 N. P.
Waganoff fabric tubos de vidrio por el mtodo de centrifugacin, que, por la
sencillez de la fabricacin y por el bajo coste de la misma, supuso una revolucin en
los mtodos de fundicin. En la actualidad este tipo de fundicin est muy
desarrollada y extendida, pudindose encontrar una gran variedad de productos
realizados con este mtodo.
La fundicin centrifuga es el proceso de hacer girar el molde mientras se solidifica
el metal, utilizando as la fuerza centrifuga para acomodar el metal en el molde. Se
obtienen mayores detalles sobre la superficie de la pieza y la estructura densa del
metal adquiere propiedades fsicas superiores. Las piezas de forma simtricas se
prestan particularmente para este mtodo, aun cuando se pueden producir otros
muchos tipos de piezas fundidas.
Por fundicin centrifuga se obtienen piezas ms econmicas que por otros mtodos.
Los corazones en formas cilndricas y rebosaderos se eliminan. Las piezas tienen
una estructura de metal densa y las impurezas van de la parte posterior al centro de
la pieza. Por razn de la presin extrema del metal sobre el molde, se pueden lograr
piezas de secciones delgadas como en la fundicin esttica.
Aunque en la fundicin centrfuga hay limitaciones en el tamao y forma de piezas
fundida, se pueden hacer desde anillos de pistn de pocos gramos de peso hasta
rodillos para papel que pesen arriba de 40 toneladas.
Existen 3 tipos de fundiciones centrifugas:
1) Fundicin centrifuga real.
Este procedimiento es utilizado para la fabricacin de tubos sin costura, camisas y
objetos simtricos. Los moldes son llenados de material fundido de manera
uniforme, para luego girar el molde sobre su eje de rotacin. La forma exterior de la
fundicin puede ser redonda, octagonal, hexagonal o cualquier otra. Sin embargo, la
forma interior de la fundicin es perfectamente redonda (al menos tericamente),
debido a la simetra radial de las fuerzas en juego.
E
l
e
j
e
d
e
rotacin por lo general es horizontal, pero tambin se utilizan ejes rotacionales
verticales principalmente para piezas cortas.
Para que el proceso trabaje satisfactoriamente se calcula la velocidad de rotacin del
molde en la fundicin centrifuga horizontal. La fuerza centrfuga est definida por
la ecuacin:
Donde GF tambin se puede escribir como:
Donde N se escribe como:
Si el factor-GF es demasiado bajo en la fundicin centrfuga, el metal lquido no
quedar pegado a la pared del molde durante la mitad superior de la ruta circular
sino que llover dentro de la cavidad. Ocurren deslizamientos entre el metal
fundido y la pared del molde, lo cual significa que la velocidad rotacional del metal
es menor que la del molde. Empricamente, los valores de GF = 60 a 80 son
apropiados para la fundicin centrfuga horizontal, aunque esto depende hasta cierto
punto del metal que se funde.
En la fundicin centrifuga vertical el efecto de la gravedad que acta en el metal
lquido causa que la pared de la fundicin sea ms gruesa en la base que en la parte
superior. El perfil interior de la fundicin tomar una forma parablica. La
diferencia entre el radio de la parte superior y del fondo se relaciona con la
velocidad de rotacin como sigue:
2) Fundicin Semicentrifuga
En este mtodo, el material fundido se hace llegar a los extremos del molde por la
fuerza centrifuga que se genera al hacerlo girar sobre su eje de rotacin. Los
extremos se llenan de material fundido con buena densidad y uniformidad. El centro
del molde tiene poco material o de poca densidad, por lo general, el centro en este
tipo de sistemas de fundicin es maquinado posteriormente. La velocidad de
rotacin se ajusta generalmente para un factor-GF alrededor de 15, y los moldes se
disean con mazarotas que alimenten metal fundido desde el centro. Se usan
frecuentemente moldes consumibles o desechables en la fundicin semicentrifuga.
