Вам также может понравиться
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineОт EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineРейтинг: 5 из 5 звезд5/5 (1)
- Improving Reliability and Efficiency of Centrifugal PumpsДокумент4 страницыImproving Reliability and Efficiency of Centrifugal PumpsHatem ShawkiОценок пока нет
- Advance Design of PumpsДокумент20 страницAdvance Design of Pumpsfugga100% (1)
- Type OHH Pump API610 9 Ed. (ISO 13709) : File Name / OHH Sales Presentation - PPT 11/21/2001 1Документ20 страницType OHH Pump API610 9 Ed. (ISO 13709) : File Name / OHH Sales Presentation - PPT 11/21/2001 1Jorge OportoОценок пока нет
- BR MiningДокумент12 страницBR MiningSteven TremolОценок пока нет
- Dimension Tolerance For Shaft BasisДокумент13 страницDimension Tolerance For Shaft Basissafa shaikhОценок пока нет
- Hermetic PumpДокумент2 страницыHermetic PumpYh LeongОценок пока нет
- 5275 PDFДокумент28 страниц5275 PDFLevi BriceñoОценок пока нет
- Magnetic Drive Pumps Product GuideДокумент32 страницыMagnetic Drive Pumps Product GuideJean-francois RosierОценок пока нет
- Welding IntroductionДокумент23 страницыWelding IntroductionRaghu ChowdaryОценок пока нет
- Bearing Isolator: Pump, Electric Motor and Split Pillow Block Interchange ManualДокумент60 страницBearing Isolator: Pump, Electric Motor and Split Pillow Block Interchange ManualSuresh Kumar MittapalliОценок пока нет
- Thermostatic Bimetals PDFДокумент4 страницыThermostatic Bimetals PDFoletta1944Оценок пока нет
- KTR Magnetic Coupling CatalogДокумент10 страницKTR Magnetic Coupling CatalogHyungTae JangОценок пока нет
- Schroedahl ArvДокумент19 страницSchroedahl ArvfadzilharmanОценок пока нет
- Ms Megachem A2740 8e 3Документ23 страницыMs Megachem A2740 8e 3nata siagianОценок пока нет
- Minex - S Permanent Magnetic Coupling: KTR-N Sheet: Edition: 46510 EN 1 of 20 5Документ20 страницMinex - S Permanent Magnetic Coupling: KTR-N Sheet: Edition: 46510 EN 1 of 20 5HyungTae JangОценок пока нет
- Application of Composites For Centrifugal PumpsДокумент4 страницыApplication of Composites For Centrifugal Pumpsravide76Оценок пока нет
- 1 Magnetic-Drive-PumpsДокумент19 страниц1 Magnetic-Drive-PumpsMuzammil PiyarjiОценок пока нет
- Critical Speed Analysis of Centrifugal Pump PDFДокумент8 страницCritical Speed Analysis of Centrifugal Pump PDFPackage RotaryОценок пока нет
- Axial Flow or Propeller PumpДокумент4 страницыAxial Flow or Propeller PumpTarunPatraОценок пока нет
- ISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesДокумент5 страницISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesChandra SimanjuntakОценок пока нет
- Ku Reprint Ps April2007Документ2 страницыKu Reprint Ps April2007keyur1109Оценок пока нет
- Carter's Formula & Ker Wilson's FormulaДокумент6 страницCarter's Formula & Ker Wilson's FormulaChor FenolОценок пока нет
- Mechanical Seal Support Systems ASME ANSI APIДокумент18 страницMechanical Seal Support Systems ASME ANSI APIYang Gul LeeОценок пока нет
- Brochure EU PDFДокумент12 страницBrochure EU PDFNewaz KabirОценок пока нет
- Manual Griswold Model 811Документ54 страницыManual Griswold Model 811Naranjo MarinoОценок пока нет
- Ms Hda A1826 8e 1 PDFДокумент35 страницMs Hda A1826 8e 1 PDFradanpetricaОценок пока нет
