Вам также может понравиться
- 34 ST 25 35Документ112 страниц34 ST 25 35Arun GuptaОценок пока нет
- Sugar Storage in SilosДокумент5 страницSugar Storage in SilosArun GuptaОценок пока нет
- Weighing SystemДокумент151 страницаWeighing SystemArun GuptaОценок пока нет
- Digital Online TDS MeterДокумент6 страницDigital Online TDS MeterArun GuptaОценок пока нет
- S. N Description QTY Mtrs Unit Price Rs Total Amount RsДокумент1 страницаS. N Description QTY Mtrs Unit Price Rs Total Amount RsArun GuptaОценок пока нет
- Sea WaterДокумент39 страницSea WaterArun GuptaОценок пока нет
- Dehumid Prod ListДокумент9 страницDehumid Prod ListArun GuptaОценок пока нет
- RFP For Co-Gen at Palwal Sugar Mills LTDДокумент32 страницыRFP For Co-Gen at Palwal Sugar Mills LTDArun GuptaОценок пока нет
- JVK Filter Elements enДокумент16 страницJVK Filter Elements enArun GuptaОценок пока нет
- Static Mixer DataДокумент6 страницStatic Mixer DataArun GuptaОценок пока нет
- Traffic Rules & Regulations For Two-Wheeler Riders: We Can Avoid Accidents by Following GuidelinesДокумент1 страницаTraffic Rules & Regulations For Two-Wheeler Riders: We Can Avoid Accidents by Following GuidelinesArun GuptaОценок пока нет
- Ship DesignДокумент247 страницShip DesignArun Gupta0% (1)
- Rpm/Rate Indicator With Alarms: SpecificationsДокумент2 страницыRpm/Rate Indicator With Alarms: SpecificationsArun GuptaОценок пока нет
- RPM IndicatorДокумент2 страницыRPM IndicatorArun GuptaОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- (500eboard) Version Coding Model 140 As of MY 1995Документ1 страница(500eboard) Version Coding Model 140 As of MY 1995Saimir SaliajОценок пока нет
- IKEA SHANGHAI Case StudyДокумент5 страницIKEA SHANGHAI Case StudyXimo NetteОценок пока нет
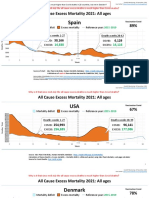
- Countries EXCESS DEATHS All Ages - 15nov2021Документ21 страницаCountries EXCESS DEATHS All Ages - 15nov2021robaksОценок пока нет
- CEE Annual Report 2018Документ100 страницCEE Annual Report 2018BusinessTech100% (1)
- BNF Pos - StockmockДокумент14 страницBNF Pos - StockmockSatish KumarОценок пока нет
- GT-N7100-Full Schematic PDFДокумент67 страницGT-N7100-Full Schematic PDFprncha86% (7)
- Bana LingaДокумент9 страницBana LingaNimai Pandita Raja DasaОценок пока нет
- Dynamics of Machinery PDFДокумент18 страницDynamics of Machinery PDFThomas VictorОценок пока нет
- Famous Russian PianoДокумент10 страницFamous Russian PianoClara-Schumann-198550% (2)
- Week 7Документ24 страницыWeek 7Priyank PatelОценок пока нет
- Hdfs Default XML ParametersДокумент14 страницHdfs Default XML ParametersVinod BihalОценок пока нет
- Negotiating Skills Negotiating Skills: To Provide You With The Skills To Plan & Implement Successful NegotiationДокумент32 страницыNegotiating Skills Negotiating Skills: To Provide You With The Skills To Plan & Implement Successful NegotiationKanimozhi.SОценок пока нет
- Agco Serie 800 PDFДокумент24 страницыAgco Serie 800 PDFJohnny VargasОценок пока нет
- DarcДокумент9 страницDarcJunior BermudezОценок пока нет
- Blue Prism Data Sheet - Provisioning A Blue Prism Database ServerДокумент5 страницBlue Prism Data Sheet - Provisioning A Blue Prism Database Serverreddy_vemula_praveenОценок пока нет
- Snapdragon 435 Processor Product Brief PDFДокумент2 страницыSnapdragon 435 Processor Product Brief PDFrichardtao89Оценок пока нет
- Recommendations For Students With High Functioning AutismДокумент7 страницRecommendations For Students With High Functioning AutismLucia SaizОценок пока нет
- Android Developer PDFДокумент2 страницыAndroid Developer PDFDarshan ChakrasaliОценок пока нет
- Report Card Grade 1 2Документ3 страницыReport Card Grade 1 2Mely DelacruzОценок пока нет
- Week 7 Sex Limited InfluencedДокумент19 страницWeek 7 Sex Limited InfluencedLorelyn VillamorОценок пока нет
- Monkey Says, Monkey Does Security andДокумент11 страницMonkey Says, Monkey Does Security andNudeОценок пока нет
- Application of Graph Theory in Operations ResearchДокумент3 страницыApplication of Graph Theory in Operations ResearchInternational Journal of Innovative Science and Research Technology100% (2)
- TCL LD24D50 - Chassis MS09A-LA - (TKLE2413D) - Manual de Servicio PDFДокумент41 страницаTCL LD24D50 - Chassis MS09A-LA - (TKLE2413D) - Manual de Servicio PDFFabian OrtuzarОценок пока нет
- UC 20 - Produce Cement Concrete CastingДокумент69 страницUC 20 - Produce Cement Concrete Castingtariku kiros100% (2)
- Assignment#10 Global Strategy and The Multinational CorporationДокумент1 страницаAssignment#10 Global Strategy and The Multinational CorporationAnjaneth A. VillegasОценок пока нет
- SMC 2D CADLibrary English 1Документ590 страницSMC 2D CADLibrary English 1Design IPGEОценок пока нет
- The Person Environment Occupation (PEO) Model of Occupational TherapyДокумент15 страницThe Person Environment Occupation (PEO) Model of Occupational TherapyAlice GiffordОценок пока нет
- Homework 1 W13 SolutionДокумент5 страницHomework 1 W13 SolutionSuzuhara EmiriОценок пока нет
- Review1 ScheduleДокумент3 страницыReview1 Schedulejayasuryam.ae18Оценок пока нет
- Talking Art As The Spirit Moves UsДокумент7 страницTalking Art As The Spirit Moves UsUCLA_SPARCОценок пока нет