3) Fundicin Centrifugado
Es un sistema donde por medio de un tallo se hace llegar el metal fundido a racimos
de piezas colocadas simtricamente en la periferia. Al hacer girar el sistema, se
genera una fuerza centrifuga que es utilizada para aumentar la uniformidad del
metal que llena las cavidades de los moldes. Las propiedades de las piezas fundidas
varan en funcin de la distancia al eje de rotacin. El proceso se usa para partes
pequeas, la simetra radial de la parte no es un requerimiento como en los otros dos
mtodos de fundicin centrfuga.
}
Materiales, instrumentos y equipos a utilizar
Una mquina de fundicin centrifuga vertical
Maquina Centrifuga de produccin de piezas pequeas y medias dimensiones.
Mquina centrfuga de plato
Horno crisol.
Metales y aleaciones de bronce, magnesio, aceros
Sistema de refrigeracin.
Sistema de automatizacin para controlar la temperatura, composicin y colada.
Matriz de metal segn el tipo de fundicin metlica.
Sensores de temperatura, presin, y composicin.
Detalle de la parte experimental
Tecnologa:
El metal se vierte caliente y fluido en una espiral que se transforma inmediatamente
en una capa regular y continua del metal lquido, mantenida en forma cilndrica por
las fuerzas de inercia centrifugas creadas por la rotacin de la coquilla. Esta fuerza
centrfuga que se desarrolla lanza el metal lquido contra las paredes del molde y
aumenta su presin, facilitando el llenado de los huecos y la solidificacin en este
estado. Simultneamente se refrigera la coquilla por su exterior para absorber el
calor y bajar la temperatura de la fundicin hasta la temperatura de solidificacin.
En el ritmo de su enfriamiento, el metal lquido sufre una contraccin trmica
progresiva. El enfriamiento que sigue tiene como efecto una contraccin trmica
suplementaria del elemento slido, que se despega de la coquilla y puede entonces
extraerse.
Las caractersticas de la fundicin dependen de varios parmetros que deben
controlarse para tener una produccin uniforme. Estos factores son, principalmente:
la temperatura de colada, la composicin del material a utilizar.
Las instalaciones suelen ser muy costosas y slo se amortizan fabricando grandes
series. Este mtodo de conformacin por moldeo tiene su gnesis en el desarrollo de
las tuberas para saneamiento.
La colada centrifuga es adecuada para la fabricacin de cuerpos de revolucin
huecos, por ejemplo tubos, cilindros, y tambin casquillos de cojinete.
Una maquina de fundicin centrifuga vertical, en cuyo bastidor esta colgada, por
medio de tirantes elsticos, la placa de apoyo que lleva la coquilla, el grupo de
cojinetes, el dispositivo para la sujecin de la coquilla a este, y al menos una unidad
esclava de accionamiento de rotacin de la coquilla. Los tirantes elsticos flexibles
estn practicados con una longitud regulable.
El bastidor est constituido por el carro de transmisin con los montantes verticales,
a los cuales estn fijados los tirantes elsticos flexibles.
Maquina Centrifuga de produccin de piezas pequeas y dimensiones medias:
Numero de revoluciones 300/7, 600/1500,
300/1500.
Utilizacin de moldes de goma hasta
400mm, con espesor hasta 40 mm o ms.
Cuadro de mandos centralizado.
Motor autofrenaje de 1.5 a 2.2 HP.
Dinamo taquimtrica.
Mesa porta moldes en robusta fundicin de
aluminio para 3 estaciones de trabajo con 3
discos porta moldes.
Mquina centrfuga de plato con dos contenedores de
trabajo para la eliminacin de rebabas secundarias, el
alisado y el redondeo de aristas.
4. Cuestionario
1. Explicar qu fundamentos bsicos se necesita conocer para que el proceso trabaje
satisfactoriamente en la fundicin centrifuga horizontal y en la vertical?