- Pit Ot Tube Pump TechnologyДокумент12 страницPit Ot Tube Pump TechnologymariasofiarossiОценок пока нет
- Positive Displacement Vs Centrifugal PumpДокумент11 страницPositive Displacement Vs Centrifugal PumpArslan BhattiОценок пока нет
- Rotating Face Mechanical SealsДокумент3 страницыRotating Face Mechanical SealsSufi Lord NewОценок пока нет
- Pump Efficiency Testing and Monitoring Using Thermodynamic MethodДокумент3 страницыPump Efficiency Testing and Monitoring Using Thermodynamic MethodJuned AnsariОценок пока нет
- OHH OHHL E00697 (Pump Zulzer)Документ6 страницOHH OHHL E00697 (Pump Zulzer)Jose Sosa CojОценок пока нет
- Engineered Seal Chamber With Vane Particle Ejector For Process PumpsДокумент4 страницыEngineered Seal Chamber With Vane Particle Ejector For Process PumpsMarlon QuinteroОценок пока нет
- b3311 722-2Документ7 страницb3311 722-2Arnaldo BenitezОценок пока нет
- Protech Bearing Isolator Seal TheoryДокумент8 страницProtech Bearing Isolator Seal TheorySanjoy Kr. DeyОценок пока нет
- Boiler Feed Pump - KSBДокумент1 страницаBoiler Feed Pump - KSBgulmal husainОценок пока нет
- BKA - Presentasi - Hidrostal PumpДокумент95 страницBKA - Presentasi - Hidrostal PumpTiara KusumaningtyasОценок пока нет
- Pumping Control Methods and Their Impact On System EfficiencyДокумент16 страницPumping Control Methods and Their Impact On System EfficiencyWahidHamedОценок пока нет
- 254 SMO-Outu KumpuДокумент8 страниц254 SMO-Outu KumpujoseritoОценок пока нет
- Pump KnowledgeДокумент17 страницPump Knowledgesmupy_122Оценок пока нет
- Dawson Downie Lamont LTDДокумент2 страницыDawson Downie Lamont LTDwarehouse cikalongОценок пока нет
- Pitfalls of Pump PipingДокумент3 страницыPitfalls of Pump PipingChris PeramunugamaОценок пока нет
- Pump Clinic 43Документ3 страницыPump Clinic 43fnahas_bhОценок пока нет
- The Magic of Magnetic Drive Pumps - July03!13!15Документ3 страницыThe Magic of Magnetic Drive Pumps - July03!13!15ho-faОценок пока нет
- PumpДокумент30 страницPumpPriyoProtikОценок пока нет
- Bearing Technology For Pumps and CompressorsДокумент12 страницBearing Technology For Pumps and Compressorsmans2014Оценок пока нет
- ANSI Vs APIДокумент2 страницыANSI Vs APIMohd Effiezool YaserОценок пока нет
- Polybase Base PlateДокумент24 страницыPolybase Base PlateNumb JazzОценок пока нет
- Canned Motor Pumps in Refinery PDFДокумент2 страницыCanned Motor Pumps in Refinery PDFthawdarОценок пока нет
- The Sulzer Oil-Free Labyrinth Piston CompressorДокумент9 страницThe Sulzer Oil-Free Labyrinth Piston CompressorAlex Kulik100% (1)
- Suction Side of Centrifugal PumpsДокумент11 страницSuction Side of Centrifugal PumpsTanishk KumarОценок пока нет
- Peerless Full Product Line B-1270 - BrochureДокумент12 страницPeerless Full Product Line B-1270 - BrochureHuilber MartínezОценок пока нет
- 811 Brochure GrisgoldДокумент20 страниц811 Brochure GrisgoldEmerson RuizОценок пока нет
- Positive Displacement PumpsДокумент6 страницPositive Displacement PumpsVignesh DuraiОценок пока нет
- Design and Analysis of TPA Purdue PDFДокумент24 страницыDesign and Analysis of TPA Purdue PDFJohn DoeОценок пока нет
- How To Read Pump CurveДокумент4 страницыHow To Read Pump CurvenghiemvhОценок пока нет