Para el proceso de fundicin centrfuga, el metal fundido se vaca en un molde que
gira sobre un eje horizontal o vertical. Como resultado de la fuerza centrifuga que se
produce, el metal llena todas las cavidades del molde, lo cual permite que las
fundiciones hechas mediante este proceso tengan buen acabado superficial y
propiedades mecnicas superiores en comparacin con otros procesos de fundicin
como el mtodo por gravedad. Las impurezas al ser menos densas tienden a
ubicarse cerca de centro de rotacin, por lo que pueden eliminarse con facilidad
mediante un maquinado posterior. Mediante este tipo de fundicin se pueden
obtener piezas en diferentes formas por ejemplo: tubos sin costura, poleas, volantes,
camisas, bujes etc. y en cuanto a su tamao este va desde piezas de poco peso, hasta
rodillos de varias toneladas.
2. Explicar discutir cul es el rango generalizado de la velocidad de rotacin en la que
debe girar el sistema durante una fundicin centrifuga real horizontal? Proponer un
problema.
El proceso de fundicin centrfuga real se clasifica en dos tipos dependiendo de la
posicin de su eje de rotacin, el cual puede ser horizontal, vertical o inclinado
comnmente en un ngulo de entre 700 y 900 . Tratndose de moldes metlicos, si
la posicin del eje de rotacin es horizontal, la velocidad de rotacin debe permitir
alcanzar una relacin (GF) entre la aceleracin centrfuga y la aceleracin de la
gravedad de entre 50 y 100 para lograr que durante la solidificacin el metal se
adhiera a las paredes del molde, de lo contrario habr escurrimientos al interior del
molde. Si los moldes fueran de arena se debe buscar un GF de
entre 25 y 50 .Debe tomarse en cuenta que cuando se habla del GF para el clculo
de la velocidad de rotacin del molde, los valores obtenidos solo son un gua, ya
que son obtenidos mediante pruebas y se ven influenciados por diversos factores.
Ejemplo:
Se realizar una operacin de fundicin centrfuga real horizontal para hacer
secciones de tubo de cobre de 0.3 m de longitud con un dimetro externo = 0.25 m y
dimetro interno = 0.22 m Qu velocidad de rotacin se requiere, si se usa un
factor-G de 65 para fundir la tubera?
Solucin: El dimetro interno del molde D = dimetro externo de la fundicin =
0.25 m. Podemos calcular la velocidad rotacional requerida por medio de la
ecuacin como sigue:
Donde:
L = longitud vertical de la fundicin (m)
Rt = radio interno de la parte superior de la fundicin (m)
Rb = radio interior en el fondo de la fundicin (m).
3. Explicar, discriminar y discutir las principales diferencia entre fundicin
semicentrifuga, fundicin centrifuga real y centrifugado?
Fundicin semicentrifuga : Este mtodo tambin se usa para producir piezas de
simetra rotacional pero en los cuales se utiliza un corazn en el molde para
producir las piezas, el factor GF por lo general tiene un valor de 15
Fundicin centrifuga real : su eje de rotacin, el cual puede ser horizontal, vertical o
inclinado comnmente en un ngulo de entre 700 y 900 , cuenta con dos formas
vertical y horizontal .
Fundicin Centrifuga: Este proceso tiene numerosas aplicaciones ya que en una sola
fundicin se pueden producir gran cantidad de piezas, las cuales pueden o no tener
alguna simetra radial. Durante el proceso el metal alimenta las cavidades del molde
por medio de un tallo central y las propiedades de la fundicin dependen en gran
medida de la distancia de cada una de las piezas respecto al eje de rotacin.
Mediante la fundicin centrifugada se producen desde artculos de joyera hasta,
soportes, piezas dentales, etc. Para evitar la vibracin excesiva que podra causar
algunos
defectos, al hacer el molde, las piezas deben de ser colocadas lo ms simtricamente
posible, para que las masas estn balanceadas.
4. Seale y discuta los parmetros que deben controlarse en la fundicin centrifuga
para una produccin uniforme de productos metlicas.