- Power Stream Couplings-Specn SheetsДокумент6 страницPower Stream Couplings-Specn SheetsAmol PatkiОценок пока нет
- Cavitation and PUmp NPSHRДокумент39 страницCavitation and PUmp NPSHRRaheel Sultan100% (1)
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MДокумент12 страницAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhОценок пока нет
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsДокумент8 страницModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhОценок пока нет
- Studies On Drying Kinetics of Solids in A Rotary DryerДокумент6 страницStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhОценок пока нет
- Tỷ số air-fuel lý tưởng (14.7)Документ9 страницTỷ số air-fuel lý tưởng (14.7)Vinh Do ThanhОценок пока нет
- Modelling and Simulation of A Direct Contact Rotary DryerДокумент16 страницModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhОценок пока нет
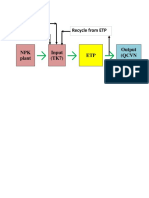
- Recycle From ETP Make Up H2O DAP, UreaДокумент1 страницаRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhОценок пока нет
- Ansi B16-104Документ1 страницаAnsi B16-104Monica Suarez100% (1)
- Tinh Luong Nuoc Bay HoiДокумент22 страницыTinh Luong Nuoc Bay HoiVinh Do ThanhОценок пока нет
- Dryer CalculationsДокумент4 страницыDryer CalculationsVinh Do Thanh0% (1)
- Aoac - Methods.1.1990. MoistureДокумент2 страницыAoac - Methods.1.1990. MoistureVinh Do ThanhОценок пока нет
- E. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesДокумент7 страницE. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesVinh Do ThanhОценок пока нет
- PEP Report 267A: Ihs ChemicalДокумент8 страницPEP Report 267A: Ihs ChemicalVinh Do ThanhОценок пока нет
- 4244 12672 1 PB PDFДокумент15 страниц4244 12672 1 PB PDFVinh Do ThanhОценок пока нет
- 4244 12672 1 PB PDFДокумент15 страниц4244 12672 1 PB PDFVinh Do ThanhОценок пока нет
- Equivalent Grades of Cast IronsДокумент2 страницыEquivalent Grades of Cast IronsVinh Do Thanh100% (1)
- CRACKER A PC Based Simulator For Industr PDFДокумент6 страницCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhОценок пока нет
- Metal Price IndexДокумент1 страницаMetal Price IndexVinh Do ThanhОценок пока нет
- DRS 279-2015 Organic Fertilizer - SpecificationДокумент17 страницDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhОценок пока нет
- MCCM 69 3 s192-197 KrauseДокумент6 страницMCCM 69 3 s192-197 KrauseVinh Do ThanhОценок пока нет
- Estimating Evaporation From Water SurfacesДокумент27 страницEstimating Evaporation From Water SurfacesVinh Do ThanhОценок пока нет
- 8D Problem Solving Worksheet: AQDEF.406Документ8 страниц8D Problem Solving Worksheet: AQDEF.406Vinh Do ThanhОценок пока нет
- How Mixing Affects The Rheology of Refractory Castables - Part IIДокумент25 страницHow Mixing Affects The Rheology of Refractory Castables - Part IIVinh Do ThanhОценок пока нет
- Application of Excel in Psychrometric AnalysisДокумент20 страницApplication of Excel in Psychrometric AnalysisVinh Do ThanhОценок пока нет
- Brochure Catalog Genvac VacuumДокумент8 страницBrochure Catalog Genvac VacuumFrancisco BelloОценок пока нет
- Overhung, End-Suction Process Pump: ISO 13709/API 610 (OH2)Документ8 страницOverhung, End-Suction Process Pump: ISO 13709/API 610 (OH2)Benicio Joaquín Ferrero BrebesОценок пока нет