Se debe a los factores:
El tipo de material o aleacin
El tiempo, temperatura que le tomara al metal en enfriarse (solidificacin)
Las revoluciones por minuto de la maquina centrifuga
La temperatura del metal fundido que se colocara en el crisol de la
centrifugadora.
5. Explicar y discutir las ventajas y desventajas de la fundicin centrifuga
Ventajas
Uniformidad con las propiedades del metal a utilizar.
Se utiliza menos material que con otros procesos.
No hay necesidad de montante.
Se logran las dimensiones requeridas en el exterior de la fundicin.
Se producen menos desechos.
Desventajas
Es necesaria la utilizacin de un equipo extra para lograr la rotacin del
molde.
El interior de las piezas suele contener impurezas.
6. Explicar qu proceso se usa para fabricar partes pequeas, en donde la simetra
radial de las partes no es un requerimiento?
Para fabricar partes pequeas se puede utilizar el proceso de fundicin
semicentrifuga, estoselementos pequeos no superan los 25 kilos y pueden ser:
Prtesis dentales, Joyas, Llaveros,Dijes, Herrajes, Chapas, Esculturas pequeas,
Adornos.
En este mtodo, el material fundido se hace llegar a los extremos del molde por la
fuerza centrfuga que se genera al hacerlo girar sobre su eje de rotacin. Los
extremos se llenan de material fundido con buena densidad y uniformidad.
7. Explicar y discutir qu diferencias encuentras entre el proceso de fundicin
centrifuga y el proceso de fundicin de arena?
En el proceso de fundicin de arena generalmente se hace todo de forma manual, se
debe incluir mazarotas, copas, bebederos y todos los canales necesarios para que el
metal fundido se movilice con facilidad en el molde, adems se debe considerar
hacer el molde ms grande que para tener las dimensiones requeridas de la pieza ya
que esta se contrae naturalmente por las propiedades del metal en el proceso de
solidificacin.
En el proceso de fundicin centrifuga el molde puede ser una matriz o puede
realizarse para completar el proceso de fundicin a la cera perdida. En este proceso
no es necesario hace mazarotas, copas, bebederos y todos los canales ya que con la
inercia del movimiento se llenan todas las cavidades del molde, es decir adems se
ahorra material mejorando la productividad del proceso.
8. En la fundicin centrifuga vertical el efecto de la gravedad que acta en el metal
lquido causa que la pared de la fundicin sea ms gruesa en la base que en la parte
superior. El perfil interior de la fundicin tomar una forma parablica. Definir
mediante que ecuacin la diferencia entre el radio de la parte superior y del fondo se
relaciona con la velocidad de rotacin. Proponer un problema que explique este
proceso. En la fundicin centrifuga vertical el efecto de la gravedad que acta en el
metal lquido causa que la pared de la fundicin sea ms gruesa en la base que en la
parte superior. El perfil interior de la fundicin tomar una forma parablica. La
diferencia entre el radio de la parte superior y del fondo se relaciona con la
velocidad de rotacin como sigue:
Problema propuesto:
Se tiene un molde de 1metro que ser fundido centrfugamente en vertical, si el radio
interno de la parte superior de la fundicin es 0.45m y el radio interno hasta el fondo del
molde es de 0.44m calcular el nmero de revoluciones necesarias para que se realice
correctamente la fundicin
l= 1 m
Ri=0.45 m
Rb=0.44 m
n= 448.13rev/mi
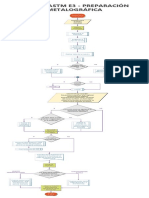
9. Hacer un DOP que represente el proceso de fundicin real, semicentrifuga y
centrifugado desde el proceso de diseo del producto a fabricar.
DIAGRAMA DE OPERACIONES DEL PROCESO DE MANUFACTURA DE FUNDICION A LA CERA Y
CENTRIFUGA
1
Manufactura del modelo
1
Verificacin del modelo
3
Metal Fundido
Revisar
Seguridad
Metal Fundido
10. Hacer una ilustracin esquemtica de la secuencia de operaciones para la fundicin
centrfuga?