- Marriage InvitationДокумент137 страницMarriage InvitationratheeshОценок пока нет
- Pumps Design and PerformanceДокумент27 страницPumps Design and PerformanceJefferson SmithОценок пока нет
- Belt Press Wash PumpДокумент3 страницыBelt Press Wash PumpDerkung BenowatОценок пока нет
- Reitz GeneralДокумент28 страницReitz GeneralRohit GadekarОценок пока нет
- Scale UpДокумент7 страницScale UpAmrie IamОценок пока нет
- Elements (Industrial Plant)Документ5 страницElements (Industrial Plant)Veralyn Mae BondadОценок пока нет
- Chapter 2 Pumps-NotesДокумент69 страницChapter 2 Pumps-Notesdheepak manickavelanОценок пока нет
- 15SV04F0556T: Operating DataДокумент4 страницы15SV04F0556T: Operating DataRoger Quevedo MachucaОценок пока нет
- Vertical Turbine PumpДокумент74 страницыVertical Turbine PumpWogayehuGizaw100% (1)
- PABT Battlemax PR Range BrochureДокумент2 страницыPABT Battlemax PR Range Brochuresf wОценок пока нет
- 2CDX (L) : Twin Impeller Centrifugal Pumps With Hydraulic Made in AISI 304 and AISI 316 Stainless SteelДокумент3 страницы2CDX (L) : Twin Impeller Centrifugal Pumps With Hydraulic Made in AISI 304 and AISI 316 Stainless SteelVu DangОценок пока нет
- Cryogenic Centrifugal Pump.Документ28 страницCryogenic Centrifugal Pump.SIDDARAJU NОценок пока нет
- 528 - 702 - Manual Ventiladores en Ingles (Original)Документ22 страницы528 - 702 - Manual Ventiladores en Ingles (Original)Nuno Filipe PereiraОценок пока нет
- Sumak Pump 2024 English Product CatalogueДокумент220 страницSumak Pump 2024 English Product Cataloguemakinist29Оценок пока нет
- TC Pump: The Total Slurry SolutionДокумент4 страницыTC Pump: The Total Slurry SolutionDiego Mejia100% (1)
- Lec23 PDFДокумент44 страницыLec23 PDFSyed YousufuddinОценок пока нет
- Practical Centrifugal PumpsДокумент8 страницPractical Centrifugal PumpsKhemiri Houssem EddineОценок пока нет
- Pumps An Overview-KulnajiДокумент97 страницPumps An Overview-KulnajiSakthi MuruganОценок пока нет
- Virtual Experiment 1: Energy Requirements in PumpingДокумент12 страницVirtual Experiment 1: Energy Requirements in PumpingHailaNiaОценок пока нет
- Brochure Turbina Vertical AMPДокумент1 страницаBrochure Turbina Vertical AMPAmedt García HernándezОценок пока нет
- Mueller - Mixing BasicsДокумент4 страницыMueller - Mixing BasicsVasilis PolykarpidisОценок пока нет
- Types of Centrifugal Pump CasingsДокумент2 страницыTypes of Centrifugal Pump CasingsAsad KhanОценок пока нет
- Aerodynamic Consideration On Impeller, Diffuser and Volute For Mems Centrifugal CompressorДокумент4 страницыAerodynamic Consideration On Impeller, Diffuser and Volute For Mems Centrifugal CompressorHamid Reza RabieiОценок пока нет
- PP108C24 C27 PKG SpecДокумент2 страницыPP108C24 C27 PKG SpecMarselino SudartoОценок пока нет
- A1F8D3 - Appendix ICES-APL-003 (D) - Main Maintenance Tasks PDFДокумент23 страницыA1F8D3 - Appendix ICES-APL-003 (D) - Main Maintenance Tasks PDFdj.amin07Оценок пока нет
- Horizontal Split Case LN TypeДокумент38 страницHorizontal Split Case LN TypeprojashОценок пока нет
- Hyd Actua Device070110 1Документ6 страницHyd Actua Device070110 1Ashish SinglaОценок пока нет