Resumen
14
4
Pieza terminada
1
2
3
Inyectar la cera
4
5
Abrir molde para cera
9
7
Sacar la pieza reproducida
Hacer el investido
Verificar Seguridad de la
maquina centrifuga
Fundir el metal
1
1
Vaciar el metal en crisol de la
centrifugadora
Colocar molde en la
maquina centrifuga
8
1
2
4
Romper el molde
Realizar el acabado y verificar
3
Retirar el Crisol
Hornear el yeso
2
Retirar molde de la
centrifugadora
1
3
Colocar el metal
Verificar Seguridad
de la maquina
centrifuga
11. Explicar con un DOP la manufactura de un tubo metlico recto sin costura.
Vaciar el metal en crisol de
la centrifugadora
Retirar molde de la
centrifugadora
Retirar pieza del
molde
Realizar el acabado
y verificar
5. Conclusiones
Este proceso puede ser usado como complemento al proceso de fundicin a la cera
perdida, fundicin en arena y otros tipos de fundiciones ya que las propiedades del
movimiento mejoran cualquier tipo de fundicin en un molde.
Por las propiedades de los metales, estos tienden a contraerse disminuyendo su
volumen, es por eso que se hacen mazarotas. En este proceso no se necesitan hacer
mazarotas ya que la inercia hace que el metal fundido llegue y permanezca en las
cavidades del molde, hasta el enfriamiento.
Por las propiedades de inercia, el llenado del molde se realiza uniformemente; En el
caso de la fundicin centrifuga real no se gastan materiales haciendo canales para el
metal fundido.
El proceso de fundicin centrifuga tiene ms productividad considerando los
factores econmicos y tiempo, ya que comparado con otros procesos este utiliza
menos material para realizar bebederos, copas, mazarotas y canales. Adems el
tiempo de enfriamiento y solidificacin del metal es menor.
De los 3 tipos de fundicin centrifuga, el que generara mayores ingresos es el
proceso de fundicin centrifuga real ya que se pueden hacer piezas de gran tamao
como por ejemplo los tuberas sin costura que son usadas en grandes instalaciones
petroqumicas, refineras y otros usos de gran magnitud.
Las maquinarias de centrifugacin y vulcanizado son las ms costosas, sin embargo
es una inversin que se recuperara de manera rpida con una produccin a gran
escala, especialmente si se utiliza el mtodo de fundicin Centrifuga que utiliza un
tallo para aumentar el nmero de piezas a fundir.
6. Bibliografa
http://www.ehowenespanol.com/tubo-metal-como_132446/
http://somim.org.mx/articulos2010/memorias/memorias2012/arti
culos/pdfs/A2/A2_22.pdf
http://materias.fcyt.umss.edu.bo/tecno-II/PDF/cap-222.pdf
http://prezi.com/krodircvpjpk/fundicion-centrifuga/
http://cef.uca.edu.sv/descargables/tesis_descargables/maquina_fu
ndicion_centrifuga.pdf
http://es.scribd.com/doc/59546723/fundicion-centrifuga
http://www.brinsa.com.ar/Site_Espaniol/HTML/01_Productos_F
C.html
http://148.204.211.134/polilibros/portal/Polilibros/P_terminados..
./procman-Aguilar-Oros/UMD/Unidad2/Contenido/2.3.3.c.htm
http://somim.org.mx/articulos2010/memorias/memorias2012/arti
culos/pdfs/A2/A2_22.pdf
Вам также может понравиться
- Guia AvusДокумент20 страницGuia AvusAkira ToriyamaОценок пока нет
- Monografia, RocasДокумент22 страницыMonografia, Rocasvictiger270% (4)
- TermoДокумент8 страницTermoKaren MonaresОценок пока нет
- Muros de ContenciónДокумент50 страницMuros de ContenciónJ̷hean͞͏̨ ͟f͟͠͝ S̶͞oto̴m͢͜a͘y͟ơ̵͘r͢҉Оценок пока нет
- Equivalencia de PerfilesДокумент3 страницыEquivalencia de PerfilesHenry GelvisОценок пока нет
- Elisa TermodinamicaДокумент19 страницElisa TermodinamicaKathy PTОценок пока нет
- 7.00 Esfuerzos en Secciones OblicuasДокумент10 страниц7.00 Esfuerzos en Secciones OblicuasLuis L. FalconОценок пока нет
- Bardahl Catalogo Alimentacion PDFДокумент2 страницыBardahl Catalogo Alimentacion PDFEscurçó NegreОценок пока нет
- P3 Propiedades de Los Compuestos Iónicos y de Los Compuestos Covalentes ObjetivosДокумент2 страницыP3 Propiedades de Los Compuestos Iónicos y de Los Compuestos Covalentes ObjetivosRosa Itzel Reyes LopezОценок пока нет
- Los Cinco Puntos Principales de La Teoría Atómica de DaltonДокумент4 страницыLos Cinco Puntos Principales de La Teoría Atómica de DaltonEduardo Pichicona50% (2)
- Recuperacion Secundaria Por Inyeccion de AguaДокумент119 страницRecuperacion Secundaria Por Inyeccion de AguaTiconaMamaniSusy100% (2)
- Se Le Llama Soldadura A La Unión de Dos MaterialesДокумент17 страницSe Le Llama Soldadura A La Unión de Dos Materialesbrainer canabalОценок пока нет
- Beauveria y BrocaДокумент8 страницBeauveria y BrocaOleg Alexis Danilow ZwegenОценок пока нет
- Prevencion de Riesgos en La Industria Metalmecanica 2005Документ103 страницыPrevencion de Riesgos en La Industria Metalmecanica 2005Alejandro Horn AlvarezОценок пока нет
- Practica 6 PDFДокумент5 страницPractica 6 PDFBayron GiiraldoОценок пока нет
- Examen 2 Parcial SantiagoДокумент18 страницExamen 2 Parcial SantiagokellyОценок пока нет
- HOTEL VENTURIplanseguridadДокумент85 страницHOTEL VENTURIplanseguridadJose Gustavo Campero SanchezОценок пока нет
- Construcción de Reservorios de Agua Con GeomembranaДокумент7 страницConstrucción de Reservorios de Agua Con GeomembranaChalco Jotazhe100% (1)
- Calculo para Potencia de Equipo de BombeoДокумент1 страницаCalculo para Potencia de Equipo de BombeoCarlosAlbertoGrimaldoBarajasОценок пока нет
- Trabajo QuimicaДокумент4 страницыTrabajo QuimicaVicente AcostaОценок пока нет
- InformeДокумент11 страницInformeMarco PerezОценок пока нет
- Practica 2 Lab OrganicaДокумент10 страницPractica 2 Lab Organicalina carolina gonzalez menesesОценок пока нет
- ProstaciclinaДокумент9 страницProstaciclinaDaniel AlejandroОценок пока нет
- Organica 1 Cristalizacion SimpleДокумент5 страницOrganica 1 Cristalizacion SimpleJosé Luis FerrerОценок пока нет
- Funcion Del Bicarbonato en ArequipeДокумент2 страницыFuncion Del Bicarbonato en ArequipeÄlejändro Viña T'100% (6)
- Fenomenos de SuperficiesДокумент37 страницFenomenos de SuperficiesRocio Guadalupe Ortega SanchezОценок пока нет
- Hoja de Seguridad MasillaДокумент23 страницыHoja de Seguridad Masillamaria cristinaОценок пока нет
- AST Laboratorio Mineria y MetalurgiaДокумент8 страницAST Laboratorio Mineria y MetalurgiaAmaia NavarroОценок пока нет
- Prueba Porter PDFДокумент3 страницыPrueba Porter PDFarmandoОценок пока нет